Rochester Institute of Technology
RIT Scholar Works
Theses
Thesis/Dissertation Collections
6-1-1979
A study of the effect of coating variations on tone
reproduction in the Association Products Plate
Mark Woodhouse
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion
in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact
Recommended Citation
A
STUDY
OF
THE
EFFECT
OF
COATING
VARIATIONS
ON
TONE
REPRODUCTION
IN
THE
ASSOCIATION
PRODUCTS
PLATE
by
Mark
Woodhouse
A
thesis
submittedin
partialfulfillment
ofthe
requirementsfor
the
degree
ofMaster
ofScience
in
the
School
ofPrinting
in the College
ofGraphic Arts
andPhotography
ofthe
Rochester
Institute
ofTechnology
June,
1979
School of Printing
Rochester Institute of Technology
Rochester, New York
CERTIFICATE OF APPROVAL
MASTER1S
THESIS
This is to Certify that the Master1s Thesis of
Mark Woodhouse
with a major in printing technology
has been approved by the Thesis Committee as
satisfactory for the thesis requirement for the
Master of Science degree at the convocation of
June,
1979
Thesis Committee:
Julius Silver
~TTh~e~s~;~s~A~d~v~i-s-o-r---Julius Silver
Graduate Advisor
n
ACKNOWLEDGEMENTS
I
wouldlike
to
thank
Dr.
Julius
Silver
for
his
time
and
patience,
as well asProfessors
Dan
Levine
andBekir
Arpag
ofthe
School
ofPrinting
for
their
helpful
adviceand
the
use oftheir
laboratory
facilities
andmy
wifeDiane
whose assistancein
helping
me achievethis
goalis
1 1 1
TABLE
OF
CONTENTS
LIST
OF
TABLES
vLIST
OF
FIGURES
viABSTRACT
vii
CHAPTER
I
1
INTRODUCTION
1
Footnotes
for
Chapter
I
6
CHAPTER
II
7
THEORETICAL
BASIS
AND
HYPOTHESIS
7
Screenless
Lithography:
Pro
andCon
7
Theories
ofImaging
Systems
9
Fundamentals
ofthe
Association
Products
Plate
.16
Hypothesis
20
Footnotes
for
Chapter
II
21
CHAPTER
III
22
METHODOLOGY
22
Plate
Preparation
andMaterials
22
Footnotes
for
Chapter
III
25
CHAPTER
IV
26
RESULTS
26
Testing
ofPlates
Without
Prime
Coating
26
Solubilization
31
Prime
Coat
Ink
Receptivity
31
Prime
Coat
Variation
32
Varying Top
Coat
36
CHAPTER
V
38
SUMMARY
AND
CONCLUSIONS
38
. V
CHAPTER
VI
43
RECOMMENDATIONS
FOR
FURTHER
WORK
43
LIST
OF
TABLES
Table
1
-Behavior
of unprimed plate.Top
coating
viscosity
160
cps28
Table
2
-Behavior
of unprimed plate.Top
coating
viscosity
90
cps28
Table
3
-Behavior
of unprimed plate.Top
coating
viscosity
90
cps29
Table
4
-Behavior
of unprimed plate.Top
coating
viscosity
60
cps29
Table
5
-Behavior
of primed plates.Prime
coating
concentrations
5%
and2%
34
Table
6
-Behavior
of primed plates.
Prime
coating
concentration
1%
35
Table
7
-Behavior
of primed plates.
Prime
coating
concentration
%%
35
Table
8
-Behavior
of primed plates.Top
coating
LIST
OF
FIGURES
vi
Figure
1
-Mechanism
ofBitumen
onGrained
Stone
....11
Figure
2
-Pobbaravsky
andPearson's
Mechanism
for
Negative
Working
Grained
Plates
13
Figure
3
-Pobbaravsky
andPearson's
Mechanism
for
Positive
Working
Grained
Plates
14
Figure
4
-Solubilization30
Figure
5
-Relative
Ink
Receptivity
ofPrime
Coatings
VI 1
ABSTRACT
The
halftone
processis
so much a part ofprinting
today
that
it
is
oftenhard
for
printersto
conceive ofthe
notion ofreproducing
animage
without a screen.Before
the
idea
ofbreaking
up
animage
into
smalldots
camealong
however,
printing
wasbeing
done
withlithographic
methodswhich produced excellent results and
the
main concern ofthe
theorist
andtechnician
washow
to
produce a more consistent,
higher-quality,
continuoustone
image.
Perhaps
it
is
unfortunatethat
the
advent ofthe
halftone
processdistracted
thought
from
this
areato
such alarge
degree,
since
it
wasn't untilthe
early
1950's,
acentury
afterthe
first
photo-1 i
thographi
c prints were made with
bitumen
on stone
that
interest
became
centered once again onthe
possibilities of
creating
continuoustone
images
using
conventional commercial equipment.
This
revivedinterest
in
"screenless"
methods of
reproduction gave rise
to
many
processes which employedconcentional offset
lithographic
equipmentto
produce continuous
tone
images.
While
some variation was presentin
the
approach of each ofthese
processes,
their
fundamental
principles were
closely
aligned with conventionallitho
VI 1 1
accepted
that
the
mechanism ofimage
formation
in
these
plates
had
to
do
withthe
grain structure ofthe
substratebeing
used.While
excellent results were achievable withthese
plates,
they
exhibited alack
ofconsistency
and atouchiness
in
the
area of exposure which madethem
unsuitable
for
adoptionin
commercial use on morethan
alimited
basi
s .In
1969
the
Association
Products
Plate
wasintroduced.
This
plate was unusualin
that
it
seemedto
be
based
in
prin^ciple more on
the
collotype processthan
on conventionallithography;
that
is,
it
depended
morefully
onthe
light
sensitive material
being
usedthan
onthe
substrate.This
plate
too,
exhibitedlack
ofconsistency
and exposure problems
whichlimited
its
adoption.Unlike
the
so called"random
dot"processes mentioned
above,
the
image
forming
mechanism of
the
Association
Products
Plate
has
notbeen
satisfactorily
defined.
In
choosing
to
study
the
Association
Products
Plate
from
the
standpoint ofcoating
variationsit
washoped
to
arrive at a
demonstrable
relationship
between
the
coatingsand subsequent
tone
reproduction , suchthat,
asthe
coatingsmoved
from
the
influence
ofthe
plategrain,
tone
reproduction
should exhibit greaterconsistency
andpredictability.
This,
it
washoped,
would establishthe
coatingsthemselves
as
the
primary
imaging
agents,
pointing
the
way
to
further
CHAPTER
I
INTRODUCTION
Credit
for
the
concept which gavebirth
to
further
developments
in
the
area of screenlesspointing
generally
goes
to
Nicephore
Niepce
who created a permanent photographusing
bitumen
developed
in
oil oflavender
on glass orlitho
stone.
The
print was madeby
atransfer
method.Lemercier
followed
Niepce's
methods andusing
agrained stone created a series of
true
lithographic
prints.Alphonse
Poitevin
substitutedbichromate
gelatin on stonefor
the
bitumen
and producedvery
satisfactory
images.
Between
1841
and1860
several workers experimentedwith mixtures of
bichromate
withgelatin,
glue andalbumin as
light
sensitive coatings on paper andlithographic
stones.Their
worklaid the
basis
for
gravure
printing,
photo-engraving
and photolithography.
Exactly
what eachinvented
and whenit
is
hard to determine
sincethey
kept their
discoveries
secret and sometimesdidn't disclose them
untilseveral years
later.
Poitevin
andFox
Talbot
aregenerally
credited withproducing
photolithographicimages
on stoneusing bichromated
gelatin and gluein
1855.
Lemercier,
who worked withPoitevin is
thought
to have
originatedthe
wellknown
bichromated
albuminprocess.
James
andOsborne
producedphotolithographic
transfers
about1859.
They
coated paper withbichro
mated gelatin and
glue,
made contact printsfrom
negatives,
inked theexposed coating
anddeveloped
the
printsin
water.confused,
but
it
canbe
seenthat
it
wasduring
this
periodthat
the
foundations
for
photolithographicprinting
werelaid
andthe
potentialities
of screenlessprinting
werefirst
realized.At
the
sametime
experimental work wasbeing
done
withthe
idea
ofscreening
aprint,
starting
with
the
work ofFox
Talbot
in
1852
andleading
to
glasshalftone
screens which reached a peak ofdevelopment
in
the
work of
Max
Levy
in
1896.
The
greaterpredictability
andreliability
ofthe
half
tone
process madeit
adesirable
method andit
is
not surprising
that
the
only
processthat
survived as a screenlessprocess was
Poitevin's
collotype.Particularly
in
the
areaof art
reproduction,
the
quality
oftone,
detail
andhue
reproduction which collotype offers
is
virtually
unattainable
by
any
other process, andfor
that
reasonit
is
stillin
usetoday.
Unfortunately
collotypeis
possessed of certain
inherent
deficiencies,
such astedium
in
the
area ofexposure and camera
work,
unpredictability
through
a runand a short run
capability
that
makeit
impractical
for
allbut
certain esotericjobs.
The
fact
that
such anunwieldy
process
has
survived at all serves as sometestament
to
the
attractive nature of screenless printing.
What
caused a revival ofinterest
in
screenless processes
in
this
century
wasthe
need ofthe
Army
to
reproof resolution not
satisfactorily
obtainable withhalftone
methods.
Concurrent
withthis
need camethe
introduction
of positive
diazos
and photopolymers.Not
long
afterWorld War
II,
when positivediazos
were
imported
to the
U.S.
from
Germany,
severalresearchers noticed
the
long
scalethat these
coatings could produce and work was started
by
the
Army Map
Service,
GATF,
and several commercialplants
using
ENCO,
Silverlith
andHarris
positiveplates
among
others.The shop
whichI
have
managedsince
1942
wascontinuously
requiredto
reproduceaerial photographs and other
intelligence
picturescalling
for
greatdetail.
It
used allkinds
of continuoustone
methods:gelatin,
photopolymers,
and positive
diazos. 4
Many
screenless processes arose aroundthe
middle ofthe
century
due
to
this
renewedinterest.
Aquatone
andits
offshoot
Optak
werereasonably
successful processesbased
on
the
collotypeprinciple,
but
in
orderto
achieve consistent results and
longer
runsit
wasnecessary
to
incor
porate a
very
fine
line
screen(400
lines)
into
the
processA
number of processesdeveloped
afterSumner
Williams'introduction
of a positiveworking
diazo
platein
the
early
1960's.
Stone
Tone,
Progressive
Color's
Spectaprint,
Alitho's
Conkrome,
Case
Hoyt's
Random
Grain
andPulman's
Finetone
allappeared,
having
in
common a randomdot
pattern created
by
the
grain ofthe
platein
conjunctionwith
the
light
sensitive coating.Good
resultshave
been
achieved with
these
plates,
but
generally
complaints ofinconsistency
during
a run and narrow exposurelatitude
acceptance.
In
the
late
1960's
Union
Carbide
andDr.
Julius
Silver
introduced
the
Association
Products
Plate.
Association
products
is
the
name givento
agroup
of polymers whichcombine with each other
in
a manner otherthan
chemicalbonding
andthe
polymersin
the
Association
Products
platecoating
belong
to
this
group.Negative
working
and singlephase,
this
plate seemedto
rely,
in
theo'ry,
less
onthe
random
graining
ofthe
plate and more on some as yet unidentified
mechanism.Not
muchin
the
way
of research anddevelopment
beyond
initial
testing
wasdone
withthis
plate,
nor
have
the
randomdot
processesfared
particularly
well.Occasionally
something
is
heard
from
Case
Hoyt
regarding
commercial use of a random
dot
process and mostrecently,
Pulman's
"Fine
Tone"process
using
Howson
Algraphy
Alympic
Gold
Plates
was usedto
printthe
1977
Photography
Yearbook
in
England.
Use
ofthese
platesis
usually
followed
by
astatement
to
the
effectthat
general commercialavailability
is
to
resultpending
development
offurther
controls.It
is
significantthat
Pulman's
found
it
worthwhileto
explorethe
possibility
of screenlesslithography
in
along
runsituation.
It
is
precisely
in
this
area,
fine
photographicreproduction,
as well asin
the
area offine
art reproduction
that
the
possibilities of screenlessprinting
are mostThe
probleminvolved
in
the
study
of screenless processes arises
from
the
wholly
theoretical
nature ofthe
body
ofknowledge
surrounding
the
basic
mechanics oftheir
imaging
systems.Certain
explanations aretaken
astrue
in
certain
situations,
but
in
every
casethese
explanationsare
highly
speculative.In
choosing
to
study
the
Association
Products
Plate
it
is
hoped
that
a greaterinsight
into
the
mechanics ofimage
formation
canbe
gained.Since
this
plateis
quitedifferent
from
the
positiveworking,
randomdot
plates,
andsince no
theory
for
its
behavior
has
been
assatisfactorily
put
forth
ashave
the
theories
for
those
platesit
providesa unique medium
for
research,
being
unhamperedby
too
many
pre-concei ved and
potentially
limiting
ideas.
For
this
reason a
study
ofits
workings can provide valuableinfor
mation which relates
to
the
behavior
of allprinting
platesand processes.
We
are at a pointin
time
in
whichthe
limi
tations
ofthe
halftone
process arebecoming
more evidentand
the
thrust
is
toward
methods such as electrostatic andink
jet
printing
which can eliminatecostly,
tedious
andimage
altering
extra steps,including
platesthemselves.
Screenless
lithography
canbe
a part ofthis
forward
thrust
and
can,
if
pursued,
yieldinvaluable
data
regarding
the
FOOTNOTES
FOR
CHAPTER
I
R.
J.
Lefebvre,
"Continuous
Tone
Lithography,"Penrose
Annual,
The
Process
Yearbook,
Vol.
60
(1967),
pp.
246-250.
2
Charles
W.
Gamble,
Modern
II 1
ustrationProcesses
(London:
Pitman
andSons,
1950),
pp.186.-187.
3
1
b
i
d
.CHAPTER
II
THEORETICAL
BASIS
AND
HYPOTHESIS
Screenless
Lithography:
Pro
andCon
In
orderto
understandthe
appeal of screenlesslitho
graphy
it
is
necessary
to
examineits
distinguishing
characteristics and
the
advantagesit
displays
in
certainapplications as opposed
to
the
conventionalhalftone
method.Perhaps
its
mostnoteworthy
characteristichas
to
do
withresolution.
In
ahalftone
systemthe
image
is
broken
up
into
a network ofdots
anddetail
is
necessarily
lost
to
some
degree.
The
degree
ofdetail
loss
is
less
asthe
screen
ruling
becomes
finer.
In
the
screenlessprocesses,
while
there
is
a visible random pattern createdin
many
cases,
it
is
comparablein
detail
to
avery,
very
fine
screen,
often asfine
as1200
lines.
(For
the
Sumner
Williams
positiveworking
plate.)
This
makesit
especially
attractive
to
serious photographers who are concerned witha
high
fidelity
reproduction oftheir
work,
publishers andanyone
for
whom ahigh
degree
ofdetail
reproductionis
important.
there
is
no screento
createthe
pattern.Also,
sincethere
is
no screenthe
phenomenon of mid-tonejump
cannotoccur.
This
is
a conditionin
which a radical changein
tonal
values occurs atthe
point at whichthe
corners ofthe
dots
join
to
form
the
fifty
percentdot.
These
fea
tures,
as well asthe
fact
that
manipulation of screenangles and
dot
valuesbecomes
unnecessary,
simplifiesthe
mechanics of color separation.
Finally,
from
apurely
mechanicalstandpoint,
ascreenless process offers
the
advantage offewer
steps andmaterials
than
ahalftone
system andthe
inclusion
of oneless
image
distorting
oraltering
medium,
namely
the
screen,
between
the
original andthe
reproduction.What
has
kept
the
screenless processesfrom
becoming
widely
accepted onany
large
scaleis
the
fact
that
they
possess certain
disadvantages
that
atthis
point outweightheir
good points.Chief
among
the
problemsis
inconsis
tency.
Whether
collotype,
diazo
or photopolymer,the
complaint
is
alwaysheard
that
the
plates arehard
to
controlduring
the
course of arun,
giving
widetonal
variationsand
exhibiting
apredictability
far
short ofhalftones
rununder
identical
conditions.Another
problemis
the
precision requiredin
the
negative and plate
making
areas.Exposures
are critical asmight
be
expected whendealing
with a medium with such aand camera work must
be
preciseto
allowthe
correct com pression oftones.
This
detracts
somewhatfrom
the
advantage screenless offers
in
eliminating
extrahandling
involved
in
screening.Also
connectedto
the
resolving
characteristics ofthese
plates are register problems which occurin
processwork.
Slight
deviations
are more noticeablethan
in
halftone
work withthe
same subject.Obviously
a greaterknowledge
ofthe
workings andcharacteristics of
these
processesis
neededbefore
they
arefeasi
bl
e asf
ul1
alternativesto
the
halftone
system.Theories
ofImaging
Systems
In
orderto
understand screenlesslithography
morecompletely,
it
is
necessary
to
explore whatis
known
aboutthe
workings ofthe
various screenless processes.Basi
cally
they
canbe
seento
depend
to
onedegree
or another on one oftwo
mechanisms.The
first
type
depends
for
its
image
formation
onthe
grain of
the
surfaceto
whichthe
light
sensitive materialhas
been
applied.In
its
mostfundamental
form
this
particular
mechanismis
exemplifiedby
a non-photographicprocess,
conventionallithography.
It has already been
statedin
connection withlithography
that
aline drawn
upon a grained surface ofthe
stoneis
notcontinuous,
for
the
10
In
relatedphotolithographic
methodsvarying
pressureis
replacedby
varying
degrees
oflight
which reachthe
printing
surfaceduring
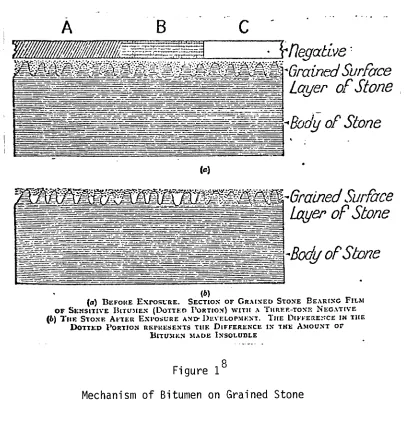
exposure.This
is
the
mechanismat work
in
creating
picturesby
means ofbitumen
on grainedstone.
A
light
sensitivecoating
is
appliedto
a grainedsurface and exposed under a continuous
tone
negative asseen
in
Figure
1.
A
representsthe
mid-tone,
C
the
mosttransparent
andB
the
most opaque region ofthe
negative.On
exposureto
light
for
a given period oftime,
the
greatest amount of
light
willhave
passedthrough
C,
less
through
A
and stillless
through
B.
This
meansthat
the
mostbitumen
willhave
been
changed under areaC,
less
underA
and
the
least
underB.
In
development
the
unchanged areasdissolve
away
leaving
the
insoluble,
changedbitumen
behind.
The
less
exposed areas comeaway
morereadily,
the
morefully
changedcoating
adheresto
the
grained surface creating
alarger
ink
receptive area andthe
necessary
tonal
differentiation
is
achieved.The
effecthere
then
is
similarto
that
ofthe
half
tone
in
that
variableink
receptive areas arecreated,
grouped
by
the
action oflight,
the
difference
being
that,
since
the
areasdepend
onthe
grain ofthe
platesubstrate,
the
groupings are muchless
regular and muchfiner
than
with11
~v/leoativi
e
A
B
C
gjj|
Z^?/1
of
Stone
'Body
of
Stone
()
WmSKKBrGratned
'Surface
Layer
of
Stone
[a)
Before Exposure. Section of Grained Stone Bearing Film of Sensitive Bitumen (Dotteo Portion) with a Thref.-tone Negative(6)
The Stone After Exposure and-Development. TheDifference in theDotted Portion represents the Difference in the Amount of
Bitumen made Insoluble
Figure 1
Mechanism
ofBitumen
onGrained Stone
Irving
Pobbaravsky
andMilton
Pearson
in
their
study
ofimage
mechanismsin
screenlesslithography.
They
concentrated
on positiveworking,
diazo
coated plates andtheir
conclusion was
that
like
conventionallithography
andbitumen
on grainedstone,
the
creation ofthe
image
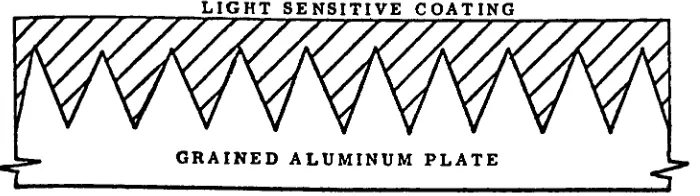
was a [image:21.565.64.468.94.518.2]12
The
ability
ofthe
plateto
produceink
receptivespots
varying in
areais due
to the
pointby
pointsensitivity
distribution
acrossthe
surface ofthe
plate.
This sensitivity
distribution
is in
turn
due
to the
coating
thickness distribution formed
by
the
peak andvalley
topography
ofthe
grainedaluminum plate.
This
method ofimage
formation
has
been
the
basis
ofmany
ofthe
screenless processes usedtoday
andthe
explanations outlined
here
have
been
generally
accepted asaccurate appraisals of
the
mechanisms at work.This
theory
also offers an explanation as
to
why
most screenless systemsperform
best
as positiveworking
systems.As
canbe
seenby
Figures
2
and3,
a negativeworking
systemleaves
oleophilic areas
only
onthe
peaks ofthe
grain wherethey
are
easily
wornaway
while a positiveworking
systemleaves
oleophilic areas
deposited
in
valleys wherethey
are muchmore stable and
free
from
the
effects of abrasion.The
second method ofachieving
continuoustone
reproduction
has
to
do
withcreating
areas whichselectively
accept
varying
thicknesses
ofink.
Under
certain conditions an exposedbichromated
gelatin
film
willtake
on a crinkled surface andthe
crinkle willvary
withthe
intensity
ofthe
tone.
Certain
parts will rise and othersfall...
the ink
bearing
area willvary throughout the
,Q
tones
andthe necessary
condition willbe fulfilled.
This
is
the
basis
ofimage
formation
in
the
collotypeprocess
according
to
popularconcensus,
the
gelatincoating
changing
physically
into
a network or "reticulation" of13
LIGHT SENSITIVE COATING
Figure4c. Grainedaluminumplate withlightsensitive coating.
INSOLUBILIZED COATING
Figure4d. Each thirdoftheplatehas beengivenan
increasing
amount ofexposurestarting fromthe
left.
Sincethis is a negativeworking coating,Increasing
exposure causesthe coating tobe insolubilizedatdeeperand deeper levels. Insolubilized coating isshownby
crosshatching. S ince the righthandside oftheplatehasreceivedthemostexposure, itshowsthegreatestdepthofinsdlubilizedcoating. Thecoatingin the grain valleyshas beenunaffected
by
exposure andis thereforesoluble in the processingsolutions.INK RECEPTIVE SPOTS
KrW
vvv
[image:23.565.86.436.77.175.2]L_
GRAIN ED ALUMINUM PLATEFigure 4e. This is theplate afterprocessing.
Only
the insolubilized coating thathasbeenanchoredtothealuminum surfacewill remainafter processing.Thisanchoringprocess will occur mostquicklyatthetopsofthepeaks where the coating is thinnest. Thereforea small amount of plateexposurewill produce insolubilizedcoatingonthepeaksoftheplategrain. Asexposure is increased,
anchoring
takesplaceatdeeper levelstherby
increasing
thearea oftheinsolubilizedcoatingatthepeak. Since this coating is ink receptive,rit will print
Aspotof
Ink;
thesize ofthisspotisrelatedto theamount of plate exposure andtheslope oftheplategrain.Figure 2
11
Pobbaravsky
andPearson's Mechanism
[image:23.565.85.440.416.615.2]14
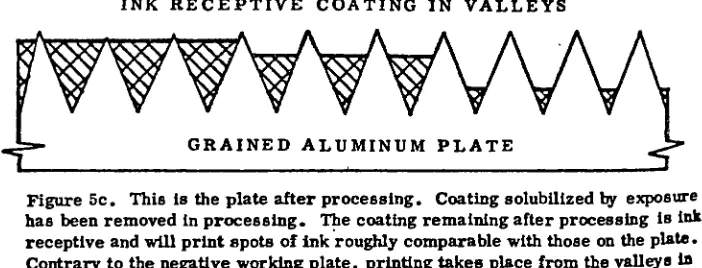
POSITIVE WORKING
COATINGFigure 5a. This isa positiveworking coatingon a grained aluminum plate. Beforeexposurethiscoatingis insolublein theprocessingsolutions.
[image:24.565.74.441.83.450.2]SOLUBILIZED
COATINGFigure 5b. Each thirdoftheplatehas beengiven an
increasing
amount of exposurestartingfromtheleft. Since this is a positiveworking coating,increasing
exposure causescoating tobemade soluble atdeeperanddeeper levels. The coating in thevalleys(crosshatching)
thathas beenunaffectedby
exposureis stillinsoluble in the processingsolution. Sincethe right handside oftheplatehasreceivedthemostexposure, Itshowsthegreatestdepthof solubilized coating.
INK RECEPTIVE COATING IN VALLEYS
Figure5c. This is theplateafter processing.
Coating
solubilizedby
exposure has beenremovedinprocessing. The coating remainingafterprocessing isink receptive and will print spotsofink roughlycomparable withthoseontheplate.Contrary
tothenegativeworking plate, printing takesplacefromthevalleysla a positive plate.Furthermore,
thegreatest exposure producesthesmallestInk receptiveareas ontheplate.Figure 3
12
[image:24.565.79.430.442.576.2]15
speculation
but
little
concretedata.
The
reticulationeffect
is
referredto
as "graining"in
many
places andis
thus
aligned somewhat withthe
halftone
or randomdot
processes.
P.
C.
Smethurst
has
offeredthe
most completestudy
ofthe
subject although stillfar
from
conclusive.He
dwells
atlength
onthe
reticulation phenomenon andhas
devised
a means ofmeasuring
the
thickness
ofthe
gelatinlayer
after whichthe
"average
width of reticulationfrom
valley
to
valley
is
found
by
use of a projection microscopeand a count of
the
reticulations over a standardlength
in
13
the
projected plane."While
this
is
usefulin
determining
a
relationship
between
reticulation andtone
reproduction,
what
is
left
unresolvedis
the
question ofthe
primacy
ofreticulation as
the
imaging
agent.Agreement
on collotypeplates goes
only
sofar
asto
say
that
reticulationis
necessary
for
stabi1 i
ty
in
printing,
notfor
the
continuoustone
effectitself.
Ease
ofPrinting
demands
the
formation
of a welldefined
reticulation,
though
its
absencedoes
notmean
the
plate cannotbe
printedfrom
-far
from
it;
nordoes
this
meanthe
grain mustbe
coarse.-^While
reticulation provides an answer whicheasily
conforms
to
common conceptions oftone
reproducing
mechanisms,
it
does
not seemto
tell
the
wholestory
in
this
case.There
appearsto
be
some unknown mechanism at work whichcauses a variable
ink
receptivity
and a moretruly
contin16
In
the
Association
Products
Plate
a similar mechanismseems
to
be
at work.The
behavior
ofthe
plate seemsto
point
to
a variableink
receptivity
and a surfacecoating
change which
links
it
moreclosely
to
collotypethan
to
any
other process.
This
is
partly
evidencedby
the
fact
that
two
phase,
randomdot
plates work wellonly
as positiveworking
plates as wehave
seen,
whilethe
Association
Pro
ducts
Plate
works quite well as a negativeworking
plate,
implying
that
the
grainis
ofsecondary
importance
in
image
formation.
No
fully
satisfactory
theory
has
been
putforth,
however,
as explanationfor
the
behavior
ofthis
plate.Fundamentals
ofthe
Association
Products
Plate
The
Association
Products
Plate,
simply
explained,
consists of a
coating
ofpoly
(ethylene
oxide)
and phenolicresin on an aluminum substrate.
Upon
exposureto
ultraviolet
light
this
coating
canbe
madeto
changefrom
hydro-phi
1
ic
to
ol eophi1 i
c.Association Products
-very
often possess properties which are peculiarto the
polymer combinations andnot
distinct
in
the
individual
polymers.When
suchAssociation Products
are photosensitive per se orcapable of
becoming
photosensitiveby
means of aphoto-initiator
then
we can produce materials of usein
printing
applications.15
This
provides afundamental
explanationfor
the
working
of
the
plate.As
exposureincreases,
sotoo
does
ink
recep
17
to
vary
from
pointto
point upon exposureto
a continuoustone
negativein
so selective a manner asto
be
ableto
render a continuous
tone
print?At
the
time
ofthe
creationof
the
plate atheory
was offeredby
Dr.
J.
L.
Silver
to
the
effectthat
the
coating
wasbeing
hardened
in
proportionto
the
amount oflight
it
receivedin
such a sensitive andselective
way
that
water wasbeing
acceptedto
a greaterdegree
in
the
less
exposed areas and thus*less
ink
wasreceived
in
those
areas.Water
andink
weretherefore
being
accepted and rejectedin
varying
degrees
throughout
the
tonal
values andthis
subtle variationfrom
pointto
point1 C accounted
for
the
observable continuoustone
effect.This
explanationfavors
variableink
receptivity
asthe
dominant
mechanism.It
is
interesting
to
notehere
that
in
the
initial
testing
ofthe
plate,
done
by
Berkowitz
Press
it
was statedthat:
Furthermore, they
did
nothave
a greattendency
to
set offin the
picture areas sincetones
carried a muchthinner
film
ofink.
Halftone
systemscarry the
samethickness
ofink film in
alltonal
values.17
This
alsoimplies
that
variableink
film
thickness
is
a characteristic of
the
Association
Products
Plate
althoughno supportive results or evidence are offered.
If
variableink
film
thickness
does
play
a major rolein
the
processthen
precisely
whatis
at workto
causethis
variation?In
18
different
degrees
creating
avarying
transfer
ofink.
He
concluded
that
the
degree
of emul sif
ication
present was notsufficient
to
producethe
gradation oftone
anddensity
exhibited
by
the
plate.There
aretheoretically
several waysin
whichthe
image
canbe
formed,
each of whichindividually
orin
combination
withanother,
mightbe
the
primary
factor.
A
mechanism similar
to
the
randomdot
process couldbe
atwork,
forming
ink
receptive areas ofvarying
size.This
type
of effecthas
been
hypothesized
at varioustimes
asdepending
onthe
grain ofthe
plate,
the
grain structure ofthe
negative usedto
exposethe
plate,
the
coarseness ofthe
ink
pigment orthe
structure ofthe
plate coatingsthemselves.
This
type
of mechanism couldbe
at workinde
pendently
orin
combination with a variableink
receptivity.The
probleminvolved
in
studying
the
Association
Pro
ducts
Plate
has
to
do
withrecognizing
the
degree
of contribution
ofdifferent
factors
to
tone
reproduction.While
we are able
to
say
in
general whatthe
fundamental
principles of
the
plateare,
definition
ofits
uniquely
sensitivebehavior
remainshighly
speculative.In
the
study
which setforth
the
peak andvalley
theory
for
image
formation
in
the
positiveworking
diazo
platesIrving
Pobbaravsky
andMilton
Pearson
eliminated grain of19
formation
for
those
plates.They
determined
that
the
continuous
tone
effect couldbe
achieved withoutthe
use ofa
grainy
negative and alsothat
the
image
appeared as continuous
tone
before
the
plate wasinked.
While
neither ofthese
has
been
eliminatedcompletely
as afactor
in
the
image
mechanism ofthe
Association
Products
Plate,
it
seemsthat
more profitable exploration wouldlie
in
the
direction
of
the
coatingsthemselves.
In
the
randomdot
processesthe
grain ofthe
plate,
while
forming
the
image,
could also give riseto
much ofthe
inherent
inconsistency
ofthe
plate,
due
to
wear,
grainvariation
from
plateto
plate andvarying
acceptance ofcoatings.
The
Association
Products
Plate
has
been
seento
work
best
onSumner
Williams
ST
aluminum,
afact
whichsupports
the
notionthat
the
grain ofthe
substrate playssome role
in
the
performance ofthe
plate.What
needsto
be
determined
is
whether we aredealing
with a mechanismdependent
solely
onthe
behavior
ofthe
coatingsthemselves
or with a mechanism
dependent
for
its
efficacy
on a combination
offactors.
Essential
to
this
approachis
an analysisof
the
behavior
ofthe
plate undervarying
coating
conditionsToward
this
end,
this
study
has
attemptedto
showthe
effect of
coating
variation onthe
printing
characteristicsof
the
Association
Products
Plate.
It
washoped
to
estab20
agents
Hypothesis
As
primecoating
concentrations areincreased
andthe
plate moves
further
from
the
influence
ofthe
grain,
a21
FOOTNOTES
FOR
CHAPTER
II
5
LeFebvre,
1
oc. cit.Stuart
P.
Berkowitz,
Continuous
Tone
Plate
Analysis,
Report
ofBerkowitz
Press,
Elizabeth,
New
Jersey,
April,
1968
(Elizabeth,
New
Jersey:
Berkowitz
Press,
1968),
p.6.
Gamble,
loc.
cit.8Ibid.
, pp.243-244.
g
Irving
Pobbaravsky
andMilton
Pearson,
"Study
ofScreenless
Lithography,"TAGA
Proceedings
(1967),
pp.249-262.
10
Gamble,
1
oc. cit.Pobbaravsky
andPearson,
loc
. cit.12Ibid.
13
P.
C.
Smethurst,
"The
Technical
Background
ofthe
Collotype
Process,"The
Photographic
Journal
92B
(July/
August,
1952):
117.
14
Gamble,
ojp_. cit. , p.213.
15
J.
L.
Silver,
"Photosensitive
Association
Products,"TAGA
Proceedings
(1969),
p.141.
1 c
J.
L.
Silver,
"Printing
Plate
Compositions,"Canadian
Patent
749,895
(1967).
22
CHAPTER
III
METHODOLOGY
Plate
Preparation
andMaterials
In
orderto
study
the
Association
Products
Plate
it
was
necessary
to
makethe
coating
solution andto
coat andsensitize
the
platesin
the
laboratory
using
aformulation
and procedures provided
by
Dr.
J.
L.
Silver.
The
originalAssociation
Products
Plate
usedSumner
Williams
ST
aluminum as
the
substrate.This
materialis
nolonger
availableso a common
brush
grained aluminum was substituted.To
test
the
basic
hypothesis
it
wasnecessary
to
coateach set of plates with a
different
thickness
of coating.While
the
actualthickness
of eachcoating
was notmeasured,
coatings were prepared
in
such a manner asto
create athickness
variationfrom
batch
to
batch.
"By increasing
the
solids,
the
viscosity
ofthe
solutionincreases
propor-1
8
tionally
andthicker
layers
areproduced."
This
methodof approach
is
further
verifiedby
Herbert
Leedy
who statesthat
"an
increase
in
viscosity
will retardthe
flow
rate ofthe
solution and resultin
a proportionalincrease
in
coat23
at various viscosities varied
thicknesses
ofcoating
wereproduced.
To
keep
the
coatingsproportionally
constantit
wasnecessary
to
vary
only
the
viscosity,
keeping
allother
factors
constant.Viscosity
variation was achievedby
increasing
the
amount of solventin
the
formulations.
The
amount of solvent addeddiffered
from
batch
to
batch
of
coating
due
to
the
nature ofthe
blending
methodused,
so
that
solvent was added andviscosity
readings weretaken
for
eachbatch
untilthe
desired
viscosity
wasachieved.
Coatings
were preparedin
as consistent afashion
aspossible,
using
aMettler
balance
for
weighing
in
properproportion.
All
ingredients
wereblended
for
forty
minutesin
aWaring
laboratory
blender
and allowedto
cool at whichtime
viscosity
readings weretaken.
The
solution wasthen
diluted
according
to
formula,
blended,
cooled and checkedfor
final
viscosity.A
Brookfield
rotational viscometerwas used
to
obtainviscosity
readings.Approximately
50ml.
of
coating
solution was usedfor
each plate prepared.Coatings
were appliedin
a standardheated
whirler,
allowedto
dry
onthe
whirlerthen
cured at160C
in
alaboratory
oven.
The
Association
Products
Plate
is
often made with aprime
coating
composed ofthe
basic
polymeric elements of24
coating
is
to
insure
the
adherence ofthe
top
coating
to
the
substrate.These
prime coatings were preparedusing
various concentrations of phenolic resin
in
DMF,
whirledon
in
a similarfashion
and cured at160C.
Sensitizing
wasdone
with ah%
solution ofFairmont
DE-40
in
Acetone.
Plate
exposuretests
were performedusing
aStouffer
21
step
gray
scalein
aNuArc
Mercury
Vapor
printer withintegrator
to
assure constant exposuresfrom
test
to
test.
Presswork
wasdone
on anATF
Chief
15
25
FOOTNOTES
FOR
CHAPTER
III
1 Q
J.
Kosar,
Light
Sensitive
Systems
(New
York:
John
Wiley
andSons,
Inc.,
1965),
p.80.
19
Herbert
Leedy,
"Coating
Thickness
andIts
Importance
in
Lithographic
Platemaking
and Performance,"TAGA
26
CHAPTER
IV
RESULTS
Testing
ofPlates
Without
Prime
Coating
The
main purpose ofthe
experiment wasto
test
the
effect of
coating
variation onthe
performance ofthe
platesIn
orderto
separatethe
printing
characteristicsfrom
the
characteristics of
the
plate grain andto
arrive at somebasic
understanding
ofthe
behavior
ofthe
coatingsthem
selves
it
wasnecessary
to
study
a number of variables.First
ofall,
to
provide abasis
for
comparisonit
wasthought
best
to
begin
by
preparing
platesusing
no primecoating.
This
wasdone
using
coatings of various concentrations
appliedto
plainbrush
grained aluminum.In
orderto
conformto
the
basic
hypothesis
these
plates wouldhave
to
exhibit a negative effectin
the
area oftone
reproduction
atlower
viscosities,creating
aninconsistency
whichwould
diminish
asthe
coatingsbecame
thicker
and moreinde
pendent as
the
imaging
agents.Several
batches
of plates were prepared at variousviscosities and were exposed
to
aStouffer
scale as well asa masked photographic negative.
In
the
case of short ex27
in
whichreceptivity
was notedthe
coating
began
to
comeoff
the
plate after a short run-intime
onthe
press.Loss
of
coating
in
each case occurredbefore
the
plate wouldreceive sufficient
ink
to
reproduce animage.
In
the
caseof
the
lower
viscosity,
thinner
coatingsthe
coating
wasseen
to
come offin
the
developing
bath.
It
was observedthat
anincrease
in
exposure yielded aquicker,
more complete
coating
loss
suchthat
in
areas ofrelatively
long
exposure
the
plate would accept athick,
constantfilm
ofink
incapable
ofreproducing
tones.
What
was concludedfrom
this
data
wasthat
a solubilization reaction was
occurring
in
which part ofthe
coating
was
being
solubilized on exposure and removedduring
devel
opment.
Also,
over alonger
run-in periodcoating
wearcould
be
seento
take
place overthe
whole surface ofthe
plate.
What
canbe
concludedfrom
that
is
that
the
primecoat,
originally
intended
as an aidto
coating
adherenceon
deep
grainedST
aluminum,
is
necessary
to
adherence withthe
type
of grain with which we were working.In
relationto
the
basic
hypothesis,
the
findings
ofthis
part ofthe
experimenttended
to
refutethe
notionthat
thicker
coatings wouldbe
more consistent.Thicker
coatingswere neither more consistent nor more
ink
receptive ashad
been
postulated.However,
the
appearance of a solubiliza28
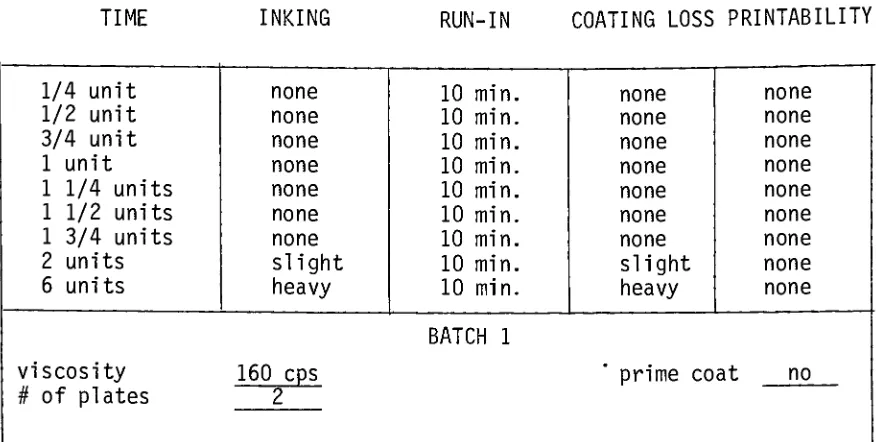
TIME
INKING
RUN-IN
COATING LOSS
PRINTABILITY1/4
unit none10
mi n. none none1/2
unit none10
mi n. none none3/4
unit none10
min. none none1
unit none10
mi n. none none1
1/4
units none10
mi n. none none1
1/2
units none10
mi n. none none1 3/4
units none10
mi n. none none2
units slight10
mi n. slight none6
unitsheavy
10
min.heavy
noneBATCH 1
viscosity
160
cps prime coat no#
of plates2
Table 1
Behavior
of unprimed plate.Top
coating viscosity
160
cps.TIME
INKING
RUN-IN
COATING LOSS PRINTABILITY
1/2
unit none10
mi n. none none1
unit none10
min. none none1
1/2
units none10
min. none none2
units slight10
m-n. none none
2
1/2
units slight10
m-n. none none
3
units slight10
min. none none3 1/2
units slight10
rn-n. none none
4
units slight10
nr n. none none5
unitsheavy
10
rn"
n.
heavy
none6
unitsheavy
10
mi n.heavy
none7
unitsheavy
10
min.heavy
noneBATCH 2
viscosity
#
of plates90
cps2
[image:38.565.64.502.75.296.2]prime co at no
Table 2
[image:38.565.69.505.414.656.2]29
TIME
INKING
RUN-IN
COATING
LOSS
PRINTABILITY
1
unit slight-heavy
20
min.heavy
none1
1/2
units Sllght-heavy
20
min.heavy
none1
3/4
unitssi-ght-heavy
20
min.heavy
none2
units Sllght-heavy
20
min.heavy
none3
units Sl""ght-heavy
20
min.heavy
none4
units Sllght-heavy
20
min.heavy
none5
unitsslight-heavy
20
min.heavy
noneBATCH 2
viscosity
90
cps prime :oat no#
of plates2
.
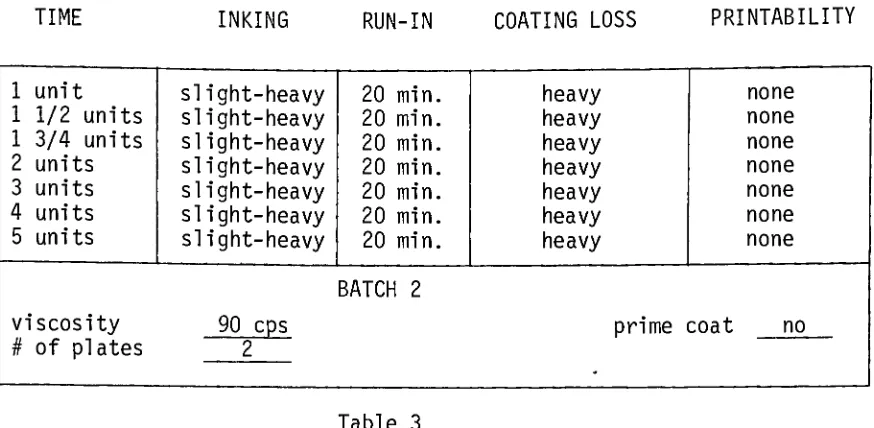
Table
3
Behavior
of unprimed plate.Top
coating viscosity 90
cps.Extended
run-in period.TIME
INKING
RUN-IN
COATING LOSS
PRINTABILITY
1
unitvery
slight10
min.very
slight slight2
unitsvery
slight10
min.very
slight slight3
unitsvery
slight10
min.very
slight slight4
unitsvery
slight10
min.very
slight slight5
units slight10
min. slight slight6
units slight10
min. slight slight7
units slight10
min. slight slight8
units slight10
min. slight slight10
units slight10
min. slight slightBATCH 3
viscosity
60
cps prime co at no [image:39.565.70.507.72.286.2]#
of plates2
Table 4
[image:39.565.68.508.387.623.2]30
gray
seal e
steps
12
11
10
9
8
7
6
5
/
2
3
4
5
6
units of exposure
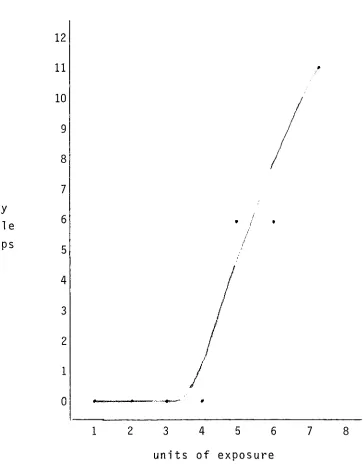
Vertical
axis expressesthe
number ofgray
scale [image:40.565.139.502.76.547.2]steps observed
to
exhibit a greaterthan
50%
loss
of coating.Number
of plates observed-4.Figure 4
31
achieved with use of a prime coating.
Solubilization
The
apparentsolubilization
reaction was an unexpectedphenomenon and
in
orderto
better
document
what appearedto
be
occurring
data
wasdistilled
from
the
material athand.
Solubilization
wasfigured
by taking
the
averagenumber of
gray
scale steps seento
exhibit a greaterthan
50%
coating
loss
(by
visuali
nspection)
at a given exposurefor
a givencoating
concentration(90
cps)
and a givendevelopment
and run-intime.
The
conclusion wasthat
longer
exposures were
yielding
ahigher
degree
of solubilization.Prime
Coat
Ink
Receptivity
The
primecoating
usedin
these
tests
was a mixture ofphenolic resin and
solvent,
phenolicbeing
the
chiefoleophilic component of
the
system.The
mainfunction
ofthe
primecoating
is
to
provide greater adherence ofthe
top
coating
to
the
aluminum substrate.With
the
discovery
of
the
solubilization reactionthe
primecoating
couldbe
seen
to
have
a relationto
the
imaging
mechanism whichis
more
direct
than
waspreviously
supposed.If
coating
is
being
removedin
proportionto
exposurethen
the
presenceof a
highly
oleophilic primecoating
underneath should cause32
of coating.
This
is
in
keeping
withthe
basic
hypothesis,
since a
higher
concentration
of primecoating
shouldbe
more
ink
receptive and more removedfrom
the
influence
ofthe
plate grain.To
test
the
basic
assumptionhere,
whichis
that
the
prime
coat,
socomposed,
is
highly
ink
receptive,
plateswere prepared at
varying
concentrations of prime coating,dampened
andinked
up
onthe
bench
using
a standarddevel
oping
ink.
These
plates werefound
to
take
ink
quitereadily
and a visual comparison as well as adesitometric
evaluation showed
that
ahigher
concentration of primecoating
wastaking
ink
more readily.Prime
Coat
Variation
In
orderto
supportthe
basic
hypothesis,
platescoated with a
higher
concentration of primecoating
wouldneed
to
exhibit a greaterconsistency
than
plates coatedwith
lower
concentrations;
that
is,
all other conditionsremaining
the
same,
a plate ofhigher
concentration shouldshow
less
gray
scaledrift
and morestability
overthe
course of a run.
To
test
this
a number of plates wereprepared at various concentrations of prime
coating,
coated with an
identical
top
coating
and sensitized andexposed as
before.
The
results showedthat,
contrary
to
expectation,
33
o CM CO (XI to CM co CM CM ro CM CM CM CM 01 oo -o uo -d-co CM c o r A-i ca s-A-> C CV o O o +-> c CD s-o; <+-o 4-CM r -o cn r-i 4-o COr-i 00 cn
CD
r~~ CD c
ri CO
r
"Z A-i
CO <D ca
r-l i i i- o
3 u
CO Q cn
t-H r- CD
<C u_ B
=]- r c-H LU Q-OO PZ l-H O CM >> A-i +-> Q-cu o cu >
Jf* CM 03
CL)
DC
>-34
receptive
to
ink.
At
a concentration of1%
the
platesbecame
moreink
receptive and showed some pri ntabi1
i
ty
.Below
that
percentagecoating
wear againbecame
evidentand printed
gray
scales showed narrowtone
differentiationprinting
many
solid steps.It
was concludedthat
the
primecoating
did
increase
the
adherence ofthe
top
coating
greatly,
since athigher
concentrations
there
was no visible evidence ofcoating
loss
regardless of exposure.The
evidenceindicated
arefutation of
the
basic
hypothesis
sincehigher
concentration
thicker
coatings were seento
performrepeatedly
in
amanner
directly
opposedto
that
hypothesized.
TIME
INKING
RUN-IN
COATING LOSS
PRINTABILITY
2
units none30
min. none none4
units none30
min. none none6
units none30
min. none none8
units none30
min. none none10
units none30
min. none none12
units none30
min. none none14
units none30
min. none none16
units none30
min. none none18
units none30
min. none none20
units none30
min. none nonetop
coating
vi#
of platesscosity
180
cps4
prime coat
concentrat-yes
on
5%
&
2%
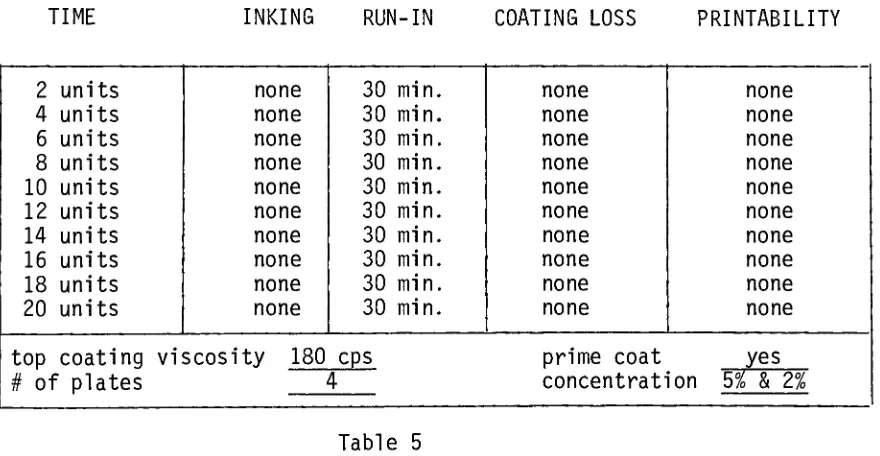
Table 5
[image:44.565.64.504.403.631.2]TIME
INKING
RUN-IN
COATING LOSS
35
PRINTABILITY
2
units none30
min. none none4
units none30
min. none none6
units none30
min. none none8
units none30
min. none none10
units none30
min. none none12
units none30
min. none none14
units slight30
min. slight slight16
units slight30
min. none slight18
units slight30
min. none slight20
units slight30
min. none slighttop
coating
\n'scosity
lc10
cps prime coat yes [image:45.565.61.501.80.321.2]#
of plates2
concentration1%
Table 6
Behavior
of primed plates.Prime coating
concentration1%.
TIME
INKING
RUN-IN
COATING LOSS
PRINTABILITY
2
units none30
min. none none4
units slight30
min. none slight6
units slight30
min. none slight8
units slight30
min. none slight10
units slight30
min. none slight12
unitsheavy
30
min. slight slight14
unitsheavy
30
min. slight slight16
unitsheavy
30
min.heavy
slight18
unitsheavy
30
min.heavy
slight20
unitsheavy
30
min.heavy
slighttop
coating
viscosity
1
0
cps prime coat yes#
of plates2
concentratio nh%
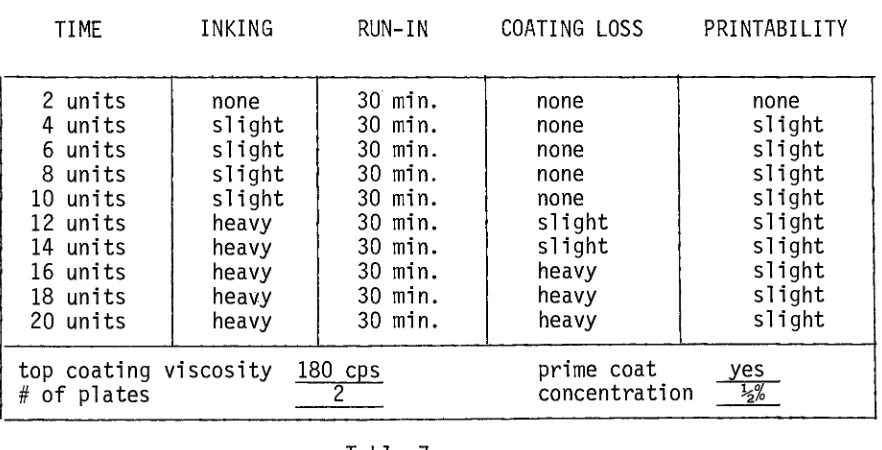
Table
7
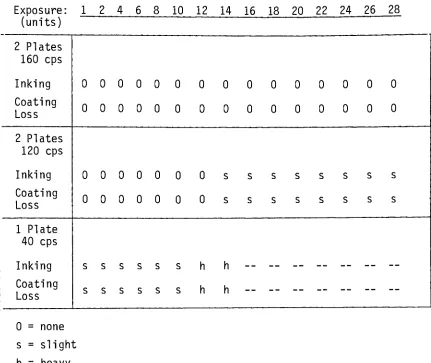
[image:45.565.62.503.405.630.2]36
Varying
Top
Coat
As
afinal
test
ofthe
basic
hypothesis
and