i
ABSTRACT
ii
ABSTRAK
iii
DEDICATION
iv
ACKNOWLEDGEMENT
v
TABLE OF CONTENT
Abstract i
Abstrak ii
Dedication iii
Acknowledgement iv
Table of Content v
List of Tables vii
List of Figures ix
List of Abbreviations x
1.0 INTRODUCTION 1
1.1 Background of study 1
1.2 Problem Statement 2
1.3 Objectives 2
1.4 Scope 3
1.5 Report outline 3
2.0 LITERATURE REVIEW 4
2.1 Introduction 4
2.2 FMEA 4
2.2.1 Purpose of FMEA 4
2.2.2 History of FMEA 5
2.2.3 Types of FMEA 6
2.2.3.1 Design FMEA 6
2.2.3.2 Process FMEA 7
2.2.3.3 System FMEA 7
2.2.3.4 Service FMEA 8
2.2.3.5 Software FMEA 8
2.2.4 Timing 8
2.2.5 Benefits of FMEA 10
vi
2.2.6.1 Severity 12
2.2.6.2 Occurrences 13
2.2.6.3 Detection 14
2.2.7 Inputs, Outputs and Other Quality Tools Related 15
2.2.7.1 Input to FMEA 15
2.2.7.2 Output from FMEA 15
2.2.7.3 Other Quality Tools related to FMEA 16
2.3 Design FMEA 17
2.4 Statistical Process Control 19
2.4.1 The basic tools for SPC 21
24.2 The benefits of SPC 22
2.4.3 Real benefits of SPC in organizations 22
2.5 Process Capability 23
2.5.1 Concept of Cpk 25
2.5.2 Relative of capability 26
2.6 DMAIC 27
2.6.1 Define 28
2.6.2 Measure 28
2.6.3 Analyze 29
2.6.4 Improve 29
2.6.5 Control 29
2.7 Conclusions 30
3.0 METHODOLOGY 31
3.1 Introduction 31
3.2 Phase I (Conceptual phase) 33
3. 2 Phase II (Implementation) 34
3.2.2 DMAIC Methodology 35
3.2.3 Define 36
3.2.4 Measure 36
3.2.5 Analyze 36
3.2.6 Improve 36
vii
3.3 Phase III (Conclusion) 37
4.0 COMPANY BACKGROUND 38
4.1 Organization Profile 38
4.2 Company Policy 39
4.3 Company Details Profile 40
4.4 Vision and mission 40
4.6 Company MOTTO 41
5.0 RESULTS & DISCUSSION 42
5.1 Group of FMEA 42
5.2 Define (DMAIC) 43
5.3 Measure (DMAIC) 44
5.3.1 Generate RPN number 44
5.3.2 Dimension each part 47
5.4 Analyze (DMAIC) 48
5.4.1 Analyze each dimension 48
5.4.2 Revised RPN Number 49
5.4.3 Cpk vs. Occurrences 50
5.5 Improve (DMAIC) 53
5.5.1 Result Correlation between Cpk and Occurrences 53 5.5.2 Status of correlation between Cpk and Occurrences. 54
5.6 Control (DMAIC) 56
6.0 CONCLUSION 57
REFERENCES 58
APPENDICES
A Gantt chart PSM 1 B Gantt char PSM 11
C Group FMEA
viii
LIST OF TABLES
2.1 Table of severity in FMEA 12
2.2 Table of Occurrence in FMEA 13
2.3 Table of Detection in FMEA 14
2.4 SPC definition 20
5.1 Table of Define a Car Jack problem 43
5.2 Table of 1st FMEA 45
5.3 Table of dimension 47
5.4 Table result of SPC software 48
5.5 Table of revised RPN number 49
5.6 Occurrences status 50
5.7 Rating of Occurrences 51
5.8 Correlation between Cpk and Occurrences 52
5.9 New ranking of Occurrences 53
5.10 Status of correlation between Cpk and Occurrences 54
ix
LIST OF FIGURES
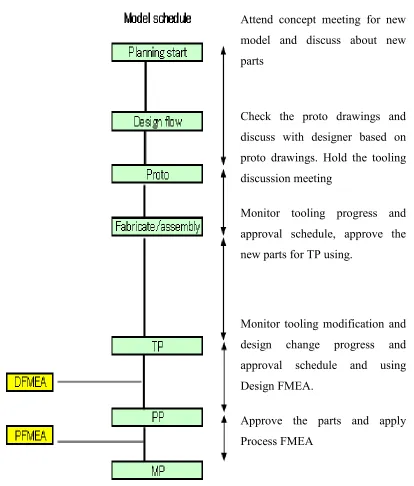
2.1 Design development stages 9
2.2 Sources at CCBG from Roger Lee 27
3.1 Research methodology 32
3.2 Research methodology (Phase I) 33
3.3 Research methodology (Phase II) 34
3.4 DMAIC methodology 35
3.5 Research methodology (Phase III) 37
x
LIST OF ABBREVIATIONS
Cpk - Process Capability
DFMEA - Design Failure Mode Effects Analysis
DMAIC - Define, Measure, Analyze, Improve, and Control FMEA - Failure Mode Effects Analysis
MP - Mass Production
PFMEA - Process Failure Mode Effects Analysis
PP - Pre Production
TP - Test Production
MSD - Madetill (M) Sdn.Bhd
Dim - Dimension
SD - Standard Deviation
USL - Upper Specification Limit LSL - Lower Specification Limit Spec - Specification
RPN - Risk Priority Number C&E - Cause and effect diagram SPC - Statistical Process Control
1
CHAPTER 1
INTRODUCTION
1.1
Background of study
FMEA is stands for Failure Mode Effects Analysis which the methodology of FMEA
was used to identify the potential failure of a system and its effects. And it also used to
assess the failures to determine actions that would eliminate the change of occurrences.
Normally in industries, FMEA is applied during the initial stage of designing process
development. In FMEA there are many types of FMEA.
Hence, this study will be focused on Design FMEA which analyse on failures in current
design (performance, functional, design) and detection of the failure which concentrate
on dimensional items of the products for automotive industries. Meanwhile, process
capability is an ideal process as well as target for production. In the quality system,
Process Capability (Cpk) is the important key performance indexes (KPI) to ensure
process producing a good product follow the customer specification. DMAIC define as
(Define, Measure, Analyse, Improve, Control) will be used to integrated Design FMEA
and Process Capability (Cpk) in this study as well as a system to enhance product
2
1.2
Problem Statement
Nowadays, in design process, it is difficult to identify which part of dimension that is
important and not important. The important dimension normally knows as critical
dimension because it can give effect for function user and cause failure to the product
performance. Critical dimension decide by customer but there are no standard method to
determine the critical dimension. Besides that, there was no study initial stage on that. In
each product, there are many dimensions in one part. So each part must be checked
based on part drawing. This is wasting of time and high cost for labor because there are
a lot of dimensions and some of the dimensions are not important to check. In this case,
it is difficult to decide the important dimension because there was no standard flow to
determine the parameter. During industrial study in FMEA studies, there is no standard
approach to link between FMEA and process control.
1.3
Objectives
To describe more details about this study, the objective was stated here to give a more
comprehension to the problem statement. Basically, in this part, the objective will
clearly define that purpose to shown the framework and explains what to do next. An
objective of this study is:
i) To find correlation between DFMEA and Process Capability
ii) To develop a framework of continuous quality improvement (CQI) for
relationship between DFMEA and Process Capability
3
1.4 Scope
This study will thoroughly focus on correlation between Design FMEA and Process
Capability analysis for dimensional only which selected during new model development.
The dimension of part is very crucial since it will affect assembly process and product
performance. In this research, a manufacturing company will be selected to implement
this project which this company will supply products or part to automotive assembly
industries. DMAIC methodologies will be use as a guideline in this research. DMAIC
define as (Define, Measure, Analyse, Improve, and Control).
1.5 Report Outline
Chapter 1: Introduction
• This chapter briefly explained the background of the project study, the objective
that want to achieved, the problem statement and finally whole project through
Gantt chart.
Chapter 2: Literature Review
• This chapter was collection of research information that relate to the study from
any trusted resources.
Chapter 3: Research Methodology
• This chapter explains the structure on how project was done.
Chapter 4: Background Company
4
CHAPTER 2
LITERATURE REVIEW
2.1
Introduction
This chapter part was specifying the review of source and history related information
about FMEA. Generally, literature review is a critical analysis segment which sources
from books, journal, article, reports and major on the knowledge related with summary,
and comparison of research studies, reviews of literature and theoretical articles. It also
will explain about methods and tools of DFMEA which generally used in various fields
and the related theory in this research.
2.2
FMEA
2.2.1 Purpose of FMEA
The acronym FMEA, for readers who are less familiar, stands for Failure Modes,
Causes, and Effects. FMEA is a systematic analysis of potential failure modes aimed at
preventing failures. FMEA can be described as a tool for evaluating potential failures
and the related causes and resultant effects in a six sigma process. This is intended to be
a preventative action process carried out before implementing new or changes in
5
yield, quality and reliability. FMEA is used to prioritize potential failures, in order of
their severity, and attempts to minimize, if not totally eliminate, the probability of such
failures happening.
In industry, have a lot of reasons why the organization wish to use FMEA. There are
companies that use FMEA selectively to sort out a specific problem. Then there are
companies with vision who wish to use FMEA more as a preventive measure to forestall
likely failures. Some manufacturing companies opt for FMEA more as a company
policy to constantly monitor and ward off or lessen failure potential.
Tay and Lim (2006) explained that according to Chrysler Corporation et al. (1995),
FMEA can be described as a systemized group of activities intended to recognize and to
evaluate the potential failures of a product/process and its effects. Besides, FMEA
identifies actions which can eliminate or reduce the chances of potential failures from
recurring. It also helps users to identify the key design or process characteristics that
require special controls for manufacturing, and to highlight areas for improvement in
characteristic control or performance (Ireson et al., 1995).
2.2.2 History of FMEA
FMEA was developed in the United States Military. Military Procedure MIL-P-1629,
titled Procedures for Performing a Failure Mode, Effects and Criticality Analysis, in
November 9, 1949. At that time it was used as a reliability evaluation technique to
determine the effect of system and equipment failures. The failures were classified
according to their impact on mission success and personnel or equipment safety. Yang,
Lin, Lin and Huang (2006) explained that in 1977, Ford Motor Company announced the
operation standards of FMEA for promotion and application in the education manual
(Ford, 1988), which was adopted by other motor companies one after another and
6
In addition to FMEA implemented inside a company, suppliers were asked to conduct
design and process FMEA for the parts they supplied. In 1985, International Electronic
Commission (IEC) published FMEA standards for system reliability. IEC812 is the
modified FMEA operational procedures based on MIL-STD-1629A expounding FMEA
for electronic, mechanical and hydraulic equipment or parts. Besides, it also mentioned
the applicability of FMEA to software and personnel reliability analyses. The failure risk
evaluation method in the education manual of Ford Motor Company is the most
traditional and has been generally adopted by all walks of life currently. The data of risk
priority number (RPN) are based on risk assessment. The multiplied risk factor indices
refer to Severity (S), the outcome of a failure, Occurrence (O), the chance of a failure
and Detection (D), the chance of a failure is not detected by customers or the difficulty
level of detection (Tables I-III). A scale of ten-points is served to be a comparison table
for the level and grade of these three factors. RPN is the outcome of multiplying
occurrence, detection and severity and can be represented as Formula 1. For the decision
factor number of RPN, different decision factors and grades judgment principles can be
formulated in accordance with FMEA applications.
2.2.3 Types of FMEA
There are several types of FMEA; some are used much more often than others. The
types of FMEA are design, process, service, system and software. Process and design
7
2.2.3.1 Design or FMEA
Design FMEA is used to analyze products before they are released to production. It is
focuses on potential failure modes of products caused by design deficiencies. It is also
helping to identify potential safety concerns so products design can be identified to
eliminate the concerns.
2.2.3.2 Process of FMEA
Which is used for manufacturing and assembly processes. Process FMEA is focused on
problems from how the equipment is manufactured, maintained or operated. Process
Failure Mode and Effects Analysis (PFMEA) is a method to assess production processes
weaknesses and potential effects of process failure on the product being produced.
Process FMEA emphasizes the importance of actions that can be taken to eliminate or
reduce the potential causes leading to the process failures. However, it has been
observed that manufacturing engineers are too occupied with how to make things work
and thus fail to consider the potential pitfalls. Thus, it is imperative that Process FMEA
is conducted throughout the process and should be revised whenever a change has been
made to it. Process FMEA ensures that the manufactured products are met with the
engineered product specifications and that the process defects do not result in product
safety problems in the field.
2.2.3.3 System of FMEA
Which is used for global systems, System FMEA looks for potential problems and
bottlenecks in larger processes, such as entire production lines. A system FMEA usually
is accomplished through a series of steps to include conceptual design, detail design,
development, test and evaluation. The design in this phase is an evolutionary process
involving the application of various technologies and methods to produce an effective
8
this stage is to transform an operational need into a description of system performance
parameters and as perfect as possible system configuration through the use of an
interactive process of functional analysis, synthesis, optimization, design, test, and
evaluation
2.2.3.4 Service FMEA
This is used for services industry. The importance of actions that can be taken to
eliminate reduce the potential causes leading to the service failures or. The field of
service includes bank, hospital, and supermarket and so on.
2.2.3.5 Software FMEA
Failure mode and effects analysis (FMEA) software is used to track trends, generate
statistics such as mean time between failures (MTBF), and determine the root causes of
field failures (usually for products covered by a manufacturer’s warranty).
2.2.4 Timing
Initially, the FMEA should be performed while in the design stage, but it also may be
used throughout the life cycle of a product to identify possible failures as the system
ages. Failure mode and effect analyses may vary in the level of detail reported,
depending upon the detail needed and the availability of information. Normally In
9
Attend concept meeting for new
model and discuss about new
parts
Check the proto drawings and
discuss with designer based on
proto drawings. Hold the tooling
discussion meeting
Monitor tooling progress and
approval schedule, approve the
new parts for TP using.
Monitor tooling modification and
design change progress and
approval schedule and using
Design FMEA.
Approve the parts and apply
[image:21.612.135.549.100.586.2]Process FMEA
10
2.2.5 Benefits of FMEA
The FMEA programmer offers a wide range of benefit for the organization which
implemented it. The several benefits that can be described are:
i. Minimizes late changes and associated cost since FMEA is been carried out
during design stage.
ii. Identifies failure modes which will have significant impact
iii. Identifies the causes of failures and minimizes them
iv. Helps in redesigning to reduce the effect of failures
v. Improve product reliability, maintainability and availability of the system
vi. Increases customer satisfaction
vii. Prioritize product / process deficiencies for improvement
viii. Emphasizes problem prevention
ix. Providing information of:
• Maintainability analysis
• Safety analysis
• Survivability
• Vulnerability
• Logistic support analysis
• Maintenance plan analysis
• Risk analysis
11
2.2.6 FMEA RPN
Risk Priority Number (RPN) is a measure used when assessing risk to help identify
critical failure modes associated with your design or process. The RPN values range
from 1 (absolute best) to 1000 (absolute worst). The FMEA RPN is commonly used in
the automotive industry and it is somewhat similar to the criticality numbers used in
Mil-Std-1629A. Risk priority numbers (RPN) for the parameters are calculated by
12
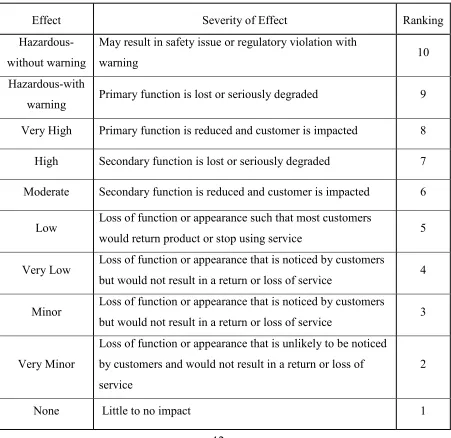
2.2.6.1 Severity
Severity is the factor that represents the seriousness or impact of the failure to the
customer or to a subsequent process. Severity of failure relates to process failure effects
and is independent of occurrence and detection.Severity of a failure effect is therefore
the same for all failure causes. Severity should be considered as though no controls are
[image:24.612.109.560.271.709.2]in place.
Table 2.1: Table of severity in FMEA
Effect Severity of Effect Ranking
Hazardous-without warning
May result in safety issue or regulatory violation with
warning 10
Hazardous-with
warning Primary function is lost or seriously degraded 9
Very High Primary function is reduced and customer is impacted 8
High Secondary function is lost or seriously degraded 7
Moderate Secondary function is reduced and customer is impacted 6
Low Loss of function or appearance such that most customers
would return product or stop using service 5
Very Low Loss of function or appearance that is noticed by customers
but would not result in a return or loss of service 4
Minor Loss of function or appearance that is noticed by customers
but would not result in a return or loss of service 3
Very Minor
Loss of function or appearance that is unlikely to be noticed
by customers and would not result in a return or loss of
service
2