RIT Scholar Works
Theses
Thesis/Dissertation Collections
1991
Effect of low level radiation on the barrier qualities
of spunbonded olefin
Samir A. Sheth
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion
in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact
ritscholarworks@rit.edu.
Recommended Citation
ON THE
BARRIER QUALITIES
OF
SPUNBONDED
OLEFIN
BY
SAMIR A. SHETH
A
THESIS SUBMITTED TO THE DEPARTMENT OF
PACKAGING SCIENCE
IN THE COLLEGE OF APPLIED SCIENCE AND TECHNOLOGY
OF ROCHESTER INSTITUTE OF TECHNOLOGY
IN
PARTIAL FULLFILLMENT OF THE
REQUIREMENTS
FOR THE DEGREE
OF
MASTER
OF SCIENCE
I
am gratefulto
my
thesis advisor,
Professor Fritz
Yambrach,
whosesupport and guidance
has
madethis
day
cometrue.
I
thankDr. Daneil
Goodwin for
being
a source of encouragement.I
am also gratefulto
Dr.
David Olsson
for his
overall guidance and support throughout theprogram.
I
alsothank
Radiation
Sterilizers
Inc.,
for radiating
the
testmaterials and
Mr.
Bob Reich
andMs. Helen Anderson
ofEthox
Corp
for
their support.
I
wouldlike
to take the
opportunity
to thankMr Alfredo
Marchese for his
help
on theScanning
Electron Microscope
andMr Wick
Smith for his
assistance withMinitab,
a statistical software.I
wouldlike
to
thank
Mr. Reginald Vas for
being
a source of encouragment.Last but
notMedical
packageshave
to
meethighly
specific criteria over andabove other
types
of packages.Protection
of contentsfrom
microbialcontamination and physical
damage
is
a priority.The permeability
to
sterilizing
gas;
retention of properties and appearance aftersterilizing
radiation;
printability
and aseptic presentation allhave
to
be
present atreasonable cost.
The
mostimportant is
maintenance of sterileintegrity.
In
order
to
have
sterileintegrity,
the
medical package musthave high barrier
properties.Sterility
maintenanceis
the
ability
of porouspackaging
materialsto
act as
barriers
to microorganisms.The
random non-woven structure ofspunbonded olefin creates a
highly
complex maze through the sheet.This
torturous
path coupled withinfinitesimally
small openings presentsbacteria
with an
impossible
task topenetrate the spunbonded olefin.Thus
by
virtueof
the
properties exhibited similarto the
"Size
Exclusion"principle,
spunbonded olefin maintainspermeability for
gas sterilizationbut
notfor
microorganisms.
The immediate
consequences ofthis
morphology
are:high
opacity,
high filtration
efficiency,
acceptableto
high
airpermeability
and excellent strength.
Strength
ofa spunbonded sheetis
directly
related tothe
strength ofthe
individual
fibers
andhow
arethey
bonded. It
is
clearthat to
have
an effectivematerial; strength,
permeability
andbarrier have
to
be balanced
in
an optimum structure.Packages
madefrom
spunbonded olefin canbe
sterilizedby ionizing
irradiation
whichis
commercially
exposureto
ionizing
radiation,
high
energy
electronfrom
electronbeams
or gamma raysfrom Cobalt-60
orlevel
ofCobalt
andCesium isotopic
gamma raysdoes
notinduce
any
radioactivity.Although,
irradiation has
the
samesterilizing
effect on spunbonded olefin packages as ethylene oxide gastreatment,
it
does
notappreciably
raisethe temperature
ofthe
medical product asdoes
anEto
cycle.One
ofthe
characteristic advantages ofthe
irradiation
processis
thatthe
medical product canbe
irradiated
even after packagehas been
sealed so recontamination afterprocessing
is
prevented.It
is
not possiblefor
the medical productitself
to
become
radioactive,
and there are no residues ofany kind left
by
this
process.Once
treated,
medical packages areconsidered sterile and
ready for
use.Research Focus:
Irradiation
can cause changesin
the physical properties ofavariety
of plastics.The
effects ofradiation on spunbonded olefin needsto
be
investigated.
Because
a changein
the regulatedpore size couldList
ofTables
ii
List
ofFigures
iv
1.
Introduction
1
2.
General
effects ofirradiation
on plastics7
3. Hypothesis
andTest methodology
14
4. Results
andDiscussion
19
5.
Conclusion
andRecommendation
41
Bibliography
44
Appendix A
51
TABLE
1.
Effect
ofirradiation
onPorosity
ofgroup
treated
with0 Mrads
23
TABLE
2.
Effect
ofirradiation
onPorosity
ofgroup
treated with2.5 Mrads
24
TABLE
3.
Effect
ofirradiation
onPorosity
ofgroup
treated with5.0 Mrads
25
TABLE
4.
Effect
ofirradiation
onPorosity
ofgroup
treated
with7.5 Mrads
26
TABLE 5.
Effect
ofirradiation
onPorosity
ofgroup
treated
with10
Mrads
27
TABLE 6.
Effect
ofirradiation
onWVTR
ofgroup
treated
with0 Mrads
30
TABLE 7.
Effect
ofirradiation
onWVTR
ofgroup
treated
with2.5 Mrads
31
TABLE
8.
Effect
ofirradiation
onWVTR
ofgroup
treated
with5.0 Mrads
32
Effect
ofirradiation
onWVTR
ofgroup
treated
with7.5 Mrads
33
TABLE
10.
Effect
ofirradiation
onWVTR
ofgroup
treated
with10
Mrads
34
TABLE 11
Kruskal
Wallis Analysis
ofPorosity
data
onType 1059B
37
TABLE 12
Kruskal
Wallis Analysis
ofPorosity
data
onType 1073B
38
TABLE 13
Kruskal
Wallis Analysis
ofWVTR data
onType 1059B
39
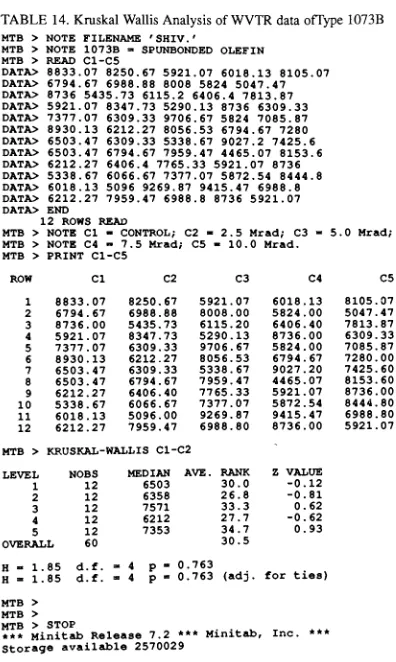
TABLE 14
Kruskal
Wallis Analysis
ofWVTR data
onType 1073B
40
FIGURE 1.
Effect
ofirradiation
onPorosity
ofType 1059B
28
FIGURE
2.
Effect
ofirradiation
onPorosity
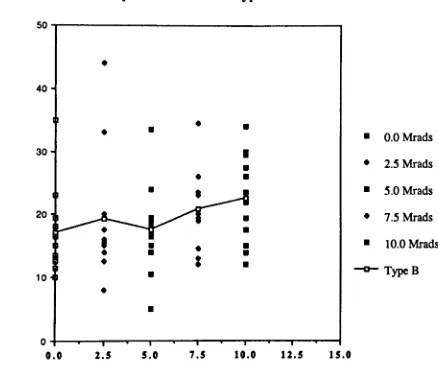
ofType 1073B
29
FIGURE
3.
Effect
ofirradiation
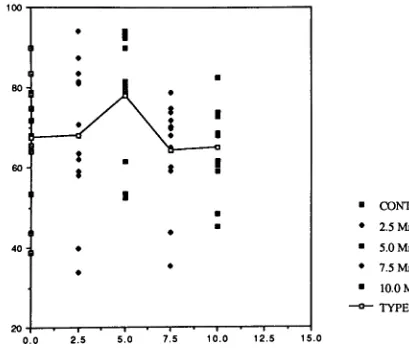
onWVTR
ofType
1059B
35
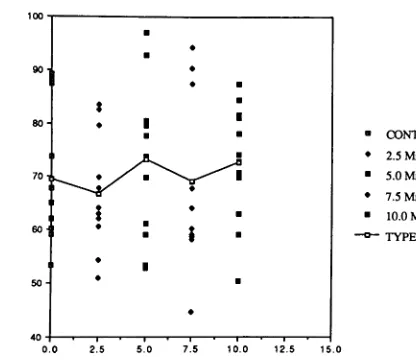
FIGURE 4.
Effect
ofirradiation
onWVTR
ofType
1073B
36
Packages
are checkedin
orderto
contain, protect,
communicate,
deliver
the
productsafely
to the
consumer.Medical
packages must meethighly
specific criteria over and above othertypes
of packages.Protection
of contents
from
microbial contamination and physicaldamage is
aprimary
concern.The permeability
to
sterilizing
gas,
retention of properties and appearance aftersterilizing
radiation,
andprintability
allhave
tobe
present at reasonable cost(Rudys,1982).
In
orderto
have
sterileintegrity,
the
medical package musthave
high barrier
properties.Sterilization
canbe
stressfullto
packages andmaterials.
Sterilization
canbe
defined
asthe
processby
whichliving
organisms are
removed,
orkilled
to the
extentthat
they
are nolonger
detectable
in
standard culture mediain
whichthey
have previously
been
found
to
proliferate.In
today's
health
careindustry,
the
maintenance ofsterility
is
a significant concern.Meticulous
careis
taken
in
controlling
the
design,
manufacture,
packaging,
and sterilization of medical packages.Validation
procedures and protocols aredesigned
to
ensure probabilites of no morethan
one nonsterile unitin
a million processed units(Reich,1985). The initial
asreaches
its
point of use.The
specificfactors regulating
the
selection of asterilizing
processfor
a given productdepends
onthe
nature ofthe product, the
effect ofsterilization on
the product,
legal
acceptability
or requirementsfor
a producttreated
by
a particularprocess,
economics ofthe
sterilizing
process,
andthe
parameters ofsterility
assurancetests
for
eachsterilizing
procedure(Bruch,
1972).
Each
sterilization processhas its
own advantagesand
disadvantages
and also package requirements.Increase in
the
use ofEthylene Oxide
(EtO)
sterilizationthroughout
the
industry
helped
in
better
understanding
its
characteristics.It
provedto
be
afumigant
with severallimitations.
It
is
usefulonly
as a surfacesterilant and can not
be depended
uponto
reachblocked-off
surfaces.EtO
sterilization requires careful and simultaneous control overdifferent but
interdependent
variables:temperature,
humidity,
gasconcentration,
time
ofexposure,
pressure and vacuum.Consistent monitoring
andintegration
ofthese
important
variables are some ofthe
problemsthat
arise out oflarge
scale sterilization.
For EtO
sterilization,
routine use ofbiological
indicators is
a more criticalvalidationfactor
than
in any
otherprocess.Gas
sterilization requires post-sterilizationtreatment:
sterilized productshave
to
be
aeratedto
removetoxic
residuesbefore
the
products goto
aethylene
glycol(Woodard,
1971). Ethylene
chlorohydrinis formed
whenEtO
reacts with chlorineions
presentin
the
moisture ofthe
polymericmaterials.
This
led
to
a re-evaluation ofthe types
of residue andpotentialhazards from
the
use ofEtO
onMedical
Devices(Wesley,
Rourke
etDabishire,1965).
EtO's
potentialfor toxicity,
carcinogenicity
andmutagenicity
were verified with experiments performed on animal andhuman
subjects(Gammagram#4,
1988).
However,
EtO
sterilization will notbe completely
replacedbecause
certain
products,
including
iodine, lydocaine,
lubricating jelly
and alcohol areincompatible
with radiation.For EtO
sterilization,
questions revolve around potential productresidues,
workerexposure,
environmental emissions andhealth
hazards.
Most
damage
to
package resultsduring
anETO
cycledue
to the temperature
and pressure changes which often causemedical packages
to
burst
open andlose
their sealintegrity. Thus
the
movementfor future
packagedesigns for
medical products anddevices
seemsto
have
potentialfor
radiation sterilization.In
recentyears,
Federal
rulingslimiting
EtO
sterilization coupledwith pressure
from
health
careindustry
to
cut costshave forced
medical product packagersto
increasingly
use gamma radiation as a sterilization method.Competitive
costis
helping
the
growth of radiation sterilization.container
load
of product(2000
cubicfeet)
withdensity
of0.15g/cc,
sterilizedwith a
1.5
megaraddose
would cost about60
cents/cubicfoot,
and at
2.5
megaradsit
would cost about$1.00/cubic
foot.
EtO
sterilizationcosts range
from 90
centsto
$1.20/cubic
foot
(Lodge,
1987).
Availability
of specialized radiation centers aroundthe
country
has helped
promote gamma sterilization.The idea is
to
ship
unsterilized productsto
such centersfor
treatment
en routeto
market.The
cost savings canlargely
be
attributedto the
elimination ofsterility
test costs,
quarantineinventory
costs,
and process rework costs(Gammagram
#5,
1988).
Gamma
rays arevery
penetrating
and allow maximumflexibility
in
product
handling
andpackaging
shapes.A
packageis
not submittedto
rigors of elevated
temperature,
rapid changesin
pressure,
andhigh
humidity,
time
or seal strengthduring
radiation.Hence,
materialscharacteristics such as
heat
resistance,
moisture strength and seal strengthmay be less
critical with radiation sterilization.Simplicity
is
the
key
to
gamma sterilization:
time
is
the
only
variable which requires close control.There
are no product residuesto
deal
with andthere
is
no worker exposureproblem
because
the
science ofworkerprotectionis
wellknown which area
few
attractive aspects of gamma sterilization(Derisio,
Masfield
etParisi,
1990).
barriers
to
microorganisms resultsfrom
the random,
non-woven structureof
the
sheet,
which creates ahighly
complex random mazethrough
the
sheet.
This
torturous
path coupled withinfinitesimally
small openingspresents
bacteria
with animpossible
task to
penetratethe
spunbondedolefin.
Thus
by
virtue ofthe
properties exhibited similarto the
"Size
Exclusion"
principle,
spunbonded olefin maintainspermeability for
gassterilization
but
notfor
microorganisms.Theimmediate
consequences ofthis
morphology
are:high
opacity,
high filtration
efficiency,
acceptableto
high
airpermeability
and excellent strength.Strength
ofthe
spunbonded sheetis
directly
relatedto
the strength ofthe
individual
fibers
andhow
arethey
bonded. It is
clearthat to
have
aneffective
material, strength,
permeability
andbarrier
propertieshave
to
be
balanced
in
an optimum structure.Irradiation
can cause changesin
the
physical properties of avariety
of plastics.
The
effects of radiation onthe
spunbondedpolyolefins needsto
be investigated
because
a changein
regulated pore size could compromisethe
barrier's
effectivenessto
penetration of microorganisms.Radiation
exposuretests
have
been
conducted ondifferent
grades ofspunbonded olefin.
All losses
were within20%
oftheir
strengthpropertiesafter
having
been
subjectedbetween
2.5
and4.0 Mrads
ofradiation.The
barrier
properties of spunbonded materials arevery important
to productquality in
the
medicaldevice industry.
The
amount of researchinvestigating
changesin
the
barrier
propertiesbeing
solimited
makes thistopic
ripefor investigation.
Hence,
this
study
investigates
thefollowing
hypothesis:
"Radiation
causes no changein
the
barrier
properties ofChapter 2. GENERAL EFFECTS OF IRRADIATION ON
PLASTICS
Plastic packaging
materials are synthetic organic materials made ofspecific
types
of moleculesjoined
together
in
multiple repeatunits,
straightor
branched
to
form
ahigh
molecular weight material or amacromolecule.
These
materials aredivided into
two types
based
upontheir
properties:i)
thermoplastics,
materialthat
is
capable ofbeing
repeatedly
softenedby
heating
andhardened
by
cooling.ii)
thermosets,
materialthat
will undergo a chemical reactionby
action ofheat,
temperature,
orpressure,
leading
to
ainfusible
reversible state.Ionizing
radiation affects allpackaging
materials.The
processes ofionization
and excitation of an organic moleculeleads
to
one or more of anumber of effects.
Gas
evolution,
polymerization,
crosslinking,
degradation
anddouble
bond formation
have
allbeen
observed,
and alllead
directly
to
changesin
the
physical properties ofirradiated
plastics(Bolt
etCarrol,
1963).
The
type
of affectdepends
uponthe
specificmaterial, the
dosage
andthe
atmospherein
which radiationtakes
place.The
use of certain additiveshave
adistinct
protective action and can reduceeither
that
of a reactant which combines with radiation generatedfree
radicals withinthe
polymer,
orthat
of aprimary
energy
absorberpreventing
the
interaction
ofthe
gammaenergy
withthe
polymeritself
(Gammagram
#3,
1988). In
particular,
differences
areusually
observedbetween
the
behavior in
the
presence orthe
absence of oxygen.In
someplastics,
degradation is
enhanced,
whereasin
othersit is
reduced.Thin
materials arelikely
to
be
more affectedbecause
oxygenis
morefreely
available;
withbulky
materials,
the
oxidation processis
morediffusion
controlled(Plester,
1972). Post
storage effects ofirradiation
have
alsobeen
notedbecause
ofthe
free
radicals presentin
materialscontinuing
their
action
following
exposure on materials.Although
the
observed affects on plastics arevaried, the
mostimportant involve
changesin
mechanical characteristics such astensile
strength,
elasticmodulus,
impact
strength,
and seal strength.Aromatic
polymers are
very
resistantto
radiationeffects,
whereas aliphaticpolymers -depending upon their
level
of saturation and substitution-exhibitvarying
degrees
of radiation resistance(Skiens,1980).
Radiation
interacts
with polymersin
three
basic
ways.Chain
scissonor radiation
induced
degradation,
which resultsin
alowered
molecularweight and possible
embrittlement,
detracts from
some ofthe
mostthough the
materialmay have become
somewhat softer.Rise in
density
due
to
chain scissonincreases
the
crystallinity
ofthe
polymers(Skeins,
1980).
Cross-linking
induces
polymerization,
increasing
molecular weightand
lowering
the
mobility
ofmolecules,
inhibiting
their
ability
to
flex.
This
raisesthe tensile
strength,
depending
onthe
normal mechanism oftensile
breaking,
andincreases hardness
andbrittleness,
but
reducescreep
and
impact
strength(Bolt
etCarrol,
1963).
Cross-linking
generally
resultsin
increased
tensile
strength,
whileimpact
strength,
elongation,
crystallinity
andsolubility
decreases,
andthe
polymerbecomes
increasingly
brittle
withincreased
cross-linking.Many
plasticsdevelop
colorduring
radiation,
materials willturn
opaque after prolonged exposure.
Most
materialsturn
yellow orbrown,
although
the
dose
at whichdiscoloration
becomes
noticeable varies widely.The
extent andthe
amount of colordevelopment
may vary
on storage afterirradiation,
eitherincreasing
ordiminishing
withtime,
andit is
usually
affected
by
the
presence of oxygen(Charlesby
A.,
1960).
Tests
conducted on polyethylenefilm
afterirradiation up
to
5
Mrads,
showed
it
suitablefor
use as radiation sterilizedpackaging
material.Polyethylene,
in
general,
crosslinks onradiation,
andthere
is
chain scissonas well.
Average
molecular weightincreases
andcrystallinity decreases.
Irradiation
affects mechanical propertiesin
a complex way.First,
the
at
100
-150
Mrad.
The
elastic modulus
behaves in
an oppositemanner,
first
falling
andthen
rising
again.At high dose
rates,
impact
strengthbegins
to
fall,
reaching
a minimum atvery high levels
of radiation(Bopp
et
Sisman,
1951). Changes in
gaspermeability
are negligibleup
to
100
Mrad.
Different
density
polyethylenefilms have
different
changes ofstiffness,
flexural
strength,
andtensile
strength.However,
the
percentage change of ultimate elongationis approximately
the
same(
Hanlon,
1984).
According
to
Killoran's
report onthe
effect of gamma radiation onthe
mechanical properties of
high
density
polyethylene multilayeredmaterial,
there
are no greatdifferences
notedin tensile,
burst,
and seal strengthsbetween
the
control andirradiated
samples(Killoran,
1972).
Irradiating
polypropylene resultsin
chain scisson and crosslinking.Oxidative
degeneration
alsotakes
placein
the
presence of air.At low
doses,
crosslinking
is
a majorfactor because
the
impact
strengthfalls
immediately
followed
by
a slowdecay
over along
time.
Radiation readily
affects polypropylene and
is
borderline in stability
to
singledose
radiation sterilization.Often
a yellow noticeablediscoloration
occursin
polypropylene after single
dose
radiation.The
combination of mechanicalproperties,
low
cost,
and ease offabrication
makes polypropylene usefulfor
medicalpackaging
applications.It
is
one ofthe
moreinteresting
materials
for
consideration(Dammont F.
R.,
Salovey
R.,
1963).
molding
plastics,
andlarge doses
are requiredto
bring
about significanteffects.
Doses
of morethan
100 Mrads may
not cause significantdamage
and multiple sterilization
is
possible.However,
there
is
a slight colordiscoloration.
The
protective actionis
providedby
the
aromatic ringsin
the
structure(Turner J.
O.,
1961).
Radiation
affects acrylic polymersby lowering
their
molecularweight.
Thus,
mechanical properties are affected:tensile
strengthdecreases
by
half
at20 Mrads
andthereafter
decreases
rapidly.Eventually,
the
materialbecomes brittle
and cracks.Upon
irradiation
vinylpolymers cross-linkin
the
absence of air anddegrade
in
the
presence of air.A
moreimportant
affectis
the
liberation
ofhydrochloric
acid withthe
corresponding
production of unsaturation.Interestingly,
polyvinyl chloridediscolors
at quitelow
doses,
anddiscoloration intensifies
over a period oftime.
It is among
the
mostwidely
used vinyl polymers and
finds
applicationin
many
medical products(Charlesby
A., 1953)
Various
types
of polyamideshave
shown no effect onirradiation.
All
are suitablefor
sterilization although notfor
many
repeatdoses.
Upon
irradiation,
polyamides crosslink andlose
crystallinity
whichincreases
their
tensile
strengthbut
decreases
theimpact
strength.Films
andfibers
are more affected
mechanically
than thick
moldingsdue
to
loss
ofincreases
the
effects ofradiation.Polyethylene
terphthalate
in
film
orfiber form
is
suitablefor
irradiation.
Mechanically
it
can withstand atleast 100
Mrads
althoughdiscoloration
occurs atlower doses.
Crosslinking
is
a major affect ofirradiation,
but
radiationinduced
oxidation canbe
observedin
the
presenceof air
(Plester,
1972).
According
to
Killoran's
report onthe
effect of gamma radiation onthe
mechanical properties of polyethyleneterphthalate
multilayered
material, there
was nodifference
notedin tensile,
burst,
and seal strengthsbetween
the
control andirradiated
samples(Killoran,
1972).
Polycarbonate
cansatisfactorily
withstand singledose
exposurebut
tends to
become brittle
above2.5 Mrad
(Broadway,
Palinchak
etKing,
1961).
According
to
generaltests
conductedby
U. S.
Army
Natick
labs
on polymersnormally
usedfor
food
packaging
to
observe substancesmigrating from
plasticpackaging
materials and volatile compoundsproduced
by
irradiation
of plasticfilms,
it
wasfound
that
gamma radiated plasticfilms
in
the
presence offood simulating
solvents producedthe
same chemical extractives asthe
controlsamples,
but in slightly different
amounts.
It
was alsofound that,
uponirradiation,
plasticfilms
emitvolatile compounds.
All
these
differences
were attributedto the
stability
ofthe
films
with regardto their
susceptibility
to
crosslink and/ordegrade
However,
one mechanism willnormally
predominatedepending
uponthe
polymer and additives
involved.
Thus,
the
purity
ofthe
polymer,
stabilizersused, the
fabrication
process,
andthe
shape ofthe
final
article are all relevantto the
suitability
for
radiation sterilization.The
differences
of radiationsensitivity between
the
products ofdifferent
manufacturers andtheir
formulations
of aparticular product can
be
important.
"TYVEK",
a spunbonded olefin madeby
Du Pont
and usedwidely in
the
sterile medicaldevice
industry,
is
madefrom very
fine
inter-connected
strands of
high
density
polyethylenelaid
down in
sheetform
andbonded
together
by
heat
and pressure.Strength
ofthe
spunbonded sheetis
directly
related
to the
strength ofthe
individual
fibers
andhow
they
arebonded. It
is
clearthat,
to
have
an effectivematerial, strength,
permeability
andbarrier
propertieshave
to
be
balanced in
an optimum structure.The
effects of radiation on
the
spunbonded polyolefins needsto
be investigated
because
a changein
regulatedpore size could compromisethe
effectivenessof
the
barrier
to
microorganisms.Radiation
exposuretests
have been
conducted ondifferent
grades ofspunbonded olefin.
All losses
were within20%
oftheir
strength propertiesafter
having
been
subjectedbetween
2.5
and4.0 Mrads
of radiation(Dasgupta,
1973). The
sterilizationindustry
works aroundthis
range.Chanter
3. HYPOTHESIS
"There is
no changein
barrier
qualities of medical gradespunbonded olefin with exposure
to
low level
radiation".The
purpose ofthis
research projectis
to
verify
the
nullhypothesis.The
nullhypothesis is
usedfor any hypothesis primarily
setup
to
see whetherit
canbe
rejected,
andthe
idea
ofsetting up
anullhypothesis
is
to
precisely
confirmbeyond
a reasonabledoubt
that theassumption could
be
accepted or not.Selected
barrier
tests
and statisticalanalysis will
be
conducted as a part ofthe
data
generation and evaluation.Dosage levels in
multiples of2.5
Mrads
have
been
chosen,
sincethe
regular
dose
is 2.5 Mrads in
the medicaldevice
industry.
This
willhelp
verify
whether or notthe
effect on medical grade spunbonded olefinis
related
to
dosage increases.
Two
measures ofbarrier
effectiveness,
porosity
and water vaportransmission rate
(WVTR),
are measuredin
orderto
establish arelationship between
the
barrier
qualities and radiationdose.
These
measures operate on
different
orders of magnitude.Porosity
is
a grossmeasure of gas passage and an
indirect indicator
ofpermeability,
andWVTR
is
afiner
test
and used as a referee methodfor
testing
permeability.Thus
ahigher
porosity
value meansthat the
materialis
less
porous.This
has
important
implications
since the material mustbe
porousfor sterilizing
agent
to
penetrate,
yetlow
enoughto
prevent penetrationby
microorganisms.
It
is
a gross measure of gas passage and anindirect
indicator
of permeability.Water
vaportransmission
rate represents afiner
test which candirectly
relatethe
shelflife
and packaged productstability
by
calculating
the
rate at which moistureis
transmitted through the materialbeing
tested.The
following
two
aspects ofthe
study
willbe
concentratedin
thisreport.
The
first
aspect concentrates on whether or notthere
areany
changes
in barrier quality
of spunbonded olefin uponirradiation.
The
statistical tool used
for
this
purposeis
one-way
variance analysis orKruskal-Wallis
test andis
primarily
setup
to see whether the nullhypothesis
couldbe
accepted or not.The
second aspect concentrates onthe
relationship between
the
dose levels
and their effect onthe
barrier
properties.
The
statistical tool usedfor
this purposeis
regression analysis.TEST METHODOLOGY:
Two commercially
available uncoated medical grade spunbondedolefin are used
for
this
study.Type A
(1059B)
has
basis
weight1.8
oz/yd2determined
by
ounces ofhigh
density
polyethylene per squareyard,
thusgreater
the
basis
weighthigher
the
amount ofhigh
density
polyethylene.-
the
spunbonded olefin are radiated at
four
dosage
levels,
namely 2.5
Mrads,
5.0
Mrads,
7.5
Mrads,
10.0
Mrads.
They
aredivided into
five
groups:
four irradiated
and one nonirradiated group
or control.
-conduct
test to
recordthe
porosity
using
'Gurley Porosity
Tester'by
T-460,
TAPPI
standardtest
method.This
test
is
usedto
measure airresistance of porous paper and
is
anindirect indicator
of permeability.The
test
specimen,
held between
clamping
platesin
a circular orifice ofspecified
area,
is
subjectto
air pressure providedby
the
falling
weight ofthe
inner
cylinder ofthe
porosity
tester.The
time
for
a specific volume ofair
to
pass throughthe
specimenis
a measure ofit's
air resistance.It
is
influenced
by
the
internal
structure whichis
largely
controlledby
the type
and
length
offiber
andthe
surfacefinish
whichis
governedby
the
manufacturing
process(TAPPI,
1988).
The
results ofthis
test,
whenreported as seconds/1
00ml/6.4
cm2are
commonly
referred to as'Gurley
Seconds'.
conduct
test to
recordthe
water vapor transmission rateby
using
infrared
detection
technique,
ASTM
F
1249-89
standardtest
method.The
purposeof
this
test
methodis
to
obtain reliable valuesfor
the
water vaporwet chamber of
known
temperature
andhumidity by
the
barrier
materialto
be
tested.
The
dry
chamber andthe
wet chamber makeup
the
diffusion
cell
in
whichthe test
film is
sealed.The diffusion
cellis
placedin
atest
station where
the
dry
chamber andthe
top
ofthe
film
are swept withdry
air.Water
vapordiffusing
through the
film
mixes with the air andis
carried
into
a pressure modulatedinfrared
sensor.This
sensor measuresthe
fraction
ofinfrared energy
absorbedby
the
water vapor and producesan electrical
signal,
the
amplitude of whichis
proportional to the watervapor concentration.
The
amplitude ofthe
electrical signal producedby
the
measurement of a calibrationfilm
ofknown
transmission
rate.This
information is
then
usedto
calculatethe
rate at which moistureis
transmitted through the
materialbeing
tested
(ASTM,
1989).
It
is
animportant
test
and candirectly
relatethe
shelflife
and packaged productstability.
Data from
this test
is
used as a referee method oftesting.
The
statistical analysis consists of oneway
variance analysis orkruskal
wallistest
depending
on whetheror notthe
data
satisfies a normaldistribution
curveto
accept or reject a nullhypothesis.
The
Kruskal-Wallis
test
offers a non-parametric alternative tothe
usualone-way
analysis ofvariance.
The
test
assumesthat the
data
arise asK
independent
randomsamples
from
continuousdistributions,
allhaving
the
same shape.The
nullhypothesis
of nodifferences among
the
K
populationsis
tested
againstthe
hypothesis
setup
primarily
to
see whetherit
canbe
rejected,
andthe
idea
of
setting up
a nullhypothesis is
to
precisely
confirmbeyond any
reasonable
doubt,
the
assumption couldbe
accepted or not(Freund,
1979).
The
relationship
between
radiationdosage
andthe
barrier
qualitieswill
be
expressedby
the
regression analysis ofthe
data. The
regression coefficient
is
the
percentage ofthe
total variation ofthe
barrier
qualitiesdue
to
different levels
of radiationdosage.
Thus in
this study, the
relationship between
the
barrier
propertiesand radiation
dosage
is
establishedto
confirmthe
effect of radiation onChapter
4.0
RESULTS AND
DISCUSSION
The
quantitative measures used to establish arelationship between
the
barrier
qualities and radiationdosage
areporosity
and water vaportransmission
rate.These
measures operate ondifferent
orders ofmagnitude,
since each measuresdifferent
quantities of gastransmission.
Porosity
quantifiesthe
resistance of a materialto
air.A high porosity
value means
that the
materialis less
porous.Thus
being
a gross measure ofgas
passage,
porosity is
anindirect
measure of permeability.This is
important
to
functional dose
ofthe
materialbecause
'gurley
sees'relate to a
certain amount of air resistance offered
by
a material.Thus
a materialmust
be
porousfor sterilizing
agent topenetrate,
yet provide abarrier
toprevent
re-entry
of microorganisms.The
quantities measured areapproximately
in
cubicinches
per minute.Water
vapor transmission rateis
afiner
measure of water vaportransmission through
the
materials andis
measuredin hundreths
of a gram.Being
afiner test, it
is
used as a referee method oftesting
permeability in
medical products
packaging industry. The
quantities of measurementis
in
tenths
of a gram of water over a twenty-fourhour
period.In
this research,
we arelooking
to
seeif
low level
radiation causesthree
different
measures.The
decision relating differences
between
the
sample means andthe
means of
the
populations sampledwas madeby
utilizing
Kruskal-Wallis
test, because
the
data
values obtaineddoes
notsatisfy
the
parametersfor
one-way
analysis of variance.The
Kruskal-Wallis
test
offers anon-parametric alternative
to the
usualone-way
analysis of variance.To
confirm
the
effectiveness ofirradiation
onthe
barrier
properties ofspunbonded olefins selected
for
this study,
regression analysis wasused,
sothat,
with reasonableassurance,
statistically
significant results canbe
attributed
to
particularcauses,
in
this
study
it
is irradiation dosage levels.
Two commercially
available uncoated medical grade spunbondedolefin:
type
A
(1059B)
and typeB
(1073B)
were selectedfor
this study.Type
A
(1059
B)
has basis
weight1.8
oz/yd2and typeB has basis
weight2.2
oz/yd2.The
basis
weightis
determined
by
ounces ofHDPE/sq.yd.
Thus
greaterthe
basis
weighthigher
the
amount ofHDPE
fibres.
Radiation
of spunbonded olefin was carried out atfour different dosage
levels,
namely
2.5
Mrads,
5.0
Mrads,
7.5 Mrads
and10.0 Mrads.
Dosage
levels
in
multiples of2.5
Mrads have been
chosen,
sincethe
regulardose is
2.5 Mrads in
the
medicaldevice industry.
This
willhelp
verify
whether ornot
the
effect on medical grade spunbonded olefinis
relatedto
dosage
increases.
Each
type
wasdivided into five
groups:four
irradiated
and oneThe porosity
tests
were conductedusing
'Gurley Porosity
Tester'by
T-460
(TAPPI
standardtest
method).The data
collectedfrom porosity
testof
twelve
samples(N=12)
of eachtype
irradiated
at a particulardose
wasused
for calculating
the
averages(refer
to
Table
1-5).
These
averages wereused
to
plot a graphto
illustrate
the
effect of radiation on eachtype
ofTyvek's porosity
atdifferent
radiationdosages (refer
to
figs. 1-2).
The
water vaportransmission test
was recordedusing
theinfrared
detection
technique
by
using ASTM F 1249-89 (ASTM
standard testmethod).
The
data
collectedfrom
vaportransmission test
oftwelve
samples
(N=12)
of eachtype
irradiated
at a particulardose
was usedfor
calculating it's
average(refer
to
Table
6-10).
These
average results wereused
to
plot a graphsto
illustrate
the
effect of radiation on each type ofTyvek's permeability
atdifferent
radiationdosages (refer
to
figs 3-4).
The
graphs of average
gurley
seconds and water vaportransmission
(figs
1-4)
at
different levels
ofradiationdoes
not show a significant changein
porosity but
when consideredindividually
there
seems tobe
avery
slightchange
in
porosity
andWVTR
values.Statistically
analyzedby
Kruskal-wallis test,
the
Percentile
value orP
value
i.e
the
probability
that
all means are equal wasimportant
in
deciding
whether
the
nullhypothesis
couldbe
accepted or rejected.The porosity
tests
for
typeA
(1059B)
andtype
B
(1073B)
indicated
thatequal
(refer
Table 11-12). The
WVTR
tests
for
typeA
(1059B)
and typeB
(1073B)
indicated
that there
is
aprobability
of14.6
%
and76.3%
respectively
that
all means are equal(refer Table 13-14).
It
was not possibleto
rejectthe
nullhypothesis,
orto
derive
arelationship
between
the
rate of water vapor transmission andporosity
andTable
1.
GROUP TREATED WITH
0 Mrads.
Effect
ofirradiation
onPorosity
ofuntreated
1059 B
and1073 B
samples.(
secs/100ml/6.4cmA2)
SAMPLE
#
1059 B
1073 B
1
13.50
18.00
2
9.50
18.00
3
20.00
23.00
4
19.50
13.50
5
9.00
11.50
6
7.00
13.00
7
14.00
15.00
8
18.50
12.50
9
16.50
35.00
10
26.00
10.00
11
14.00
19.50
TABLE 2.
GROUP TREATED WITH 2.5 Mrads
Effect
ofirradiation
onPorosity
of2.5 Mrads
treated
1059 B
and1073
B
samples.(
secs/100ml/6.4cmA2)
SAMPLE
#
1059
B
1073 B
1
15.50
17.50
2
14.50
12.50
3
25.50
20.00
4
13.00
15.50
5
23.00
44.00
6
19.00
8.00
7
20.00
16.00
8
16.50
15.50
9
15.50
33.00
10
13.00
19.50
11
12.00
16.00
TABLE 3.
GROUP
TREATED WITH 5.0 Mrads
Effect
ofirradiation
onPorosity
of5.0 Mrads
treated
1059 B
and1073 B
samples.(
secs/100ml/6.4cmA2)
SAMPLE
#
1059 B
1073 B
1
17.00
10.50
2
20.50
17.00
3
16.50
15.00
4
15.00
12.00
5
14.50
19.00
6
8.00
33.50
7
15.50
16.50
8
9.50
18.00
9
16.50
18.00
10
15.00
14.00
11
14.50
19.50
TABLE 4.
GROUP TREATED
WITH
7.5 Mrads
Effect
ofirradiation
onPorosity
of7.5 Mrads
treated
1059
B
and1073
B
samples.(
secs/100ml/6.4cmA2)
SAMPLE
#
1059
B
1073 B
1
21.00
26.00
2
14.00
23.50
3
11.00
13.00
4
19.50
17.50
5
16.50
20.00
6
20.00
26.00
7
20.50
34.50
8
21.50
19.50
9
27.50
23.00
10
11.00
19.00
11
14.00
14.50
TABLE 5.
GROUP TREATED WITH 10.0
Mrads
Effect
ofirradiation
onPorosity
of10.0 Mrads
treated
1059 B
and1073
B
samples.(
secs/100ml/6.4cmA2)
SAMPLE
#
1059 B
1073 B
1
17.00
19.50
2
16.00
34.00
3
10.00
27.50
4
12.50
12.50
5
14.00
23.50
6
16.00
29.50
7
14.50
22.00
8
12.00
14.00
9
21.50
26.00
10
9.00
15.00
11
7.00
12.00
Figure 1. Effect Of
Irradiation
On
Porosity
Of Spunbonded
Olefin Type 1059B
30
<
E
CA
W5
4>
Column 5
Column 6
Column 7
?
Column
8
Column 9
o-TypeA
10.0
12.5
15.0
Figure
2. Effect Of Irradiation On
Porosity
Of
Spunbonded Olefin Type
1073B
<
E
4>o
aw - 40-II 30-l I 20 -| *I
!
l
Ai ?
:
10H i 0-1
i r| 11 i 1 i i
0.0
Mrads
?
2.5 Mrads
5.0 Mrads
?
7.5 Mrads
10.0
Mrads
"-TypeB
0.0
2.5 5.07.5
10.0 12.5 15.0 [image:40.545.63.501.157.534.2]Table 6.
GROUP TREATED WITH 0 Mrads.
Effect
ofirradiation
onthe
Rate
ofWater
Vapor
Transmission
of untreated1059 B
and1073 B
samples.( Kgs/mA2/day
@
100
degrees
F,
90%
R.H)
SAMPLE
#
1059 B
1073 B
1
53.39
88.33
2
38.83
67.95
3
64.06
87.36
4
74.74
59.21
5
71.83
73.77
6
78.62
89.30
7
43.68
65.03
8
83.48
65.03
9
65.52
62.12
10
78.14
53.39
11
89.79
60.18
TABLE 7. GROUP TREATED WITH 2.5 Mrads
Effect
ofirradiation
onthe
Rate
ofWater Vapor Transmission
of2.5 Mrad
treated
1059 B
andl073B
samples.(
Kgs/mA2/day
@
100 degrees
F,
90%
R.H)
SAMPLE
#
1059 B
1073 B
1
39.80
82.51
2
81.54
69.89
3
70.86
54.36
4
33.97
83.48
5
87.36
63.09
6
63.58
62.12
7
81.05
63.09
8
62.12
67.95
9
94.15
64.06
10
59.21
60.67
11
58.24
50.96
TABLE
8. GROUP TREATED WITH 5.0 Mrads
Effect
ofirradiation
onthe
Rate
ofWater Vapor Transmission
of5.0 Mrad
treated
1059 B
and1073 B
samples.(
Kgs/mA2/day
@
100 degrees
F,
90%
R.H)
SAMPLE
#
1059 B
1073 B
1
80.08
59.21
2
92.70
80.08
3
89.79
61.15
4
78.14
52.90
5
81.05
97.07
6
53.39
80.57
7
61.64
53.39
8
94.15
79.59
9
52.42
77.65
10
81.54
73.77
11
79.11
92.70
TABLE 9.
GROUP TREATED WITH 7.5 Mrads
Effect
ofirradiation
onthe
Rate
ofWater Vapor Transmission
of7.5 Mrad
treated
1059 B
and1073 B
samples.(
Kgs/mA2/day
@
100
degrees
F,
90%
R.H)
SAMPLE
#
1059 B
1073 B
1
78.62
60.18
2
67.95
58.24
3
69.89
64.06
4
70.38
87.36
5
60.18
58.24
6
71.83
67.95
7
59.21
90.27
8
73.77
44.65
9
43.68
59.21
10
65.03
58.73
11
74.74
94.15
TABLE
10. GROUP TREATED
WITH
10.0
Mrad
Effect
ofirradiation
onthe
Rate
ofWater
Vapor Transmission
of10.0 Mrad
treated
1059 B
and1073
B
samples.(
Kgs/mA2/day
@
100 degrees
F,
90%
R.H)
SAMPLE
#
1059 B
1073 B
1
59.21
81.05
2
72.80
50.47
3
45.14
78.14
4
60.67
63.09
5
73.77
70..86
6
48.53
72.80
7
67.95
74.26
8
73.29
81.54
9
61.64
87.36
10
82.51
84.45
11
68.43
69.89
Figure 3. Effect
ofirradiation
onWVTR
Of Spunbonded
olefinType 1059B
100
X
QC
*
et
s
< e "35
CONTROL
?
2.5
Mrad
5.0 Mrad
?
7.5 Mrad
10.0 Mrad
--TYPE A.
0.0 12.5 15.0
Figure
4.
Effect
ofIrradiation
onWVTR
Of
Spunbonded
olefinType 1073B
100 X ec
s
1-4 <s> > ets
< 90II
80-h
50-I
?40
|
i 1 i 1 i 10.0 2.5 5.0 7.5 10.0 12.5 15.0
CONTROL
?
2.5
Mrad
5.0 Mrad
?
7.5 Mrad
10.0 Mrad
--TYPE B.
[image:47.545.65.481.157.517.2]TABLE 11.
Kruskal
Wallis Analysis
ofPorosity
data
ofType 1059B
MTB > NOTE FILENAME 'ELL.COM'
MTB > note 1059B = spunbonded
olefin
MTB > read cl-c5
DATA> 13.5
15.5
1721
17 DATA>9.5
14.5
20.5
14 16 DATA>20
25
16.5
11 10 DATA> 19.513
15
19.5
12.5 DATA>9
23
14.5
16.5
14 DATA> 719
8
20
16
DATA> 14
20
15.5
20.5
14.5
DATA> 18.5 16.5
9.5
21.5
12 DATA>16.5
15.5
16.5
27.5
21.5
DATA>
26
13
15
119
DATA> 14 12 14.5 14 7
DATA> 18.5
21.5
18.5 12.520
DATA> end
12 ROWS READ MTB MTB MTB MTB MTB MTB note CI note C2 note
C3
note C4 note C5 CONTROL2.5
Mrads5
.0
Mrads7.5
Mrads10.0
Mradsprint cl-c5
ROW CI C2 C3 C4 C5
1 2 3 4 5
6
78
9
10 11 12 139
20
19 9 7 14 18 1626
14 18 5 5 05
0
0
0
5 50
0
5
15 14 25 1323
1920
16
15 13 12 21 1720
16 15 148
15
9
16 15 14 18 21 14 11 19 1620
20
0
0
0 5 50
521.5
27.5
11.0 14.0 12.517
16 10 12 14 16 14 12 219
720
MTB > kruskal wallis cl c2
LEVEL
1
2
3
4
5
OVERALL NOBS 12 12 12 12 1260
MEDIAN AVE. RANK Z VALUE 15.25
28.5
-0.4316.00
35.5
1.10
15.25
29.0
-0.3218.00
35.2
1.03
14.25
24.3
-1.3830.5
H - 3.58
H - 3.58
d.f
. d.f. 4 4P
P
0.4670.466
(adj
forties)
MTB >
MTB > STOP
*** Minitab Release 7.2 ***
Minitab,
Inc Storage available2570029
TABLE 12. Kruskal
Wallis Analysis
ofPorosity
data
ofType 1073B
MTB > NOTE FILENAME '
KIN.
COM'
MTB > NOTE 10'3B - ;SPUNBONDED OLEFIN
MTB > READ cl-c5
DATA> 18
17.5
10.5
:26
19.5
DATA>
18
12.5
1723
.534
DATA>23
20
15
13
27.5
DATA>
13.5
15.5
1217.5
12 .5 DATA> 11.544
19
20
23.5
DATA>
13
8
33.5
26
29.5
DATA> 15
16
16.5
34 .5 22 DATA> 12.515.5
18
19.5
14DATA>
35
33
18
23
26
DATA> 10
19.5
1419
15
DATA> 19.5 16
19.5
14.5
12DATA>
16.5
1424
19
30
DATA> note CI CONTROL 12 ROWS READ
MTB > note CI CONTROL
MTB > NOTE C2 -
2.5
MradsMTB > NOTE C3 =
5.0
MradsMTB > NOTE C4 - 7.5 Mrads
MTB > NOTE C5 - 10.
0
MradsMTB > print cl-c5
ROW CI C2 C3 C4 C5
1 18.0 17.5
10.5
26.0
19.52 18.0 12.5 17.0 23.5
34.0
3
23.0
20.0
15.0
13.027.5
4 13.5 15.5 12.0 17.5 12.5
5
11.5 44.0 19.020.0
23.5
6
13.0 8.033.5
26.0
29.5
7 15.0 16.0 16.5
34.5
22.08 12.5 15.5 18.0 19.5 14.0
9
35.0
33.0 18.0 23.026.0
10 10.0 19.5 14.0 19.0 15.0
11 19.5 16.0 19.5 14.5 12.0
12 16.5 14.0
24.0
19.030.0
MTB > kruskal wallis cl c2
LEVEL NOBS MEDIAN AVE. RANK Z VALUE
1
12 15.7523. 5
1 .562
12 16.00 27.6
0 .653
12
17.5027.
3
0 .704 12 19.75
37.
5 1 .565
12 22.7536.
6
1.35OVERALL
60
30.5
H -
6
.09 d.f.-
4
p
=0.
194H -
6
.10 d.f.-
4
p
-0.
193(adj
. forties)
MTB >
MTB ^ STOP
*** Minitab Release 7.2 ***
Minitab,
Inc. ***TABLE 13. Kruskal Wallis Analysis
ofWVTR data
ofType
1059B
MTB > NOTE FILENAME
'RAMA.
rMTB > NOTE 1059B -
SPUNBONDED
OLEFIN
MTB > READ Cl-
C5
DATA>
5338.67
3979.73
8008
7862.4
5921.07
DATA>
3882.67
8153.6
9269. 87
6794.67
7280
DATA>
6406.4
7085.87
8978
.676988. 8
4513.6
DATA>7414.13
3397.33
7813
.877037.
,336066.67
DATA>7182.93
8736
8105.07
6018.13
7377.07 DATA>7862.4
6357.87
5338. 67
7182.93
4853.33
DATA>
4368
8105.07
6163.73
5921.07
6794.67
DATA>
8347.73
6212.27
9415
.477377.
,077328.53
DATA>6552
9415.47
5241.6
4368
6163.73
DATA> 7813.87
5921.07
8153
.66503.47
8250.67 DATA>8978.67
5824
7910.93
7474.13
6843.2
DATA>
6794.67
8347.73
9221
.333542. 93
6794.67
DATA> END12
ROWS READMTB > NOTE CI -
CONTROL;
C2 -2.5
Mrad;
C3 -5
.0
Mrad;
MTB > NOTE C4 -7.5Mrad;
(C5 -10.0
Mrad.MTB > PRINT CI-C5
ROW CI C2 C3 C4 C5
1 5338.67
3979.73
8008.00
7862.40
5921
.072 3882.67
8153.60
9269.87 6794.677280
.003
6406.40
7085.87 8978.676988.80
4513
.604
7414.13
3397.33
7813.877037.33
6066
.675 7182.93
8736.00
8105.07
6018.13
7377 .076
7862.40
6357.87
5338.67
7182.93
4853,.337 4368.00 8105.07
6163.73
5921.076794
.678
8347.73
6212.27 9415.47 7377.077328,
.539
6552.00
9415.475241.60
4368.006163.
,7310 7813.87 5921.07
8153.60
6503.47 8250..6711 8978.67 5824.00
7910.93
7474.136843.
,2012 6794.67
8347.73
9221.33
3542.93
6794,
.67MTB > kruskalwallis C1-C2
LEVEL NOBS MEDIAN AVE. RANK Z VALUE
1
12
6989
29.8
-0.172
126722
30.6
0.02
3
12 805741.5
2.43
4 12 6892
25.2
-1.175
126795
25.5
-1.11OVERALL
60
30.5
H =
6. 83
d.f.
4
p
=o.:
L46H = 6. 84 d.f. -4
p
- 0.146 (adj. forties)
MTB >
MTB > STOP
*** Minitab Release 7.2 ***
Minitab,
IncStorage available
2570029
TABLE
14. Kruskal
Wallis Analysis
ofWVTR data
ofType1073B
MTB > NOTE FILENAME 'SHIV.1r
MTB > NOTE 1073B - SPUNBONDED OLEFIN MTB > READ Cl-C5
DATA>
8833.07
8250.67
5921
.076018. 13
8105.07DATA>
6794.67
6988.88
8008
5824 5047.47DATA>
8736
5435.73
6115.2
6406.4
7813.87DATA> 5921.07
8347.73
5290
.138736
6309.33
DATA> 7377.07
6309.33
9706
.67 5824 7085.87DATA>
8930.13
6212.27
8056
.536794.
67 7280 DATA>6503.47
6309.33
5338
.679027. 2
7425.6
DATA>6503.47
6794.67
7959
.474465.
078153.6
DATA>6212.27
6406.4
7765.:33
5921.07
8736
DATA> 5338.67
6066.67
7377.075872.
548444.8
DATA>
6018.13
5096
9269.879415.47
6988.8
DATA> 6212.27 7959.47
6988
.88736
5921.07DATA> END
12 ROWS READ
MTB > NOTE CI -
CONTROL;
C2 -2.5
Mrad;
C3 -5
.0
Mrad;
MTB > NOTE C4 7.5Mrad;
<2510.0
Mrad.MTB > PRINT CI-C5
ROW CI C2 C3 C4 C5
1
8833.07
8250.67
5921.076018.13
8105,.072 6794.67
6988.88
8008.00
5824.00 5047 .473
8736.00
5435.736115.20
6406.40
7813,.874 5921.07
8347.73
5290.138736.00
6309.
.335
7377.076309.33
9706.67 5824.007085
.876 8930.13 6212.27 8056.53 6794.67 7280 .00 7 6503.47 6309.33 5338.67
9027.20
7425 .608
6503.47 6794.67 7959.47 4465.078153
.609
6212.27 6406.40 7765.33 5921.078736
.00 10 5338.67 6066.67 7377.07 5872.54 8444 .80 11 6018.13 5096.00 9269.87 9415.476988
.80 12 6212.277959.47
6988.808736.00
5921 .07MTB >
KRUSKAL-WALLIS C1-C2
^
LEVEL NOBS MEDIAN AVE. RANK Z VALUE
1 12
6503
30.0
-0.122
12 635826.8
-0.813
12 757133.3
0.62
4 12 6212 27.7 -0.62
5
12 7353 34.70.93
OVERALL
60
30.5
H - 1.
85
d.f. -4p
0.
763H - 1.
85
d.f. =4
p
-0.'763
(adj. forties)
MTB > MTB >
MTB > STOP
*** Minitab Release 7.2 ***
Minitab,
Inc. *** [image:51.545.57.453.54.716.2]Chapter 5.0 CONCLUSION AND
RECOMMENDATIONS
The idea in exploring
possible changesin barrier
properties ofspunbonded olefin was
investigated
because
a changein barrier
propertiescould mean change
in
sterility
whichis
akey
concernin
medicaldevice
packages.
Two
medical grade uncoated spunbonded olefin wereirradiated
atdifferent
dosage
levels.
The
purpose ofirradiating
was tofind
:a)
Is
there
a changein barrier due
to
radiation?
b)
If
thereis
achange,
is
that
change relativeto
dose ?
Three different
sensitivities were usedto
measure changesin barrier
properties :
1)
Gross
visual methodby
taking
pictures onScanning
Electron
Microscope
atdifferent
angles and magnification(refer
appendixA.
)
2)
By
recording
porosity, which quantifiesthe
resistance of a materialto
air.
Thus
being
a gross measure ofgas passage,porosity is
anindirect
measure ofpermeability.
The
quantities ofmeasurement areapproximately
in
cubicinches
per minute.3)
And
by
recording
WVTR,
whichis
afiner
measure of wat