A
MATHEMATICAL MODEL FOR
THE SIMULATION OF PAPER
DRYING ENERGY CONSUMPTION
by
SHAUN ANTHONY REARDON,
B.E.
(HONS)Submitted in fulfilment of the requirements
for the degree of
Doctor of Philosophy
Department of Civil and Mechanical Engineering
University of Tasmania
This thesis contains no material which has been accepted for the award of any other degree or diploma in any tertiary institution and to the best of my knowledge and belief nor does it contain any material previously published or written by another person, except where due reference is
made in the text of the thesis.
ShaWl A Reardon
This thesis may be made available for loan and limited copying in accordance with the Copyright Act of 1968.
ShaWl A Reardon
Abstract
A detailed analysis of the dryer section of a paper machine was undertaken in this study. The mathematical model developed relates initial sheet conditions, paper sheet properties, drying conditions and dryer section . configuration to the variation of the moisture content and temperature in
the paper sheet as well as energy consumption per unit production.
The theoretical model was based on mass and energy balance equations about a slice of paper composing pulp fibres, free and bound water, water vapour and air. Time-varying boundary conditions, corresponding to the movement of the paper sheet over the 40-50 drying cylinders, were assigned and the equations were converted to finite difference form and solved by computer using standard linear algebra methods.
The heat and mass transfer coefficients which control evaporation rates in the dryer section were investigated experimentally. Drying trials and boundary layer analysis were performed to establish the effects of dryer fabric permeability and tension, air flow, cylinder surface temperature, pulp furnish and sheet basis weight on paper drying rates.
A number of paper sheet properties were investigated as part of the study. The pore size distribution, permeability and sorptive behaviour of machine made newsprint were investigated experimentally and theoretically. Other paper properties correlated from literature for the purposes of this study included thermal conductivity, specific heat capacity, density, fibre saturation point, diffusibility and shrinkage.
A number of simulations were performed on the two Australian Newsprint Mills paper machines that formed the focus of this study. A comparison with actual machine moisture content values showed the model's prediction of moisture change during drying and specific steam consumption under different operating conditions to be within 2% and 10% respectively.
A series of simulations were performed to demonstrate the effect of the paper condition on drying, specifically, initial moisture content, sheet thickness, sheet basis weight and initial temperature. These graphs provided a useful insight into the effect on achievable machine speed and specific steam consumption as a function of such variables. An alternative perspective on the analysis was to specify the machine speed as constant,
as often occurs in a production environment, and determine the necessary change in each of pocket temperature, pocket humidity and cylinder temperature to maintain this speed. In each case, increases in the drying duty were handled most energy efficiently by increasing the temperature of the pocket ventilation air.
Two dryer section configuration changes were also considered. ANM's PM3 was examined from the perspective of an optimal design. The results showed the current lengths of individual cylinder wraps and open draws to be within lOcm of the optimal case from the viewpoint of drying capacity.
The second prospective change examined was that of PM2's conversion to an initial dryer sub-section with seven foot diameter cylinders, in a bid to improve heat transfer and hence drying rate and also improve runnability in this critical wet section. The simulation predicted that this would lead to a production increase of almost 20 rnlmin, just over 2%. This suggested the project would not be feasible on the basis of increased drying rate alone but would need to be co-justified by other factors.
Acknowledgement
I would like to acknowledge a number of people who have provided various forms of assistance which has contributed to the overall success of this project.
Firstly I would like to thank Australian Newsprint Mills (ANM) as a group for the provision of financial support for the term of this project. This together with key support services such as their corporate library, paper testing laboratory and access to technical and engineering staff for advice and guidance, provided a solid footing for the project.
Within ANM I am particularly grateful to John Brodribb for his efforts in making the entire project possible. John has provided much useful input into the project and my career development and this is greatly appreciated. Other ANM personnel to have significant impact on the project include paper machine superintendents Kim Brown and Guy Mycroft who assisted with obtaining paper sheet samples from the machine every fifth Wednesday at 7am, Tony Parsons and Paul Banham from the Research Division who provided assistance in operating the sheet former and other testing equipment, and George Fam and the boiler attendants who helped with the collection of steam consumption data.
At the University my key support was obtained from supervisor Dr Peter Doe and associate supervisor Professor Mike Davis. Peter and Mike were available whenever needed and our weekly meetings were always very thought-provoking. The efforts of the department's workshop staff in preparing the experimental rigs for testing and making modifications upon request was a great help. Terry McNicol, who put together all the electronics and instrumentation associated with datalogging the drying test rig and also performed the photography used in this thesis, deserves many thanks for his efforts.
On a personal note I would like to thank my wife, Katrina, for her encouragement and support over the duration of this project during what has also been a very challenging time in her career. I am also grateful to my parents for their limitless support which put me in a position to take on such a study.
Table of Contents
SECTION A - INTRODUCTION
1. BACKGROUND ... 1
2. LITERATURE REVIEW ... 10
2.1 Paper drying model~ ... 11
2.2 Other drying theory ... 16
2.3 Paper properties and drying parameters ... 17
SECTION 8 - MODEL 3. MODEL DEVELOPMENT ... 21
3 .1 Drying mechanisms ... 21
3 .2 Paper structure ... 22
3.3 Mass transfer ... 26
3.3 .1 Liquid capillary flow ... 26
3.3 .2 Diffusional vapour flow ... 27
3.3.3 Bulk vapour flow ... 28
3.3.4 Mass balance equation ... 29
3. 4 Energy transfer ... 31
3. 4.1 Convection heat transfer ... 31
3.4.2 Conduction heat transfer ... 31
3.4.3 Energy balance equation ... 32
3. 5 Internal sheet interactions ... 3 3 3. 6 Boundary conditions ... 3 5 3. 6.1 Boundary conditions for single-sided drying ... 3 5 3.6.2 Extension to alternating boundary conditions ... 38
3. 7 Solution by finite differences ... 40
SECTION C -HEAT AND MASS TRANSFER COEFFICIENTS 4. LABORATORY TESTS I-BOUNDARY LAYERS ... 43
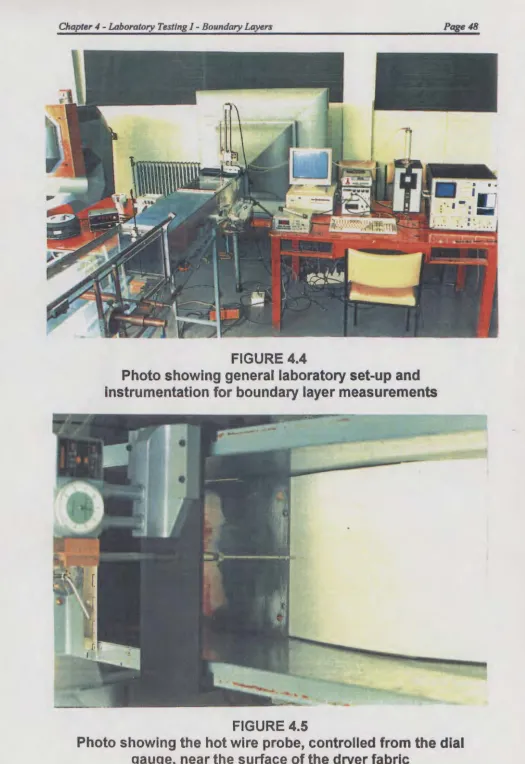
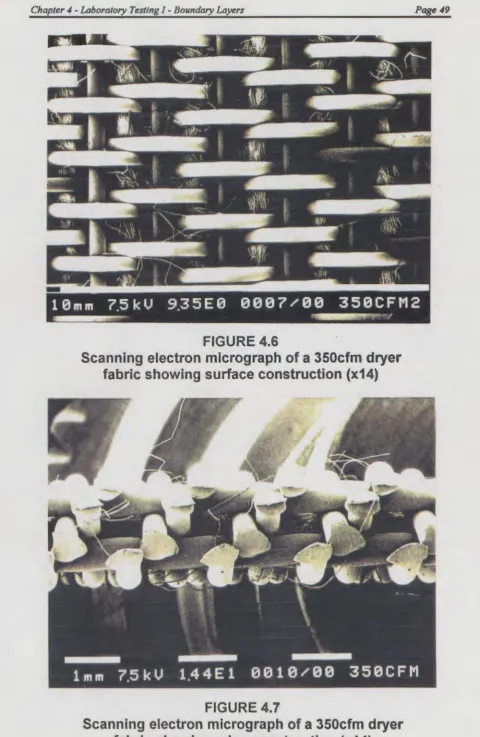
4.1 Experimental set-up ... 45
4.2 Boundary layer results ... 52
4.2.1 Velocity profile ... 52
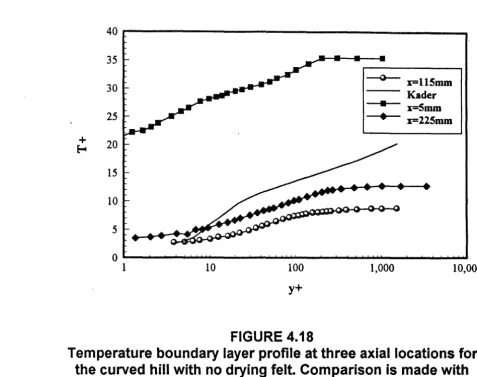
4.2.2 Temperature profile ... 62
4.2.3 Contact heat transfer coefficient ... 68
4.3 Conclusion ... 69
5. LABORATORY TESTS II- DRYING ... 71
51 E . xpenmentat1on ... 72 . .
5 .1.1 Experimental rig ... 72
5 .1.2 Handsheet fabrication ... 7 4 5 .1. 3 Experimental procedure ... 77
5.2 Normalisation of drying results ... 80
5.2.1 Initial moisture content correction ... 82
5.2.2 Basis weight correction ... 83
5.2.3 Surface temperature correction ... 83
5.2.4 Standard drying parameters ... 84
5.3 Drying results ... 84
5 .4 Analysis and discussion of drying results ... 89
5.4.1 Hot plate temperature ... 90
5.4.2 Air flow rate ... 92
5.4.3 Dryer felt tension ... 92
5 .4 .4 Dryer felt permeability ... 93
5.4.5 Sheet composition ... 93
5.4.6 Sheet basis weight ... 94
5. 5 Calculation of mass transfer coefficients ... 94
5. 5.1 Hot plate temperature ... 97
5. 5.2 Air velocity ... 97
5.5.3 Felt tension ... 101
5.5.4 Felt permeability ... 103
5.5.5 Pulp furnish ... 106
5.5.6 Basis weight ... 108
5. 6 Conclusions ... 108
SECTION D ·PAPER PROPERTIES FOR MODEL 6. PORE SIZE DISTRIBUTION ... 110
6.1 Experimental methods ... 110
6.2 Theoretical description ... 115
6.3 Analysis of others' results ... 117
6. 4 Maximum pore radii ... 122
6.5 Modal pore radii ... 124
6.6 Conclusion ... 124
7. PULP VARIATION ... 125
7.1 Scanning electron microscopy on pulp furnishes ... 126
7.2 Pressing tests on pulp furnishes ... 131
7 .2.1 Pulp effect on pressing results ... · .... 135
7 .2.2 Basis weight effect on pressing results ... 136
8. PERMEABILI1'Y ... 13 8 8.1 Experimental results ... 139
8.2 Theoretical permeability calculation ... 143
8.3 Kozeny-Carman permeability theory ... 145
8.4 Relative permeability ... 148
8.5 Conclusion ... 150
9. SORPTION lSOTI-IERMS ... 151
9.1 Experimental method ... 152
9.2 Experimental results ... 154
9.3 Comparisons with other research ... 156
9.4 Differential heat of sorption ... 163
9.5 Mechanosorptive effect ... 165
9.6 Conclusions ... 165
10. 0TI-IERPAPERPROPERTIES ... 167
10.1 Thermal conductivity ... 167
10.2 Specific heat capacity ... 170
10.3 Density ... 171
10.4 Diffusion coefficient ... 171
10.4 Fibre saturation point ... 173
10.6 Shrinkage ... 175
10.7 Physical properties of water ... 17 6 1 0. 8 Physical properties of air ... 177
SECTION E - MODEL PREDICTIONS 11. ENERGY CONSUMPTION ... 178
11.1 Dryer section energy balance ... 178
11.1.1 PM3 energy balance calculation ... 181
11.1.2 Comparison of ANM machines with industry energy data ... 182
11.2 Heat transfer to the paper sheet.. ... 184
11.2.1 Condensate heat transfer coefficient ... 185
11.2.2 Shell thermal resistance ... 186
11.2.3 Swface contact coefficient ... 186
12. MODEL CALCULATIONS ... 191
12.1 Confirming model accuracy ... 191
12.2 Steam consumption predictions ... 198
12.3 Exploring model predictions- operation ... 201
12.3.1 Effect of paper sheet properties ... 204
12.3 .1.1 Initial moisture content ... 204
12.3.1.2 Sheet caliper ... 206
12.3.1.3 Basis weight. ... 207
12.3 .1.4 Initial temperature ... 209
12.3 .2 Effect of machine drying conditions ... 210
12.3 .2 .1 Cylinder steam temperature ... 211
12.3.2.2 Pocket air temperature ... 213
12.3.2.3 Pocket air hmnidity ... 215
12.3.3 Controlling cha11ges in sheet properties with changes to drying conditions at constant machine speed ... 217
12.3 .3 .1 Sheet initial moisture content ... 217
12.3 .3 .2 Sheet caliper ... 220
12.3.3.3 Sheet dry basis weight. ... 223
12.3.3.4 Sheet initial temperature ... 225
12.4 Exploring model predictions- design ... 227
12.4.1 Design review ofPM3 dryer section configuration ... 227
12.4.2 PM2 conversion to a single-felted wet section ... 230
12.4.3 Other useful model applications ... 233
SECTION F - REVIEW 13. CONCLUSION ... 234
Model development ... 234
Physical parameters ... 234
Model application - operation ... 23 7 Model application- design ... 238
Conclusion ... 239
14. REFERENCES ... 240
SECTION G -APPENDICES
APPENDIX 1 -NOMENCLATURE ... · ... 251
APPENDIX 2 - GLOSSARY ... 253
APPENDIX 3 - PAPERMACIDNE CONFIGURATIONS ... 256
APPENDIX 4 - ANM MOISTURE CONTENT SAMPLES ... 262
APPENDIX 5 -FINITE DIFFERENCE EXPANSION ... 266
Mass and energy equation expansion ... 266
Finite difference implementation ... 269
Boundary conditions ... 273
APPENDIX 6 - Z DIRECTION PROFILES ... 27 5 APPENDIX 7 - LISTING OF DRYING PROGRAM ... 279
1. Background
Paper provides the medium for recording, storing and disseminating a large proportion of the world's information. Since the patent of the first continuous papermaking machine by Nicholas-Louis Robert in France in 1798 there have been innumerous attempts at improving the speed and quality of paper production.
The concept of energy efficiency in papermaking has come to the fore in the past 10-20 years as energy costs have risen significantly and the level of competition has increased substantially as the growing number of paper manufacturers have sought to set new benchmarks in all areas of paper production.
There are three major cost components involved in the production of paper - raw materials, labour and energy. The unit cost of raw materials is largely governed by the paper mill's location which will dictate the availability of and competition for natural resources such as wood, coal and fresh water. The costs associated with supply of these commodities will be affected by environmental and legislative considerations as well as the available transport infrastructure. Thus, given an existing mill there is little control over these factors. This leaves energy usage and labour costs as the key avenues for reducing a mill's unit cost of production.
Chapter 1 - Background Page 2
improvements even of the order of 5-l 0% will translate to significant monetary savings due to the large volume of energy involved. Smook (1988) confirms that the dryer section is by far the most expensive part of the paper machine from both a capital and operating cost viewpoint and concludes that any attempts to increase evaporation rate and reduce steam consumption are well justified.
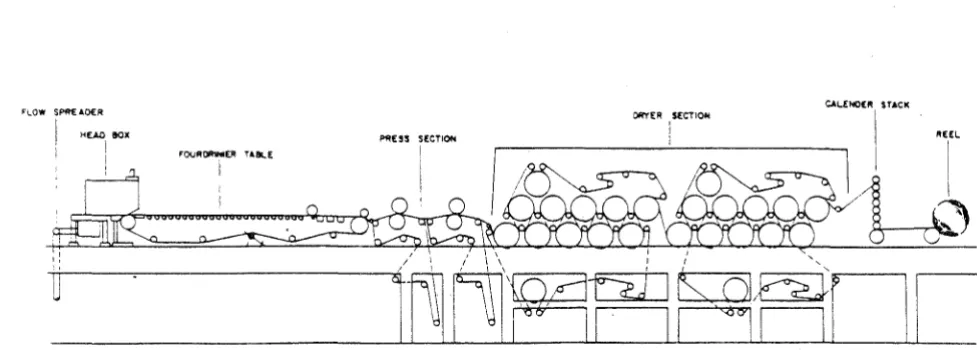
For the above reasons the operation of the dryer section of the paper machine was selected as the focus of this study. At this point it is useful to outline the major components of the paper machine to indicate where the dryer section fits into the overall process.
Papermaking is essentially a process of dewatering. A relatively dilute pulp solution is fed into the stock inlet of the paper machine. To ensure a uniform distribution to the headbox the stock is fed from a constant head tank referred to as the stuffbox through the basis weight control valve and into the suction line of the fan pump which transfers the flow, which is a mix of the main stock with recycled white water, to the headbox at a consistency of around 0.8-1.0% solids. The objective of the inlet piping is to distribute the papermaking fibres evenly across the width of the paper machine.
The function of the headbox is to take the stock delivered by the fan pump and convert the pipeline flow into a uniform rectangular flow equal in width to the paper machine and at uniform velocity in the machine direction. It is essential that an even flow is discharged from the headbox slice opening onto the forming wire at the correct location and angle. The speed and width of the pulp jet is critical to the quality and structure of the final paper sheet. This is achieved with the headbox slice, a full width nozzle which is completely adjustable to give the appropriate flow.
Chapter 1 - Background Page3
which allows dewatering from both sides often along a vertical path. This aids the symmetry of both fibre structure and surface properties of the paper sheet.
The next stage of the process is pressing which aims to remove water and consolidate the web. It is an extension of the water removal process that was started on the wire. The wet pressing of paper is carried out in contact -with a felt between two rolls in the press nip. The mechanical compression expels water from the sheet. Most press sections have either two or three nips where the sheet is compressed and water removed. The final wet basis moisture content is usually around 60%, or 40% solids.
Improvements in pressing efficiency have a large impact on the subsequent duty in the dryer section. Improving the moisture content at press section output from by 1% from 60o/o to 59% is equivalent to dropping the water content from 1.50 kgwater/kgtibre to 1.44 kgwaterlkgtibre representing a 4% reduction in drying duty.
The dryer section is the final part of the moisture removal process. Attwood ( 1964) estimated the relative costs of water removal in the dryer section as fifty times greater than the fourdrinier wire and eight times more expensive than the press section. Whilst specific costs have changed since then the same relativity still applies. This is the motivation for minimising the sheet moisture content after the press section and maximising the performance of the dryer section.
The dryer section is composed of 40-50 steam-heated cast iron cylinders configured in two rows. The paper sheet is heated as it wraps around successive cylinders. Between cylinders the sheet is exposed to the ventilating air which is heated to provide moisture carrying capacity to evacuate the evaporating moisture from the region. The whole section is an enclosed region which operates at conditions which are controlled to maintain a constant sheet moisture content at exit, around 1 Oo/o water and 90% fibre.
The final section of the paper machine is the calender stack which is a vertical arrangement of typically six rotating metal rolls which compress the sheet and in doing so impart an improved surface finish which aids printability. After calendering the paper sheet is wound onto the main reel and is later rewound into smaller widths for the customer.
Chapter 1 - Background Page 4
F"lOW SPREAOE:Ft DRYER S£CT1()41( CAU:NO(fll: STACI<
I HU.O OOX ?1!£ !S S£CTIOO< i I A EEl
,
~ ·~T"U ~
ni
n/A~~J1
J
~--
...
~~!-~
[image:14.593.77.566.73.248.2]~
fnt1J1wJpJ
I
C4ft[
I
C
FIGURE 1.1
Fourdrinier paper machine schematic (Smook, 1988)
Australian Newsprint Mills (ANM) who are the co-sponsors of the current study operate two newsprint machines at their Boyer, Tasmania, site. The machines, designated PM2 and PM3 respectively, are approximately 30 years old and together produce in excess of 230 000 tonnes of paper per year. The paper grades vary from telephone directory paper with a basis weight of 36-40 g!m2 to standard newsprint at 45-48.8 glm2 and a brighter, hea~er grade especially suitable for four colour offset printing with a basis weight between 52-55 glm2. The machines have been subject to relatively recent rebuilds which have made them quite competitive with more modern machines in terms of both quality and production quantity. The photos presented overleaf in Figures 1.2 and 1.3 give a clear indication of the size and complexity of a paper machine.
Figure 1.2 shows a three quarter view from the wet end of PM3. The curved pipe in the foreground transfers stock to the machine. The twin wire former is the tall structure after the head box and is followed by the fourdrinier wire which now acts more as a transfer device rather than a sheet former. The press section is followed by the long dryer section which trails off to the right hand end of the photo.
Cltapter I -Background PageS
FIGURE 1.2
Photo showing ANM PM3 from the wet end
FIGURE 1.3
Clrapt~r 1 - Background
The two photos indicate that the dryer section itself is generally inaccessible due to the need to keep it well sealed to reduce the incidence of unconditioned ambient
air
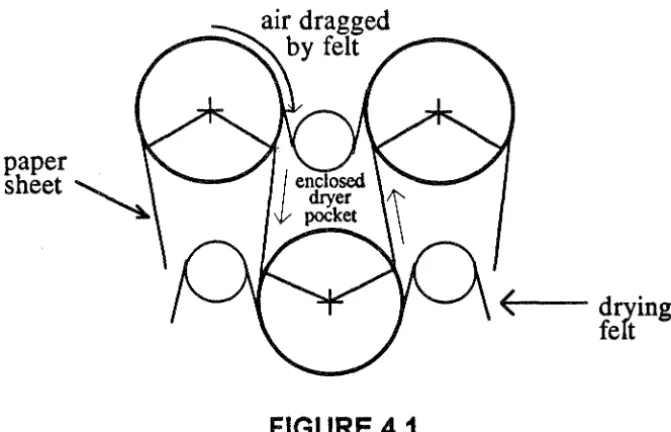
infiltrating into the dryer hood. Despite this a photo was obtained whilst the side doors were raised for some operating adjustments and this is presented in Figure 1.4.The photo in Figure 1.4 illustrates a double-felted region about half way through the PM3 dryer section. The paper sheet can be seen passing from the upper to lower cylinders as it weaves its way through its 200m path in the dryers. Each of the 48 steam-heated cylinders are l.Sm diameter and are continually filled with steam at a temperature of between 95-130°C. The dryer section is divided into five sub-sections which are each controlled to distinct drying conditions and have their own support fabrics. The dryer fabric (felt) is a synthetic monofilament material which compresses the paper sheet to the hot cylinders to improve heat transfer and also acts as a physical support for the sheet in some transfer regions.
FIGURE 1.4
Chapter 1 - Background Page 7
Like most areas of the paper-making process the dryer section is a relatively complex region for which to construct a dynamic thermal model. There are a very large number of parameters which affect the drying process and need to be taken into account when modelling it. There are four main groups of parameters which need to be considered.
The first group of variables contains those machine conditions which are clearly related in a direct way to drying rate and energy consumption. These operating conditions include the machine speed, temperature of the drying cylinders, temperature and humidity of air in the dryer hood, permeability of the supporting drying fabrics and tension of the drying fabric. Most of these variables will change throughout the dryer run. Paper dryers are generally divided into about five sub-sections and in each of these regions the conditions can be expected to be approximately constant. There will also be mild cross-machine variations but these are very difficult to model. Mean values of these control parameters are available from the control modules located in the paper machine room.
The second group of parameters which must be input into the dryer model is the paper sheet conditions. These include the sheet basis weight, thickness, initial moisture content and temperature. The final moisture content required at the dryer section exit would also fall into this category. Basis weight, thickness and final moisture content are available from an on-line scanning device. Initial moisture content is measured in the laboratory by taking a batch sample of wet paper before entry to the dryer section and weighing before and after oven drying. Inlet sheet temperature has only a mild effect on drying and is not easily measured but is obtained as an estimate from several paper machine superintendents.
The heat and mass transfer characteristics of the dryer section form the third major group of model parameters. These coefficients describe the degree of heat transfer between the steam and the cylinder shell, the cylinder surface and the paper sheet, the paper sheet and the ambient air, and the mass transfer from the sheet as a function of machine speed and the presence of dryer fabrics which tend to impede evaporation. These coefficients warrant some detailed investigation to determine how they fluctuate with operating conditions. This will form a significant part of the current study.
Chapter 1 - Background PageS
structural permeability, sorptive behaviour, fibre saturation point, shrinkage and the paper sheet geometrical pore size distribution. Many of these properties are documented in some form in the paper industry literature. The complicating factor is the enormous variety of paper furnishes used worldwide. Differences in wood composition between species and vastly different pulping processes lead to paper sheets which are extremely diverse in their range of physical properties.
ANM, Boyer, has historically used four and now uses three different pulps in the production of paper. ANM produces thermo-mechanical pulp (TMP), cold caustic soda pulp (CCS) and purchases kraft pulp, a chemical pulp which is necessary in small quantities for the added strength it gives to the paper sheet. The stone groundwood process is now obsolete at the mill. Of the two pulps made on site, each is made on two distinct lines using different equipment. This effectively leads to a total of four pulp varieties, all with different physical and chemical properties which can be mixed in varying proportions for different paper sheets. Due to the variety of pulps available it was not considered reasonable to simply make use of mean data from the literature for all properties. Consequently some experimental and theoretical work was undertaken to define certain paper properties more closely.
The overall aim, therefore, of this study is to provide a comprehensive description of the behaviour of a sheet of paper as it travels through the dryer section of a paper machine. As discussed in Chapter 2, other researchers have investigated the phenomenon of paper drying in various contexts. What has been missing to date is a study which reviews all
aspects theoretically and experimentally, and which takes the mathematical model with appropriate input parameters and transforms it into a relevant and practical tool for operators and designers of paper machine dryer sections. The link between drying rate and energy consumption has not been emphasised in the past yet it is one of the key areas which affects the unit cost of production.
Chapter 1 - Background Page 9
There is a need for a dryer section study which, while having a solid theoretical base and making use of parameters which are shown to be relevant to the component pulps used in manufacture of the paper sheet, provides a direct practical link between the fundamental concepts needed to describe the drying process and actual parameters which are important in a production environment, such as achievable machine speed and specific steam consumption. The current study seeks to achieve this niche in an area which has for a long time been acknowledged as important but not fully developed in a way that investigates all aspects.
It should be noted here that the paper industry is essentially self-supporting from the viewpoint of research, literature and equipment. Many terms used are specific to the industry and there are also a number of common abbreviations used, some of which are employed in this volume. For this reason a brief glossary of relevant paper industry terms is presented in Appendix 2 of this thesis.
2. Literature Review
Due to the worldwide prevalence of the paper industry and the intrinsic part that drying plays in the paper manufacturing process it is understandable that there have been many investigations into and descriptions of the paper drying process during the past forty years. These studies take differing perspectives depending upon the nature of the researching institution, the paper grade in question and the underlying objective of the project.
Paper-making companies tend not to have the time to embark on detailed process descriptions themselves and in-house work is therefore usually confined to on-line measurements of select dryer section operating conditions. Such empirical work is certainly reliable and relevant but cannot alone explain the mechanisms of drying. Consequently, there is difficulty in relating dryer operating conditions to their impact on the paper sheet. It is therefore common for paper mills to engage either commercial consultants, frequently in the form of paper machine manufacturers, or local academic institutions to provide a deeper analysis of the paper drying operation.
Paper machine manufacturers require their own dryer models both for initial design purposes as well as fine-tuning and upgrading their clients' existing equipment. These models vary greatly in depth from rigorous finite difference analyses to simple energy accounting approaches. Assessment of some of these drying models is made impossible by the barrier of 'proprietary information' which prohibits general access.
Links with a particular branch of the paper industry also influence the focus of the drying study. Tissue manufacturers dry paper with a single, but very large, steam-heated Yankee dryer. Coated papers generally require a degree of infra-red heating. Recent developments in high intensity drying increase drying rate by the simultaneous application of heat and pressure. However, the situation is still that 80% of paper machines dry paper by means of the multi steam-heated cylinder approach described in the introductory chapter. This form of drying applies to the newsprint machines that are of particular interest in this study.
Chapter 2 - Literature Review Page 11
necessary due to the plethora of physical data required to implement the drying equations in a reliable and thorough fashion. A collection of correlations for paper drying properties such as permeability, diffusivity, thermal conductivity, shrinkage, pore structure, sorption isotherms, specific heat, density and heat and mass transfer coefficients gives one confidence to utilise them within the framework of a reasonably complex model.
The remarkable development of computers over the past few decades is really the foundation upon which such extensive theorising can be undertaken. It is interesting to note that Depoy's (1972) calculations are based upon use of an analogue computer to solve his paper drying simulation. Attwood (1964) reported that Nissan's solution of the paper drying equations had taken 160 hours. Prahl's doctoral thesis (1968) dealing wit9 the sorptive properties of paper made use of 'the eyeball approach' to obtain a best fit description for the bulk of his data. Such researchers were clearly at a disadvantage by today's standards.
In general terms it can be said that in spite of the quantity of paper drying studies over the years there are few that take a comprehensive view of all of the properties and parameters affecting the process. By assuming such a broad scope this study will reap benefits through the ability to apportion the contribution of each drying mechanism in the overall process. This enables the limiting properties and operating parameters to be identified with more certainty and appropriate adjustments made.
2.1 Paper drying models
Chapter 2 - Literature Review Page 12
highly synthetic, hydrophobic, permeable felts which do not hold moisture but allow vapour and air to pass through with little resistance.
Han (1964) examined the hot surface drying of fibre mats. He was the first worker to analyse the internal moisture transfers occurring as paper dries. Han observed a quasi-steady-rate drying period and noted the very large capillary pressure gradients brought about by the very wide pore size distribution. The analytical model was based upon Fick's law of diffusion for water vapour transport and Darcy's law for the permeation of liquid water. Neither bulk flow of vapour nor the effect of the sorptive behaviour of paper is catered for. Han acknowledged shrinkage of the fibre mat during drying but did not quantify it. Han was no doubt frustrated by the intense computational burden that his drying model created, for in summarising the qualitative work on paper drying by Sherwood, Dreshfield, Cowan and himself, he remarked that a quantitative analysis of the process remained to be accomplished.
Soon after, Han published a further paper in conjunction with Matters (1966) which concentrated on the vapour diffusion component of paper drying. They obtained correlations for the diffusibility of vapour in a fibre matrix and concluded that normal diffusion accounts for 40% of the total drying rate.
Depoy (1972) extended Nissan's work by including a calculation for moisture removal based on surface differentials. The model complexity was limited by the use of analog computer solution. Depoy quoted experimental results for both absorbent felts and open weave synthetic fabrics. Use of the latter was shown to allow double the drying rate under dynamic conditions. Such results provided the confidence for industry to make the transition to a different felt philosophy.
Meisel (1977) followed in the path of Depoy. Using the Fourier heat transfer equation Meisel calculated moisture evaporation based on vapour pressure gradient at the surface. It was necessary to include a falling rate drying correction factor in the boundary condition to tune the model towards a realistic prediction. This form of model calibration overrides much of the first principles' analysis and ensures the model will be correct for the single operating point for which the correction factor applies.
Chapter 2 -Literature Review Page 13
within the drying sheet, yet chose to construct the model on the basis of both liquid and water vapour diffusion. The model restricted itself to hot surface drying and as such did not address the varying boundary conditions prevalent within a paper machine. It was suggested that shrinkage be considered as a factor in future drying models.
Snow (1980) put forward a drying model within which moisture ·evaporated from the hot surface, diffused towards the sheet surface and condensed. Capillary liquid flow was also a component of Snow's model. Hygroscopic effects and the possibility of bulk vapour flow were not addressed.
During the 1980's several research groups each published a number of articles relating their ongoing experiences in attempting to model the paper machine dryer section adequately. Lee and Hinds (1979, 1980, 1981) compiled comprehensive mass and energy equations to describe the drying process. Like Hartley and Richards they stated that liquid transport in a porous medium occurs primarily as a result of differences in local capillary pressures but then proceed to describe liquid movement with ~ general diffusivity based term. They obtained reasonable correlations to describe the liquid, vapour and thermal transport coefficients. However, their physical data were determined for 600 glm2 linerboard rather than the 50 glm2 newsprint of interest in this current study.
In a later paper Hinds and Neogi (1983) updated the model to include vapour transport by bulk convection. They also introduced boundary conditions based on the Chilton-Colburn analogy and acknowledge the use of the PhD work by Prahl (1968) on the sorption properties of paper.
Within a similar time frame to the aforementioned work of Lee, Hinds and Neogi, Karlsson (1980), Soininen (1980) and, Soininen et al (1985) also made several publications within the field. These Finnish researchers also employed a diffusion-based liquid transport description in addition to the use of Prahl's sorption isotherms. In their model, vapour diffusivity was a function of a porosity/tortuosity ratio whilst the moisture conductivity factor that described liquid flow was inferred indirectly from experimental tests. Their theoretical system did not allow for the possibility of sheet shrinkage nor bulk vapour flow due to total pressure differential at temperatures greater than 1 00°C.
Chapter 2 - Literature Review Page 14
minor areas. Allan et al extended their drying model to include the interaction of the steam side of the drying cylinder upon the process. This modification enabled the drying rate to be related to the energy consumption of the section. The model provided a comprehensive list of the correlations used for paper properties and transport coefficients. The use of Lee and Hinds' transport coefficients for vapour, liquid and heat flow is likely to be questionable in the current study due to the variations in furnish and basis weight from the Douglas fir kraft fibres at 600 g/m2 studied by Lee and Hinds. The other uncertain aspect of the investigation of Allan et allies in the definition of the contact heat transfer coefficient as that value which allows the model to dry the paper to the desired exit moisture content by the end of the dryer section. This final adjustment negated much of the benefit associated with constructing such a thorough and complex model and made it difficult to assess the model so as to determine whether it faithfully apportions each of the mechanisms of heat and mass transfer within the web.
Iida (1985a) was another to rely heavily upon the work of Lee and Hinds in developing his version of a paper drying model. Iida was particularly interested in creating a one-layer version which could run on a personal computer within a reasonable time. Details of the model were difficult to assess as they were presented exclusively in Japanese (1985b, 1985c) in the Japan Tappi journal. In the English based conference paper the use of a correction factor was noted. The factor modified the cylinder-paper heat transfer coefficient and " .. .is determined by preliminary simulations to make a web dry just at the final cylinder".
Papers by Kerttula (1984) and Eskelinen (1985) of the Valmet paper machine manufacturing company provide very little in terms of theoretical detail and useable properties and transfer coefficients, presumably because of the sensitivity of such proprietary information. Nonetheless there were some interesting results from their simulations and on-line measurements. They did note, however, that liquid flow is caused by capillary pressure differences resulting from variations in web internal moisture. Both also quoted a moisture level of approximately 20%, below which liquid water cannot flow any more and hygroscopically bound moisture must be removed with the associated increased evaporation energy requirement.
Chapter 2 - Literature Review Page 15
mechanism associated with paper drying and was aimed at drying systems operating at temperatures from 175°C to 400°C in tandem with pressures from 7 kPa to 5 MPa. For these reasons their model assumptions and results were not specifically applicable to the current study.
Harrmann and Schulz (1990) put forward a comprehensive and plausible description of the convective drying of paper. Their work was significant due to the description of the influence of water on the web structure during drying. Their paper explained how water absorption and desorption cause a change of fibre thickness as opposed to length and why it is reasonable to assume that shrinking during drying does not influence the pore structure but only the pore length. These principles provided the platform for calculating the variation of sheet caliper with hygroscopic moisture content during drying. This model appeared very comprehensive as it included sorptive effects, shrinkage, liquid flow by Darcy's Law and a thorough description of the relevant paper properties and transfer coefficients used in the analysis.
Ramaswamy (1990) identified the need for a comprehensive study of the paper drying process. His distributed parameter model was strongly influenced by the work of Dreshfield and Han (1956) and Han (1964). Ramaswamy acknowledged the main transfer processes as vapour diffusion, bulk vapour flow due to total pressure gradients and liquid flow due to local variation in capillary pressures. The model was quite thorough but encouraged further investigation for a number of reasons. Firstly, the work was related specifically to the drying oflinerboard, which at 0.45mm thickness has many significantly different characteristics from newsprint at around 0.07mm. These differences are particularly important in the area of internal web flow dynamics as a function of the diffusibility and permeability. This model would be further well served by including an allowance for web shrinkage during drying in addition to a more extensive consideration of the heat and mass transfer coefficients which are the key first order parameters which control drying rates.
Several detailed literature reviews have been published in an attempt to consolidate knowledge on the subject. McConnell (1980) presented a summary of drying research in all areas of the pulp and paper industry. His paper which included 127 references noted that over 80o/o of dryer sections were the conventional multi-cylinder design.
Chapter 2 - Literature Review Page 16
interest both for its reinforcement of the prevailing drying mechanisms in addition to the useful heat and mass transfer correlations quoted. It also supported the concept of obtaining drying rate information from experimental testing based on drying paper on a curved hot plate in a duct as performed by Ahrens et al (1984). Nederveen's review noted that there have been no experiments on the function of drying fabrics in contact drying. It noted the degree of conflict between authors concerning the percentage of evaporation occurring in the free draw of the paper machine as opposed to that occurring whilst the sheet is in contact with the hot cylinder surface where some authors quote a figure of 10% whilst others claim 40%. The article by Nederveen et al suggests there is considerable scope for further experimental work to describe quantitatively all phenomena related to evaporation within the paper machine.
2.2
Other drying theory
Whilst there is a significant background of information on paper drying within the paper industry itself, it is also advantageous to conduct an examination of the more general literature on drying. This can be achieved by targeting research dealing with porous, hygroscopic materials.
Berger and Pei (1973) studied the drying of hygroscopic capillary porous solids. Their mass and energy balance equations described liquid and vapour movement by Pick's diffusion law and allowed for evaporation internal to the material. The work was very theoretically oriented and did not define the porous material to which the results refer.
Experimental and theoretical work performed by Kisakurek and Gebizlioglu (1978) on the drying of unglazed pottery supported the conclusion of others that the mechanism of solid drying can not be accounted for by a single type of flow phenomena, but is a complex mechanism in which both diffusional and capillary effects coexist. The drying theory presented utilised a description of Darcy's law controlling liquid movement under capillary pressure differences arising from a non-uniform pore size distribution. The theory did not deal with heat fluxes and also appeared to have difficulty in defining a pore size distribution function which was both physically realistic and also amenable to the theory.
Chapter 2 - Literature Review Page 17
which penetrates into the material with time. This concept is not applicable to the comparatively thin paper sheet.
The drying of wet textile materials, principally wool, was analysed by Nordon and Bainbridge (1971). The model catered for the evaporation of free liquid only and the authors acknowledged that the hygroscopic phase was significant and would affect the later part of the drying curve.
Keey's textbook (1972) is useful for its presentation of characteristic drying curves for differently structured materials. Keey suggested that in a highly hygroscopic substance, such as a potato, the progression from free liquid removal to bound moisture evaporation can be observed as a critical point discontinuity on the drying rate curve. He noted that this feature is typically not the case for paper pulps where the critical point is barely discernible.
Keey also described the two-pore theory for the drying of capillary porous materials. The concept involves the internal transfer of liquid from the wide capillary to the narrow one from where it evaporates from the free surface. The main difficulty in applying this description exists in the relatively arbitrary assigning of the two relevant pore sizes.
2.3 Paper properties and drying parameters
Supplementing the aforementioned attempts to mathematically describe the drying of paper there have also been many investigations aimed at quantifying both the physical properties of paper and the thermal transfer coefficients associated with the paper drying process. It is appropriate here to outline the major sources of such information whilst providing a complete record of supporting data in later chapters.
Chapter 2 - Literature Review Page 18
obtained the related data describing the differential heat of sorption associated with hygroscopic materials.
Information on the related subject of pore size distribution has been obtained by Corte (1957, 1962, 1982), who has contributed much to the literature concerning the porosity of paper. Corte compared pore size distribution curves generated from both mercury porosimetry as well as the gas displacement method and suggests that the latter method provides a more realistic description of the paper sheet's internal pore geometry. This view is supported by Ruthven (1984) who acknowledges that surface constrictions will bias mercury porosimetry results. More recently Yamauchi and Kibblewhite (1988a, 1988b) have published articles on the pore structure of thermo-mechanical pulp ('Th1P) paper webs. This has relied on mercury porosimetry techniques and generated results which suggest that the pore sizes are distributed primarily through the range 1-20 J.Ull. These findings are consistent with the drying model of Harrmann and Schultz (1990), which assumes the maximum pore radius to be 16J.UI1, based on the work ofRhodius (1980).
Others to have addressed the area of pore size distribution include Bristow (1986), d'A Clark (1981), McKnight et al (1958), Stone and Scallan (1966), and Murakami and Imamura (1984).
Paper sheet permeability is dealt with in detail by Bliesner (1964). Based on a Darcy law description of fluid flow through the fibre network, he used the Kozeny-Carman (1927, 1937) equation which expresses permeability in terms of porosity, specific volume, specific surface area and a dimensionless variable referred to as the Kozeny factor. Bliesner obtained a correlation for the Kozeny factor as a function of porosity. lngmanson et al (1959) have also contributed in this area, and both groups agreed that the Kozeny factor is constant below a porosity of 0.8.
On a theoretical level the work of Haring and Greenkom (1970, 1983) can be used quite conveniently to incorporate experimental values for pore size distribution into a mathematical description which can be employed by a drying model. Their statistical description of porous media assumes an incomplete beta function distribution. The importance of such work to a drying model lies in the liquid flow description which makes use of a relation between capillary pressure, pore radius and liquid volume content.
Chapter 2- Literature Review Page 19
by Sutermeister (1941), Han and Ulmanen (1958), Stone and Scallan (1968), Depoy (1972) and Nakagawa and Shafizadeh (1984), and are found to be quite consistent. Harnnann and Schultz's drying model (1990) expresses the fibre saturation point for paper in terms of an empirical temperature dependent relationship developed by Rhodius (1980). This correlation is found to agree satisfactorily with data presented by Skaar (1988).
Several research reports, internal to the . pulp and paper company supporting this study, provided further assistance in obtaining precise values for paper properties. The reports by Young (1989) and Banham and Cox (1989) were particularly useful in that they referred to pulps and paper products specifically investigated under the current study.
The dynamics of paper drying are primarily controlled by the heat and mass transfer coefficients. Any first estimation of the rate of open surface mass and energy transfers must begin with the Chilton-Colburn analogy in j-factor form (Chilton and Colburn, 1934). The drawback of using such an analogy lies in the uncertainty of the relative velocity between paper and air. A first approximation will assume the paper machine speed to be the relative velocity, but the accuracy of this assumption is dependent upon the degree of air entrainment with the paper sheet and dryer felt. For this reason it is preferable to rely on experimental results from laboratory and on-line machine tests, such as those presented by Karlsson (1980) and Lee and Hinds (1979, 1980, 1981).
Chapter 2 - Literature Review Page 20
3. Model Development
The aim of the drying model is to calculate the temperature and moisture content of an element of paper during its passage from the press section exit through the length of the dryer section. Throughout this drying process the paper sheet is subjected to a series of alternating boundary conditions as the two sides of the sheet sequentially come in contact with the dryer cylinder surface, the hood air and the dryer felt.
An initial simplification of the problem is therefore to restrict the analysis to hot surface drying only. This defines a situation where the paper sheet is heated on one side by a hot, impermeable surface whilst the opposite side of the sheet is exposed to conditioned air which transports the evaporated moisture away. When this interim solution has been obtained the implementation of the full dryer section simulation is simply a matter of varying the surface boundary conditions with time.
The advantage of separating the model development into two stages is twofold. Assessing the model response and numerical stability is much simplified when performing trials on a system which has constant boundary conditions. Secondly, the hot surface drying scenario itself is directly relevant to the experimental testing performed in this study to determine correlations for the transfer coefficients.
3.1 Drying mechanisms
The development of the mathematical model to describe the drying process is centred around the consideration of the paper sheet as a porous, hygroscopic material which releases moisture to the surroundings via the combined mechanisms of liquid capillary flow, diffusional vapour flow and bulk vapour flow as a consequence of the total pressure gradient throughout the sheet.
Chapter 3 -Model Development Page 22
to the smaller ones. The rate of liquid flow is then controlled by Darcy's law.
Vapour flow by diffusion is driven by the vapour concentration gradient which primarily occurs due to the non-uniform temperature distribution across the sheet. In this case Fick's law of diffusion governs the mass flow rate. The cross-sectional area for diffusion-based vapour transfer increases as drying progresses and the paper sheet's macro-pores empty themselves of liquid.
The third major mechanism for moisture removal from the sheet is that of bulk vapour flow. This differs from the diffusion term in that the flow is pressure driven rather than concentration driven. Darcy's law is used to describe this mechanism which becomes relevant when the partial pressure of the water vapour within the paper exceeds that in the ambient air within the dryer hood. Given that the pressure within the dryer hood is close to atmospheric, this phenomenon therefore occurs if the paper sheet temperature exceeds 1 00°C. Hence, the relevance of the bulk vapour flow mechanism to paper drying is effectively determined by the steam pressure within the drying cylinders. The steam pressure is closely related to the saturation steam temperature which governs the temperature of the dryer cylinder surface and ultimately that of the paper sheet.
3.2 Paper structure
The pore size distribution of the paper sheet is very important in determining sheet porosity, and hence permeability, and also the capillary pressure differentials which control liquid flow within the sheet. This distribution is defined by relative frequency data for the pore radii over the range from zero up to the maximum pore radius present. The pore size distribution will be a ftmction of fibre length and diameter and the degree of inter-fibre bonding.
Chapter 3 -Model Development Page 23
The statistical pore model of Haring and Greenkom (1970) uses the beta function, g(r;a,b), to describe the probability distribution function for pore radii. This function was selected since the random variable, dimensionless radius (r), had a range of zero to one and the distribution has a spectrum of skew and symmetric shapes depending on the choice of parameters ( a,b) :
( r. a
b) =(a
+ b + 1)! a (1-
)b
g ' ' a! b!
r
r
(3.1)Many other two-parameter distributions lack the flexibility to simulate many natural phenomena and particularly suffer from the difficulty of handling an infinite range.
The pore size distribution, g(r), defined in equation 3.1, covers the complete spectrum of intra-fibre pores (micro-pores) which contain bound
water to inter-fibre pores (macro-pores) which are said to contain free
water. The bound water forms in the cavities of the cell walls of the pulp fibre. These cavities are smaller in size than the macro-pores which form between fibres. The enthalpy of moisture within these micro-cavities is lower than that of ordinary liquid water (or free water) for two reasons. Firstly the vapour pressure of water in these micro-capillaries is affected by the curvature of the air-water meniscus in a capillary. This lowering of v~pour pressure can be described by the Kelvin equation as reported by Skaar (1988),
where, cr = surface tension [N/m],
Rw = gas constant for water [0.462 kJ/kg.°K], R = pore radius [m],
T = temperature [°K], and,
$
= relative vapour pressure [-].(3.2)
Chapter 3 -Model Development Page 24
At this point it is sufficient to note that there is a continuum of pore sizes. At the large end of the scale there are pores formed between separate fibres where sorptive effects are negligible. Small pores are generally found within cavities of the fibre cell walls and the Kelvin equation predicts the nature of this vapour pressure reduction. The cross-over between the two regimes is designated the fibre saturation point (FSP). This refers to the moment that the macro-pores are empty whilst the fibres themselves remain fully saturated (micro-pores). Whilst defined as a single point the FSP is not a discontiriuity in the sorption or drying behaviour. It simply represents the point at which moisture notionally begins evaporating from within the fibres themselves. In the context of the drying model to be developed in this chapter, the FSP is not a necessary parameter from a mathematical viewpoint but rather gives an appreciation of the internal distribution of moisture in the paper sheet. The information governing the FSP is implicitly contained in the pore size distribution. The system's defining equations, developed in the following sections, express liquid mass flow in terms of capillary pressure differentials. Given that the final mass and energy balance equations are solved in terms of moisture content it is necessary to relate capillary pressure to moisture content.
The pore size probability distribution function, g(r), is the basis for defuiing the incremental volume, dV, associated with adding the volume occupied by pores in the radii range from R to R+dR to the cumulative volume. Given N pores per unit area and a sheet thickness of L the incremental volume per unit sheet area is expressed as,
(3.3)
The number of pores per unit area is related to the sheet's porosity, E, by,
Nn <
R
2 >=E. (3.4)Combining equations 3.3 and 3.4 and defining the dimensionless radius, r, as, R!Rmax, the ratio of actual radius to maximum pore radius, gives,
dV
=
er
2L~(r)dr,
<
r
>(3.5)
Chapter 3 -Model Development
<
r
2 > =J~r
2 g(r)dr,and can be expressed as,
2 (a+l)(a+2)
< r >
=
---'---'--'---~-(a+ b+2)---'---'--'---~-(a+ b+3)
Given the Kelvin equation,
where, cr
=
surface tension [N/m],y
=
contact angle [0 ] ,R = pore radius [m], and, Pc = capillary pressure [Pa],
Page 25
(3.6)
(3.7)
(3.8)
and integrating equation 3.5 over the range from 0 toR, enables the local moisture content to be related to capillary pressure by the equation,
where, S
=
fractional volumetric saturation [-], Rmax = maximum pore radius [ m ],J3
is the incomplete beta function which is defined by,J3
(r;a, b)= J~ g(r) dr,and the expression for capillary pressure can be written as,
P/RmaJ
= R =r. Pc(R)Rmax
(3.9)
(3.10)
(3.11)
Chapter 3 -Model Development
where,
M = S-p.:!..L_EL_
bwt '
M = sheet moisture content [kgwate/kgfibrel, PL = density of liquid water [kglm3],
E = paper sheet porosity [-], L = sheet thickness [m], and,
bwt = dry basis weight of paper sheet [kg/m2].
Page 26
(3.12)
The moisture content, M, refers to the total moisture content within the paper sheet. This therefore includes both free water in the macro-pores and notionally bound water within the micro-pores of the fibre cell walls.
The parameters a and b used in the probability distribution function, g(r), must be selected to fit the experimental data obtained from mercury porosimetry tests which generate results which can be interpreted on the basis of equation 3.9. An explanation of mercury porosimetry and the estimation of a and b is provided in Chapter 6.
3.3 Mass transfer
3.3.1 Liquid capillary flow
The theory developed in the previous section allows the liquid flow due to capillary pressure differentials to be calculated. Darcy's law is used to describe the process :
where, ffiL
•
= liquid mass flux [kg!m2.s],PL = density of liquid water [kg!m3],
KL = liquid permeability [m2], J.lL = liquid viscosity [kg/m. s], Pc = capillary pressure [Pa], and,
y = dimension of fluid flow [ m].
Chapter 3 -Model Development Page 27
It should be noted that the liquid pressure is deemed equal to the capillary pressure. This is based on the premise that centripetal and gravitational acceleration terms prove negligible. An order analysis shows that under nominal machine operating conditions the relative pressures are 10 000, 20 and 0.5 Pa for the capillary, centripetal and gravitational pressures respectively.
The variation of liquid density and viscosity with temperature is considered negligible over the range of interest. However, the effective liquid permeability of the paper sheet, which is derived from the paper structure's intrinsic permeability and the relative permeability due to partial saturation, changes significantly with moisture content and this relation has been correlated by Robertson (1963) for a typical paper sheet. Details of this are presented in Chapter 8.
3.3.2 Diffusional vapour flow
Vapour flow by means of diffusion complements the liquid moisture transfers due to capillary mechanisms. The driving gradient is vapour concentration. Making the assumption that water vapour behaves as an ideal gas the concentration, Pv, can be expressed as :
where,
Pv
Pv= Rw
T'Pv
=
vapour pressure [Pa],(3.14)
T = temperature within the paper sheet [°K], and, Rw
=
gas constant for water vapour [0 .462 kJ/kg. °K]. The sheet temperature is the primary parameter which determines the local vapour pressure :Pv = ~(M,T)Psat(T), (3.15)
Chapter 3 -Model Development
Fick's law of diffusion, on a per unit area basis, then states :
where, mv
•
= vapour mass flux [kglm2 .s ], Pv = vapour concentration [kglm3], Dv = diffusion coefficient [m2/s], and, y = dimension of fluid flow [m].Page 28
(3.16)
An estimate for the effective diffusion coefficient is based upon the value for the binary diffusion of water vapour in air, together with an allowance for temperature variation and cross sectional area available for diffusion processes. Thus, the effective coefficient increases during the drying process as the pores evacuate and more area becomes available to the vapour phase. This is discussed further in Chapter 10.
3.3.3 Bulk vapour flow
As mentioned earlier this mechanism becomes relevant at temperatures above the boiling point of water. As the dryer hood is at a pressure very close to atmospheric this equates approximately to a temperature threshold of 1 00°C below which bulk flow may be ignored. At temperatures above this, the total pressure increases above the dryer hood pressure and provides a vigorous mechanism for the evacuation of vapour. This dual-range concept can be summarised by the equation :
Ptot = Max(Patm,~PsatCT)), (3.17) where the total web pressure, Ptot' is the larger of atmospheric pressure (P atm
=
dryer hood pressure) and the vapour pressure ( ~.P satCT) ). With this definition the mass flow of vapour per unit area due to bulk flow may be expressed by Darcy's law as :(3.18)
•
Chapter 3 -Model Development
Kv = vapour permeability [m2], J.lv = vapour viscosity [kg/m.s ],
Ptot = total web pressure [Pa], and, y = dimension of fluid flow [ m].
Wh en P P v < atm' - -oPtot
=
0' an d • mv=
0. OyAt high temperatures when P v> P atm' the equation becomes :
m• v
=
-p v Kv oPv .~v Oy
Page 29
(3.19)
Vapour permeability refers to the relative intrinsic permeability of the paper structure. As for the liquid flow case, the intrinsic structural permeability of paper is related to its porosity by the Kozeny-Carman relation (Kozeny, 1927 and Carman, 1937) and is independent of fluid properties. The relative intrinsic permeability is the product of the saturated intrinsic permeability and the relative permeability which is a dimensionless correction for partial vapour saturation within the paper web. These correlations are elaborated upon in Chapter 8.
The vapour viscosity is a weak function of temperature as detailed in Chapter 10. The vapour concentration must be broken down into its ideal gas form (equation 3 .14) to express equation 3 .18 with vapour pressure and temperature as the independent variables.
3.3.4 Mass balance equation
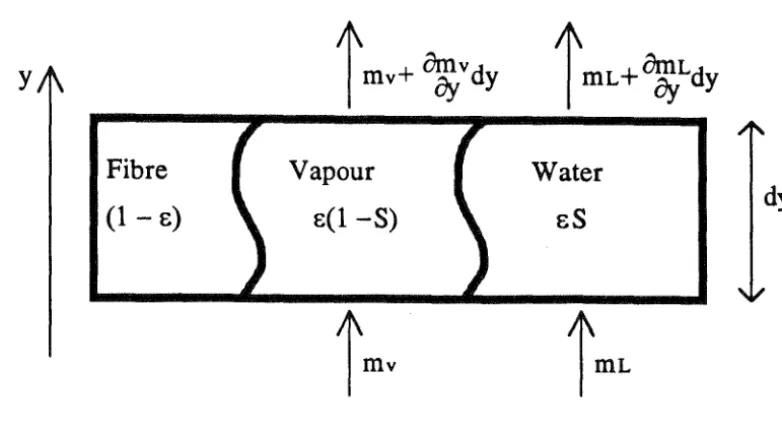
Having identified the prevailing evaporation mechanisms and mathematically quantified their behaviour, it is now possible to assemble the equation describing mass transfer within the paper sheet. This equation can be generated through a simple mass balance approach,
accumulation of mass =
L
masstn-L
masSout . (3.20)Chapter 3 -Model Development Page 30
y
lmv+~vdy
~ mL+~Ldy
Fibre Vapour Water
[image:40.600.129.520.111.326.2](1 - E) E(1 -S) ES dy
FIGURE 3.1
Shows mass transfers through an element of the paper sheet
Equating the net flow of water into the slice with the rate of change of mass within the slice gives the defining equation :
•
•
•
(3.21) 8M
bwt
8mL 8mVdiff
- - = - - - -
_ . - : . , = .at
dyay
ay
am
Vbulk
where bwt = dry basis weight of the paper sheet [kg!m2].
Substituting the mass flow rate equations for each of the three transfer mechanisms produces the first of two governing differential equations describing the drying of paper,
Chapter 3 -Model Development Page 31
equation as a result of the definition of moisture content M as mass of water per unit mass of dry fibre rather than the more conventional concentration in mass per unit volume. The selection of this definition for
M is made to integrate with standard nomenclature and units from the paper industry.
Before equation 3.22 can be implemented in finite difference form for computer solution the liquid pressure, Pb must be expressed in terms of moisture content, M, and the vapour concentration must be replaced by its ideal gas law representation. Because the second derivatives of these terms in their most fundamental form are a little unwieldy the expansiOn Is omitted here but presented in Appendix 5.
3.4 Energy transfer
3.4.1 Convection heat transfer
The transfer of mass by each of the three mechanisms outlined previously is associated with a simultaneous transfer of energy. This component of energy transfer within the paper sheet may be termed convection heat transfer. Quantitatively it may be expressed as the product of the mass flow of each phase and its enthalpy. Enthalpy values for both liquid water and water vapour over a range of temperatures are obtained from the steam tables of Rogers and Mayhew (1989). The best fit correlations used are given in Chapter 10.
3.4.2 Conduction heat transfer
Heat is also transported through the paper web by conduction. Fourier's law must be applied to the mixture of stratified fibres, liquid water and water vapour :
where,
aT
Q
=-k 8y'Q = heat flux [W/m2],
k = thermal conductivity [W/m°K],
T = temperature [°K], and,
y = dimension of fluid flow [ m].