ScienceDirect
Procedia Engineering 00 (2017) 000–000
www.elsevier.com/locate/procedia
1877-7058 © 2017 The Authors. Published by Elsevier Ltd.
Peer-review under responsibility of
the scientific committee of the International Conference on the Technology of
Plasticity
.International Conference on the Technology of Plasticity, ICTP 2017, 17-22 September 2017,
Cambridge, United Kingdom
Applicability of JMAK-type model for predicting microstructural
evolution in nickel-based superalloys
Olga Bylya
a, Aleksey Reshetov
a,*, Nicola Stefani
b, Malgorzata Rosochowska
a, Paul
Blackwell
caAdvanced Forming Research Centre, University of Strathclyde, 85 Inchinnan Drive, Inchinnan, Renfrewshire, PA4 9LJ, UK bDepartment of Design, Manufacture and Engineering Management, University of Strathclyde, 75 Montrose Street, Glasgow, G1 1XJ, UK
cDepartment of Mechanical & Aerospace Engineering, University of Strathclyde, 75 Montrose Street, Glasgow, G1 1XJ, UK
Abstract
The question of the prediction of microstructural transformation over a wide range of temperatures and strain rates is important for the simulation of industrial hot forging processes, especially those focused on net-shape forging. A large spectrum of microstructural models, from the simplest empirical and phenomenological forms to more complex physics-based ones were developed during last century; some of them were embedded into commercial software. However, in spite of some successful implementations, the problem of the robust prediction of microstructure development in the real multi-operational industrial processes remains in general unsolved. Complex models often suffer due to high computational cost, possible mathematical instability and ill-defined calibration techniques. Simple models are easier for practical use but, due to the nature of the simplifying assumptions, have a limited range of validity, which is almost never specified. JMAK-type models are one of the examples of the relatively simple mathematical model forms popular for the description a number of metallurgical processes. One of them is recrystallisation, which is one of the dominating mechanisms in the hot working of metals. In this paper, the well-known family of 718 nickel-base superalloys and a range of forging trials of different levels of complexity were used to analyse the applicability of the JMAK-type models.
© 2017 The Authors. Published by Elsevier Ltd.
Peer-review under responsibility of
the scientific committee of the International Conference on the Technology
of Plasticity
.Keywords: Microstructural modelling, JMAK-type model, Nickel superalloys, validity analysis
1. Introduction
The class of 718-like superalloys is a family of austenitic nickel-chromium-based alloys that was first developed in the 1940s for high temperature applications in the aerospace industry [1]. These are precipitation hardenable alloys in which the strengthening phase (gamma double prime, gamma, delta or eta) inhibits slip and creep effectively at elevated temperatures. Due to the similarity of the main alloying elements, these alloys exhibit commonalities in their microstructural transformation during thermo-mechanical treatment.
Some alloys of this family, e.g. Inconel 718, were developed in the mid-20th century, while other, e.g. ATI 718Plus, were designed quite recently. Unfortunately, despite a long history of applying these types of alloys in industry, the models for microstructure evolution available are of limited use when applied to the real industrial processes.
The available models can be divided into two broad classes: simplified phenomenological models and mathematically advanced physics-based models [2]. The second class incorporates those based on crystal plasticity [3], cellular automata [4], and mean field [5] approaches. These models normally involve advanced mathematical and computational methods attempting to take into account all aspects of metallographic evolution within the material. However, despite their sophisticated nature, the range of their practical implementation is presently limited [4]. Phenomenological models [6] are more mathematically stable and straightforward for industrial implementation, though this simplicity is often achieved at the cost of many assumptions. This limits the range of applicability and reduces the accuracy of prediction. Another important reason for low computational accuracy, which is rarely discussed in the literature, is how to calibrate such models. The simple mathematical structure of these (latter) models often means that simple curve fitting to uniaxial laboratory tests is used to solve the problem of finding material constants. However, the real (e.g. temperature, strain, strain path) conditions which a material undergoes in industrial processes are incomparably more complex, so the model has mainly to work with the extrapolated, not interpolated properties, which curve fitting cannot provide. However, presently, phenomenological models remain the most promising for microstructural prediction. This paper is devoted to the questions of validation and calibration of one of the widely used phenomenological models – the JMAK-type [7], to achieve higher increased robustness of its application.
Nomenclature
X recrystallised volume
ɛ, ɛ̇ strain and strain rate d0 initial grain size
T temperature
R gas constant
a1, a2, a3, m1, m2, m3,m4, m5,m6, Q1, Q2, c1,c2––material constants.
2. Experimental procedure
Two nickel-based alloys, namely, Inconel 718 and ATI 718Plus were selected for forging trials and microstructure modelling. Both of these two representatives of the 718 class of alloys have a second phase (γ″, γ′, -phase for IN718 and γ′, and -phase for ATI 718Plus), which can influence microstructure evolution during the forging at sub-solvus forging temperatures. For the sake of simplicity, both these alloys were used in the solution treated condition. Moreover, these two alloys have similar nature of recrystallisation process [8] which provides reasonable grounds for a comparison. Electron backscattered diffraction technique was used for quantitative estimation of recrystallised volume fraction in forged parts.
investigation is the final state of microstructure, which is the accumulated result of the total deformation process. At the same time, the loading history of a material during a standard laboratory test is quite simple (constant temperature and strain rate, uniaxial deformation), while real industrial processes are considerably more complicated. This raises doubts whether laboratory tests are sufficient for a proper calibration of the model. This, in its turn, complicates the question of interpreting the model applicability – if a prediction is inaccurate is it due to an inappropriate mathematical model, or poor calibration?
[image:3.544.46.515.206.304.2]From this perspective, the experimental strategy, reported here was designed to test several levels of complexity in loading history (Fig.1). It will be shown that the tests demonstrate how microstructural prediction based on the data taken from the standard laboratory tests becomes less and less correct as the loading history becomes more complex. At the same time, this set of experiments provides richer information for understanding the nature of this mismatch and the direction for model improvement.
Fig. 1. The scheme of the testing strategy used in the paper: decreasing of accuracy of microstructure prediction with increasing loading history complexity
Detailed technical information about the forging trials is given in Table 1. In brief, the idea of choosing these particular tests was following:
1) Uniaxial compression, constant temperature and strain rate (Fig. 1a) – this is a typical standard laboratory test. 2) Forging of double truncated cones (DTC) on a hydraulic press (Fig. 1b). This is the forging trial which most closely mimics uniaxial compression. The geometry of the preform keeps the deformation close to uniaxial, the hydraulic press can provide strain rates close to constant, though the temperature slightly drops due to the cooling during the process.
3) Forging of DTC on a screw press (Fig. 1c). Here the strain rate is much higher and will vary significantly across the forging, in some regions the temperature rises due to adiabatic heating, but deformation remains essentially simple.
4) Forging disk geometry on a screw press (Fig. 1d) – one of the typical industrial forging processes. The complex geometry provides a wide spectrum of loading histories in the different points of the part.
Table 1. Process parameters for forging trials
# Forging of: Alloy Press type: Geometry of Initial billet: Tinitial, C , s-1 Upsetting, % Post HT
1 DTC ATI 718Plus Hydraulic DTC 80mm dia 64mm height 954 up to 0.2 50% quenching
2 DTC ATI 718Plus Screw DTC 80mm dia 64mm height 954 up to 40 50% quenching
3 Disk In718 Screw Billet 50mm dia 100mm height 970 up to 50 50% quenching
4 Disk In718 Screw Billet 50mm dia 100mm height 970 up to 50 75% quenching
3. Microstructural model
[image:3.544.31.512.517.591.2]Prof. C. Sommitch [10] and the model embedded into the commercial FEM metal forming software, DEFORM [11]. The mentioned models are already calibrated respectively for ATI 718Plus and Inconel 718 alloys [10,11]. It should be noted that while the recrystallisation nature of these alloys is similar, their quantitative behavior is different. Correspondingly, individual constants were used for each model. The detailed description of each model and its calibration can be found in the corresponding sources, here only the principle structure of them is presented in Table 2 (for the sake of convince of comparison, the original notations were changed to more common ones). It should also be noted that neither the experimental nor the modelling part of the study allows the accurate separation of the meta-dynamic and dynamic mechanisms of recrystallisation. Therefore, the recrystallisation model presented in this work describes “effective recrystallisation” (combining both these phenomena), which makes this model easier for industrial applications. The possible influence of static recrystallisation was neglected on the basis of experimental observations and simulation results obtained for the used forging process parameters (see Fig. 4a in “Results and discussion” section).
Table 2. Principle structure of two selected JMAK-type models
DEFORM MODEL [11] SOMMITCH MODEL [10]
1 c 5 . 0 1 , 0 , exp 1 1
c m c a X c 5 . 0 1 , 0 , exp 1 1
c m c c a X2 1 1
0 2 5 .
0 2 3 4exp c
RT Q d
a m m m
RT Q
a m 1
2 5 .
0 4exp
3 2 2
0
3 5 6exp c
RT Q d
a m m
c
RT Q d
a m m
c 3 05 6exp 2
[image:4.544.45.502.475.564.2]As can be observed from Table 2, mathematically these two models are quite similar. Correspondingly, the results of the microstructural prediction of these models for the different geometries, shown in the Fig. 2 are qualitatively similar. The difference in the quantitative results is more a matter of the model calibration, which will be discussed further, than due the structure of the model. This motivates us to discuss the applicability of the total class of the JMAK-type models, rather than any particular one. To avoid the effect of the specific modelling software, both models were simulated in QForm and DEFORM – two commercially available metal forming software packages. Microstructural transformations were simulated in a post-processor regime. The results of the basic metal forming simulations were proved to be correct by matching the metal flow and loading profile with the forging trials.
Fig. 2. The results of microstructural prediction using two different JMAK-type models for the different forging geometries.
4. Results and discussion
some places which are predicted to be partially recrystallised remain completely non-recrystallised in reality. The examples of the microstructures observed in such zones are shown in the lower part of the Fig 3b (see Fig 3b1&b2 and Fig 3c1&c2).
[image:5.544.44.496.180.345.2]It seems that these results are the good base to judge about the applicability of the JMAK models (prediction is wrong – model does not work). However, the situation seems to be more complicated. As was mentioned before, material parameters used in these simulations were adjusted to fit only very simple types of loading and the nature of this calibration is a form of curve fitting. This means that such calibration is neither unique, nor robust. It is also not any proof nor justification of the applicability of such calibration for a wider range of conditions than those used for tuning the model i.e. low strain rate, uniaxial.
Fig. 3. The comparison of the microstructural prediction vs the results of microstructural analysis: a) DTC forged with the hydraulic press, b) DTC forged with the screw press, c) disk forged with the screw press.
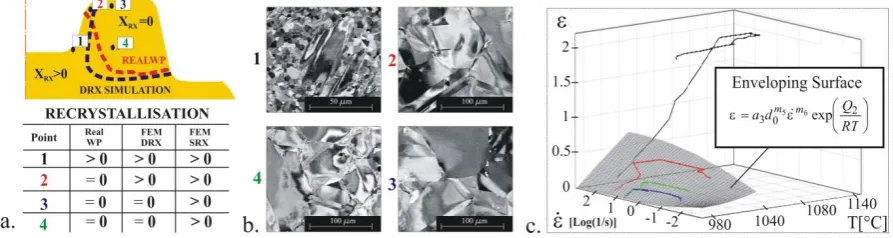
Fig. 4. The scheme of the calibration methodology based on the forging trials suggest.
An alternative method of calibration, based directly on the forging trials, was suggested by Stefani et al [12]. It can be used for both model calibration as well as establishing the limits of applicability for this mathematical model structure. It is easy to see that the condition for the absence of recrystallisation (X=0) brings the equations (1-4) listed in Table 2 to the form shown in Fig. 4c.
[image:5.544.54.501.382.501.2]built trajectories of the points from non-recrystallised region. As an option, to broaden the applicability of the model, the material parameters of Eq. 5 can be adjusted to reflect changes in their values as a function of temperature and strain rate. We can use local approximations (with the local sets of parameters) which are further numerically “stitched” together to obtain a more accurate shape of the defining surface [13].
If the mathematical form of the JMAK model is suitable, the experimentally plotted surface should be smooth in all the points and the trajectories for all “non-recrystallised” points should lie inside it. However, experimental results show that in some cases the trajectory may lie well below the limiting surface, but some percentage of recrystallised grains is still observed (e.g., top contact zone of the DTC in screw press forging). The opposite situation can be observed as well; where the trajectory has crossed the surface, but material remains non-recrystallised (Fig.4). This means that these cases may require as new model formulation.
5. Conclusions
The microstructural modelling of even well-investigated alloys becomes non-trivial when the complexity level of the thermo-mechanical loading approaches the industrial level. Application of the complex mathematical models is computationally costly and technically difficult. Implementation of the simpler phenomenological models looks more promising. Two main factors limiting practical implementation of these models are the unknown area of applicability and poor calibration methodology. As a continuation of previous work, the results obtained on two different geometries, two materials, and different strain rates, have allowed to make more justified conclusions about applicability of already existing JMAK-type models. The investigation conducted has shown that uniaxial laboratory tests are insufficient for the appropriate calibration of the JMAK model. An alternative calibration methodology based on the mathematical representation of the thermo-mechanical history during the forging trials is proposed. This method can as well indicate the cases where the mathematical structure of JMAK-type model fails to describe the process and has to be replaced with a different one.
Acknowledgements
The authors would like to acknowledge support of the Advanced Forming Research Centre Tier 1 members – in particular; Bifrangi, Rolls-Royce and Aubert & Duval who were lead partners for this work. Some of the material in the paper also originates from internally funded AFRC project work.
References
[1] C. T. Sims, A History of Superalloy Metallurgy for Superalloy Metallurgists, Superalloys 1984 (Fifth Int. Symp.). (1984) 399–419. [2] H. Hallberg, Approaches to Modeling of Recrystallization, Metals (Basel). 1, 1 (2011) 16–48.
[3] T. Blesgen, A variational model for dynamic recrystallization based on Cosserat plasticity, Composites Part B. (2016) 1-8.
[4] J.D. Jaeger, D. Solas, O. Fandeur, J-H Schmitt, C. Rey, 3D numerical modelling of dynamic recrystallization under hot working: Application to Inconel718, Materials Science&Engineering A. 646 (2015) 33–44.
[5] M. Zouari, N. Bozzolo, R.E. Loge, Mean field modelling of dynamic and post-dynamic recrystallization during hot deformation of Inconel718 in the absence of δ phase particles, Materials Science&Engineering A. 655 (2016) 408–424.
[6] A. Reshetov, O. Bylya, N. Stefani, M. Rosochowska, P. Blackwell, An Approach To Microstructure Modelling In Nickel Based Superalloys, Superalloys 2016: Proceedings of the 13th International Symposium on Superalloys, TMS. (2016) 531-538.
[7] A. N. Kolmogorov, On the Statistical Theory of the Crystallization of Metals, Bull. Acad. Sci. USSR, Math. Series. 1 (1937) 355–359. [8] Amir Momeni, Seyed Mehdi Abbasi, Maryam Morakabati and Hasan Badri, A comparative study on the hot working behavior of Inconel 718
and ALLVAC 718 Plus, Metallurgical and Materials Transactions A. 48, 3 (2017) 1216–1229.
[9] H. Mirzadeh, A. Najafizadeh, and M. Moazeny, Flow curve analysis of 17-4 PH stainless steel under hot compression test, Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 40, 12 (2009) 2950–2958.
[10] C. Sommitsch, D. Huber, I. S. Fredrik, S. Mitsche, M. Stockinger, and B. Buchmayr, Recrystallization and grain growth in the nickel-based superalloy Allvac 718Plus, Int. J. Mater. Res. 100, 8 (2009) 1088–1098.
[11] DEFORMTM, DEFORMTM V11.0.1 System Documentation, Scientific Forming Technologies Corporation, Ohio, 2014.
[12] N. Stefani, O. Bylya, A. Reshetov, and P. Blackwell, On the Applicability of JMAK-type models in Predicting IN718 Microstrucral Evolutions, Journal of Computer Methods in Material Science. 17, 1 (2017) 58-68.