UNIVERSITI TEKNIKAL MALAYSIA MELAKA
ANALYZE THE PERFORMANCE BETWEEN PURE
BASED COOLANT AND COMBINATION OF
OIL-BASED COOLANT WITH PALM OIL ON CUTTING
SURFACE IN MILLING OPERATION
Thesis submitted in accordance with the requirements of the University Technical Malaysia Melaka for the Bachelor Degree of Manufacturing
Engineering in Manufacturing Process
By
Mohd Hafis Bin Bajuri
APPROVAL
This thesis submitted to the senate of UTeM and has been accepted as partial fulfilment of the requirements for the degree of Bachelor of Manufacturing (Manufacturing Process). The members of the supervisory committee are as follow:
……… Supervisor
DECLARATION
I hereby, declare this thesis entitled “Analyze The Performance Between Pure Oil-Based Coolant And Combination Of Oil-Oil-Based Coolant With Palm Oil On Cutting Surface In Milling Operation” is the result of my own research except as cited in the
references.
Signature : ………. Author’s Name : MOHD HAFIS BIN BAJURI
UTeM Library (Pind.1/2007)
BORANG PENGESAHAN STATUS TESIS* UNIVERSITI TEKNIKAL MALAYSIA MELAKA
JUDUL:
SESI PENGAJIAN: 2007/2008
Saya _____________________________________________________________________
mengaku membenarkan tesis (PSM/Sarjana/Doktor Falsafah) ini disimpan di Perpustakaan Universiti Teknikal Malaysia Melaka (UTeM) dengan syarat-syarat kegunaan seperti berikut:
1. Tesis adalah hak milik Universiti Teknikal Malaysia Melaka.
2. Perpustakaan Universiti Teknikal Malaysia Melaka dibenarkan membuat salinan untuk tujuan pengajian sahaja.
3. Perpustakaan dibenarkan membuat salinan tesis ini sebagai bahan pertukaran antara institusi pengajian tinggi.
4. **Sila tandakan (√)
Analyze The Performance Between Pure Oil Based Coolant And Combination Of Oil Based Coolant With Palm Oil On Cutting Surface In Milling Operation.
MOHD HAFIS BIN BAJURI
Disahkan oleh:
(TANDATANGAN PENULIS)
Alamat Tetap:
NO83, Sg. Tekam Utara, 27060 Jerantut,
Pahang.
Tarikh: 26 March 2008
(TANDATANGAN PENYELIA)
Cop Rasmi:
Tarikh: 26 March 2008
* Tesis dimaksudkan sebagai tesis bagi Ijazah Doktor Falsafah dan Sarjana secara penyelidikan, atau
(Mengandungi maklumat TERHAD yang telah ditentukan oleh organisasi/badan di mana penyelidikan dijalankan) (Mengandungi maklumat yang berdarjah keselamatan atau kepentingan Malaysia yang termaktub di dalam AKTA RAHSIA RASMI 1972)
TIDAK TERHAD TERHAD √
UNIVERSITI TEKNIKAL MALAYSIA MELAKA Karung Berkunci 1200, Ayer Keroh, 75450 Melaka
Tel : 06-233 2421, Faks : 06 233 2414 Email : [email protected]
FAKULTI KEJURUTERAAN PEMBUATAN
Rujukan Kami (Our Ref) : 26 March 2008
Rujukan Tuan (Your Ref):
Pustakawan
Perpustakawan Kolej Universiti Teknikal Kebangsaan Malaysia KUTKM, Ayer Keroh
MELAKA.
Saudara,
PENGKELASAN TESIS SEBAGAI SULIT/TERHAD
- TESIS SARJANA MUDA KEJURUTERAAN PEMBUATAN (PROSES PEMBUATAN): TAJUK:
Sukacita dimaklumkan bahawa tesis yang tersebut di atas bertajuk “Analyze The Performance Between Pure Oil Based Coolant And Combination Of Oil Based Coolant With Palm Oil On Cutting Surface In Milling Operation” mohon dikelaskan sebagai terhad untuk tempoh lima (5) tahun dari tarikh surat ini memandangkan ia mempunyai nilai dan potensi untuk dikomersialkan di masa hadapan.
Sekian dimaklumkan. Terima kasih.
“BERKHIDMAT UNTUK NEGARA KERANA ALLAH”
Yang benar,
WAN HASRULNIZZAM WAN MAHMOOD
Pensyarah,
Fakulti Kejuruteraan Pembuatan (Penyelia Bersama)
06-2332122
s.k. - Penyelia Utama:
ABSTRACT
ABSTRAK
ACKNOWLEDGEMENTS
Bismillahhirrahmanirrahim. Assalamualaikum
First of all, thank to ALLAH S.W.T for giving me the strength to complete this Project Sarjana Muda. Thank to my family for their support in every aspect.
Special thank to my supervisor, En. Ammar bin Abd. Rahman, and UTeM’s lecturer that helped and guided me throughout this project.
TABLE OF CONTENTS
Abstract i
Abstrak ii
Acknowledgements iii
Table of Contents iv
List of Figures vii
List of Tables ix
List of Abbreviations, Signs, and Symbols x
CHAPTER 1: INTRODUCTION 1.1 Introduction 1
1.2 Problems Statements 3
1.3 Objectives of Project 3
1.4 Scope of Project 4
CHAPTER 2: LITERATURE REVIEW 2.1 Cutting Fluid 5
2.1.1 Principle of Cooling and Lubrication 5 2.1.2 Cooling Ability of Cutting Fluids 6 2.1.3 Types of Cutting Fluids 8
2.1.3.1 Straight Oil 8
2.1.3.2 Soluble Oil 8
2.1.3.3 Synthetic Fluid 8
2.1.3.4 Semi-synthetic Fluid 9
2.1.4 Cutting Fluid Selection Criteria 10
2.1.5 Cutting Fluid Application Methods 12
2.1.6 Benefits of Cutting Fluid 14
2.1.7 Cutting Fluid Health Hazards and Recycling 15 2.2 Palm Oil 16
2.2.3 Palm Oil (Vegetables Oil) to Become Cutting Fluids 17
2.3 Introduction of Milling 18
2.3.1 Milling Operation 19
2.3.1.1 Face Milling 19
2.3.2 Method of Milling 19
2.3.2.1 Up Milling 19
2.3.3 Machining Parameter 20
2.3.3.1 Cuffing Speed, Depth of Cut and Feed Rate 20
2.4 Workpiece Materials 21
2.5 Cutting Tool 21
2.5.1 Cutting Tool Materials 21
2.5.2 High Speed Steel 22
2.6 Introduction of Surface 22
2.6.1 Roughness 23
2.6.2 Waviness 24
2.6.3 Surface Roughness 24
2.6.4 Method to Analyze Surface Roughness 24
2.6.4.1 Average Roughness (Ra) 24
CHAPTER 3: METHODOLOGY
3.1 Introduction 26
3.1.1 Project Planning 26
3.2 Items Selection for Project 30
3.2.1 Selection of Machine 30
3.2.2 Selection of Cutting Fluid 31
3.2.2.1 Bacteriostatic Emulsifiable Oil Coolant (FUCHS) 32 3.2.3 Selection of Additional Compound (Palm Oil) 33
3.2.4 Selection of Workpiece Material 33
3.2.5 Selection of Cutting Tool 34
3.2.6 Selection of Parameters 35
3.2.7 Selection of Method for Analysis 36
3.2.7.2 Method to Observe the Surface Texture 37
3.3 Experiment Procedure 38
3.3.1 Experiment Flowchart 39
3.3.2 Coolant Preparation 39
3.3.3 Cutting Tool Preparation 40
3.3.4 Workpiece Preparation 40
3.3.5 Machining Parameter 40
3.3.6 Machining and Analysis Procedure 41
3.3.6.1 Milling Machine Procedure 41
3.3.6.2 Surface Roughness Tester (SJ-301) Procedure 42
3.3.6.3 Metallurgy Microscope Procedure 42
CHAPTER 4: RESULT
4.1 Introduction 43
4.2 Surface Roughness Analysis 44
4.2.1 Relationship between Surface Roughness and Machining Time 45 4.2.2 Relationship between Surface Roughness and Cutting Speed 46
4.3 Surface Texture Analysis 48
CHAPTER 5: DISCUSSION
5.1 Comparison of Surface Roughness Value 51
5.2 Comparison for Cutting Speed 52
5.3 Comparison for Machining Time 55
CHAPTER 6: CONCLUSION AND RECOMMENDATIONS
6.1 Conclusion 59
6.2 Further Work Recommendation 60
REFERENCES 61
APPENDIX A 65
APPENDIX B 66
LIST OF FIGURE
Figure Description Page
2.1 Cooling curves of all fluids experiment 7
2.2 A flood method of cutting fluid is applied on the workpiece. 13 2.3 A jet method of cutting fluid is applied on the workpiece directed
at the cutting zone.
13
2.4 The mist application of cutting fluid is directed at the cutting zone.
14
2.5 Milling operation consist slab, face, and end milling 19
2.6 Up milling 19
2.7 Roughness, Waviness, lay, and flaw. 23
2.8 Average Roughness (Ra). 25
3.1 Flow Chart for project 27
3.2 Conventional milling machine 31
3.3 FUCHS bacteriostatic emulsifiable coolant 32
3.4 Dimension of the workpiece 33
3.5 Carbon steel AISI 1045 workpiece 34
3.6 HSS cutting tool and tool holder 35
3.7 Portable Surface Roughness Tester: Model Surftest SJ – 301 36
3.8 Metallurgy Microscope 38
3.9 Flow chart for experiment procedure 39
[image:12.595.108.504.192.758.2]4.6 Surface Texture Image of Workpiece for Cutting Speed 400 rpm 49
5.1 Surface Roughness versus Machining Time for Cutting Speed 100 rpm
52
5.2 Surface Roughness versus Machining Time for Cutting Speed 200 rpm
53
5.3 Surface Roughness versus Machining Time for Cutting Speed 300 rpm
53
5.4 Surface Roughness versus Machining Time for Cutting Speed 400 rpm
54
5.5 Surface Roughness versus Cutting Speed for 5 minutes machining
55
5.6 Surface Roughness versus Cutting Speed for 7.5 minutes machining
55
5.7 Surface Roughness versus Cutting Speed for 10 minutes machining
56
5.8 Surface Roughness versus Cutting Speed for 12.5 minutes machining
LIST OF TABLE
Table Description Page
2.1 General Characteristics of Cutting Fluid 9
2.2 Suitable type of cutting fluids depends to materials machining operation
11
2.3 Benefits of cutting fluid 14
2.4 Composition of Carbon steel AISI 1045 21
3.1 Gantt Chart Of The Study for Projek Sarjana Muda 1 (PSM 1) 28 3.2 Gantt Chart Of The Study for Projek Sarjana Muda 2 (PSM 2) 29
3.3 Milling Machine Specification 30
3.4 Cutting tool description 34
3.5 Parameters Setting 35
3.6 General specification of Mitutoyo Surface Roughness Tester 36
3.7 Experiment design 41
4.1 Surface Roughness Result for (FUCHS) Bacteriostatic Emulsifiable Coolant Mixed With Palm Oil
44
4.2 Surface Roughness Value, Ra for Variable Machining Time 45 4.3 Surface Roughness Value, Ra for Variable Cutting Speed 46
5.1 Surface Roughness Value for (FUCHS) bacteriostatic emulsifiable coolant mixed with palm oil and (FUCHS) bacteriostatic emulsifiable coolant only
LIST OF ABBREVIATIONS, SIGNS, AND SYMBOLS
AISI - American Iron and Steel Institute BUE - built up edge
C - Carbon
Cu - Cooper
FKP - Fakulti Kejuruteraan Pembuatan HSS - high speed steel
in - inch
mm - millimetre (metric unit)
Mn - Manganese
P - Phosphorus PSM - Projek Sarjana Muda
Ra - arithmetic mean value (roughness average) Rpm - revolution per minute
Rq - root mean square average S - Sulfur
Si - Silicon
SEM - scanning electron microscopy
UTeM - Universiti Teknikal Malaysia Melaka USA - United State of America
CHAPTER 1
INTRODUCTION
1.1 Introduction
Cutting fluids that is also called as coolant or lubricant are widely utilized to optimize the process of machining operations such as turning, milling, boring, grinding, and drilling. Historically, cutting fluids have been used extensively for the last 200 years. Today, it is estimated that over 100 million gallons of metalworking oil are used each year in the United States, and the volume of cutting fluids used is
many times that of metalworking oil (Dilek Senay, 2001).
Nowadays, cutting fluids are very important in machining processes. It is used
extensively in machining as well as abrasive machining processes. It is used to reduce the detrimental effects of heat and friction on both tool and workpiece (Lopez de Lacalle, 2004). Cutting fluids are also used to carry away the heat in machining operations. This excessive heat can bring damage to the microstructure of metals. The metal removal rates can be increase by proper use of coolants. Another benefit of cutting fluid is to improve part quality and dimensional accuracy.
adhesion on the contact edges that causes a built-up edge on the cutting tool or insert. Cutting fluids also help prevent rust and corrosion and flush chips away.
There is a wide variety of cutting fluids available today. Many new coolants have been developed to meet the needs of new materials, new cutting tools, and new coatings on cutting tools. The most common cutting fluids used today belong to one of two categories are oil-based fluids including straight oils and soluble oils and chemical fluids including synthetics and semi synthetics. Proper selection and use of cutting fluids can help to get good result in surface machining.
However, the usage of cutting fluid can also cause problem in a few cases. The direct contact of machines operator with cutting fluids may cause skin respiratory diseases. So now, new development is done to produce the friendly environmental cutting fluid. This type of cutting fluid use the vegetable oil based as compound in cutting fluid. It avoids the already problem those come from conventional cutting fluid. Now, the development of palm oil to be a cutting fluid is done. However, it just reached to the early stages. There are still more improvement must be done to achieve it.
1.2 Problems Statements
The problems that be based on this study are:
i. There are limited studies or information that exists regarding to the issue of
the palm oil as the cutting fluid in milling operation.
ii. The current coolants are harmful to the operator compared to the new formula
coolant based on vegetable oil (organic) like palm oil which is environmental friendly.
iii. There have no study proving that whether palm oil is a suitable solution to
mix with coolant. What happened if both of them are mixed?
1.3 Objectives of Project
In recognition the importance of coolant in machining, this project is tried to achieve the following objectives:
i. To study the performance between pure oil based coolant and combination of
oil based coolant with palm oil on cutting surface in milling operation.
ii. To analyze the surface roughness and observe the surface texture of the
surface machining that was produced on the workpiece from the usage of the oil-based coolant mix with palm oil and relating them with the parameters involves.
iii. To compare and identify the best coolant between the oil-based coolant and
1.4 Scope of Project
CHAPTER 2
LITERATURE REVIEW
2.1 Cutting Fluid
Cutting fluids play a critical role on metallic surfaces in cutting and forming operations. During the machining processes of a metal, a considerable quantity of heat is generated. It happens mainly due to the high plastic deformation in the primary shear zone and also to the friction of the chip on the surface. The condition of friction and temperature will cause tool wear. It also results in a poor surface finish and incorrect dimension. Cutting fluids are used to reduce the detrimental effects of heat and friction on both tool and workpiece. The cutting fluid produces three positive effects in the process whish are heat elimination, lubrication on the
chip and tool interface, and chip removal (López de Lacalle et al., 2006). A cutting
fluid's effectiveness depends on factors such as the method used to apply the cutting fluid, temperatures encountered, cutting speed, and type of machining process (Kalpakjian, 1991). A fluid's cooling and lubrication properties are critical in decreasing tool wear and extending tool life. Cooling and lubrication are also important in achieving the desired size, finish and shape of the workpiece.
2.1.1 Principle of Cooling and Lubrication
Cooling is mainly indirect via modified conduction through the chip. For the cutting edge, the coolant always plays a major role in maintaining the machined material at ambient temperature.
As coolers, cutting fluids decrease cutting temperature through the heat dissipation (cooling). When water based fluids are used, cooling is more important than lubrication. It was experimentally proved (Shaw, et al., 1951) that the cutting fluid efficiency in reducing temperature decreases with the increase of cutting speed and depth of cut.
As lubricant, the cutting fluid works to reduce the contact area between chip and tool and its efficiency depends on the ability of penetrating in the chip-tool interface and to create a thin layer in the short available time. This layer is created by either chemical reaction or physical adsorption and must have a shearing resistance lower than the resistance of the material in the interface. In this way it will also act indirectly as a coolant because it reduces heat generation and therefore cutting temperature (Sales et al., 2001).
2.1.2 Cooling Ability of Cutting Fluids
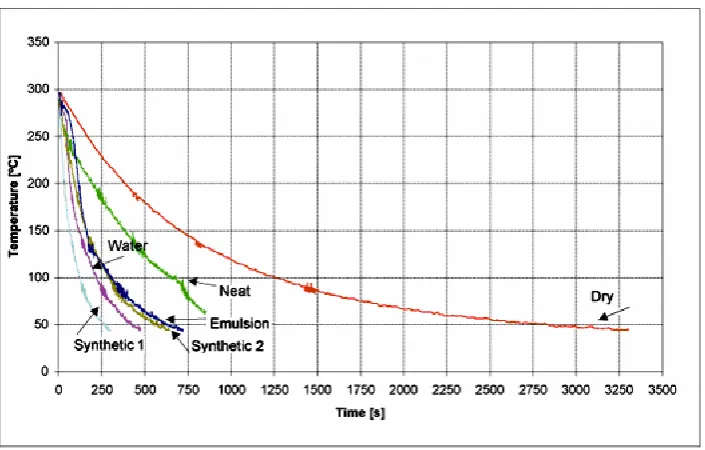
Figure 2.1: Cooling curves of all fluids experiment (Sales, 1999).
The cooling ability in crescent order is dry cutting, neat, oil emulsion, synthetic-2, water and synthetic-1. The fact that synthetic oil 1 presented a cooling ability greater than water, which theoretically has greater convection ability, was a surprise. A deeper analysis of the curves behavior in high temperature showed that water presented lower cooling ability even than synthetic oil 2 and neat oil (Sales et al., 2001).
The explanation of these results may be found on the phenomenon occurring when a fluid like water, with low ebullition point (100°C), starts contacting a body in high temperatures. At this moment the quick heat transfer causes the liquid evaporation. This process reduces a little the hot body temperature, but the vapor forms a barrier preventing fresh volume of liquid, from reaching its surface and, therefore, decreases the heat transfer efficiency. Another important factor is the fluid wet ability, which is regularly higher for cutting fluids than for water. The higher wet ability of the cutting fluid implies in less splashing action and therefore a greater chance for heat exchange (Sales et al., 2001).
2.1.3 Types of Cutting Fluids
The main types of cutting fluids fall into two categories based on their oil content:
• Oil-Based Fluids - including straight oils and soluble oils
• Chemical Fluids - including synthetics and semi-synthetics
2.1.3.1 Straight Oil
Straight oils are non-emulsifiable and are used in machining operations in an undiluted form. They are composed of a base mineral or petroleum oil and often contain polar lubricants such as fats, vegetable oils and esters as well as extreme pressure additives such as Chlorine, Sulphur and Phosphorus. Straight oils provide the best lubrication and the poorest cooling characteristics among cutting fluids (Boothroyd and Knight, 2006).
2.1.3.2 Soluble Oil
Soluble Oil Fluids form an emulsion when mixed with water. The concentrate consists of a base mineral oil and emulsifiers to help produce a stable emulsion. They are used in a diluted form (usual concentration = 3 to 15%) and provide good lubrication and heat transfer performance. They are widely used in industry and are the least expensive among all cutting fluids (Boothroyd and Knight, 2006).
2.1.3.3 Synthetic Fluid
2.1.3.4 Semi-synthetic Fluid
Semi-synthetic fluids are essentially combination of synthetic and soluble oil fluids and have characteristics common to both types. The cost and heat transfer performance of semi-synthetic fluids lay between those of synthetic and soluble oil fluids (Boothroyd and Knight, 2006).
Table 2.1: General Characteristics of Cutting Fluid (Nachtman and Kalpakjian, 1985).
Function Straight oils Soluble Oil Synthetic Fluids Semisynthetic fluids 1. Provide lubrication at high pressure (boundry lubrication)
1 2 3 4
2. Reduce heat fromplastic deformation (heat transfer)
5 2 2 1
3. Provide cushion between workpiece and tool (film thickness)
1 2 3 4
4. Reduce friction between tool and
workpiece
1 2 2 1
5. Reduce wear between tool
and workpiece 4 3 2 1
6. Protect surface characteristic
5 2 2 1
7. Flushing action to prevent buildup of scale (fluid flow)
5 4 3 2