Theses
Thesis/Dissertation Collections
5-1-1989
A Study on doubling in the offset printing process
Amal A. Ba'adarani
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please [email protected].
Recommended Citation
A STUDY ON DOUBLING IN THE OFFSETPRINTING PROCESS
by
AMAL A. BA'ADARANI
AThesissubmittedinpartialfulfillmentoftherequirements of
thedegreeofMasterofScience intheSchoolofPrinting andManagementSciences intheCollegeofGraphic ArtsandPhotographyofthe
Rochester InstituteofTechnology
May1989
CERTIFICATE OF APPROVAL
MASTER'S THESIS
This is to certify that the Master's Thesis of
AMAL AHMAD BA'ADARANI
with a major
in
Printing Technology has been
approved by the Thesis Committee as satisfactory
for the thesis requirement for the Master of Science
Degree at the convocation of May, 1989.
Thesis Committee:
Franz Sigg
Thesis Advisor
Cliff Frazier
Thesi'S
Co-Advir,~rJoseph L. Noga
6raduat\1 Program Coordinator
Miles Southworth
Iwouldlike to thank the
following
fortheirtime,help
and support:Mr. Franz
Sigg
oftheTechnical andEducation CenteroftheGraphic Arts fortechnicaladvice and
help
inexperimentalplanning; Professors Cliff FrazierandCharlesLayne;
Mr.William EisneroftheTechnical andEducationCenteroftheGraphic Arts fordonationof
LIST OF FIGURES iii
ABSTRACT 1
CHAPTER ONE. INTRODUCTION 2
FOOTNOTES 7
CHAPTER TWO. THEORETICAL BASIS OF DIRECTIONAL DOT GAIN 8
FOOTNOTES 15
CHAPTER THREE. REVIEW OF THE LITERATURE 17
FOOTNOTES 21
CHAPTER FOUR. HYPOTHESES 22
CHAPTER FIVE. DESIGN OF THE EXPERIMENTAL RIT DOUBLING TEST TARGET 23
CHAPTER SIX. METHODOLOGY 29
FOOTNOTES 35
CHAPTER SEVEN. RESULTS 36
CHAPTER EIGHT. SUMMARY, CONCLUSIONS AND OBSERVATIONS 45
CHAPTER NINE. RECOMMENDATIONS FOR FURTHER STUDY 48
BIBLIOGRAPHY 50
APPENDIXA. CALCULATION OFTHECHANGE IN PRINT LENGTH
CAUSED BY A CHANGE IN PACKING 53
APPENDIX B. DERIVATION OF THE MURRAY DAVIES EQUATION 55
APPENDIXC. TABLE OF REGRESSION EQUATIONS AND ANALYSIS OF VARIANCE 57
APPENDIX D. PRESS RUN DOCUMENTATION 77
1. Percent Dot Area Increasedueto
Doubling
of 1 Unitat Various Angles 272. Tableof randtvaluesfor Magnitude of
Doubling
versusDoubling
Angle 363. Tableofr andtvaluesfor Dot Gainon 50%tintversusAverage
Dot Gain on Concentric Circles 43
4. Mean ValueandStandardDeviation for Magnitudeof
Doubling
and 50% Tint 43
5. Tableof r andtvaluesfor Magnitudeof
Doubling
and1.
Hierarchy
of Dot Gain Classification 32. Enlarged Dots
Showing
theEffectsofNo Dot Gain. Fill-in. Slur.Fill-in and Slur 3
3. The Appearance of
Doubling
in Three Tones 54. The Effect ofLight
Scattering
on GrainedAluminum andOpal Glass 65. The GATF Star Target 18
6. The GATF Dot Gain Scale and Slur Gauge 19
7. The GATF Ladder Target 20
8. The RIT Experimental
Doubling
Target 239. 50% Dot and line Tint 26
10. Plotof% Area Change dueto
Doubling
Angle fora50% DotandLine Tint 2711. Layout of Test Form used on Web-Press Run 32
12. PlotofVerticalandHorizontal Registeron aCartesian System
of Coordinates 32
13. Scatter DiagramandStraight Line Approximation between
Magnitude of
Doubling
andDoubling
Angle for Black 1 and2 3814. Scatter DiagramandStraight Line Approximation between
Magnitudeof
Doubling
andDoubling
angle for Magenta 1 and2 3915. Polar Graphs of
Doubling
for Black and Magenta 1 and 2 4016. Scatter DiagramandStraight Line Approximation between Dot Gain
on50% TintandAverage Dot Gainon Concentric Circles
for Black 1 and 2 41
17. Scatter DiagramandStraight Line Approximation between Dot Gain on50% TintandAverage Dot GainonConcentricCircles
ofthis study wasto test theusefulness oftheExperimental RIT
Doubling
Target inidentifying
directional dotgainintheoffsetprintingprocess.Doubling,
aformof mechanicaldotgain,contributesgreatlytocolor variations whileprinting.
Slur,
anotherformofmechanicaldotgain,is oftenconfusedwithdoubling. Dot Gain Test Targets currently inuse oftendonotdistinguish between thetwo. A slurtest was carried out andtheresults showedthatsluris not acontributortodirectional dotgain.Thetargetprovedtobea visualand quantitative measureofDirectionaland
Non-directional dotgain. Theconcentriccircles, oneofthemaincomponents ofthetarget, weremadewiththeintentofmatchingnon-directionaldotgain similarto thatofa50% tint madewitha 150line/inchscreen-ruling. A slurtestwascarriedout andtheresults showedthatsluris notamajorcontributortodirectional dotgain. Thevalues for dotgain
obtainedontheconcentriccircles werefoundtobe higher invaluethan thevaluesfor dot
gainobtainedonthe50% tint.
Nonetheless,
therewas a strongcorrelationbetween the twovalues ofdotgain onboth targets.Direction,
another aspect ofdirectional dotgain, wasstudiedinrelation to thedoubling
magnitude. ItwasfoundthatadefinitepreferredTheoffsetlithographicmethodisone ofthemajorprintingprocessesinuse. The term offsetdenotesaprocess wheretheink isnottransferred
directly
fromtheplateto the paper(as ischaracteristicofdirectlithography)
buttoanotherintermediatecylinder covered with a rubberblanketandfromthere to thesubstrate. As aprinting process,offsetlithography
iscapableofexcellentprintquality, both infine lineandtoneworkat alower costthanotherprintingprocesses. This isprimarilydueto thefactthat therubberblanket cantransfer theinktoroughsurfaces sothathigher quality printingcanbedoneonthem.However,
offsetprinting isadelicateprocess. Inspectionoftheproduction runismandatory tomaintainstringentqualityrequirements.
Traditionally,
some ofthedifferent qualitycriteriathathave beenobserved are solidinkdensity,
tonereproduction(dotgain), trapping, sluranddoubling,
registerandcolorbalanceTomeasure and control printquality,it is bestto measureand control each separate component which contributestoprintqualityanditsvariation. Inevaluatinga press sheet,welookattheprintqualityofhalftonesandthatis observed
by
noticingthe featureofhow sharpandclearthedetail is. One faultthatiseither unique tohalftonesor most troublesomewhenhalftonesarebeing
printedis dotgain. Dotgainis theincrease whichtakesplaceinadot'sareaduring
thetransferstagesfrom filmtotheprintedsheet. Dotgaininitselfisnot regardedas aprinting faultsincea certain amount ofinkspread,
whentransferring from blanketto paper,isunavoidable.1
Non Directional Fill-in
Directional
Slur
Doubling
Figure 1.
Hierarchy
ofDot GainClassificationMechanical Dot Gain: Thereare
basically
twokindsof mechanical dotgain:non-directional anddirectional.
Non-Directional Dot Gain iscalledfill-in (figure 2). The halftone dots suffera
generalincrease insizeinthat the dotsgetuniformlylargerduetospreadingofinkoverthe edgeof eachdot. Thiscanbecaused
by
toomuchpressurebetweentheblanketandimpressioncylinder,or
by
printingwithtoomuchink (alsotakingintoconsiderationtherheologicalpropertiesofthe
ink)
andpossiblyby
thecharacteristicsoftheblanket (whetherconventional orcompressible).
No Dot Gain Fill-in
Slur
[image:10.541.78.460.425.588.2]Fill-in and Slur
distinct featureofsluristhatit usuallyoccursinthedirectionof cylinder rotation onthe press (figure 2).
Slurreduces shadow contrast. Halftone highlightareas andfine
lettering
are usuallynotaffected.2A slurredimpressionwilloftenbeuniformfromthefrontto the backofthesheet.
Mechanically,
themajor causebehindslurisattributedtoadifference in surface speedbetweenthe twoprintingcylinders (plate-blanketortheblanket-impression). This difference in surface speediscausedby
adifference in diameteroftheplate,blanket and/orimpressioncylinder. Aslurredimpressionwillshowupas aresult ofexcessive impressionpressure. Itcan alsobe causedby
theink actingas alubricant intheheavy
ink coverage areaspermittingthesheettoslip intheimpressionnip.3Other factorsthat produce other variations of slur intheformofstreaksare alooseorslipping
blanket,
printingwith asoftink (notenoughtack); ortheuse oftoomuchink especiallywhen printingon coated stock. Defectivepaperintheformof wrinkled orbulgedpaper can resultinslur. Ona single colorpress,thedefectivepaper willcauseslur, buton a multi-colorpress, itwill show upasadouble.paperareitsprimary causes. It isa problemof register variationbetweentheprinting
unitsofa multicolor pressbut itcanconceivablyalsohappenon a single color pressdue to
varying positioningof plate andblanketcylinders. Itcanalsobecaused
by
an unstable automaticregister systemin thecaseof a webpress.6On sheetfedpresses,
doubling
would sometimes occuralongthe backedgeof asheetof paperdueto thepaper
"slapping"
theblanketprematurely. Aprematurecontact ofthepaper withtheblanketunitproducesa weaktransferofink fromtheblanketofdotsthatare out of register withthe true dots
transferred to thepaper
during
impression. Sheets with areas thatarenotflat(wavy
or tight-edgedsheets)and staticelectricitycancause premature contactofthepaperand blanket. Thisprematurecontact will causethepapertoprematurelytouch thesurface oftheblanket causingafaint impressionnextto thefull impression dot. Paperslippagein
thegrippers, andexcessive wearinthegeartrainorbearingsofthepress are other possible causes ofdoubling.
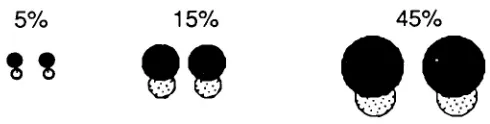
[image:12.541.79.324.411.473.2]5% 1 5% 45%
Figure 3. The Appearanceof
Doubling
in Three TonesOptical Dot Gain istheapparentexpansionofthedotwhenlight isreflectedfrom the paperthroughthe ink. The dots behaveasiftheyarelargerthantheyreallyare. For example a40% dotpatterndoesnot absorb40%(reflect
60%)
oftheincident light. Inscreen-ruling.
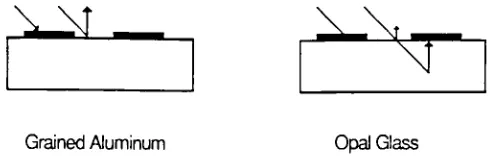
[image:13.540.109.354.188.267.2]Grained Aluminum Opal Glass
Figure 4. The EffectofLight
Scattering
onGrained AluminumandOpal Glass.Figure
(4)
shows a comparison oftwokindsofsurfacesthatreactdifferently
intermsoflightscattering. A doton an aluminum surface wouldhaveasharpedge with no
spreadingoflight. Aluminum isnota translucentsurface, which meanslightcannot
diffuseandscatter withinaluminum. A 50% dotwouldabsorb50% ofthelightand reflect
50%. A doton atranslucentsurfacesuch asopal glass wouldbehave differently. The dot
patternis completelydiffused before itemergesfromthesurface. Ifactualmeasurements
weretakenwithadensitometerforthis50%dotpattern,itwouldread a reflection
density
of0.6 insteadof0.3 representinganincrease inreflectionduetotheeffect oflightscattering.7
Inthis chapter, thedifferenttypesofdotgainhave been definedand
briefly
described. Thefollowing
chapter willinvestigatetheproblemofdoubling
andattempt atFOOTNOTES
CHAPTERONE
^outhworth,
MilesF.,
Dot Gain Causesand Cures.Quality
ControlScanner,
Vol.2 No.9 1982pp.1
2Anon.,
Makethe Halftone fitthePaper. Research Progress Report No.15,
September- October
1949,
Graphic Atrts TechnicalFoundation,
Pittsburgh Pa.3IbM,
4Bureau,
WilliamH.,
WhatthePrintershouldknow about Paper. Graphic ArtsTechnical
Foundation,
pp.190,215.5Treff,
ErnieH.,
An Engineer's ViewofDot Gainon aWeb Offset Press. APresentationmade atthePIA Annual
Meeting
in San FranciscoonMay
10, 1988,
p. 11
6Ibid.
7J.
A. C. YuleandW. J.Nielsen,
ThePenetrationofLight into PaperanditsSlur
Thereare twokindsofdirectionaldotgain: SlurandDoubling. Slur is
theoretically
causedwhenthe surface speedoftheplate,blanketandimpressioncylindersare notthesame. Ifthediametersshoulddiffereither
by
overpackingorunderpackingthe plate andblanket,
thesurface speedofthecylinderswillvaryand causeblanketslip.1A
changein packingwillbeneededinordertocorrectforthisproblem. Anadvantage,if it
canbe describedas such,is thatpacking hasto bequitedifferent before sluris detected
and evenif itwere,itwouldnotbeconsideredmuch of a problemas
long
asitwasconsistent throughout theprocess.2
The first hypothesiswasformulated inanattemptto
investigatetheimportanceofslur(seepage24).
Theoretical AnalysisoftheEffectofSlur
Theeffectofpackingon slur wastheoreticallyanalyzedwiththeuse of an
equationthatcalculates the changeinprintlength asa result of achangeinpacking. This
equation canbeusedtocheckforanincrease in dotareaof a50%squaredotof 150 line
screen ruling. The 50% squaredot hadasidelengthof120microns. The
following
formula3 D=2PrtC/
100 was usedfor calculatingchangeinprintlength resulting fromachangein packingwhereDdenoteschangeinprint
length;
C is for %circumferenceoccupied
by
image;
P is for packingchange.Upon obtainingavalueforthechangeinprint
length,
a ratioofincrease inprintlengthto the50% dotsidelengthof 120micronswas usedtoshow theresultingchangein
sizeas a resultofthischangeinpacking. Theoverallincrease in dotsize waslessthana
micron orapproximately.3microns(see Appendix A foractualcalculations). Asa ruleof
thumb, a 1 micron changein diameterof a50% dotof a 150linescreen causes a changein dotarea of almost 1% dotarea. Sincetheslurdoesnotoccurall aroundthe
dot,
theincrease inthedotsizewouldbe muchsmaller. Thisis dueto thefactthatit isoccurringin
that slurisnot afaultin printingandconsequently in directional dotgain. The only problem ofdirectional dotgainthatis significantinpractical workis doubling.
Doubling
Doubling
causedby
inaccuraciesonthepresscanbest beunderstoodby
identifying
the typesofpressesinvolved. Pressesare classifiedassheet-fedand web-fed accordingto the form inwhichthepaperis fed intoand throughthepress. Onasheetfedpress,sheetsofpaperarefed intothepressoneata
time,
theimpression ismade and eachsheetisremovedordelivered intoapile. On a webpress, thepaperis fed fromarolland
printing iscontinuous asthepaper passesbetweentheimpressioncylinderandblanket cylinder. Itis importanttounderstandhow
doubling
iscausedon eachofthesepressesandtounderstandthevariablesthat
interplay
tocreatethephenomenon.Primarily,
adoubleexists wheneverthereis a probleminregister(however,
thisisnota misregisterbetween 2colors,but betweenacolor andits
"ghost"
image).
Doubling
caused
by
misregisterwithinasingle unit canbea result of variationintherelative positionoftheplateandblanket fromimpressiontoimpression. Therearetheoriesthatindicatethat
sidewaysplayof theplate cylinderinadditiontoprintingwithaloose blanketcanresultin
avariationintherelative positionoftheplatecausing doubling.
Theeasiestwaytodepict how
doubling
occursis usually onamulti-color press.Theactualmisregisteroccursasfollows: Thepresssheet entersthefirstunit ofthepress
andthe first layerofinkis laid down. Thepresssheetthen movesto thesecondunitofthe press andthestillwetinkofthefirstunit onthepaper, transfers to theblanketofthe
second unit. Whenit is time forthenext sheettoenterthesecondprintingunit, thisink
willbetransferredback fromthesecondblanketto thesecond sheet. This secondary transferofinkiscommonly knownasprint-back. Itis importanttounderstandthat this problemofmisregisterof
backtrapping
iswithina single color. Ifthe two sheets are notfrom thesecond unit: theend resultis thatthedot increases insizeaffectingcolor and contrast.
The EffectofPaperon
Doubling
Paper isa major sourceofvariabilitythatisresponsiblefor doubling.
Paper-relatedproblemsthatpromote
doubling
ona sheetfed pressareintheformofpaper wrinkling. Wrinkledpaperispaperthatlacks flatness. Paperwrinklingcan becausedby
animbalanceofmoistureinthepaper. Anexample wouldbe thatof paperbroughtintothe pressroomfroma storage areahaving
adifferenttemperatureand/orhumidity
levelthan thatofthepressroom. Paper is usually susceptibletowrinkling whenunwrappedand unprotected. Thepaperquicklyreleasesorabsorbs moisture as itadjuststothenew environment. Thismoisture adjustmenttakesplaceprimarilyaroundtheedgesofthe unwrappedpaper. Thiscreatesinternalstressinthe sheetsthatalmost guaranteespaper wrinkling. Moisture imbalanceoccursbetween theprotected areasdeep
insidethe stackof paper andtheunprotectedoutsideedges ofthesheets.Depending
on whether paperislosing
orgainingmoisture, atight-edgedor wavy-edged conditiondevelops inthe sheet.4 A tight-edgedorwavyedgedpaperdoesnot lie flatonanysurface. Thisaffectstheway thepaperwill travelonthepress. Sometimes a slightbulgeor waveinthepaperwould causethepaperto touch theblanket prematurely resulting inafaint impressionalongside themainimpression dot Thisis anothercause ofdoubling.Paper-relatedproblems thatpromote
doubling
on a web presscanbest bepoorly set-uprollintheinfeedcanhaveconsequencesalongtheentirelengthofthe press.
Any
sidewaysmovementoftheweb(webweave)cancause aregisterchangefromonerevolutionto thenext. Thiseffectiscircumferential. Webweaveisconsidered as the
source ofthelargest doublesobservedinweb-offsetmachinery.6
In addition,rollersin
theinfeed havea
tendency
toglazeespeciallywiththesmoothsteel rollers. Theurethanerollers sufferthe samedisplacementasthatwhich occursbetweentheplate-blanketnip
resulting intensionvariations. Webtensionhastobe heldconstant andthatcanonlyoccur ifthe steel rollers remain clean. Failuretodosowillresultinpaperdust
build-up
onboththesteeland urethane rollers. Thiswillbe seenincolor variation onthepaperdueto the
mechanical shifts.
Tension inawebisalso affected
by
temperaturefluctuations inthedryer.Tightening
andloosening
ofthewebasthe temperaturevarieswillconsequentlychangeregisterand causedoubling. Water pick-up
by
thewebis anothercausefortensionvariationbetweenthe units. Thistensionvariation can alsopromotedoubling.
Press CharacteristicsthatAffect
Doubling
Weband sheetfedpressesshare certaincomponentsinterms ofpressdesign. One
ofthesecomponents arebearers. Bearersarehardenedsteelrings foundattheendof
printingcylinder
bodies,
and areused onboth sheet andweb presses. The bearersofplate andblanketcylinders areincontactandsupposedly facilitate smootherrolling betweenthecylinders. Bearers foundon either sheet or web-fedpresses arethought
by
someto beessentialfor high quality
/
highspeedprinting,butit isalsotrue thatmanypresses have beenmadewithoutthem andrunquite successfullyon similarkindsofwork.7Externalfactorsthatfurtheraffectbearerperformance canbethepresenceofa
gumcoatingonthesurface ofthebearerswhileprinting. Gum coatingonbearersis
caused
by
gumbuild-up
asaresult ofcleaningtheplate. Theeventualdepositof gumcoatingonthebearers is hardand cancause enough pressuretocause a
bump
whichforces thecylindersoutof paralleland couldeventuallyflattenaspotontheblanket.Doubling
and Slurwouldresult,
depending
onthejoblayout,
anddueto theabsenceofparallelism between thecylinders.8certainjobswouldhavecolor variationdueto thewearandduetothecylinders
being
outofparallel.
Theplate,
blanket,
andimpressioncylinders on an offset press aredrivenby
gearsand supported
by
bearers. Bearersarea common occurrence on web pressesbutnotacommondesigncharacteristiconsheetfed presses. Sheetfedpresses aremostly
gear-driven. Evenwiththebestgear
drives,
cylinderswillvary minutely inspeed and asthemesh ofthegears move fromtooth to tooth. Dot Gain (thepercentof growth over
originaldotsize) anddirectional dotgain(slurand
doubling)
are causedby
actions withinthenip areasofthecylinders. The nipareas arebetween the
inking
roller andplate, theplate and
blanket,
andfinally
betweentheblanketand paper.Theplateandblanket nip isconsideredtobethemostcritical. Attheplate-blanket
nip,friction betweenthe twocylindersisreduceddueto the
lubricating
action oftheinkandwaterfilm. Astheinktravelsfromplatetoblanketandtopaper,this sameink issplit
in half betweenthe twosurfaces. Less inkbetweentheblanketand paperisa cause of
morefriction inthatniparea. The resultingtransferoccurringattheprintingnip, thepoint
atwhichthepaperis actuallytaking
ink,
is sodelicatethateven a slight variationinspeed can cause problemslikegearstreakinganddoubling. Thecylinderbearershelp
preventtheseproblems
by
smoothingout thedrivethroughrolling friction. Formaximumeffect,theyarepreloaded, thatisthecylinderbearersarebroughttogetheruntilthereissubstantial
contactforcebetweenthebearerswhile theblanketiscompressedtoprovidetheprinting
pressure.9
Theradiusoftheblanketcylinderis constantly changingasitgoesthrough the
plate-blanketnip,becausetheblanketissoft whereastheradius ofthehardplate cylinder
remainsconstant. Becauseofthechangeintheradiusoftheblanketcylinder, we can
expectachange oratendencytochange ofthesurface speed oftheblanket. Thischange
insurface speed coupled with constant speed ofthesurfaceoftheplate cylinder produces a
situationinwhichprintingproblems such asslurringand
doubling
arelikely
tooccur.both sidesofthepaperinone pass. Theradiusofthe twoblanketcylindersin theprinting
nipare
simultaneously
changing intheniparea. Thischangeisexpectedtoproducea changeinsurface speedoftheblankets. Whetherthetendencyis forthesurface speed to increaseordecreaseisoflittlesignificanceinthat therewillbea similartendencyonboth sidesofthenip. Whateverhappensin the
wayof
increasing
ordecreasing
speedonthe surfaceoftheblankets,
theelasticityofthepaper willallowittotrackthe twoblankets accuratelyby
eitherstretchingorcontracting. Thismakestheblankettoblanket nip avery stable operation andprintingproblemsare notexpectedto toarisethere. Instead any problemsinvolving
the transferoftheimagesuchas slurringanddoubling
are expectedto occurintheplatetoblanketnip.Dr. A.
Ghany
Saleh found in his investigation intothecauses ofdotgain anditseffecton colorreproductionthat thepressureintheNIPareabetweenplate andblanketand
blanketand substratewasanimportantvariable. Thispressurewillresultin aninksquash whichcontributesto thedotgrowth. Machine geometryordesign andpressconditions caninduceotherformsofdotgainordotdefects suchassluranddoubling. Dotgain will ultimately be influenced
by
pressconfigurations,cylinderdiameter,
number ofgears, quality,dimensional stability,finishing
and shape oftheteeth,inktrain,coolingsystem andthe typeofbearing
in housing.10Inkand water are twootherpressvariablesthat mustbe keptto aminimumto
maintaininkandwaterbalance.
However,
minimum water shouldberun withoutpromotingpilingonthe endsoftherollers. Excessiveamounts of watertend tobeused on
longer running
jobs;
howeverthiscanbe detrimentalto theprocess. Asmentionedearlier,excessiveamountsof water means a greaterdepositofcoating, sizingandfiberfromthe
papercoating.This wetnessonthepapercancausepilingand manifest itselfin agrainy
print. Inadditionthiswatercan accumulate onthe
inking
rollers, vibrators, anddistributors andcan consequentlypromote sluranddoubling.11
Blankettypeandquality influenceprint quality. W. R. Grace & Co.U.S.A., a
leading
blanketmanufacturercarried outtestsof performance ofblanketsundervaryingpackingconditions. Itsstudiesrevealedthatdotgain and slur canbeminimized
by
properblanket packingandthatcompressibleblanketscan printwell undera much wider range of
packingthanconventionalblankets. Compressible blankets alsohavetheadded advantage
of
being
compressedgreatlyatthenipwhilemaintaining relativelylight surface pressure19
FOOTNOTES
CHAPTERTWO
1
Porter,
A.S.,
Lithographic Presswork FirstEdition,
Graphic ArtsandTechnicalFoundation,
1980,
p. 244.2Ibid.
3Ibid.
4Anon.,
The Paper. PressorBlanket may Cause Cut SheetstoWrinkle. AmericanPrinter,
Vol. 211 No.5,
September1988,
pp. 102.5Crouse,
David B. Web Offset Press Operating. Second Edition Graphic Arts andTechnical
Foundation, 1984,
p. 121.6Treff,
Ernest H. An Engineer'sViewofDot Gainon aWeb Offset Press. APresentationmadeatthePIAAnnual
Meeting
in San FranciscoonMay
10, 1988,
p. 25.
7Tyma
LouisS.,
Ingo KoeblerandHerbert Stoeckle. Bearers ANecessary
Evil?TAGA AnnualProceedings
1982,
p. 402.8Printing
IndustriesofAmericaWeb Offset SectionMeeting
Proceedings: 1987 Web Offset Section AnnualMeeting,
p. 244.9Ibid.
10Saleh,
Abdel Ghany. The AnalysisoftheDot Gain Problemandits EffectonColor11Ibid.
12Leslie,
Geoffrey.
BlanketsandtheControl ofDotGain. Australasian PrinterMagazine,
CHAPTERTHREE
REVIEW OF THE LITERATURE
Areview of pertinentliteraturerevealsthatfew studiesof mechanicaldotgain,
particularly
doubling
have beenundertaken. There have been indications in literaturethatcontrolof mechanicaldotgain throughvarious measureshas beenattempted.
However,
beforecontrolis possible,amethodofanalysis and measurementofdirectional dotgainis
needed.
Testtargets aretestimagesusedtodeterminethequalityofprinting inthevarious
reproductionstages. Sometest targetsare sensitivetodotgainand are capableof
detenriining
whether anincrease in dotareaisaresult ofdirectionalor non-directionalgain.
Doubling
is oftenconfusedwithslur. Directional dotgain, whetherdoubling
orslur,cancause aregularhalftonetint togetdarkerandit may be hardtoassignthereal
causetoeither ofthe two. However ifatest targetisusedthatissensitivetodirectional
dotgain,it becomes easytodetermine
by
visualmeanswhetherdirectional dotgainhasoccurred. Oneofthefirstpapers publishedwheretherelationbetween directionaland
non-directionaldotgain wasstudiedwasthat
by
WarrenRhodes.1He designedatest
patternconsistingof parallelline tintsarrangedside
by
side;onewithhorizontalparallellinesandtheother withverticalparallellines. Thispatternallowsvisualand objective
observationof
definition;
atermheusedtodescribesharpnessofprinting. He definedtheterm resolution astheabilityofasystemtoresolveordiscriminate between closely
spaced elements. Resolutiontestobjects perpendicularto thedirectionofsheettravelwere
affected
by
slur morethan thoseoriented paralleltosheettravel. Ifdirectional dotgainexists,the twoparts ofthe targetwillbeaffected
differently
andonewill printdarkerthantheother.Thisisavisualindicationof slur and/ordoubling.
Furthermore,
hisobjectivemethod ofevaluationwas conducted withtheuse of measurementstakenwitha
densitometer. Thismethod allowedhimtodistinguishbetween directionaland
termsofdensitometricmeasurements. The disadvantageofthis test targetwasthatit
wouldnotindicateadirectional dotgainif itshouldoccur at anangleof45 degrees.
The LTF Star Target (orwhatis knowntoday astheGATF Star
Target)
is anadaptation and refinement of a similartarget thatwasdeveloped in 1957
by
RobertE. Woodof theWesternPrinting
andLithographing Company
Plantin Racine Wisconsin.The WPLtargetconsisted of a solid one-eighthinch diametercentersurrounded
by
ninetypie shaped solid radial wedges. It isa visualindicatorof mechanicaldotgain; thecenter
increases in diameter ifink-spread
(fill-in)
occursandelongatesorstretches atrightanglestotheslurdirection ifsluroccurs.2
GATF designedthe Star Targetwithonly 36wedgeswhichresultedina much
smallercenter. Itprovedtobeaquickandeffective measure of
ink-spread,
slur anddoubling during
a pressrun. Thegeometricproperties ofthisarrangement makesitspresssheetimage sensitivetoink-spread, slurand
doubling
especiallywhen strippedinthe trimareas at each corner ofthetrailingedgeofthe presssheet. This is becausetheseareas are
usuallythemostaffected
by
slur ordoubling.Doubling
willcause afigure 8to appearin thecentre ofthe star,whileslurringwillappearasan ovalinthe centrewithelongationsatrightangles tothedirectionofsheet travel. Theproblem withthis targetis thatitcannotbe
usedtomakedensitometricmeasurementsfor dotgainbecause it is toosmall.
Originally,
itwas designed forvisual evaluation use.3
Figure5. The GATF Star Target
The GATF Dot Gain Scalewas anothertesttargetdesigned for
inspecting
andevaluating halftones visuallyand withouttheuse ofthedensitometer. Italsowas a good
indicatorof changein dotsize atthevarious reproductionstageswhetherinthecontact
dotgain scaleis basedonthe principle thattintsmade withfinescreens are
much sensitive to changesin dotareathanare coarse screens. Itconsistedoftennumerical
steps,starting from0to9. Thesenumerical numbers were madewitha200-line screen
whilethe
background
was of a coarser screenof65 tine.During
thereproductionstage, ifanumberhasthe same
density
asthebackground,
itwouldbeanindicatorof anumericamountofgain. Whilethesenumbers are sensitivetodirectionaland non-directionaldot
gain,thereisalso aparallel-line typesectionwhichindicates directional dotgain.
Thisparallellinesectionis knownastheSlurGauge. Itconsistsof a barof
verticalline
background,
and a seriesofhorizontal lineswhichformthewordSLUR. Thelines havethe samevalue, sothewordSLUR is invisiblewhen alllinesareprintedwith
equalthickness. But ifsluroccurs,thehorizontal linesthickenandthewordSLURshows
upasdarkerorlighterthan the background.
It2
.p.
'-(,1
Figure 6. The GATF Dot Gain ScaleandSlur Gauge
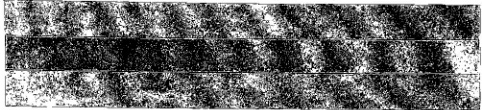
GATFproceededtodesignanothertest targetlatertobe known astheLadder
Target. The Ladder Targetwasdesignedtoshow gripper-totailvariationinthevarious
reproduction stages.
Primarily
itwasdesignedtogive a qualitative measureby
visualinspection,
butnumerical measures of slur anddoubling
couldbeobtainedby
taking
densitometricmeasurements incertainareas. Thetargetwasthree-quartersofaninchwide
andtwenty-five inches long. Thecenter portionconsistedofa50%percenthorizontal line
screen. Thetwoouterstripsarethesameexceptthat thelinesrun vertically. Slurand
doubling
are measuredquantitativelyasthedifferencebetweenthe twoneighboringareas.The Laddertargetis verysensitivetodirectional dotgainand manifestsitself
by
aperceptible
darkening
ofthecenter ofthetargetinthedirectionofprinting.Doubling
canalso causethecenter ofthe target todarkenifthe
doubling
wasoccuring intheprintingdirection. Ifthe
doubling
wasoccurringsideways, the sidesofthe targetwillbe darkened.ofshowinganydirectional image displacementif itshouldoccur atanglesof45degrees.
[image:27.541.132.373.159.214.2]Thereforealaterversionofthis targetalsoincludedabarwithlines at a45angle.5
Figure 7. The GATF Ladder Target
The UGRA Plate Wedge isanothertarget thatcantestfor directional dotgain.
Since itsconceptionin
1962,
the targethasundergone some changes. The 1976versionoftheUGRA-Scaletargetconsistsoffiveelementsnamelyacontinoustonegrayscale, a
60and 120
line,
ahalftone stepwedge,circularpatchesusedasresolution targets,alinepatchand aslurtarget.6
The slurtargetisusedtotestfor directional dotgain. It consists
ofconcentric circleswhosedistance isequivalenttotheirwidth(50% area). Itis usedto
observeslurand
doubling
on thepress. Thistargetwas an actual refinement oftheparallellinetinttargetbecauseitwillshowdirectional dotgain atanyangle. Slurwould manifest
itselfas aspreadingoflines runningacross theprinting
direction;
lines runningparalleltotheprinting directionare not affected. Slur is indicated
by
twodarksegments parallel withtheprinting direction.
Doubling
also manifestsitselfvisuallyasdarksegments asinthecase ofslur.7
Howeverthesesegmentscouldbe in any directionandtherecan be 2or
more segments
depending
ontheseverityof misregister. Neitherparallelline tintsnorconcentric circles candistinguish between slur and
doubling
thoughtheyservethe samepurpose of
indicating
directionaldotgain.Test Targets suchas
Gretag,
RIT Color Control Bars andtheKodakCustomizedColor Targetuseatestpatch comprised of concentric circles.
Generally,
theirdisadvantagelies inthefactthattheycouldonlygivequalitative or visualindicationofdirectional dot
FOOTNOTES
CHAPTERTHREE
Rhodes,
WarrenL.,
StudyofObjectivemethodsforEvaluating
Sharpness inLithography
TAGAProceedings
1955,
p.1092Jorgensen,
GeorgeW.,
The GATF StarTargetforInkspreadandResolutionMeasurements.Research Progress Report No.
52,
February
1961,
Graphic ArtsTechnical
Foundation,
Pittsburgh,
PA.3Anon.,
GATF Scales Detect Dot Gain. Canadian PrinterandPublisher,
April1986,
p. 374Ibid.
5Hull,
Harry
H.,
The GATFLadderTarget- A New Test Image. Graphic Arts TechnicalFoundationResearchProgress Report#
99,
October 19736Sigg,
Franz. A fewthings aboutMicrolinesthatmost peopledonotknow, TAGAProceedings
1988,
p. 434CHAPTERFOUR
HYPOTHESES
1. The dotareadifference betweenthedarkandlightsegment ontheExperimental RIT
Doubling
Target isnot significantwhen 12milpacking isaddedto the blanketwhilesimultaneously removingthesameamountfromtheplate packing.
2. There isnostatistically significantrelationship betweenthedirectionof
doubling
andthemagnitudeofdoubling.
3. Thereis nodifference between Dotgain measured onthe50%tintoftheExperimental
RIT
Doubling
Targetandtheaveragedotgain calculatedfromthedotgainCHAPTERFIVE
DESIGN OF THE EXPERIMENTALRITDOUBLING
TEST TARGET
Design oftheTarget
The RIT
Doubling
Target is 1 1/4 inchessquarein area. Themajor part ofthetargetiscovered
by
aseriesofconcentric circles. Atthe cornersarelocated four 5mmsquare patchesthatconsist of:
1. 3% dotpatch usedtoobservetheeffect of
doubling
on smalldots2. Solidpatch usedtoindicate ink-filmthicknessinordertocalculatedotgain
3. 50% tinttocorrelatebetweentheaverageoflightanddarkarea values ofthe
concentric circles andthe50% tint
4. Aclear patchtozeroout thedensitometer.
Ineachhalfofthecircumferenceofthe circle,ascale,
indicating
anglesfrom 0to 180ofdirectional dotgainisavailabletofacilitate
labeling
thedirectionofdirectionaldotgain.RITDOU 160
LING 0
TARGET 20
1
'*-120^^1 ^.60
100-j^H
30JH
eo^^H W12
w.-dfl^^^ 0 160
ol Techn
140
j
20
[image:30.541.167.259.476.572.2]Rochester In ogy|
AspectsOfnewdesinnas comnarpritothe parallel linetint :
Itwas madeintocirclesallowing ittobesensitive toalldirections.
Its largesize allows oneto takeminimum and maximum measurementsinthe
lightestanddarkestsegmentswithinthepatch withanormaldensitometer.
Itsuse ofthe
Murray
Daviesequationallowing ittoobtain valuesfor directionalgain as opposedto theuse of visualevaluation methodsor
density
measurements.Small dots maymakeiteasiertodifferentiate betweensluranddoubling.
Characteristicsoftheconcentric circlesdesign:
The basic advantageofthenewdesign isthelargesizeofthe concentric circles.
Thisenables onetomakedotarea measurements atthelightanddarksegmentswhich
gives anindicationofdirectional andnon-directionaldotgain. Moreoverthedesignofthe
concentric circlesisanadvantageinthatitsolvestheproblem ofdirectional dotgain
occurringat45 degrees whichwasimpossibleto takecareof with parallelline tints.
Theprincipleofmeasuring dotgaininthisfashion isnotinquestion andusing
Murray
Davies is simplyanexistingmethodforthisspecific application. Wherethecircleis
lightest,
thereisnodirectionaldotgainbecausethedarkening
ofthe linefallsontopofitself
indicating
nodirectionaldotgain. Theactualreadingwouldonly indicate fill-inandopticaldot-gain. Atthedarkestspot,we measuretheworstpossible caseofdirectional dot
gain aswellasfill-inandopticaldotgain. Hencethedifference betweenthelightanddark
segmentsis due to thecontributionofdirectional dotgain.
Problemswiththe method:
If
doubling
should occur over severalprintingunits, theremay beacomplexmoirepatternthathasnotonlyoneminimumandmaximumsection. This maymakeit
impossible tomeasure. This
is, however,
aproblemforalldoubling
measurements, andAproblem arisesinthat
doubling
isa complex phenomenon. It isunpredictableandcannotonlyoccurinonedirectionononeprintingunitbut inadifferentdirectionon
anotherprintingunit.
Furthermore,
thecolorprintedonthelast printinguniton apress,normallydoesnothave any
doubling
ofdots,
since no moreprintingunits for ittogothrough, exist.
Itwaspreviously statedthereisthepossibilityof
having
slur ontopofdoubling
andbothofthemcanoccurin different directions. Inorderforthismethodtowork,we
thereforeneedtorelyonsimplified assumptionswhichare:
1. Slur isnotconsideredmuch of aproblem;packing has tobeoff
by
a sizableamountbeforesluroccurs.
2.
Doubling
occurs moreatthefirstand second unitsfollowing
theoriginalimpression thanbetweenthe second andthirdunits. The farther awaythe
sheetis fromtheoriginal
impression,
theweaker willbetheprint-back andthereforethe
doubling
andtheeffectofdoubling. The inkatthispointisdilutedand weak and would not contributegreatlytotheproblem.
Screen Ruling:
1)
Whatscreenrulingshouldbeusedfor makingtheconcentric circleinordertoobtain,ontheaverage, theapproximatesamevalue ofdotgainaswouldbe
obtained ona150line/inch50% dot tint ?
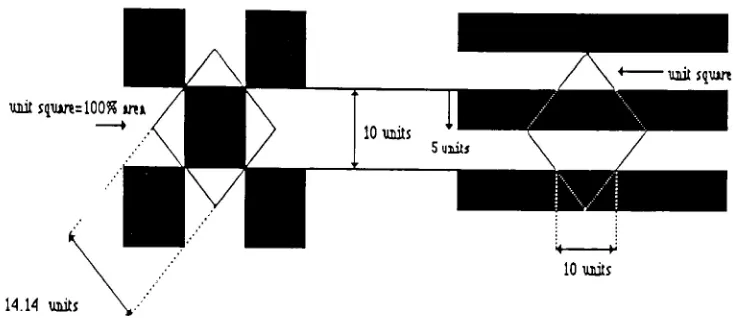
50% Dotof 150 Line/inch Screen
Ruling
Line TintmlsiwulOOSSwu
14.14 units
10units
5uiii5
10units
100% Dot Area= (14.14 units)2=200 Units2= Unit Square
50% Dot Area=(10.0units)2
= 100Units2= 50% Dot
Figure9. 50% DotandLine Tint
Ifwechosethegeometric relationshipsbetween dotandline screens such that
both showthesameareaincrease foradoublethat occurs at45angle, thenthe
relationshipoffigure
(9)
results. Note thatthedotscreenis shown at a45 angle. Underthese conditions,thescreenruling forthelinetinthastobe 1.41 times finerthanforthe
dottint. Inotherwords theequivalent screenruling fora 150 lines/inch dot halftone isa
linetintwith 150x1.414=212 lines/inchscreenruling.
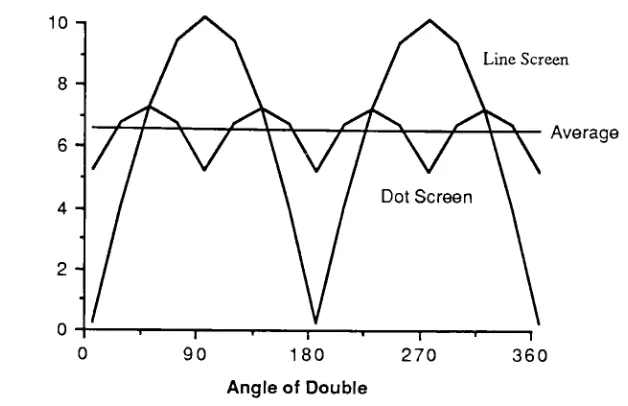
Belowis adiagramoftwo sinefunctions thatindicatesthepercent areachangedue
todoubling. Inotherwords, ifadoubleis afunctionofacertaindirection (orangle),we
cancalculatetheexpected% changeinareafor boththedotandline tint. Tables 1 and2
arethecalculationsthatwere usedtoillustrate graphically thesinefunctions for boththe
[image:33.541.65.432.135.294.2]3 O Q 3 o a> D) c m -C O (0 4) 10 n 8 -4 -2 -LineScreen T" T
90 180 270
AngleofDouble
Average
[image:34.540.90.404.118.321.2]360
Figure 10. Plotof% Area Change dueto
Doubling
Angle fora 50% DotandLine TintTable1. Percent Dot Area Increase due to Doublingof 1 UnitatVarious Angles
Dot Screen
Percent Increase in Dot Area dueto Doubling Ancle
l*10*(sin(0)
+cos(0)) = 10 units2l*10*(sin(22.5)
+cos(22.5))- 13.06units2l*10*(sin(45)
+cos(45)) = 14.14units2
l*10*(sin(67.5)
+cos(67.50))= 13.06units2l*10*(sin(90)
+cos(90))= 10 units2= 5%area
Line Screen
Percent Increase in l ine Area due to
Doubling
Angle2* 10*1
*sin(0)
=0units =0% area2*10*l*sin
(22.5)
=7.65units =3.837%
2*10*l*sin
(45)
= 14.14 units =7.07%2*10*l*sin
(67.5)
= 18.48units =9.24%2*10*l*sin(90)
=20 units = 10%DoublingAngle
double0
double 22.5
double45
double 67.5
double90
Theaverageofahalfsine curveis defined
by
theequation: l/2*Tt*amplitudeDotScreen=(2*2.07)/tc = 1.317 : 1.317 +5.00= 6.317 %whichrepresentsthe average
value ofthe dotscreen
CHAPTER SIX
METHODOLOGY
Theanalysis procedures utilizedinthisexperimentwere chosentofulfillthe
following
tasks:
1. Toshow whether sluris a major partofdirectional dotgain
2. Tounderstand whetherthe
doubling
magnitudeisafunctionofthedoubling
angle3. Todeterminewhetherregistervariation onthe twodimensionsoftheweb
(circumferentially
andlaterally)
isrelatedto theproblem ofdoubling.4. To examinewhether arelationshipexistsbetweentheconcentric circlesandthe
50% tintanddetermine iftheconcentric circlescanbeusedtorepresenta50%tint
intermsofnon-directionaldotgain.
The First Experiment:
Inordertostudy theeffect ofslur,we canpurposelyproduceit
by
removingthepacking fromtheplateandreplacing itunderneaththeblanket. Thiswill resultina change
indiameterinboth theplate andblanketcylinder. Theplate cylinderdiameterwasreduced
by
.3mmofpackingandtheblanketcylinder wasreducedby
thesameamount. Aconditionassuch wouldtheoreticallycreate slur. TheExperimentalRIT
Doubling
TestTargetwas usedtovisually verifywhetherslurhadoccurred.
The Second Experiment:
Since itwassuspectedthattheautomaticweb alignment mechanismmight cause
doubling
andregistrationproblems,twowebpressruns were carried out withthefollowing
twoconditions: Conditions:1- WebAlignerandRegisterControl wereonautomatic.
Aweb-steering deviceknownasthe tiltbox is found
basically
attwolocationson a pressnamelyattheinfeedcontrols andbeforethefolders. Thismechanismisresponsibleforthesideways placement ofthewebthroughtheprintingunitsandthe
folders.
Running
two testswherethetilt boxwas activatedanddeactivatedwouldpermitstudyingits effect on register anddoubling. Twotest targets sensitive toregister variations
were usedtovisually detectand measureanyregisterfluctuations. Onewaspositioned
horizontally
andtheotherverticallyonthe testform.Severaltest targets sensitivetodotgain wereincorporated inthelayoutofthe test
form.
They
were used as a visualreferenceforcomparisonbetweenthenewtesttargetandthecommon onesinuse. Thecolorsequencethatwas run on thepress was
black,
cyan,magenta andyellow. Yellow
being
thecolor onthelastunit was run with ablankplatebecauseitwasfeltthat itwouldnotthrowany lighton
doubling
sincethelastunitonthepress suffers theleastornodoubling.
Oncemakereadywas complete andtherequired
density
levelswereattained, 1000consecutive sheets weretakenoffthe stackerandnumberedinproper sequence. The two
press runs were given code numbers 1 and2 signifyingtheabove mentionedconditions.
Magentaandblackwerethe twounits studiedfor
doubling
sincetheyrepresenttheextremecasesonthepress. Black
being
thefirstunitisexpectedtohavemoredoubling
thanmagenta. Cyanwas not analysedbecause itwasassumed thatitsresponse willbe
intermediatebetweenblackandmagenta.
Twovisualreadings weretakenfromtheRITVisualRegistrationScale target.
One readingwasfor lateralregister andthesecondwasforcircumferentialregister. The
remainder of readings weretakenofftheRIT
Doubling
Target. Onewasavisualreadingoftheangle ofthedouble. Thedensitometricreadings weretakenwithaGRETAGD186
following
patches were read:thesolidpatch,the50%patchandthedarkandlightsegmentsintheconcentric circles. Itisimportanttonote that thesametargetsatthesame
locationonthepress sheet was usedinthecollectionofdata.
MeasurementofVerticaland HorizontalRegister
Thetermsverticalandhorizontalregistersignifycircumferential andlateralregister
variations onthe twodimensionsontheweb. Sideways movementoftheweb caused
by
theweb alignment andtheautomatic registersystem can resultinregister variations. Two
RIT Visual Registration Scaletargetswereincorporated intothedesignofthetestformto
relatethese twovariablesmagnitude ofdoubling. Onetargetwaspositionedinthe
directionof webtravelinordertoindicate anycircumferential variationthatmightoccur,
andtheother was positioned perpendiculartowebtravelto showany lateralorsideways
changeinregister. Anotheradditional variable wascalculatedfromthevaluesobtained
fromcircumferential andlateralmeasurement andwasindicatedasMagnitudeof
Misregistration. Thisvariableis defined
by
theequation:Magnitudeof Misregister=
V
(Vreg
Vave)2+(Hreg
- Have)2Vrfl: VerticalorCircumferentialRegisterVariation
Ieg
Vave: Averageor mean value ofVerticalorCircumferentialRegisterVariation
H.^:HorizontalorLateral Register Variation
Have: Averageor mean value ofHorizontalorLateralRegisterVariation
Hypothesis2was anattemptatrelatingthemagnitude of
Doubling
to thecorresponding
doubling
anglesimultaneouslytakenfromthe sametarget.However,
theprocessoftryingtorelatethesetwovariablesdidnotend atthispoint. Itwasfeltthat
relatingmagnitude of
doubling
toverticalandhorizontalregisterchangeswouldprovideanglederived fromthe twocoordinates,vertical andhorizontalregistercan also bestudied
inrelationtomagnitudeofmisregister. Thevaluefor magnitude of misregister canbe
calculatedfromthe twovariables vertical andhoriontalregister variation. Theregister
angle and magnitudeofmisregister woulddefinethe twocoordinateson a polar system of
coordinates.
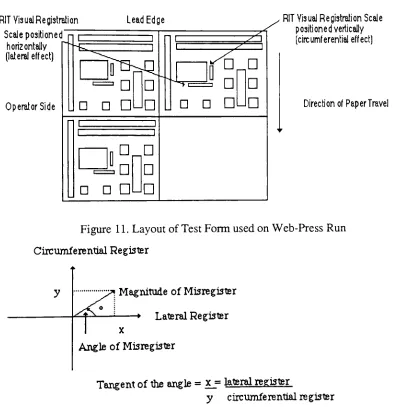
RIT Visual Registration
Scalepositi onet
horizontally
(lateraleffect)
Operator Side
Lead Edge RIT VisualRegistration Scale
positionedvertically
(circumferential effect)
[image:39.540.53.451.189.596.2]DirectionofPaperTravel
Figure 1 1. LayoutofTest Formused onWeb-PressRun
Circumferential Register
MagnitudeofMisregister
? LateralRegister
AngleofMisregister
Tangentofthe angle = x_=lateralregister
y circumferentialregister
[image:39.540.56.442.201.396.2]Determinationof
doubling
angleAdegreeofuncertaintywas notedwhen
tryingtoreadthevaluefor
doubling
angle offthedoubling
target:1. Itwasfeltthat
readingthe
doubling
angleoffthe targetdidnot needtoexceed anaccuracyof+5 10
degrees.
2. Becausetherearetwosegments,thereisasymmetryof180ratherthan
360. Thereforeanangleof0degreescorrespondsoristhe same as an angle of
180.
3. Inaddition, iftherewasnomoire orspecificallynodirectional dotgainthat was
evidentonthetarget, itwasimpossibletoassign a
doubling
angle. Wechoseinsucha situationtogiveita value of zero.
Analysis:
Aspecial programwrittenin BASIC languagewas usedtocollectthenumericdata that
wastakenvisuallyanddensitometrically. The Statistical MethodofAnalysis usedtotest
Hypotheses 2 and3were:
1)
Regression andCorrelation Analysis inordertodevelop
alinearequationrelatingthetwo variables,namely
Doubling
andDoubling
Angleand50% Dot Tintand50% Line Tint(concentriccircle). Itis importanttopoint out thatthismethod ofanalysisdoesnot
imply
theestablishment of a cause-and-effectrelationship betweenthe twovariables.
2)
ThePearson ProductMomentCorrelationCoefficientr was usedtoinvestigatethenature oftherelationship betweenthe twovariables. Values forr weredefined between- 1
and +1. Avalue of+1 indicatesthatx andyareperfectlyrelatedinapositivelinearsense
meaningthatallthepointsinthescatterdiagramlieona straightlinewith a positive slope.
Avalueof- 1 indicatesthat the twovariables areperfectlyrelatedina negative sense. Anr
value closeto zeroindicatesthatx andyarenot
linearly
related.3)
At testwas usedto testforasignificantrelationshipbetweenthedependentvariable andtheindependentvariables. Thecritical valuefora two-tailedtdistribution fora sample size
of500 andaconfidencelevelof99%equals2.58.
Any
t-valueintheexperiment above4)
GraphicalRepresentation
wascarriedoutusingthe Macintosh Cricket Graphsoftware.Allcalculationsandcomputationsweredone usingtheMinitab Statistical
Computing
System.
Testfor Significance:
In thestatistical analysisofthis study,the regression equationrelatinganytwo
variables thatwere studiedwasobtained. Theregression equationis
E(y)
=80+ BjX whereE(y)
=mean value ofy fora given value ofx;
B0
=y-interceptoftheregressionlineand
Bj
= slopeoftheregressionline.Theestimatedregression equation was obtained anditisrepresented
by
thefollowing
equation: y =
b0
+bjxIfarelationshipexistsbetweenxandy,thecoefficientBjX shoulddiffer fromzero.
Aconclusionregarding thesignificance oftheregressionrelationship canbe tested
usingthe
following
hypothesis:HQ:
Bi
= 0Hj.B^O
Oneofthepropertiesforthesamplingdistributionfor
b:
isthatMean:
E(b1)
= B11Thet test regarding
Bj
=bi Bi/ sbl
hasatdistributionwith n-1 degrees offreedom(nrepresentingthesample size and n-1 representingthedegreesoffreedom).
By looking
underatdistribution table, a valuefortcorrespondingtoalevel ofconfidenceof99%and
(n-1)
degreesoffreedomis obtained. Ifthis tvalueis lessthanthecalculated value
B,
=bx
Bx
/ sbl
, then thenullhypothesiswillberejectedand one can concludethat thereisasignificantrelationshipbetweenthetwovariables.
FOOTNOTES
CHAPTER SIX
iDavid
R.Anderson,
Dennis J.Sweeney,
Thomas A. Williams. Statistics ConceptsandApplications. Second Edition. West
Publishing
Company: St.Paul,
CHAPTERSEVEN
RESULTS
First
Hypothesis
Visualexaminationofthe targetrevealedthatnoslur or
doubling
hadoccurred.Therewas nomoireindicativeofthephenomenon,howevertherewastheexpected change
intheprintlengthoftheimageasaresult oftheshiftin packing fromtheplatetothe
blanket (Refertochapter2underslur). The imageprintedlonger becauseofthedecrease
inplatediameter. What isofimportance ina situationlikethis isthat achangeinprint
length isexpectedtohappen butnotthatofslur. The Null Hypothesiswasaccepteddueto
theobtained results.
Second Hypothesis
Therewas nostrongcorrelationbetweenmagnitudeof
doubling
anddoubling
angle. This wasobviousfromthelowvaluesforthecorrelation coefficientfor both black
and magenta. Thevalues obtainedfromthettest howeversignifiedthat therewasa
significantrelationship betweenthe twovariables. Thissignificantrelationship isan
indicationthatweare99% surethat thevariablesinvolved forthetestforthecorrelation
didnotoccur
by
chance.Table2. Tableofr andtvaluesforMagnitude of
Doubling
versus
Doubling
AngleMagnitudeof Doubling
Black 1 Magenta 1 Black2 Magenta2
r
Doubling
Angle .38 .46 .43 .49t
Doubling
Angle 9.17 11.65 10.59 12.58Whatwas
interesting
tonoteinthegraphicalanalysis, wasthatarelationshipcanbeshowntoexistbetweenthe twovariables magnitude of
doubling
anddoubling
angleby
simple observationofthepolar plots. Oneofthefeaturesofthescatter andpolarplotsas
showninfigures(13 and
14)
and(15)
wastheorientation ofthepoints. Thereappearedtobea preferred anglefor bothcolorsblackand magenta. Inthecaseofblack forconditions
1 and
2,
thepreferred angle waswithintherangeof120- 160 degrees. Magenta forconditions 1 and2 hadapreferred anglebetween 60and 120 degrees. Magenta hada
distinct feature inthat thepreferred
doubling
anglewasintheorientation of papertravel.This probably indicatesthatsidewayslateralregister variation(sideways lateralpaper
movement) doesnoteffecttheproblem of
doubling
asmuchasthevertical orcircumferential register variation onthe web. Aprobable explanation canbetheaffect of
webtension,thatcanultimately affect paper performancetherebyexaggeratingthe
doubling
problem. The t testalsoprovidedfurtherinformationthat99%ofthevariablesinvolved forthe testofcorrelationdidnotoccur
by
chance. Basedonthegraphicalrepresentation andtheresults ofthettest, onecan arriveattheconclusionthatthereexists
arelationship betweenmagnitude of
doubling
anddoubling
angle. Theresults allow usinturntorejectthenullhypothesis.
Third Hypothesis
Therewasastrongcorrelationbetweendot gain measured onthe50% tintmade with a150
linescreen-rulinganddotgain measured ontheconcentric circles. Thiswasindicated
by
thevaluesforthecorrelation coefficient rforconditions
(1)
and(2)
onthepressfor bothcolorsblackandmagenta(refertofigures (16 and 17). Thevalues were.84and.79 for
blackand magentaincondition
(1)
and.91 and.88forconditon (2).Furthermore,
the ttestindicatedthatasignificantrelationshipexistsbetweenthe twovaluesfor dotgainin
that99%ofthevariablesinvolvedforthe testforthecorrelationdidnot occur
by
chance.y=3.4437+0.016x R=0.38 Black 1 c a 3 O Q O o 3 ?^ C D) J s 90
Doubling
Angle 180 c 3 o Q *-O V D 3 'c (0y==3.339+0.0201X R==0.43 Black2
10
-0
-i : '
. . : 1
: '
"
; .
! > i : . .
i
!
i :'
| : , .
: ; . i
.i
1
90
DoublingAngle
[image:45.540.102.354.94.318.2]180
Figure 13. Scatter DiagramandStraight Line Approximation between
C
3 O Q * o ffi o 3
'E
o> ra
y= 1
.9453 +0.0256x R= 0.46 Magenta 1
180
Doubling Angle
y= 1.892 +0.0248x R=0.49 Magenta 2
3 O Q
(9 (J
O Q
c o
180
[image:46.540.103.353.84.305.2]DoublingAngle
Figure 14. ScatterDiagramandStraightLineApproximationbetween
150
180
150
0 180
OSI.
Black 1
OS I
150
180
150
0 180
OSt OSL
The distance fromthecenterindicatesthemagnitudeof
doubling
in % dotarea. [image:47.541.33.443.81.564.2]Directionofpapertravelisat90 degrees.
y= -19.8185+1.181x
R=0.84 Black1
o w c o
cs O
o
D
65 75 85 95
AverageDot GainonConcentricCircle
y=
-12.6855+1.0999X R=0.91 Black2
5?
s
c o
ca U
o
a
65 75 85 95
[image:48.540.93.342.91.298.2]Average Dot GainofConcentric Circle
Figure 16. ScatterDiagramandStraightLineApproximation between Dot Gainon50% TintandAverage DotGainon
y= -30.9446+ 1.31 05x
R=0.79 Magenta 1
o lO c o
(3
o Q
65 75 85 95
Average DotGainofConcentricCircle
y= -8.7546+ 1.0568x R=0.88 Magenta2
ss o IT)
C o c
'<5
(3 +*
o Q
65 75
[image:49.540.101.349.91.296.2]Average Dot GainonConcentric Circle
Figure 17. Scatter DiagramandStraight Line Approximationbetween
Table 3. Tableof r andtvaluesfor Dot Gainon 50% tint
versus AverageDot GainonConcentric Circles
Dot Gainon50% Tint
Black1 Magenta1 Black 2
r Ave. Dot Gainon Concentric .84 .79 .91
Circles
t Ave. Dot Gainon Concentric 34.28 28.83 47.48 Circles
significance at alphalevelof .99 .99 .99
Further
Observations
Magenta 2
.88
40.78
.99
The Blackunithadahighervaluefor
doubling
than Magentaunderbothconditions
(1)
and(2). Blackbeing
thefirstunitisexpectedtodoublemorethanMagenta.Magenta
being
thelastunit printed onhadalowervaluefor doubling. Thiswas observedfromthemean valuesfor MagentaandBlackintheanalysis.
Table 4. Mean ValueandStandardDeviationfor
Mag
jnitudeof
Doubling
and50% TintDoubling
50% TintMean St.Dev Mean St.Dev. Min. Max. DotGain
Black 1 4.93 2.68 77.27 2.82 61.7 92.9 27.3
Magenta 1 3.86 1.70 81.08 2.13 76.9 90.1 31.1
Black 2 5.13 2.95 76.39 2.39 71.5 84.4 26.4
Thetestrun underbothconditionswherethewebalignmentand automatic register
systemwas activated anddeactivateddidresultinastatisticallysignificantdifference in
magnitude of
doubling
andthemeanvaluefor dotgain onthe50% tint for bothconditions.Themeanvalue ofthemagnitudeof
doubling
for blackwasslightly higherundercondition2thanitwas forcondition
1,
whilethereverse wastrueforthemean value ofdotgain forthe50% tint. Inthe case ofmagenta, themean valuesobtainedformagnitude of
doubling
anddotgain were slightly lessundercondition2thanunder condition 1. Eventhough
thesedifferencesare statisticallysignificant,a0.2% areadifference dueto
doubling
hassimplyno practical significance.
Alltests showed averagedotgainwithintheSWOPspecifications of24+4%
exceptMagenta2whichhadanaveragedotgain of31%.
Table5. Tableofrandtvaluesbetween Magnitudeof
Doubling
andLateral-Circumferential Register
Lateral Register
Circumferential Register
Lateral Register
Circumferential Register
significanceatalphalevelof
Magnitudeof Doubling
Black 1 Magenta 1 Black 2 Magenta 2
.04 -.02
.19
.16
.04
-.14
-.03
.17
.89 -.45
4.54
3.71
.88 -3.10
-.73
3.95
no no
.99
.99
no no
no
CHAPTER
EIGHTSUMMARY,
CONCLUSIONS
ANDOBSERVATIONSTwomainhypotheses weretestedin thisexperiment. The first hypothesiswasif
doubling
occurs,doesitnecessarilyoccurinapreferreddirection. After analyzingthedatatotry andindicatewhether a
relationshipexistsbetweenthe two variables, theresults
obtainedfromthecorrelation coefficientr showedthat
doubling
angle showedno correlationto themagnitudeofdoubling. Thismeansthatgenerally, smaller values ofdoubling
are not associatedwithdifferentanglesthanlargervalues ofdoubling. Howeverthescatter andpolarplotsindicatedthatfor both blackandmagenta, therewasapreferred
rangeof
doubling
angles.Reading
thedoubling
angleoffthe targetwas not anaccurateprocedure andanelementofuncertaintywasevidentinthe readings.
The secondhypothesis wasatestofthe target'susefulness andtofurther
determinewhetherthe targetiscapableofrepresentinga50% tint intermsofdotgain. The
originalintent inthedesignoftheconcentric circleswasthatitshouldindicate
non-directionaldotgain similartowhathappensona50% dotpattern. Thetargetpermits
separatemeasurement ofdirectionalandnon-directionaldotgain. The reading is important
inthatitthrowslightonwhattotalportion oftotaldotgainis duetothe directionalpartof
theoveralldotgain value. Oneofthedrawbacksofthismethod andofthe targetin
general,isthatone canonlytakemeasurementsmanuallyandnot with ascanning
densitometer. One hastovisuallydeterminethelightanddarksegmentondie concentric
circlesbeforeattemptingto takeactualreadings with thedensitometer. Asmart
densitometercouldovercomethisproblemif itwas programmedto takereadingsat
specifiedlocationsontheconcentric circle. Theresultingvaluescanbecalculatedto
providethe numeric valuesfordirectionalandnon-directionaldotgain. Targets similarin
designto the Kodak Customized Colortargetmakeiteasiertouseascanningdensitometer
Theconcentric circlesweremadewiththeintentofsimulatinga50% tintof150
line screen-rulingasfaras non-directionaldotgainis concerned. Thevaluesfor dotgain
ontheconcentric circles andthe50% tint didnothowevermatch. A strong andsignificant
correlationwasindicatedinthevalues obtainedforthecorrelationcoefficientr. However
thevaluefor dotgainon theconcentric circleswashigherthanthatofthe tint. Further
studies are still neededto accountforthis
discrepancy
especially iftheerrorcannotbeattributedtoscreen-ruling.*&
Otherobservationsdrawn fromthis experiment:
The Experimental RIT
Doubling
Targetwasfoundtobea sensitivetargetin itsconfiguration anddesigntodirectional dotgain. Thecomponentsofthe targetlend
themselves tovisualandnumericalevaluationsofdotgain.
Primarily,
itwasdesignedtotestforalltheaspectsof mechanicaldotgain, directionaland non-directional. Numerical
valuesforthelatterandtheformerarepossiblethrough the use ofdensitometricreadings
fromthedarkandlightsegments oftheconcentric circles. Theoriginalintentof
having
a3%tintwasforvisualidentificationoftheparticularkindofdirectional dotgain,be itslur
ordoubling. The 3% highlight dotwasprobablynotthebestsizetovisually
identify
directionaldotgain. This is
due,
inpart, becausethesesmall sizedotstendto getlostintheroughness ofthepaper. Ittakesmore than a
loop
oflOxmagnificationtoobserve it.During
thepress run ofthe secondexperiment,itwas evident on someofthepress sheetsthatadouble dotexists. Animprovementonthetarget thatcould aidinvisuallizing
directionaldotgain more
distinctively
wouldbehaving
several highlight dotsmadepreferablywithinarange of2% to6% inordertovisually distinguish adouble dotwhen it
occurs.
Anobservationwas notedinthevalue obtainedformagnitude of
doubling
onthepresssheets. Asmentioned earlierthemagnitudeof
doubling
was calculatedas awith theuseofthe
Murray-Davies
Equation. Thevaluefordoubling
oneverysecond revolutionoftheplatefortheimpression
oftheblanket,
wasfoundtobe significantlyhigherthan thevalue obtained onthefirstrevolutionoftheplate. Thisvariationis possibly
dueto the slackthatpaper undergoes atthesecondimpressionoftheplate andtheblanket
becauseoftheplate-gapblanketnip. Theblanketcould experience a slackness asitgoes
through thegaparea oftheplate,whichmight resultinamomentary decrease inweb
tension. Thisslacknessinpaper
tensioning
potentiallycould causeregistervariation,ordoubling.
The RIT
Doubling
Targetcan beusedas a visualand quantitativemeasure ofthetwoaspectsofMechanical Dot Gain namely DirectionalandNon-DirectionalDotGain.
Applicationsofthe targetcan be directedtowardspresschecksbeforetheyare placedin
operationorroutine checks on olderpresses. Thisappliestoproduction sheet-fed presses
and web-presses. Itcan alsobeusedtodetect any slur or
doubling
on proofsheets, beforetheactual production sheets are run.
Inconclusion, eventhoughthereare someweaknessesto thetarget,it isa useful
CHAPTERNINE
RECOMMENDATIONS
FOR FURTHER STUDYThe
following
is alistofrecommendations thatwould proveusefulinunderstandingthe target'scapabilities, thatwere notcoveredinthisstudy.
1. Thetestrunsthatwere carried outin
thisstudyweredoneonpressesthatdidnot
necessarilyrepresenttheconditionsofpresses outin industry.
Doubling
wasstudiedinrelationtopaper and register effect. Itneeds tobeaddedthatequipment
wearis also a major contributorto theproblem ofdoubling. Thepressesthatwere
used arein good condition andtherefore tended tominimizetheproblem.
Implementing
the slur anddoubling
experimentonindustry
presses totestwhetherequipmentwearisacontributor could provetobeausefulstudy.
2. The data for Cyan
(being
thesecond uniton thepress) couldalso bestudiedinorderto testitsrelevance totheproblem ofdoubling.
3. Thewebpressrunactually includedtwootherconditionsinadditionto the two
outlinedinthisstudy. Thethirdandfourthconditionsweresituations where the
web alignerwas on manual whiletheregistercontrolsystemwas onautomatic and
thefourth condition wastheopposite. A studyoftheseconditions andtheireffect
on
doubling
couldthrowadditionallightontheproblem ofdoubling.4. Thesecondexperimentthatwas carriedoutinthisstudyshou