UNIVERSITI TEKNIKAL MALAYSIA MELAKA
An Experimental Study of Material Hardness
Parameter for Surface Grinding
Report submitted in accordance with the requirements of the Universiti Teknikal
Malaysia Melaka for the Bachelor Degree of Manufacturing Engineering in
Manufacturing Process
By
Natasha Musa
Faculty of Manufacturing Engineering
i
DECLARATION
I hereby, declare this report entitled “An experimental Study of Material Hardness Parameter for Surface Grinding” is the results of my own research except as cited in
references.
Signature : ……….
Author’s name : …………Natasha Musa………...
ii
APPROVAL
This PSM submitted to the senate of UTeM and has been as partial fulfillment of the requirements for the degree of Bachelor of Manufacturing Engineering (Manufacturing
Process). The member of the supervisory committee is as follow:
……… Mr. Mohd Shahir Kasim
Project Supervisor
iii
ABSTRACT
iv
ABSTRAK
v
DEDICATION
My both parents,
Musa Baba Saliha Mohd Saad
and
Anwar Hisham Zainal Abidin
Rosnah Mohd Saad
My beloved sibling,
Farahana Musa Muhammad Faisal Musa
vi
ACKNOWLEDGEMENTS
Praise to Allah, as giving me to complete my PSM 1 and 2. first of all, I would like to thank my beloved parents, Encik Musa Baba and Puan Saliha Mohd Saad, together with Encik Ahmad Anwar Zainal and Puan Rosnah Mohd Saad for their full support and understanding. Hereby, I would like to express gratitude to, first and foremost, my PSM Supervisor, Encik Mohd Shahir Kasim for his guidance and great supervision and information that I had gained. Not forgotten, to all lecturers of Faculty of Manufacturing Engineering, UTeM and staffs.
In addition, I wish to state my appreciation to those who helped me during evacuation of this thesis for their significant contribution, especially to Encik Mohd Hisyam Ibrahim, technician of Machine Shop Laboratory and also, to Encik Azhar Shah, technician of Material Laboratory for their co-operation and kindness. Besides, also to my classmates, Mohd Faiz Abd Haji, Nik Shamila Nik Shafiee and Rusydah Jamaluddin for being helpful during the entire process.
Last but not least, to all my course mate, BMFP 04-08 who have been supported and being with me during ups and downs. Without you all, I will not achieve what I have today. Big thanks again to all.
vii
TABLE OF CONTENT
Declaration……….i
Approval………ii
Abstract………..iii
Dedication………..v
Acknowledgement……….vi
Table of content……….vii
List of Figures………xi
List of Table………...xiv
1.0INTRODUCTION 1.1Introduction………1
1.2Objective………...…….…2
1.3Scope of Study………....…...2
1.4Flow Chart………....….3
1.5Report Organization………....……...5
1.6Problem statement………...…....…...5
1.6.1 Parameter Affect the Hardness...6
1.6.1.1Feed rate………...……….7
1.6.1.2Depth of Cut………...……7
1.6.1.3Material………...………..8
1.6.2 Surface grinding machine………...………..8
1.6.3 Tool involved...9
1.6.3.1Design of experiment using MINITAB…...……….9
1.6.3.2Hardness Test………...……….9
viii
2.0LITERATURE REVIEW
2.1Introduction………..…………...12
2.2Hardness Test………..12
2.2.1 Brinell Hardness Test………..……15
2.2.2 Vickers Hardness Test………..……...18
2.2.3 Rockwell Hardness Test………..………21
2.3Parameter chosen………..………...24
2.3.1 Depth of cut………..………...24
2.3.2 Feed Rate………..…………...25
2.3.3 Material………..………...25
2.3.3.1Low Carbon Steel……….….………..28
2.3.3.2Carbon steel……….……….……...29
2.3.3.3Spark Test……….…….………..29
2.4Design of Experiment……….…….…33
2.4.1 MINITAB……….…..….35
2.5Surface Grinding Machine………....……….….….35
2.5.1 Noise and Problem May Arise…………...…….……..…..39
2.5.1.1Vibration………...…………...……39
2.5.1.2Temperature………..……...…….………...45
2.4.1.4 Cutting Fluid………..………...……….…...46
2.4.1.5 Speed………...……….……48
3.0METHODOLOGY 3.1Roadmap - Design of Experiment……….……….……54
3.1.1 Determining the problem………..…………...56
3.1.2 Brainstorming for solution……….….……….56
3.1.3 Ranking the variable……….………….……...57
3.1.4 Statistical randomizing the run………….……….………..57
3.1.5 Running the experiment……….……….59
ix
3.1.7 Testing for significant……….………61
3.1.8 Analyzing the data……….………….61
3.1.9 Changing the process………..61
3.2Surface Grinding Machine Set-Up………….………..62
3.2.1 Process Flow……….………..63
3.2.1.1Material Preparation……….………...63
3.2.1.2Vibration Test……….……….66
3.2.1.3Machining Process……….……..68
3.3Pilot Test……….………...75
3.4Spark Test……….……….76
3.5Hardness Test………77
3.5.1 Brinell………..78
3.6MINITAB………...……….…………..85
4.0RESULT 4.1Result of Experiment………92
4.1.1 Hardness Test………...……..92
4.1.1.1Low Carbon Steel………...……...95
4.1.1.2Medium Carbon Steel……….97
4.1.2 Vibration Test……….98
4.1.2.1Low Carbon Steel………...99
4.1.2.2Medium Carbon Steel………...….100
4.2Analysis of the Experiment………..……….……..101
4.2.1 Hardness Test………..……….……….101
4.2.1.1Low Carbon Steel……...……...…….…………...102
4.2.1.2Medium Carbon Steel………106
4.2.2 Vibration Test………110
4.2.2.1Low Carbon Steel………..110
4.2.2.2Medium Carbon Steel………115
x
5.0DISCUSSION
5.1Hardness Test Analysis………...………125
5.2Feed Rate Analysis………..………….………...127
5.3Depth of Cut Analysis………..………….………..127
5.4Temperature Analysis……….……….……….………...128
5.5Vibration Analysis……….…….……….…………129
5.6Optimum Parameter……….…………....130
6.0CONCLUSION 6.1Conclusion……….………..………131
6.2Recommendation………..……….………..133
REFERENCE………...…...134
APPENDICES A………..…….………...141
APPENDICES B...147
APPENDICES C……….……….153
xi
LIST OF FIGURE
1.1 Flowchart of process flow 4
2.1 Range of hardness for Carbon Steel 14
2.2 Brinell equation 16
2.3 Brinell Hardness Test 17
2.4 Schematic principles of operation of Vickers hardness machine 18
2.5 Vickers hardness test 19
2.6 Vickers test method 20
2.7 Rockwell test method 22
2.8 Depth of cut and chip formation 24
2.9 Process of manufacturing steels 27
2.10 Type of spark 30
2.11 Low Carbon Steel (left) and Medium Carbon Steel (right) 31
2.12 The four fundamental spark forms 32
2.13 CBN microstructure 36
2.14 Major elements for a surface grinding process 38
2.15 Imbalanced machine 40
2.16 Looseness 41
2.17 Attachment of vibration meter 42
2.18 Mounting example 42
2.19 It must free of debris, rust, and flaking paint 43 2.20 The mounting surface must be truly magnetic 43
2.21 Care of vibration meter 43
2.22 Orientation of vibration meter 44
xii
3.1 Methodology flowchart 55
3.2 Running of experiments in MINITAB 14 60
3.3 Surface grinding machine 62
3.4 Bandsaw machine 63
3.5 Cutting low carbon steel 63
3.6 Cutting Medium carbon steel 64
3.7 Before filing 64
3.8 Clamp the workpiece to the teeth 65
3.9 Filing workpiece 65
3.10 Low carbon steel 65
3.11 Medium carbon steel 66
3.12 Vibration meter 66
3.13 Low carbon steel and Medium carbon steel 76
3.14 Brinell Hardness Machine 77
3.15 Low carbon steel 78
3.16 Medium carbon steel 78
4.1 Hardness readings of Low Carbon Steel 96
xiii 4.14 Interaction Plot (data means) for Vibration of Low Carbon Steel 113 4.15 Scatterplot for Hardness vs Vibration for Low Carbon Steel 114 4.16 Normal probability of Vibration of Medium Carbon Steel 115 4.17 Pareto Chart of Vibration of Medium Carbon Steel 116 4.18 Main effect Plots (data means) for vibration of Medium Carbon Steel 117 4.19 Interaction plot (data means) for Vibration of Medium Carbon Steel 118 4.20 Scatterplot for Hardness vs Vibration for Medium Carbon Steel 119 4.21 Normal Probability Plot of Effects for Hardness 120
4.22 Pareto chart of the Effect for Hardness 121
4.23 Main effects plot (data means) for Hardness 122 4.24 Interaction Plot (data means) for Hardness 123
4.25 Scatterplot for Hardness vs Vibration 124
5.1 Indentation of load 125
5.2 The surface of the material being grinded 128
xiv
LIST OF TABLE
1.1 Gantt Chart Table 11
2.1 Mechanical Properties of Metals 26
2.2 Carbon content of cast Iron and Steel 28
2.3 Summary of previous study 48
3.1 Variable Factors 57
3.2 Two Run Variable Screening Matrix, Material: Mild steel 58 3.3 Two Run Variable Screening Matrix, Material: Medium Carbon Steel 58 3.4 Averages and Ranges for an 8-run Screening Experiment 59
4.1 Low Carbon Steel HBN reading 93
4.2 Medium Carbon Steel HBN readings 93
4.3 Average of HBN hardness reading for low carbon steel 95 4.4 Hardness reading according to DOE arrangement in MINITAB 14 95 4.5 Average of HBN hardness reading for low carbon steel 97 4.6 Hardness reading according to DOE arrangement in MINITAB 14 97 4.7 Average of Vibration reading for low carbon steel 99 4.8 Vibration reading according to DOE arrangement in MINITAB 14 99 4.9 Average of Vibration reading for medium carbon steel 100 4.10 Vibration reading according to DOE arrangement in MINITAB 14 100
4.11 Calculation of main effects 104
4.12 Calculation of main effects 108
4.13 Calculation of main effects 112
4.14 Calculation of main effects 117
1
CHAPTER 1
INTRODUCTION
1.1 Introduction
Surface grinder is a very important machine tool as grinding is a chip-removal process. It can be used to grind either hardened or unhardened workpieces. Generally it is the last operations performed on manufactured products to give a good finish of the surface. However, the grinder also gives effects the metallurgy changes, which due to temperature rising during the surface grinding process.
Temperature rising in grinding can adversely affect the surface properties. Because of the thermal expansion and contraction, the temperature gradient can cause to distortion. The work expanded in grinding process mainly converted to heat, which the peak temperature during grinding may be as high as 1650°C (Kalpakjian, 1984). However, the time involve during grinding and producing chip is very short, which is microseconds, where melting might even not be occur. Therefore, the heat generated during sliding and ploughing conducted most into the workpiece. The heat produced cool rapidly with the help of coolant. This generated heat lead to cause of surface properties which in this study is hardness.
2
be created with a number of manufacturing processes, which make it a crucial property to be examined attentively. Various techniques have been developed to measure the hardness of materials using indenters and geometries, such as Brinell, Vickers and Rockwell. However, the resistance to the indentation is depends on the shape of indenter and the load applied.
1.2 Objective
There will be two objectives that will be executed, which are:
a) The following parameters will be examined to determine the material property of hardness; depth of cut, the type of material and, feed rate.
b) Analysis of the relationships of the parameters and the hardness property will then analyse by using MINITAB.
1.3 Scope of study
3
application and more accurate. Then, the data collected, which are the Hardness test result, which analyzed to produce the outcome by using MINITAB software.
With MINITAB, this research applies the fractional factorial experimentation approach to study the hardness property, which results from the surface grinding machines. Analysis will be done to examine the impact of factors affected the hardness. This indicates by graphs and table that will be done during finding stage, therefore, a discussion can be done by using the graph and chart produced and lastly, a conclusion can be approach later.
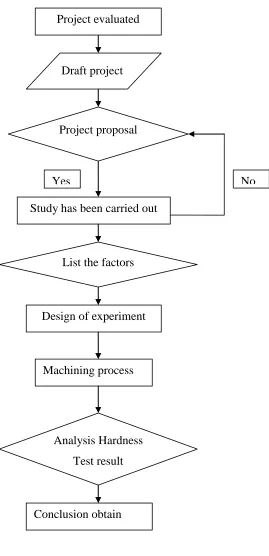
1.4 Flow Chart
4
Figure 1.1: Flowchart of process flow Project evaluated
Draft project
Project proposal
Proposal
Study has been carried out
List the factors factorsParameter Design of experiment
Machining process
Analysis Hardness Test result
Conclusion obtain
5
1.5 Report organization
Chapter 1: Introduction of Hardness and its relationship with surface grinding machine, the parameter that affect the hardness and tool that being used, which are MINITAB and DOE.
Chapter 2: Revolve on literature review and past studies from journals, books and internet that related which may answer the questions that may arise.
Chapter 3: The method that will be used to get the result and findings, which are the experimental and analytical analysis that will be done.
Chapter 4: Presentation of data and analysis and its interpretations.
Chapter 5: General discussion on the results of study, which are discussing on factors that significance.
Chapter 6: Summary of thesis and conclusion and recommending arising from the study.
1.6 Problem Statement
6
indentation but however, it is not a fundamental property, as it depends on the shape of indenter and load applied. Therefore, in order to study this property, there are three factors that will take into account, to observe which out of three that gives the most effect to the hardness of the material. This test is called the Hardness Test.
1.6.1 Parameters Affect the Hardness
7
1.6.1.1 Feed Rate
Feed or also called feed rate is the distance the tool travels horizontally per unit revolution of the workpiece (Kalpakjian S., 2005), which it produce chips as it moves the abrasive grain and moves up the face of the tool. Heat production is usually accepted that the limiting factor in the grinding process due to the thermal damage related with it. To get rid this energy transfer, cutting fluid is often applied to the operation. It removes or limits the amount of energy transferred to the workpiece through debris flushing, lubrication and the cooling effects of the liquid (Irani R.A., Bauer R.J., Warkentin A.,2005).
1.6.1.2 Depth of Cut
8
1.6.1.3 Material
In metallurgy, hardness is defined as the resistance of a metal to a forcible penetration. In this study, there are two types of steel that will be used, which are low carbon steel, AISI 1020 and medium carbon steel, AISI 1045. In steel, carbon varies from 0.1 to 0.7% (Krar S., Gill A., Smid P., Wanner P., 2003). The amount of steel will determine the brittleness, hardness and strength of the steel. Firstly is the low carbon steel. Low carbon steel has less than 0.30% C (Kalpakjian S., 2005). It is not suitable for high strength machine component requirement and common to be used in industrial product. It is choose for this study as it is easily forged, welded and machined. Typically is being used for making products. The other is type of material is medium carbon steel. This type of steel contains 0.30 to 0.60% carbon (Kalpakjian S., 2005) and commonly used for heavy forging. Therefore, the difference between these two type of material can easily observed a one is a mild and light steel and the other one is harder to machine.
1.6.2 Surface grinding machine
The machine that observed and used for this study is the surface grinding machine. Surface grinding is one of the most common operations, generally involving the grinding of flat surfaces. Typically, the workpiece is secured on a magnetic chuck attached to the work table of the grinder (Kalpakjian S., 2005). The abrasive is selected based on the hardness of the material being cut (Wikipedia, 2007). The grade of the wheel determines how tightly the bond holds the abrasive which affects wheel speed, coolant flow, maximum and minimum feed rates, and grinding depth. The nature of the wheel and workpiece contact in grinding has a strong effect on the temperature (Qi H. S., Rowe W. B., Mills B.,1997). As a result, this machine generate heats during its process, which result in defect and changes to the material property, in this study, hardness.
9
1.6.3 Tool Involved
After the machining completed for the 16 samples, all the workpiece will be tested with the Hardness Test machine. The finding evaluated with MINITAB and conclusion can be derived from the analysis.
1.6.3.1 Design of Experiment using MINITAB software
Nowadays, computers can be used to illustrate concept graphically. The statistic education has been move from the mathematical and probabilistic approach, which give a new approach by using data collection, understanding and modeling variation, graphical display of data, design of experiments, surveys, problem solving, and process improvement (Osman M. I., 1997). This tool enables the user to analyze with the simpler method and get accurate results. There will be a sample of 2 and a factorial of 3, which brings to 8 samples. Then, the samples replicates to 16 samples and retest for the better and accurate results and can be compare to obtain best conclusion.
1.6.3.2 Hardness Test