Rochester Institute of Technology
RIT Scholar Works
Theses
Thesis/Dissertation Collections
5-1-1986
Robotic quick change end effector system
William Craig
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion
in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact
Recommended Citation
ROBOTIC QUICK CHANGE END EFFECTOR SYSTEM
Approved by:
by
William C. Craig
A Thesis Design Project Submitted
in
Pa
rtial Fulfillment
of the
Requirements for the Degree of
MASTER OF SCIENCE
in
Mechanical Engineering
Prof
.
Wayne W. Walter
(Thesis Advisor)
Prof. ________________________________ _
Prof. ________________________________ _
Prof. ____
P._M
__
a_rl_e
_
tk
_
a_r ____________________ _
(DQpartrnent Head)
DEPARTMENT OF MECHANICAL ENGINEERING
Robotic Quick Change End Effector System
A Thesis Design Project
By William C. Craig
I, William C,
Craig, hereby grant permission to the \vallace Memorial
Library, of R.I.T., to reproduce my thesis in whole or in part.
I
do
this with the understanding that any reproduction will not be for
com-mercial use or profit.
Signed:
William
C.
Craig
Date:_~_ _
_
-Abstract
A
quick change end effector(QCEE)
system wasdeveloped
andtested
ona
GMF
modelA-l
robot.The QCEE
allowsfor
the
automaticinterconnection
of
up
to
three
independent
pneumatic channelsfor
gripper actuation.The
QCEE
wasdesigned
for
a maximum payload of15
lb.
and weighsap
proximately
5.4
lbs.
The
system wastested
using
pneumatic grippersfor
pick and place
operations,
andfunctioned
wellin
a simulated manufacTable
of
Contents
List
of
Figures
vi
Acknowledgements
vii1.0
INTRODUCTION
1
1.1
Flexible
Manufacturing
1
1.1.1
Use
ofRobots
in
the
Factory
2
1.1.2
The Use
ofRobots
for
Component
Assembly
2
1.1.3
Project
Background
3
2.0
QCEE
SYSTEM
SPECIFICATION
5
2.1
Problem
Statement
And
Intent.
5
2.2
Alternative
Solutions
Considered.
5
2.2.1
Anthropomorphic End Effectors.
6
2.2.2
Other
General
Purpose End Effectors.
10
2.2.3
Summary
ofAlternatives.
11
2.3
System
Characteristics
12
2.3.1
General
Requirements.
13
2.3.1.1
Positional
Repeatability
13
2.3.1.2
Simplicity
ofOperation.
13
2.3.1.3
Maintainability.
13
2.3.1.4
Light
Weight
14
2.3.1.5
Ease
ofFabrication
andLow
Cost
14
2.3.2
QCEE
System
Constraints.
14
2.3.2.1
Pneumatic
Channels
14
2.3.2.2
Payload
Capacity
14
3.0
QCEE
SYSTEM DESIGN
15
3.1
Arm Interface
22
3.2
Gripper
Interface.
24
3.3
Docking
Yoke
27
3.4
Force
ofAttachment Analysis
29
3.4.1
Gripper Air
Separation
Force
29
4.0
SYSTEM OPERATION
32
4.1
Attachment
Cycle
32
4.2
Detach
Cycle
35
4.3
Working
Prototype Demonstration.
36
5.0
EVALUATION
OF THE SYSTEM
AS
DESIGNED
40
6.0
RECOMMENDATIONS
FOR
FUTURE
WORK
44
REFERENCES
46
List
ofFigures
Figure
1.
Utah/MIT Dextrous
Hand
7
Figure
2.
Clarkson Dextrous
Hand
8
Figure
3.
Hatachi Dextrous
Hand
9
Figure
4.
Soft
Gripper
10
Figure
5.
Phillips Vacuum
Gripper
11
Figure
6.
System Components
16
Figure
7.
Example
Configuration
17
Figure
8.
Engineering
Diagram
1
of4
18
Figure
9
.Engineering
Diagram 2
of4
19
Figure
10.
Engineering
Diagram
3
of4
20
Figure
11.
Engineering
Diagram 4
of4
21
Figure
12.
Arm
Interface
23
Figure
13.
Gripper
Interface
26
Figure
14.
Docking
Yoke
28
Figure
15.
Force
ofAttachment
Analysis
31
Figure
16.
Attachment
Cycle
34
Figure
17.
Throttle
Body
Gripper
38
Figure
18.
Test
Cell
Mock-up
39
Acknowl
edgements
Many
individuals
atRPD
andRIT
werevery
helpful
in
assisting
mein
the
development
andconstruction
ofthe
QCEE
system.I
wouldespecially
like
to
thank
Dr.
Wayne
Walter,
my
advisor onthis
project,
for
his
valuable
assistance
and suggestionsin
the
development
ofthe
QCEE
system and
the
generation ofthis
report.I
am alsovery
gratefulto
Kurt
Hertzog
atRPD for making
availablethe
resources ofhis
department
that
madethis
project possible.In particular,
I
wouldlike
to
thank
Harry
McCourt
andGlen
Snyder
who eachbuilt
a prototype ofthe
QCEE
system
consisting
ofthe
componentsdescribed in
this
section.Both Glen
and
Harry
suggested some excellentdesign
changesthat
improved
the
producibility
ofthe
AI
andGI
.I
would alsolike
to
thank
Leisha
McKay
and
Joe Cocca
who werevery helpful
in
assisting
mein
the
development
1.0
INTRODUCTION
The
desire
to
produce consumer productsthat
areinexpensive
and ofhigh
quality has
become exceedingly
important
to
American
manufacturersin
recent years.
Fierce
competition athome
and abroadhas
promptedthe
once conservative
American
industrial
community
to
implement
newap
proaches
to
mass production.Factory
automationthrough
roboticsis
just
such an approachthat
is
gaining
wide acceptancein
the
American
factory.
The
use of programmable equipmentsignificantly
shortens setup
time
when a new productline
is
established or anexisting
onechanged.
The
flexibility
ofthe
factory
is
enhancedby
this
programmability
.This
paperdeals
withthe
development
of a automaticgripper
changing
systemthat
is
designed
to
extendthe
flexibility
ofindustrial
robots.1.1
Flexible Manufacturing.
A
flexible
automatedmanufacturing
environment
is
one which canbe
adaptedto
meetthe
changing
requirementsof
the
productionfacility.
This
is
in
contrastto
the
hard
automationapproach.
Hard
automation refers tothe
use ofassembly
equipmentthat
is
dedicated
to
perform a specifictask.
The
movement patterns ofded
icated
equipment aredetermined
by
the
mechanical configuration ofthe
machine and cannot
be
altered withoutthe
redesign ofkey
components.The
flexible
manufacturing
environmentis
comprisedprimarily
of computer controlled equipment such as robots
that
canbe
re-programmed asthe
need arises.Using
programmable equipment minimizesthe
amount ofmanufacturing
task.
Minimizing
set-up
time
meansminimizing
cost.The
quick change end effector
(QCEE)
described
in
this
paper allowsthe
robot
to
changeits
end of armtooling
andthereby
shortenset-up
time
when
performing
different
tasks.
1.1.1
Use
ofRobots
in
the
Factory.
The
most common applications ofrobotics
in
the
factory
have
been welding,
spray painting
and pick andplace operations.
When
the
robotis
setup
for
awelding
orspray
painting,
the
most common practiceis
to
use an electrode orspray
nozzle
in
place ofthe traditional
grippertype
end effector.The
robotloses
adegree
offlexibility
when suchhighly
specialized end effectortooling
is
used.It
is
perhaps not practical tofit
machinesdesignated
for
these
functions
with a quick change end effector system such as theone
described
in
this
paper.Arc
welding
requires a greatdeal
ofelectrical current
to
be
delivered
to
the electrode.Designing
a quickchange system that meets
this
requirement would notbe
cost effectivein
most cases.Spray
painting
is
done
in
anisolated
environment.It
is
notlikely
that
otherassembly
functions
wouldoccupy
the
same workcell with painting.
Thus
there
is
no needfor
aQCEE
in
this
context.Pick
and place operationsinclude
palletizing,
machineloading
and unassembly
tasks.
Robots
often support such operationsby
loading
andunloading
dedicated
machinesthat
do
the
actual precision assembly.Robots
arebeing
held back
in
this
areaby
the
lack
of suitable visionsystems and
tactile
sensorsfor
providing
the
properfeedback
to
the
robot
controller.
Technology
in
this
field
is
improving
rapidly
how
ever,
andit
is
only
a matter of time untilthese
obstacles are overcome.
1.1.3
Project
Background.
The
development
work onthis
project wasundertaken
in
early
October,
1983.
The
work wasdone
with the supportof
the
Rochester
Products
Division
(RPD)
ofthe
General
Motors
Corpo
ration.
RPD
had
a needto
automatically
manipulate objects ofvarying
size and shape
in
support oftheir
manufacturing
operations.The
manipulations were
defined
to
be
pick and place operations.It
wasde
termined
that
robotics wouldbe
usedto
perform these pick and placeoperations.
The
basic design
elements ofthe
QCEE
system presentedherein
werefirst
documented
in
midNovember,
1983.
The
initial
design
was roughed outafter
the
alternativesdiscussed
in
2.2
were evaluated.More
recentinformation
has
been
addedto
section2.2
to
bring
it
up
to
date.
Pre
liminary
engineering
drawings
were generated onthe
RPD
computerizeddrafting
systemin
January
andFebruary
of1984.
Following
the
generation of
the
engineering
drawings,
severalRPD
engineers reviewedthe
QCEE
design-.
Some
minordetail
design
changes were madefollowing
the
review and
the
prints were revisedaccordingly.
By
aboutthe
middleof
March,
1984,
the
QCEE
prints were releasedto
the
model shop.
-The RPD
modelshop
started work onthe
prototypein early April
andthe
prototype system was completed
by
the
end ofMay.
During
the
construction of
the
prototype,
suggestions were madeby
the
RPD
tool
builders
to
enhancethe
producibility
ofthe
QCEE.
Some
ofthese
sug
gestions were
incorporated.
The
final
set of prints canbe
found
in
Figure
8
on page18
through
Figure
11
on page21.
During
the
summerof
1984
the
prototype was evaluatedusing
a mockup
of anassembly
cell2.0
QCEE
SYSTEM SPECIFICATION
This
chapterdeals
withthe
specificdesign
criteriathe
QCEE interface
system must satisfy.
The
rationalfor
these
requirements are also presented.
2.1
Problem
Statement And
Intent.
The
QCEE
system wasdeveloped
in
conjunction with
RPD
manufacturing
engineering.The
potential needfor
such a system arose
from
a proposed automatedthrottle
body
testing
cell.
In
the
cell severaltest
stands areto
be
loaded
and unloadedautomatically
by
a single robot.The
machineis
to
handle
severaldifferent
types
ofthrottle
bodies
ofwidely
varying
size and shape.For
the
sake ofsimplicity
andreliability,
different
grippershave been
designed
to
handle
eachtype
ofthrottle
body.
The
problem with thisapproach
is
that
the
operator mustintervene
to changethe
end effectoreach
time
there
is
a changein
the
type ofthrottle
body being
tested.
The
QCEE
interface
systemdescribed
herein
is
intended
to
eliminateoperator
intervention
in
pick and place operations such asthis.
2.2
Alternative Solutions
Considered.
The
obvious alternative solutionto
the
problemis
to
design
a multi-purpose gripper capable ofpicking
up
andorientating
objects ofvarying
size and shape.A
gripper ofthis
specification
is
notimpossible
to
design
and,
in
fact,
many
are currently
underdevelopment
atdifferent
institutions
aroundthe
country.The
most elaborate ofthese
arethe
anthropomorphicgrippers;
anthropomorphic
meaning,
ofcourse,
having
human
shape or characteristics
.2.2.1
Anthropomorphic
End
Effectors.
Recently
a greatdeal
of efforthas
been directed
to the
development
of multi-fingered robothands
withmany
degrees
offreedom.
These
devices
aredesigned
to
mimic thehuman
hand
asclosely
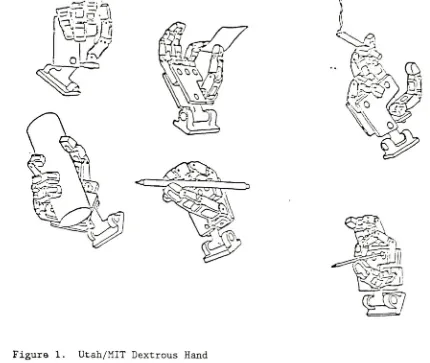
as possible.The
most complex andimpressive disclosure
in
the
field
is
the
Utah/MIT dextrous
hand
(ref.
[1]).
As
canbe
seenin
Figure
1
on page7,
eachfinger
ofthis
dextrous
mechanicalhand has
four
degrees
offreedom
andfour
suchfingers
are attached tothe
palm.Tne
hand
and wrist combinationhave
atotal
of nineteendegrees
offreedom.
The
joints
ofthe
fingers
are actuatedby
polymer'tendons
that
roll over small pulleysalong
the
finger.
The
tendons
are operatedby
a pneumatic systemconsisting
of glass cylinders with graphite pistons.
According
to
the
authors,
the
pneumatic approachis
advantageousin
terms
of speed of operation andlight
weight.Glass
and graphite areFigure
1.
Utah/MIT Dextrous Hand
Other
anthropomorphic robothands have been
proposedby
researchers atThe
University
ofMinnesota,
(ref.[2j),
andthe
Clarkson
College
ofTechnology
(ref.
[3]).
The
Clarkson
dextrous
hand
is
shownin
Figure
2
on page8
These
designs
have
three
andfive
fingers
respectively.
The
three-fingered
hand
has
nine
degrees
offreedom
andthe
five-fingered
hand
has
fifteen
degrees
offreedom.
In
both
casesthe
fingers
are actuatedusing
sheathed cables and servomotors. [image:15.558.81.511.25.388.2]Figure
2.
Clarkson
Dextrous
Hand
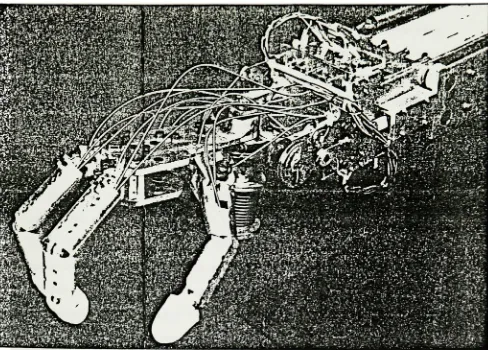
The
Hatachi
corporation(ref.
[4])
uses aninteresting
approachto
activate
it's
three-finger
twelve
joint
hand
shownin
Figure
3
on page9.
Instead
ofusing
servomotors,
the
Hatachi
hand
uses shapememory
alloy
(SMA)
actuators.These
actuators are madefrom
nickel andtitanium
wires
that
are stretchedto
a pre-determinedlength. When
the
SMA
wires [image:16.558.24.537.99.304.2]Figure
3.
Hatachi Dextrous
Hand
Although
the
anthropomorphic gripper shows greatpromise,
researchershave
found
that
the
mechanicaldesign
problemis
much easierto
solvethan
the
computer control problem.To
controlthe
hand
a greatdeal
of on
line
processing
capability
is
required.The
complexity
ofthe
control of
the
hand
increases
rapidly
withthe
number ofdegrees
offreedom.
Researchers
arecurrently
developing
algorithmsthat
are efficient
enoughto
allow on-line control of complex anthropomorphicgrippers.
Some
anthropomorphic gripper control algorithms aredescribed
in
references[5]
and[6].
[image:17.558.39.527.28.378.2]
2.2.2
Other
General
Purpose
End
Effectors.
Other
researchershave
taken
a simplerbut
perhaps more practical approachto
the
design
of ageneral purpose
industrial
gripper.One
should notethat
not allanthropomorphic grippers are
designed
for
the
industrial
environment.The
Utah/MIT dextrous hand
is
being
developed
for
biomedical
applications
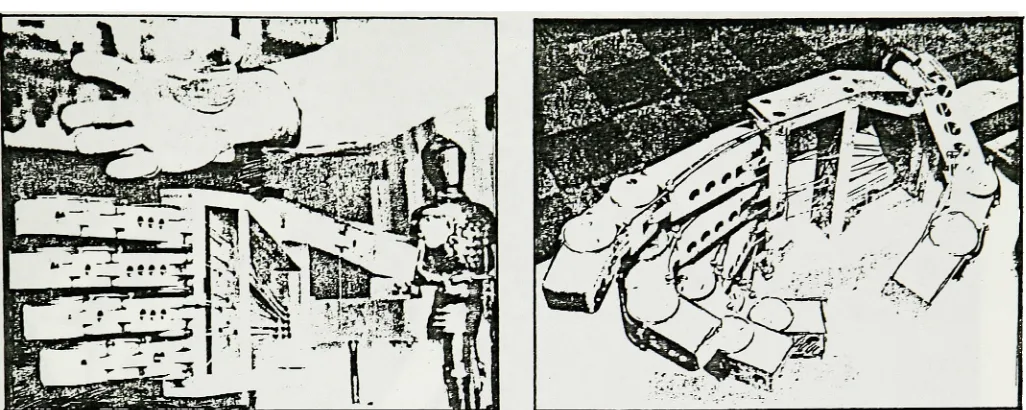
.In
Japan,
a so-called"Soft
Gripper" wasdesigned
anddeveloped
to
softly
andgently
conformto
the
shape(perimeter)
of an object(ref.
[7]).
This
gripper as shownin Figure
4
usesmany joints
andis
almost
snake-like
in
appearance.The
gripperis
cable activated and exerts auniform
force
overthe
surfaceto
whichit
grasps.Although
innovative
in
design,
it
is
unlikely
that
a gripper ofthis
type
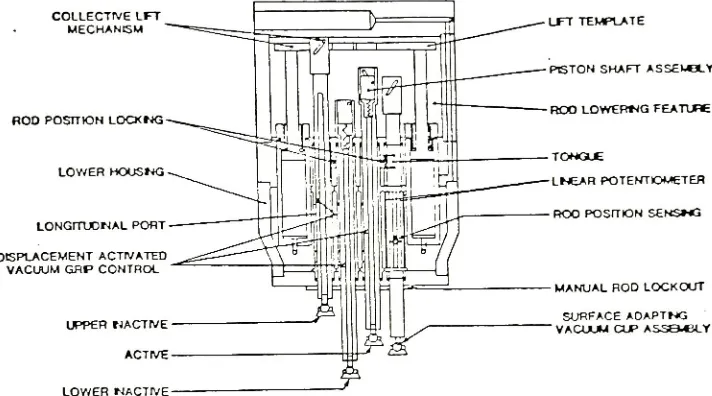
could withstand [image:18.558.118.475.443.595.2]The
general purpose end effectorsdeveloped
by
the
Phillips
corporation(ref.
[8])
use vacuum cups eithersingly
orin
anarray
as canbe
seenin
Figure 5 below.
The
vacuum cups adaptto
the
surface objectbeing
manipulated.
This
approachis
simple andreasonably
effectivebut
the
vacuum cups are prone
to
wear and need a smoothrelatively
flat
surfaceto
adhereto.
The
maximum payload of vacuum grippersis
limited
as well.COLLECTIVE LFT MECHANISM
BOD POSITION LOCKNG
LOWER HOUSNG
LONGrTUOMALPORT
DISPLACEMENT ACTUATED VACUUMGBPCONTROL
UPPER NACTIVE
ACTIVE
LOWERINACTIVE
LFT TEMPLATE
PtSTONSHAFT ASSEMBLY RODLOWERNGFEATURE
TONGUE
LUEARPOTENTIOMETER ROO POSITION SENSG
MANUAL ROD LOCKOUT
SURFACE ADAPTUG VACUUM CUPASSSLY
Figure
5.
Phillips
Vacuum Gripper
2.2.3
Summary
of
Alternatives.
Many
other complexif
nothuman
like
designs
have
been
proposed andin
some casesdeveloped.
Most
have
the
same problem with control of
the
many
degrees
offreedom
suchdesigns
inherently
have.
For
the
proposed application,the
additional complexity
and development costs were not warranted.In
the
repetitivemanufacturing
environment,the
simpledesign
often enhancesreliability
and maintainability.
Such
virtues arehighly
prizedfor
obvious reasons.
Simplicity
was thus animportant
design
objective. [image:19.558.86.442.220.418.2]-2.3
System
Characteristics. During
initial
discussions
with engineersat
RPD
certaindesirable
characteristics ofthe
QCEE
wereidentified.
These
characteristics
weredetermined
by
evaluating
the
proposedap
plications of
the
QCEE
equipped robot.As
mentionedpreviously,
theapplications were
determined
to
be
various pick and place operations.The
QCEE
characteristics arelisted
below
in
two
categories,
generalrequirements and system constraints.
The
general requirements arede
fined
here
to
be
desirable
design
objectives and are notspecifically
quantified.
The
system constraints on the otherhand
are quantified.The
system constraints weredetermined
to
be
critical to ensure thatthe
QCEE
system would performthe
desired
functions.
The
general requirements are asfollows,
in
descending
order of estimated
importance.
1.
Positional
Repeatability
2.
Simplicity
ofOperation
The QCEE
system constraints are asfollows.
1.
15
lb.
minimumload capacity
2.
Provide
atleast
2
independent
pneumatic channelsfor
gripper actuation.
2.3.1
General
Requirements.
The
following
paragraphsdescribe
eachof
the
system requirementslisted
above.2.3.1.1
Positional
Repeatability.
Any
positionaluncertainty
of thegripper with respect
to
the
end ofthe
robot arm adds to the positionaluncertainty
ofthe
machineitself.
For
thisreason,
the
primary design
consideration
for
the
hand
changer was repeatability.2.3.1.2
Simplicity
ofOperation.
The
interface
mustbe
reliablein
the
production environment.
Simple
operation often resultsin
superior reliability.
2.3.1.3
Maintainability.
In
the
productionenvironment,
rapidfault
isolation
and correction are requiredto
maximizethe
on-line availability
ofthe
system.For
the
samereason,
routine preventativemaintenance must
be
accomplishedin
a minimum oftime.
2.3.1.4
Light
Weight.
The
weight ofthe
interface
and gripper mechanism reduces
the
payload ofthe
robot.Therefore,
minimizing
the
weightof
the
QCEE
interface
system was animportant
objective.2.3.1.5
Ease
ofFabrication
andLow
Cost.
Lastly,
some considerationwas given
to
the
design
in
terms ofhow
manufacturable and cost effective
the
product wouldbe
shouldthe
company
decide
to marketit.
2.3.2
QCEE
System
Constraints.
The
following
paragraphsdescribe
each of
the
system constraintslisted in
paragraph2.3
above.The QCEE
must
satisfy
these
constraintsif
it
is
tohave
the
desired
functional
characteristics.
2.3.2.1
Pneumatic Channels.
The
air channels are to provide a meansof actuation
for
the
gripper mechanism or mechanisms attached tothe
interface.
2.3.2.2
Payload
Capacity.
The
payloadcapacity
wasdetermined
by
the
type
of machinethe
gripper wasto
be
used on andthe
range of part sizes3.0
QCEE
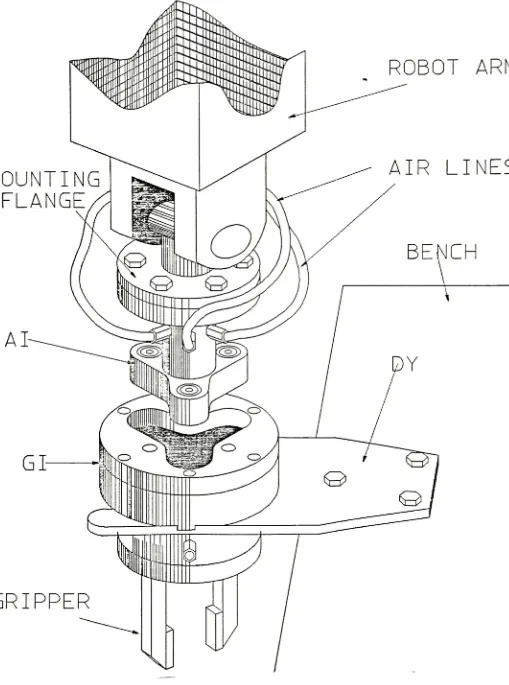
SYSTEM DESIGN
The
QCEE
interface
system wasdesigned
to
meet the objectives outlinedabove.
As
shownin
Figure
6
on page16,
the
assembled mechanism consistsof
basically
three
components:the
arminterface
(AI),
the
gripperinterface
(GI),
andthe
docking
yoke(DY)
.An
example configurationis
presented
in
Figure
7
on page17.
The
engineering
drawings
of allsystem components are presented
in
Figure
8
on page18
throughFigure
11
on page21.
The engineering drawings
were generatedfor
modelshop
use and are not asdetailed
as wouldbe
requiredfor
releaseinto
a
manufacturing
environment.>-+J
o c o Oh B O O
E 01 p in >y tfl
0)
MOU
FLA
GRIPPER
ROBOT
ARM
AIR
LINES
BENCH
Figure
7.
Example
Configuration
[image:25.558.18.527.13.698.2]\
'// b \V
\
i
illL
|
=8it
I !
i\i
\
in
'in
2* <4-l o CN| B <a u 60 CO 60 G H M 0) 0) H 60 c wo
z Vjr|
|
|
2I-* B
S
53f J
f DO_J yicci-- <
|
pm
L_S 1 .|
a
h- " 0. > -rr x O IO Li. OI OCTin lfl-Ll JO LU _.__.; act:* <L) -*U
.0
IIU
9" ,i
12
s^
O i- CEj:
u Q. -J o
jm
Z DS UJOLJ
_J
CD-O
-ou
oo DOW cct/i
UJtL
LJ (/) < CM
JOj
lulu.
z *:>i I
'o3
tst5 5
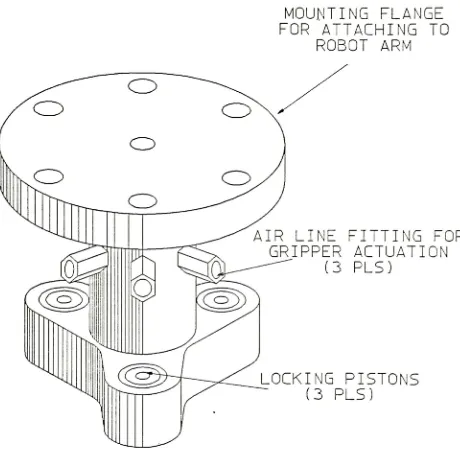
-3.1
Arm
Interface.
The
arminterface
bolts
to
the
end ofthe
robotarm.
The
pneumatic channelsthat
willeventually
be
routedto
the
gripper are
first
terminated
onthe
AI
.The
assembledAI
as shownin
Figure
12
on page23,
was machinedfrom
a4"
diameter
round piece of2024
aluminum.From
the
top
view as shownin
the
engineering
drawing
Figure
9
on page19,
the
AI
appearsto
have
three
"spokes".
At
the endof each of
these
spokesis
apneumatically
activatedpiston,
5/8"
in
diameter,
that
is
usedfor
locking
the
AI
and theGI
together.The
pistons were machined
from
01
steel andthen
hardened
to aRockwell
number of
58-60
onthe
C
scale.They
are sealedin
each cylinderby
2
Viton
0
rings.As
canbe
seenin
the
pistondetail
shownin
Figure
10
on page20,
the
top
surfaceis
conicalin
shape.This
allowsthe
AI
andthe
GI
to
be
selfaligning
with respect to each other as willbe
described
below.
All
three pistons are activatedby
a common airpassage as can
be
seenfrom Figure
9
on page19.
Note
that
three airpassages are provided
for
operation of whatevergripping
mechanismmay
be
attachedto
the
GI
described
below.
The
hole
patternfor
the
mounting
flange
is
not shown asthis
varies withthe
particular machineFigure
12.
Arm
Interface
MOUNTING
FLANGE
FOR
ATTACHING
TO
ROBOT
ARM
LINE
FITTING
FOR
IPPER
ACTUATION
(3
PL5)
LOCKING
PISTONS
(3
PLS)
-23
co
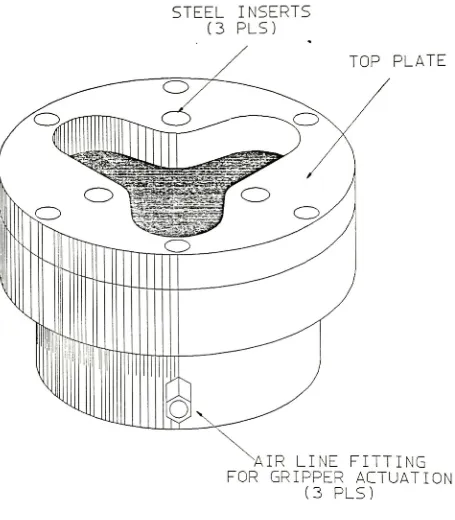
[image:31.558.65.525.73.549.2]3.2
Gripper
Interface.
As
the
namesuggests,
the
gripperinterface
(GI)
adapts
the
gripping
mechanism,
whateverit may
be,
to
be
accessibleto the
AI
.The
assembled
GI is
shown
in Figure
13
on page26.
Pneumatic
connections
for
gripper actuation are madebetween
the
gripping
mechanism and
the
GI
.As
shownin
Figure
9
on page19
through
Figure
11
onpage
21,
the
GI
consists ofthree
maincomponents,
the
body,
thetop
plate andthe
base
plate.The
body
andthe
top
plate are machinedfrom
2024
aluminum andthe
base
is
01
steel.The
selection of2024
aluminumwas
based
onthe
good strengthto
weight ratio ofthe
material,
its
relatively
low
cost,
andthe
ease with whichit
canbe
machined.The
selection of
the
01
steel wasbased
on thefact
thatit
is
acheap
andreadily
availabletool
steel.The
gripperbolts
to
the
bottom
ofthe
GI
body.
Note
that
the
body
has
grooves cutin
it
so thatit
may
be
received
in
the
docking
yoke whichis
described below.
The
top
plateis
attachedto
thebody
ofthe
GI
by
six1/4-20
hex head
screws.Three
01
steelinserts
are pressedinto
the
top
plate.These
inserts
are ofthe
samehardness
asthe
pistonsin
the
AI
.Referring
to thedetail
ofthese
inserts
shownin Figure
10
on page20,
thereis
a concave areathat
receives the convex pistonsdescribed
above.As
the pistons movea suitable surface
for
the
base
ofthe
AI
to
slide against whenthe
twoparts are mating.
The
use of the steelbase
platein
the
GI
also considerably
reducesthe
friction between
the
AI
and theGI
sinceboth
the
static and
dynamic
coefficients offriction
for
steel against aluminumare
considerably
less
than
those
for
aluminum against aluminum.
STEEL
INSERTS
(3
PLS)
TOP
PLATE
AIR
LINE
FITTING
FOR
GRIPPER
ACTUATION
[image:34.558.57.512.52.572.2]3.3
Docking
Yoke.
The
purpose ofthe
docking
yoke(DY)
is
to
providea storage place
for
the
GI
and gripper whenthey
are notin
use.An
isometric
view ofthe
DY
is
shownin Figure
14
on page28.
The
docking
yoke was machined
from
01
steel.The DY
retainsthe
GI
in
avery
specific orientation so
that
it
may be
reattachedto
theAI
when needed.As
canbe
seenin
Figure
11
on page21,
the
DY
is
merely
a twoblade
fork
into
whichthe
GI
is
translated.
The
GI
is
then
releasedinto
anarea which
is
recessed sothat
the
GI
cannot slidealong
the
fork
once placed
there.
The
yokeis
attachedto
a stablebench
or similarfixture
using
the
three
1/2"holes.
Obviously
oneDY is
neededfor
eachgripper used.
-a) y, o >>
60 c H y. o c Q
c
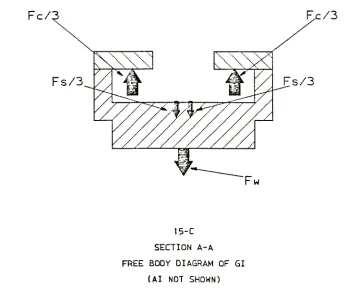
3.4
Force
of
Attachment
Analysis.
The
two
components ofthe
interface
system are
held
together
with aclamping
force,
Fc,
as shownin
Figure
15
on page31.
This
clamping
force
is
givenby
the
following
expression:
Fc
=3
*Pi
* *Ps
Eq(l)
Where
Ps
is
the
supply
pressureto
the
locking
pistonsin psi.,
ris
the
radius ofthe
locking
pistonin
inches,
andPi
is
the usual ratioof
the
circumference of a circleto
its
radius.If
Ps
is
setto
50
psiand r
is
5/16"
then
Fc
wouldbe
46.02
lb.
Given
that
the maximum payloadthe
QCEE
wasdesigned
for
is
15
lb.,
this
clamping
force
is
sufficientto
hold
the
two
components together.Because
of thedesign
ofthe
QCEE,
the
weight of the payloadFw,
as shownin
Figure
15,
subtractsfrom
the
total
clamping
force
available.But
even with the maximum payload of15
lb.
the
clamping
force
would stillbe
better
than
25
lb.
3.4.1
Gripper Air
Separation
Force.
The
channels thatsupply
air tothe
gripperassembly
produce a separationforce between
the
AI
andthe
GI
.This
force
is
equivalentto
the
cross sectional area ofthe
supply
channel multiplied
by
the air pressurein
that particular channel summedover
the
number of active channels.Referring
toFigure
15
on page31
the
force
of separation,Fs,
due
tothese
supply
lines
is
givenby
the
following
expression.
-Fs
=Na
*Ps
*(Pi
*(Da/4)2)
Eq(2)
Supply
airfor
gripperactuation,
Ps
,is
seldom at a pressurehigher
than
20
psi.The
quantity
"Na"is
the
number of pneumatic channelsin
use.
Substituting
in
the
known
quantitiesfor
thediameter
ofthe
airchannel,
Da,
whichincidentally
becomes
the
inner
diameter
ofthe
"0"ring
seals(3/8"),
20
psifor
the
supply
air pressure and3
for
the
number of pneumatic channels
in
use the maximum separationforce
due
to
gripper actuation airis
6.63
lb.
Note
that
this
worst case analysisassumes
that
allthree
air channels arein
use simultaneously.For many
applications
only
a single air channelis
required and the separation15-A
VIEW
OF
AI/GI
ASSEMBLY
WITH
SECTION
PLANES SHOWN
FC/3
FC/3
15-B
SIMPLIFIED
FREE
BODY
DIAGRAM OF
AI
WITH
CLAMPING FORCES
INDICATED
Fc/
Fx/3
15-C
SECTION
A-A
FREE BODY
DIAGRAM
OF
GI
(AI
NOT
SHOWN)
Figure
15.
Force
ofAttachment
Analysis
[image:39.558.93.444.386.679.2]4.0
SYSTEM
OPERATION
The
QCEE
requirestwo
programmed subroutinesfor
each gripperused,
onefor
the
attach cycle andthe
otherfor
the
detach
cycle.Each
routinemust
be
individually
programmed althoughthe
actions arevery
similarand certain portions of
the
basic
routine are replicated.The
following
narratives assume
that
the
docking
yokeis
bolted
firmly
to
a stablefixture.
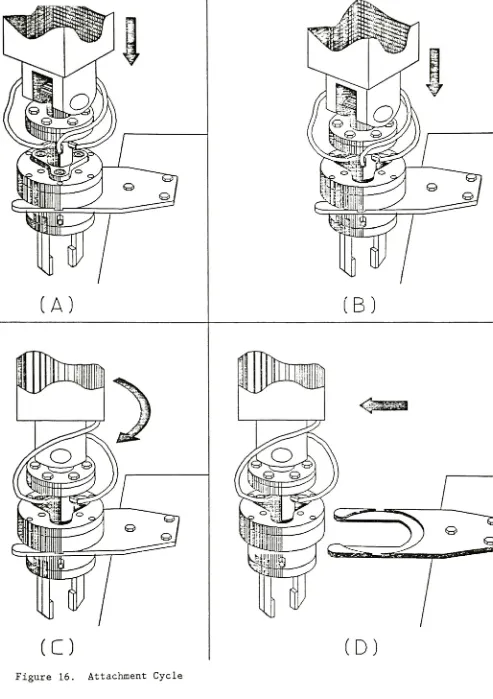
4.1
Attachment
Cycle.
At
the
start ofthe
following
procedureit
is
assumedthat
the
GI
withthe
gripperbolted
to
it
is
residing
in
its
associatedDY.
Refer
toFigure
16
on page34
for
clarification of steps1,
2
and3.
1.
The
AI
is
positioned 2"directly
above theGI
.The
three
"spokes"
of
the
AI
are aligned withthe
cut out region ofthe
same shapein
the
GI
top
plate.The
bottom
ofthe
AI
andthe
top
plate ofthe
GI
are,
ofcourse,
both
parallelto
each other atthis
point.This
3.
Now
the
AI
is
rotatedsixty degrees
untilthe
pistonsin
the
AI
aredirectly
below
the
concave receptaclesin
the
GI
top
plate as shownin
Figure
16
partC.
4.
Air
pressureis
suppliedto
the
pneumatically
operatedlocking
pistons.
The
conicaltop
surfaces ofthe
three
pistons areforced
into
the
concave receptacles ofthe
GI
top
plate.If
the
pistonsand
the
receptacles areslightly
offcenter,
they
will align themselves
in
the
mannerdescribed
in
section3.2
above.5.
The
matedassembly
is
now raised so asto
clear the recessionin
theDY.
6.
The
assembly
is
nowtranslated
out ofthe
DY
keeping
the
notchesin
the
GI
parallelto
the
blades
ofthe
DY
to
avoidjamming.
The
tool
is
nowready
to
use as shownin Figure
16
Part
D.
4.2
Detach
Cycle.
The
following
sequence of steps are validassuming
that
a gripperis
attached.Refer
to
Figure
16
in
reverse orderfor
clarification.
1.
The
slots or notchesin
the
GI
are aligned withthe
blades
ofthe
DY.
2.
The
GI
is
translatedinto
the
DY
untilit
is
directly
abovethe
recessed area.
3.
The
GI
is
nowlowered
into
the
recessed region ofthe
DY
leaving
about a paper
thickness
between
thetop
ofthe
notchin
the
GI
andthe
top
ofthe
recessed area of theDY.
4.
The
pneumatic pressureis
relievedin
the
circuitthat
fires
the
pistons.
During
testing,
the
pistonsusually
would settledown into
the
AI
at this point.On
occasion the pistons wouldstay
in
thehigher
positionbut
this
presented no problem asthey
would"cam"
down
whenthe
AI
was rotated asdescribed
in
thestep below.
5.
The AI
is
now rotatedsixty degrees
untilthe
"spokes"line
up
withtheir
silhouettein
the
GI
top
plate.6.
The
AI
can nowbe
translated upward out ofthe
GI
andis
ready
to
access another
tool.
4.3
Working
Prototype
Demonstration.
A
mockup
automaticassembly
work cell was
demonstrated
atRPD using
the
QCEE
system.Two
different
grippers were used
to
assemble atwo
partthrottle
body
(TB)
unit.Each
gripper was
designed specifically
for
eachTB
part and consisted of anair cylinder which compressed a
thick
rubber cylinderalong
its
longi
tudinal
axiscausing
it
to
expandalong
the
transverse axis as shownin
Figure
17
on page38.
This
rubber cylinder wouldbe
translatedinto
a
large
hole
in
thethrottle
body
component andthen
expanded thuslatching
onto
the part.Notice
that
this
expanding
rubber cylindermust
be
custom madefor
the each component andis
designed
to exploita particular geometric characteristic of the component.
The
input
tothe
cell consists of theTB
components arrangedin
a matrixformat
simulating
a possible parts palletlayout.
Note
that
the
proposedTB
test
cell will requirethat
the
partsbe
delivered
to
the
cell onpallets.
The
pallets willincorporate
some means ofaccurately
locating
the
parts carried thereon.The
test cell system will also provide ameans of
determining
if
a parts pallet was presentbefore
work wouldbegin.
The
systemis
shownschematically
in Figure
18
on page39.
A GMF Model
able
to
actively
participatein
the
implementation
processdue
to
in
surance problems
Rochester
Products
has
with non-employeesworking
in
the
roboticslab.
An
implementation
guide writtenby
Richard
Forman
is
found
in
Appendix
B
.
AIR
CYLINDER
RUBBER
DOUGHNUT
(NOT
COMPRESSED)
RUBBER
DOUGHNUT
[image:46.558.54.511.87.679.2]THROTTLE
BODY
COMPONENTS
GMF
MODEL
A-1
ROBOT
ROBOT
CONTROLLER
^oiio
\a B
THROTTLE
BODY
ASSEMBLIES
GRIPPER
EXCHANGE
STATION
FTiure
18.
Test
Cell
Mock-up
-5.0
EVALUATION
OF
THE SYSTEM AS
DESIGNED
At
the time
that
this
project was startedin
the
fall
of1983
there
wererelatively
few
similardevices
in
existence.GMF
robotics atthat
timeoffered
the
only
commercially
available automatic gripperchanging
product,
the
"Auto
Hand
Changer"or
AHC.
General
Motors
evaluatedthe
AHC
andfound
it
to
be
insufficiently
sturdy
and oflittle
valuein
the
industrial
environment.The AHC
was notvery
versatilein
that
it
couldconnect a maximum of
two
airlines
for
useby
the
gripper mechanism.The
other auto gripperchanging
system thatI
found
in
the
literature
at
that
time
was an experimental onedeveloped
by
the
Intel ledex
In
corporated
(ref.
[9]).
This
system wasdeveloped
with similar objectives
in
mind althoughit
is
somewhatless
robustfor
use on a smallermachine.
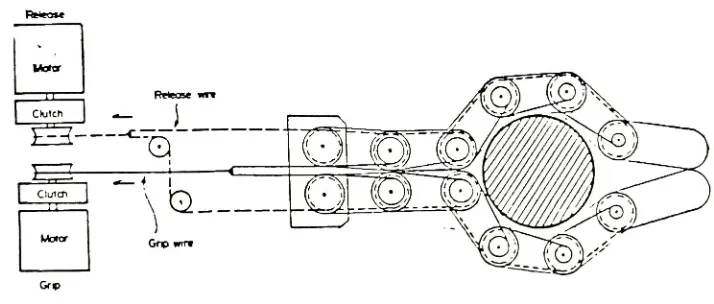
This
design
incorporates
alead
screwfor
attaching
the
maleand
female
components ofthe
interface.
The
lead
screw ofthe
malecomponent,
attachedto
the
robotarm,
screwsinto
athreaded
hole
in
the
female
component attachedto
the
gripper.A
locking
system consisting
of serrated clutch platesis
usedto
keep
the
componentsfrom
adaptor
for
the
robot arm and several end effectors.A
different design
philosophy
was employedhere.
The
systemdoes
not use a general purposegripper
interface.
Rather
the
company
offers aline
ofdedicated
endeffectors
covering
a range of applications.EOA
offers alarge
andsmall version of
the
system.The
large
version canhandle
payloadsup
to
150
lbs
andthe
small oneup
to
25
lbs.
The
locking
systemis
apneumatically
actuated
locking
pin.This
seemsto
be
a welldesigned
system although
its
range of applicationis
limited
by
the
availablegrippers.
At
the
Robots
8
conferencein
April
of1984
an automatic gripperchanging
system was presentedby
J.
M.
Vranish
(ref.
[9])
ofthe
Na
tional
Bureau
ofStandards
(NBS)
.This
systemis
by
far
the
most advanced of
those
disclosed
to
date.
The
systemhas
the
capability
to
connect not
only
electrical and pneumatic channelsbut
high
pressurehydraulic
channels as well.The
method of attachmentincorporates
a camlock-pin
assembly
thatforces
closetolerance
mating
tapers
between
the
arm and gripper
interfaces
together.
According
to
theauthor,
the
de
sign was adapted
from
acommercially
available manual toollocking
system marketed
by
the
Younger-Tool
Company.
The
mating
taper
approachallows
for
a selfaligning
effect similarto
that
ofthe
QCEE
presentedhere.
The
camlocking-pin is
acted onby
a small air powered steel anvilbecause
the
tapershave
atendency
to
stick whenit
comes timeto
pullthem
apart.There
is
a potential problemin
that
the
anvilmay
notgenerate
the
requiredkinetic
energy
to
causethe
tapers
to
come unstuck,
but
Vranish
dispels
any
doubts
with an analysis ofthe
forces
involved.
Of
the
QCEE
designs
reviewed,
this
onehas
the
most positivelocking
mechanism.It
alsohas
the
additionalinherent
quality
of goodrepeatability
.Late
in
1985
a quick change gripper system similarto
that
described
in
this
reportbecame commecially
available.The
productis
the
XChange
(tm)
system whichis
marketedby
theApplied
Robotics
Corporation
ofLatham,
N.
Y.
The
XChange
system allowsfor
the
interconnection
ofup
to
four
pneumatic connections and/orup
to32
electrical connectionsbetween
the
XChange
(tm)
robot adapter andthe
XChange
(tm)
tooling
adapter.
The
robot adapteris
analogousto
the
AI
described
in
thisreport and
the
tooling
adapteris
analogousto
theGI
.The
robot adapterand
the
tooling
adapter areheld
together
by
a mechanicaltoggling
mechanism
that
is
pneumatically
operated anddepends
onthe
presenceof air pressure
to
maintain attachment.Alignment
between
the robotadapter and
the
tooling
adapteris
accomplishedby
taper
pins that mustbe
carefully
alignedbefore
the two components arejoined.
The XChange
system
has
morecapability
than
the
QCEE
systemdescribed in
this reportwhich
is
the result of considerabledevelopment
effort onthe
part ofthe
Applied
Robotics
Corporation.
The
QCEE
systemdescribed
herein
does,
however,
enjoy
the
unique advantage of self alignmentbetween
the
however,
that
there
aremany
real world applicationsthat
would notderive
any benefit
from
the
additionalcomplexity
ofthese
systems.6.0
RECOMMENDATIONS
FOR FUTURE WORK
Considering
the
level
ofactivity
in
the
field
of quick change endeffectors,
it
seemsthat
the
technology
will maturevery
rapidly.Since
I
first
became involved
withthis
projectroughly
two
yearsago,
severaldisclosures
have been
madein
the
field
of quick change end effectors.Of
the
designs
disclosed
it
seemsthat
different
approacheshave
been
taken
to
satisfy
different
requirements.Thus
it
would seemthat
the
best
approachto
the
design
offuture
systems wouldbe
to give someconsideration
to
the
following
constraints.1.
Type
ofmachine(s)
to usethe
QCEE
overits
expectedlife
cycle.2.
Proposed
application environmentsfor
theQCEE
(i.e.
pick andplace,
machineloading,
assembly,
ect.)
Cost
4.
Any
specialfeatures
that
are requiredfor
the
proposed range ofrobot arm and
the
AI
.The
compliancedevice
incorporates
acontinuity
switch
that
detects
relative motionbetween
the
gripper and arm.If
motion
is
detected,
the
robot shutsdown.
Incorporating
complianceinto
the
QCEE
package would reducethe
weight andcomplexity
ofthe
end ofarm
tooling.
Speaking
strictly
in
terms
ofmaximizing
flexibility
in
the
factory,
the
anthropomorphic
gripperdesigns
offerthe
greatest number of possibilities.
As
indicated
in
section4.3,
the
QCEE
still requires specialized gripper
tooling
for
a particular application or range ofapplications.
Before
anthropomorphic grippersbecome
practical,
how
ever,
a gooddeal
of workis
still requiredin
the area of adaptive axiscontrol algorithms
for
the
robot and gripper.Such
algorithms willprocess
data
from
gripper mounted sensors and vision systems and makeon
line
correctionsin
the
position ofthe
gripperfingers
as wellas
the
robot axes.This
type
of adaptive control would representthe
ultimate
in
automationflexibility.
-REFERENCES
[1]
Jacobson,
S.C.; Wood,
W.F.
andBiggers,
K.B.,
"The
Utah/MIT
Dex
trous
Hand
Work
in
Progress,"Proc.
1st
International
Symposium
onRobotics
Research,
1983.
[2]
Capoli,
M.
andShahinpoor,
M.
"Design
andConstruction
of aFive-Fingered Robotic
Hand,"Robotics
Age Feb.
1984,
pp
14-19.
[3]
Lian,
D.;
Peterson,
S.
andDonath,
M.
,"A
threeFingered,
Artic
ulated,
Robotic
Hand,"
proc.
13th
International Symposium
onIndustrial
Robots
andRobots
7,
April
1983,
pp
18-91
to18-101.
[4]
Nakano,
Y.
;
Masakatsu,
F.
andHosada,
Y.
,"Hitachi's
Robot
Hand,"
Robotics
Age,
July,
1984,
pp
18-20.
[7] Hirose,
S.
andUmetani,
Y.
,"The
Development
of aSoft
Gripper
for
the
Veratile Robot
Hand,"Mechanism
andMachine
Theory,
1978,
vol.13,
pp
351-359.
[6]
Telia,
R. ;
Birk,
J.R.
andKelly, R.B.,
"General
Purpose
Hands
for
Bin-Picking
Robots,"IEEE
Transactions
onSystems,
Man
andCybernetics,
vol.
SMC-12,
No.
6,
November/December
1982,
pp
828-837.
[8]
Wright
A.
J.
,End
Effector
Technology
andProgrammed
Automatic
Exchange,"
proc.
13th
International
Symposium
onIndustrial Robots
andRobots
7,
April
1983,
pp
18-1
to
18-13.
[9]
Vranish,
J.
M.,
"'Quick
Change'System
for
Robots,"Proc.
Robots
8
conference,
April
1984,
pp
17-74
to17-97.
2
Robot Specifications
GMF
Model A-1
Manufacturer
Classification
Price Range
Drive Type
Load
Capacity
Repeatability
Reach
GMF Robotics
Corporation
Northfield Hills Corporate
Center
5600
New
King
Street
Troy,
Ml 48098
(313)
641-4100
Controlled Path
(Point-to-Point)
$34,400
Base
Price
Electric DC Servo
20/33/66 lbs.
(Depends
onWrist
Selected)
0.002
in.
37 in.
Standard
43 in.
Optional
2
Robot
Specifications
Work
Envelope
GMF A-1
1 WristA
/Wristmountingfacecentei
Specifications
Positioning
Performance
Repeatability
0.002
in.
Manipulator
Drive Type
Electric DC Servo
Load
Capacity
20/33/66 lbs.
(Depends
on wristselected)
Configuration
Cylindrical
Coordinate
System
World
(Cylindrical);
Tool
(Cartesian);
othersDegrees
ofFreedom
3
to
5 Axes
Gripper
Actuation
Pneumatic,
Electric,
etc.Controller
Type
Minicomputer (System
R,
Model
C)
Programming
Methods
Teach Pendant
andCRT;
Operator's
Panel
(option)
Memory
Capacity
_
300
to
6000 Points
External Storage
Bubble Cassette
(option)
I/O Interfaces
21 in/22
outCable
Length
16
ft.
Standard
Floor Space
andApproximate
Net Weight
Manipulator
Environment
32
to
113
F
20
to
90% Relative
Humidity
Special
Notes/Options
System R Model C
controlleris
capableofdirecting
5
axessimultaneously
6 in/6
outinterfaces
are on wristOptions
Bubble
cassettememory
storageSensor interface
Software
(e.g.,
palletize,
straight
line
motion, easy
programroutines)
Automatic
gripper changerWrist
and gripper selectionGMF
robots manufactured
in Japan
Appendix
B.
Implementation Guide
TITLE:
Rochester Products Quick Change
End
Effector
DATE:
August
13,
1984
REPORTED
BY:
Richard D.
Forman
Co-op
Student
University
of
Pennsylvania
APPROVED
BY:
Kurt
Hertzog,
Supervisor
Abstract
Evaluate
and
test the
Rochester
Products'QCEE
(
Quick Change
End
Effector)
using
a
General
Motors-Fanuc
robot
model
A-l.
An
innovative
design
for the
QCEE
allows
the
robot
to
quickly
change
the
tool
that
it
is
using.
Conclusions
The
QCEE
allowsa
robot
that
once
performedonly
oneoperation,
e.g.
gripping
or
driving,
to
performmultiple
tasks.
It
would
reducedowntime
and
retooling
costs
whenrobot
breakdowns
occuror
altering
processes.
By
standardizing the
connections,
allrobots
usedin
one
area
or
in
allof
General
Motors
could
have
interchangeable
tools.
The
conceptof
the
QCEE
is
revolutionary
andhas
many
applications
beyond
those
presentedin
this
report.The Rochester
Products
design
is
ahigh
quality
implementation
and rivalsthose
units
currently
onthe
market.
Its
one
shortcoming,
to
be
discussed
later,
is
unnoticeable
when usedwith
a
majority
of
the
tools
currently
available
for
robots.
Introduction
The
QCEE
was
designed
by
Bill
Craig
as
a
masters
thesis
for
a
degree
in
mechanical
engineering
from
Rochester
Institute
of
Technology.
It is
composed
of
one
male
and
one
or
more
female
components.
The
male
endis
permanently
attached
to
the
robot
arm,
and
the
female
ends are attachedto
various
tools
that
are
intended
to
be
used.
The
male
is
composed ofthree
lobes
spacedat
intervals
of60 degrees.
Each lobe has
a
pneumatic pistonthat
is
usedto
lock
the
male
andfemale
parts
together.
The
pistons
aretriggered
by
a
common
airline
and
canbe
activated eithermanually
orby
robot
service
codes.
Currently,
only three
other
pneumaticlines
aretransmitted
through
the
QCEE to
the
tool.
A
future development
will allowelectrical power
to
be
transmitted
as
wellas
facilitating
visionsystems
or
sensorsignals.<