Sendai 980-8577, Japan
We perform a cold forging and annealing technique on Mg alloy AZ31 and investigate the impact on microstructure evolution and mechanical property. In particular, we focus on how twin and static recrystallization behave during the forging process followed by the annealing. Interestingly, we find that a large number of thick-lenticular {10112} twins emerge at initial stage of deformation and subsequently evolve into narrow-band {10111} and {30332} twins. The transformable twins are found to be crucial for inducing static recrystallization via providing recrystallization sites and refined grains. Moreover, the alloy forged at room temperature and annealed at 623 K is found to have optimal microstructure due to the complete recrystallization and therefore exhibit the highest micro-hardness, largest compressive strength, and most significantly enhanced compressive ratio. The improved mechanical properties are comparable or even superior to those of the alloy deformed using other techniques, rendering the cold forging a promising way for further tailing properties of Mg alloy.
[doi:10.2320/matertrans.M2009288]
(Received August 17, 2009; Accepted November 6, 2009; Published December 23, 2009)
Keywords: magnesium alloy AZ31, cold forging, static recrystallization, microstructure, mechanical property
1. Introduction
The abundant natural resource of magnesium is stimulat-ing extensive investigations focusstimulat-ing on its alloy in order to improve the physical and mechanical properties. In fact, the interest toward Mg alloy is twofold. On one hand, it is an attractive metal with excellent intrinsic characteristics such as good heat dissipation, damping, electromagnetic shielding, and high specific resistance.1–3) On the other hand, it is a low-density structure material, demonstrating the ability to function in conditions where weight savings directly lower cost and increase efficiency. However, the large-scale use of Mg alloy as a structure material (e.g., AZ31B sheet) is currently restrained by its low formability at room temper-ature due to the restricted number of slip systems in hexagonal close packed structure of Mg alloy. To improve the poor plastic workability, the modification of crystal structures via doping Li,4,5) rare earth,6) or other foreign atoms7) has been attempted. The problem behind these approaches is that the workability can only be enhanced in a limited fashion because they rely critically on the chemical composition of alloy.
Another well-known way to modify the microstructure of Mg alloy so as to improve its mechanical properties is through plastic deformation. Such deformation can produce a wrought Mg alloy that has more superior properties than the alloy subjected to the die casting.8,9) Of all examined deformation methods, the severe plastic deformation (SPD) has attracted the broadest attention, largely because it can optimize the microstructures of Mg alloy and consequently improve the ductility, strength, and superplasticity.10,11)The equal-channel angular extrusion (ECAE),12,13)
change-chan-nel angular extrusion (CCAE),14) C-shape equal-channel reciprocating extrusion (CECRE),15)and accumulative roll-bonding (ARB)16,17)are just a few important SPD examples. Although these SPD techniques have been confirmed to be able to refine grains in Mg alloy via dynamic (DRX) or static recrystallization (SRX), they are in general complicated. Recently, there appear several simple deformation methods that are also effective for improving mechanical properties of Mg alloy, which involve roll,18) stamping,19) forward extrusion,20) and forging.21) Among them, the technique combining forging with annealing has a number of advan-tages especially in workability and strengthening of Mg alloy. For this reason, much effort has been put on this technique,22,23)in particular, the hot forging with temperature up to 573 K.24)However, little is known about the formability of Mg alloy below 573 K, namely, under cold-forging condition. A detailed understanding of the cold forging technique requires a comprehensive examination of micro-structure and its impact on property, and this has so far been lacking.
In this paper, a combined method of cold forging with annealing has been applied on Mg alloy AZ31 in order to investigate how microstructure evolves during the deforma-tion. The alloy forged under a strain of 10% was subsequently annealed at various temperatures. In addition to charactering microstructure, the goal of this study is to systematically examine the effect of deformation and SRX on twin, grain size, and mechanical property. The data presented in this work are also compared with available results obtained using other deformation techniques.
2. Experimental Procedure
The material we used was a commercially available Mg alloy AZ31 with the following composition (in mass%): 3%
*Corresponding author, E-mail: [email protected]; zcwang@wpi-aimr.
Al, 1% Zn, 0.3% Mn, and Mg (balance), which was supplied in form of cast ingot. The ingot was first machined into cylindrical samples with a gage length of 30 mm and a cross-section dimension of 15 mm and then homogenized as starting materials for the forging. The cold forging was carried out by a set of home-made hammers at room temperature. To better control the strain, the cylindrical sample was placed inside a steel ring with internal diameter of 20 mm during the deformation. The strains we tested were 2.5%, 5%, 7.5%, 10%, and 15%, respectively, within which the sample forged under the strain of 10% was selected and annealed at temperatures ranging from 573 to 773 K for 3 h in order to reveal microstructure evolution during the SRX. Finally, we measured micro-hardness and compressive properties of the annealed samples.
Microstructures were observed using optical microscopy (OM) and transmission electron microscopy (TEM). For the OM, the specimens were prepared by cutting, mechanical polishing, and subsequent etching in a chemical solution. The mean grain sizes of annealed samples were determined from the OM following the procedure given in the ASTM standard E112-95. As for the TEM, the samples were first cut from forged billets along normal to forging direction and then mechanically polished to thin foils. The foils were finally electropolished at 228 K to make electron transparent. The specimens were characterized using the Philips TECNAI-20 electron microscope operated at 200 kV. Compressive ex-periments were carried out on annealed samples with 7 mm in diameter and 14 mm in length, which were obtained by cutting along longitude of forged billets. The Vickers hardness (HV) was measured using a micro-hardness indenter
at a load of 0.49 N for 20 s.
3. Results and Discussion
3.1 Microstructure evolution during cold forging
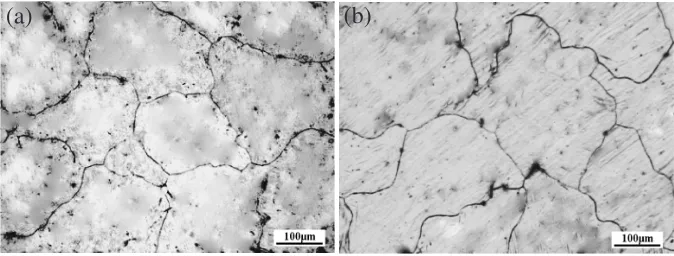
Figure 1 show optical microstructures of as-cast and homogenized specimens before forging. Secondary phases emerge around grain boundaries in the as-cast case (Fig. 1(a)) but disappear largely after the homogenization (Fig. 1(b)). As a result of annealing, the grains are somewhat coarsened with their sizes ranging from 200mmto 250mm, which are large enough to form twins during forging at room temperature.25) In fact, as we will see later, there indeed appear several types of twins during cold forging, including thick-lenticular, secondary (double), and narrow-band twins.
Figure 2 show representative optical images of the alloys forged under various strains. From this figure, both amount and morphology of twins are observed to alter substantially with the rise of strain. In the strain case of 2.5%, the majority of twins are of thick-lenticular shape, although secondary twins are also visible. However, these thick-lenticular twins transform, to a large extent, to narrow-band ones when the strain is beyond 2.5% (Figs. 2(b)–2(e)). The disappearance of thick-lenticular twins may not be attributed to the DRX, as mentioned in previous reports,26) because the alloy is deformed at low temperature with high speed so that time is not sufficient for the DRX. By careful analysis using electron backscattered diffraction (EBSD), we further identify the thick-lenticular twins as {10112} twins and narrow-band twins as {10111} and {30332} ones, in good agreement with the results obtained using rolled AZ31 sheets and as-extruded bars.25–27)
In general, there are two typical twin modes for Mg alloy:
f10112gh10111i tension twin and f10111gh10112i compression twin.28)Since the latter can only be generated under a large critical resolved shear stress (CRSS) (3 MPa for the former and 112 MPa for the latter),29,30) it is not surprising to observe first the thick-lenticular twins during deformation (Fig. 2(a)). Subsequent increase of strain may accumulate stress in grains, which could eventually result in the formation of narrow-band twins (Figs. 2(b)–2(e)). This is similar to the observations by Chino et al.26) showing that the narrow-band twins appear in the alloys compressed under a strain of 11%. The main difference is that the strain used in their study is higher than ours (5%), which is attributable to the higher forging velocity and larger homogenized grains we used.
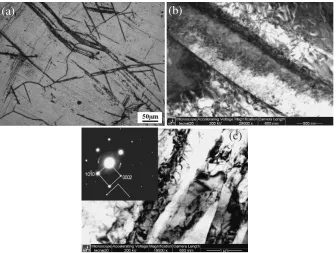
To shed light on how twins behave during forging, we present in Fig. 3 images of the specimen forged under the strain of 15%. From Fig. 3(a), one can see that the narrow-band twins traverse grain boundaries and change their orientations, in good agreement with the observations by Koike.25) This is due to the formation of step-like ledges when basal slip dislocations inside thef10111gtwins head for their neighboring grains.31)Further TEM observations con-firm the presence of slip dislocations both around (Fig. 3(b)) and within twins (Fig. 3(c)). In addition, the imaging suggests that slip and twin interact during forging in either a repulsive or an attractive manner, depending on their mode types. Specifically, since the interaction between slip and {10112} twin is repulsive,28)dislocations may pile up at
(a)
(b)
[image:2.595.129.466.73.201.2](c)
(d)
(e)
Fig. 2 Optical micrographs of the alloy forged under the strains of (a) 2.5%, (b) 5%, (c) 7.5%, (d) 10%, and (e) 15%.
(a)
(b)
(c)
[image:3.595.128.467.71.453.2] [image:3.595.131.467.495.748.2]twin boundaries, which can therefore result in high concen-tration of local stress. Apart from this interaction, twins themselves may interact without altering their original orientations (Fig. 3(c)), which infers that the growth of twins might be impeded by other twins at boundaries.
Although twins are known to contribute less to strain than slips, they are critical for improving deformability of Mg alloy via tuning orientations so as to reactivate other slip systems.27) At the initial stage of forging, only the tension {10112} twin and basal slip are important for the deform-ability because of their low CRSS, despite that other types of slip and twin may also contribute. Further deformation requires more strain than what the twinning alone can offer, which causes crystallographic slips and dislocations. The dislocations can pile up at grain or twin boundaries and thus induce large stress, which could eventually form compres-sion {10111} twins. These high-CRSS twins may rotate lattice, activate basal slip, and facilitate dislocation move-ment, thereby making further forging of Mg alloy under large strain likely.32)
3.2 Microstructure characteristics after SRX
To investigate the role of twins on recrystallization, we show in Fig. 4 microstructures of the alloys forged under
strain of 10% and annealed at various temperatures for 3 h. Clearly, the twins are largely substituted by well equiaxed grains, indicating that the SRX takes place and that grains start to grow. The mean grain sizes for the alloys annealed at temperatures ranging from 573 K to 773 K by a step of 50 K are determined to be 9, 15, 23, 26, and 33mm, respectively. Although the grains are coarsened with the rise of temper-ature, they all are refined after deformation.
Figure 5 shows microstructure of the alloy forged under the strain of 10% and annealed at 623 K for 2 h. From this figure, twins are found to distribute where the SRX occurs or fine grain appears. We thus conclude that the twin SRX takes place during annealing. This is because severe deformation enables the formation and subsequent accumulation of dislocations and twins especially inside coarse grains. These dislocations can arrange themselves to form cell structures and walls and then evolve into sub-grains, thereby increasing grain-boundary energy dramatically. Such grains with nonequilibrium boundaries could store sufficient energy to undergo the SRX during annealing. Finally, a comparison between Fig. 4 and 5 reveals that as the annealing continues, low-angle grains are inclined to evolve into high-angle equiaxed ones, suggestive of the important role of twin and SRX on grain refining.
(a)
(b)
(c)
(d)
(e)
[image:4.595.131.465.71.451.2]3.3 Mechanical properties after SRX
To investigate how microstructure evolution affects mechanical properties, we first measured micro-hardness (HV) for the AZ31 alloy forged under strain of 10% and
annealed at various temperatures. As seen in Fig. 6, theHV
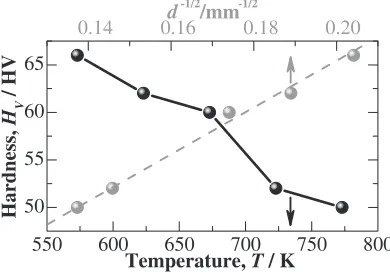
decreases gradually with the rise of annealing temperature, which can be ascribed to the grain coarsening (Fig. 4). The fast coarsening can be understood by considering an exponential relationship between diffusion coefficient (D) of grain boundary and annealing temperature (T), as ex-pressed byD¼D0expðQ=KTÞ. Evidently, grain boundary migrates swiftly as the temperature increases, which even-tually results in quick growth of neonatal grains. Further, we note in this figure that the HV and grain size (d)
follow approximately the Hall-Petch relationship given by HV ¼H0þKHd1=2,33) where H0 and KH are material constants and calculated to be 17.3 and 239.3, respectively, for the annealed alloy. This means that strengthening is a direct consequence of gain refining.
Next, we investigated room-temperature compressive properties for the forged alloy before and after annealing, as shown in Fig. 7. The stress in both cases increases sharply at initial stage of deformation but gradually afterwards until the maximum point. A key difference is that the fracture strain for the alloy before annealing (4.75%) is much lower than that for the annealed alloy having a value of 18.75%. In addition, the ultimate compressive strength (UCS) in the unannealed case (248 MPa) is also smaller than that in the annealed case (367 MPa), although the yield strength for the
unannealed alloy is higher (205 vs. 167 MPa). Interestingly, the hardening exponent in the unannealed case is found to be very small, which can be ascribed to pinning of dislocations. As well known, dislocations may heavily tangle and accumulate either along boundaries or in interior of twins and grains during the forging, thus causing hardening. However, the tangled dislocations are relieved significantly after annealing due to the SRX, which explains the aforementioned property change.
Finally, we presented in Fig. 8 yield strength, UCS, and compressive ratio for the alloy annealed at various temper-atures. From this figure, we see that they all have the optimal values at 623 K. A notable difference is that the yield strength Fig. 5 (a) Optical micrographs of the alloy forged under strain of 10% and annealed at 623 K for 2 h. (b) Magnified plot of (a).
550 600 650 700 750 800
50 55 60 65
d -1/2/mm-1/2
Temperature, T / K
0.14 0.16 0.18 0.20
Hardness,
H V
/ HV
Fig. 6 Micro-hardness of the alloy after SRX as a function of annealing temperature (bottomxaxis) andd1=2(topxaxis), wheredis grain size
obtained from Fig. 4.
0 4 8 12 16 20
0 100 200 300 400
Strain, ε/ %
Annealed
(b)
0 100 200 300 400 500
Stress,
σ
/ MPa Unannealed
(a)
Fig. 7 Compressive stress-strain characteristics of the alloy forged under strain of 10% (a) before annealing and (b) after annealing at 623 K for 3 h.
550 600 650 700 750 800
120 180 240 300 360
Compressive Ratio (%)
Temperature, T / K
Stress,
σ
/ MPa
Yield Strength Compressive Ratio
UCS
14 16 18 20
[image:5.595.132.466.71.198.2] [image:5.595.71.266.244.380.2] [image:5.595.338.517.244.399.2] [image:5.595.321.536.455.571.2]at 573 K is larger than that at 675 K, in contrast to the cases of UCS and compressive ratio. This can be attributed its residual stress and crystallographic texture as well as its incomplete SRX. However, the SRX at 623 K is completed, which refines grains and are responsible for the optimal properties. Finally, these values are comparable to the data obtained using the hot-extrusion technique.25)
4. Conclusions
We have applied a cold forging and annealing method to Mg alloy AZ31 and examined systematically the micro-structures and mechanical properties. We have found that the thick-lenticular {10112} twins are formed at initial stage of deformation but subsequently transformed to narrow-band {10111} and {30332} twins. Further annealing of the alloy reveals that static recrystallization takes place in twin interiors and that twin is of central importance to grain refining. Moreover, the micro-hardness and mean grain size are found to follow approximately the Hall-Petch relation-ship, which means that grain refining is crucial for alloy hardening. By measuring several mechanical quantities, we have found that the combined deformation technique is effective in improving the mechanical properties of AZ31 alloy in a way comparable to those of the processed alloy by hot extrusion.
Acknowledgements
This work was supported in part by a Grant-in-Aid for Scientific Research on Priority Area, ‘‘Atomic Scale Mod-ification (Grant No. 474)’’, from MEXT of Japan, and a National 973 Major Project of China, ‘‘The Key Fundamental Problem of Processing and Preparation for High Performance Magnesium Alloy’’ under Grant No. 2007CB613700.
REFERENCES
1) B. L. Mordike and T. Ebert: Mater. Sci. Eng. A302(2001) 37–45. 2) J. A. del Valle, M. T. Pe´rez-Prado and O. A. Ruano: Mater. Sci. Eng. A
355(2003) 68–78.
3) M. Hakamada, T. Furuta, Y. Chino, Y. Chen, H. Kusuda and M. Mabuchi: Energy32(2007) 1352–1360.
4) T. Liu, Y. D. Wang, S. D. Wu, R. L. Peng, C. X. Huang, C. B. Jiang and S. X. Li: Scr. Mater.51(2004) 1057–1061.
5) S. Kamado and Y. Kojima: Mater. Sci. Tech.16(1998) 45–54. 6) G. Garces, A. Muller, E. Onorbe, P. Perez and P. Adeva: J. Mater. Proc.
Tech.206(2008) 99–105.
7) S. Y. Chang, H. Tezuka and A. Kamio: Mater. Trans. JIM38(1997) 526–535.
8) K. Yu, W. X. Li, R. C. Wang and Z. Q. Ma: Chin. J. Nonfer. Metals13 (2003) 277–288.
9) S. C. V. Lim and M. S. Yong: J. Mater. Proc. Tech.171(2006) 393– 398.
10) M. Furukawa, Z. Horita, M. Nemoto and T. G. Langdon: Mater. Sci. Eng. A324(2002) 82–89.
11) R. Z. Valiev: Adv. Eng. Mater.5(2003) 296–300. 12) V. M. Segal: Mater. Sci. Eng. A197(1995) 157–164.
13) D. H. Shin, Y. S. Kim and E. J. Lavernia: Acta Mater. 49(2001) 2387–2393.
14) T. M. Liu, J. Z. Liu, L. W. Lu, Y. Liu and Z. C. Wang: Mater. Trans.50 (2009) 765–770.
15) Q. D. Wang, Y. J. Chen, J. B. Lin, L. J. Zhang and C. Q. Zhai: Mater. Lett.61(2007) 4599–4602.
16) N. Tsuji, Y. Saito, S. H. Lee and Y. Minamino: Adv. Eng. Mater.5 (2003) 338–344.
17) Y. Saito, N. Tsuji, H. Utsunomiya and S. Tanigawa: Scr. Mater.39 (1998) 1221–1227.
18) S. M. F. Varzaneh, A. Z. Hanzaki and M. Haghshenas: J. Alloy. Compd.475(2009) 126–130.
19) F. K. Chen and T. B. Huang: J. Mater. Proc. Tech.142(2003) 643– 647.
20) M. Chandrasekaran and Y. M. S. John: Mater. Sci. Eng. A381(2004) 308–319.
21) H. T. Kang and T. Ostrom: Mater. Sci. Eng. A490(2008) 52–56. 22) Y. Chino, M. Mabuchi, K. Shimojima, Y. Yamada, C. Wen, K. Miwa,
M. Nakamura, T. Asahina, K. Higashi and T. Aizawa: Mater. Trans.42 (2001) 414–417.
23) N. Ogawa, M. Shiomi and K. Osakada: Int. J. Mach. Tools Manuf.42 (2002) 607–614.
24) A. Mwemebela, E. B. Konopleva and H. J. McQueen: Scr. Mater.37 (1997) 1789–1795.
25) J. Koike: Metall. Mater. Trans.36(2005) 1689–1696.
26) Y. Chino, K. Kimura and M. Mabuchi: Mater. Sci. Eng. A486(2008) 481–488.
27) Y. N. Wang and J. C. Huang: Acta Mater.55(2007) 897–905. 28) M. H. Yoo: Metall. Trans. A12(1981) 409–418.
29) R. E. Reed-Hill and W. D. Robertson: Acta Metall.5(1957) 717–727. 30) H. Yoshinaga and R. Horiuchi: Mater. Trans. JIM4(2004) 1–8. 31) Y. Chino, K. Kimura and M. Mabuchi: Acta Mater.57(2009) 1476–
1485.