Retaining the
©
001
ª
Orientation from Initial Columnar Grains
and Magnetostriction in Binary Fe-Ga Alloy Sheets
Jiheng Li, Chao Yuan, Wenlan Zhang, Xiaoqian Bao, Jie Zhu and Xuexu Gao
+State Key Laboratory for Advanced Metals and Materials, University of Science and Technology Beijing, Beijing 100083, China
Sheets of binary Fe83Ga17alloy were prepared by a method which involved rolling of specimens with©100ªoriented columnar grains
arranged initially along rolling direction. The ductility of the binary Fe83Ga17alloy with©100ªoriented columnar grains fabricated via directional
solidification could be improved compared with that of the alloy with equiaxed grains. The orientation gradually rotated to a©110ªfrom the ©100ªdirection during the rolling process, and the final rolled texture was dominated by strong{100}©011ª. The sharp{110}©001ªGoss orientation was confirmed in thefinal annealed sheets. Excluding the effects of inhibitors and surface energy on textural evolution, it is thought that the©001ªorientation was obtained from the hereditary characteristics of the initial columnar grains. A high magnetostriction of 185 ppm without pre-stress was attributed to the strong Goss texture observed in thefinal recrystallized sheets. [doi:10.2320/matertrans.M2015282]
(Received July 9, 2015; Accepted September 8, 2015; Published October 23, 2015)
Keywords: magnetostriction, iron-gallium alloy, rolling, Goss texture, initial columnar-grains
1. Introduction
Magnetostrictive Fe-Ga alloys, also named “Galfenol”,
have received increasing attention as a new magnetostrictive smart material for actuator, sensor, and energy harvesting
applications.1,2) This interest stems from facts that unlike
existing smart material systems, Galfenol is thefirst to offer
the combination of good magnetostrictive properties and
mechanical properties. Magnetically,3) the addition of Ga
increases the magnetostrictive capability of Fe over tenfold
up to 400 ppmð32100Þalong©100ªdirection in single crystal
material. Mechanically,4) Fe-Ga alloys are robust not
exhibited by materials such as PZT, PMN, or Terfenol-D.
In addition, Fe-Ga alloys have high permeability (®r>
100),5) high Curie temperature (Tc>650°C)6) and low
temperature dependence (³0.5 ppm/°C).7)This combination
of magnetic and mechanical properties makes Fe-Ga alloy a unique material.
The high conductivity of Fe-Ga alloy requires its form of thin sheet to avoid eddy current losses. Efforts have been
made to get thin sheets by rolling process.810) However,
the studies of Cheng8) and Na9) et al. indicated that the
polycrystalline Fe81Ga19 binary alloy cracked and fractured
along grain boundaries during hot rolling and was too brittle to make thin sheets. Subsequently, it has been reported that addition of B, Mo, Nb and NbC could improved the ductility
of polycrystalline Fe-Ga alloys for plastic working.11) But,
in almost all cases, ternary additions have decreased the
magnetostriction values from the binary Fe-Ga alloy.12) On
the other hand, Cubic texture {100}©001ª or Goss texture
{110}©001ª was reported in previous work with ternary
addition, such as B13)or NbC,14)which was thought to act as
inhibitors, resulting in abnormal grain growth (AGG) in the Fe-Ga sheets. The texture in the Fe-Ga sheets is a key factor affecting magnetostrictive performance due to the anisotropic nature of the magnetostriction. The development of strong
©100ª (the magnetic easy axes)//RD (RD=rolling
direc-tion) texture is critical in order to achieve maximum
magnetostrictive strain. Unfortunately, high content up to
2.5 at% of ternary addition resulted in the large number of
island-like grains and precipitates,15) which would bring
some unfavorable influences on other magnetic properties, such as permeability.
The ©100ª orientation in bulk Fe-Ga alloys was usually
produced by a directional solidification process, meanwhile
coarse columnar grains was obtained after directional
solid-ification.16) Numerous studies reported that mechanical
property of the alloy with columnar grains could be improved obviously compared with that of the alloy with equiaxed
grains.17,18)For Ni
3Al alloy which exhibited grain boundary
embrittlement,17)the mechanical property of this alloy with
columnar grains fabricated by directional solidification could be improved because of the low-energy grain boundary which could resist the intergranular cracks. The significant enhancement of the tensile ductility of the columnar-grained
Fe-6.5 mass%Si alloy at intermediate temperatures was
mainly ascribed to the formation of a great number of
homogeneous deformation twins.18)
For polycrystalline Fe-Ga binary alloy which exhibited grain boundary embrittlement, it is possible that the
direc-tional solidified binary alloy could be rolled to make thin
sheets. Meanwhile, the large magnetostriction could be
achieved in Fe-Ga binary alloy sheets if the ©001ª initial
orientation could be retained through microstructure heredi-tary of columnar grains. Therefore, we have been studying material design in order to prepare binary Fe-Ga alloy sheets
by rolling of the specimens with ©100ª oriented columnar
grains initially arranged along rolling direction. In this work,
The sheets of binary Fe83Ga17alloy were prepared, and Goss
texture was obtained in annealed Fe83Ga17 sheets, which
resulting in a high magnetostriction (//-¦) of 185 ppm.
2. Experimental Procedure
The Fe83Ga17 (at%) alloy was prepared from pure Fe
(99.95 mass% purity) and Ga (99.99 mass% purity) by
induction melting under argon atmosphere. The oriented
Fe83Ga17 alloy with 40 mm diameter and about 100 mm
+Corresponding author, E-mail: gaox@skl.ustb.edu.cn
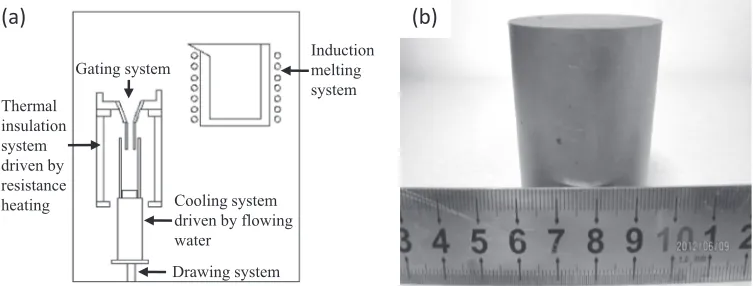
length was produced by directional solidification (DS). Figure 1 shows a schematic illustration of the directional solidification apparatus and a picture of directionally solidified rod. The raw material was molten in induction melting system, and then the molten metal was drawn into a quartz tube via the gating system. The quartz tube was placed in the holding furnace (thermal insulation system driven by resistance heating) with a given temperature gradient (about
55 K/cm). After pouring, the tube was moved down with rate
of 720 mm·hr¹1 by motor immediately. The microstructure
was observed by optical microscope. Static tensile tests at a
constant velocity of 1©10¹3s¹1 were employed to
inves-tigate the influence of columnar grains on the ductility. Fracture morphologies of specimens were observed by scanning electron microscope (SEM). The columnar-grained
slabs with a thickness of³18 mm were obtained from the DS
alloys by electrical discharge machining. The slabs were hot rolled along the growth direction of columnar grains at
1150°C to 2.1 mm with about 88% reduction, followed by
warm rolling at about 600°C to 1.1 mm. The final rolling
was undertaken at room temperature to the final thickness
of 0.3 mm. The Fe83Ga17 sheets, 12 mm©16 mm, were
enclosed in quartz ampoules with 0.3 atm argon protecting
gas. The heating rate at 0.25°C/min was employed from
900°C to 1080°C and followed by quenching without dwell at 1080°C. Final annealing process was undertaken at 1200°C for 6 h, and followed by furnace cooling to 800°C and then quenching to room temperature. The phase of sheets was examined using X-ray diffraction (XRD). The texture was analyzed using electron back-scattering diffraction
(EBSD). The EBSD analysis was carried out on a SUPRATM
55 field emission scanning electron microscope. The
magnetostriction was measured by strain gauge, and the gauges were positioned along the rolling direction. For the
magnetostriction measurement (//and¦), a magnetic field
parallel and perpendicular to the rolling direction was applied respectively.
3. Results and Discussion
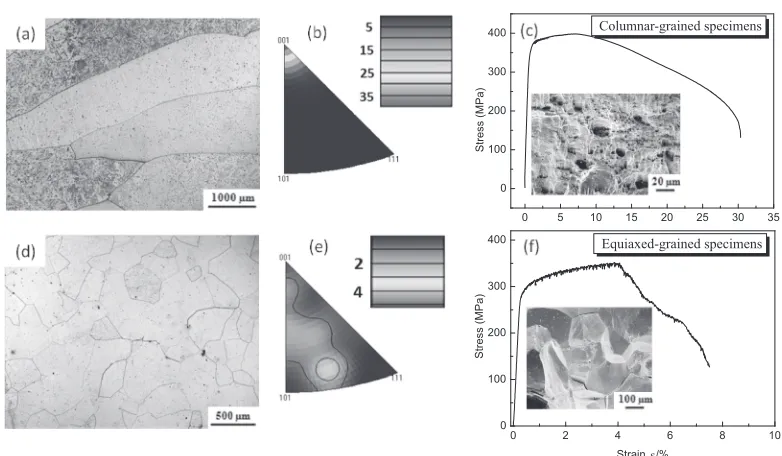
In the columnar-grained specimens fabricated by
direc-tional solidification, some columnar grains are distributed
homogeneously with a width of³1000 µm which are nearly
parallel to each other, as shown in Fig. 2(a). The grain
morphology of the directionally solidified specimens is related to the direction of heat dissipation which is parallel to the drawing direction without transversal heat dissipation.
The grains with ©100ª crystallographic orientation grow
preferentially during directional solidification process, which
resulted in a strong©100ªfiber texture along axial direction of
rods, as shown in Fig. 2(b). Comparatively, the as-cast ingot was prepared by induction melting, and then was hot-forged to both reduce casting defects and improve the homoge-nization. It can be seen from Fig. 2(d) that many equiaxed
grains with a size of 100³600 µm are observed in the
hot-forged specimens, and those grains are without preferred orientation shown in Fig. 2(e). The directionally solidified and hot-forged alloys herein are called as columnar-grained and equiaxed-grained specimens, respectively. In order to determine the effect of oriented columnar grains on the
plasticity of Fe83Ga17alloy, tensile tests of columnar-grained
and equiaxed-grained specimens were carried out at 500°C. During the tests, the standard tensile specimens were heated
to 500°C at a heating rate of 5°C/min and held for 10 min
before tensile test. A maximum elongation of 30.3% is
observed for the columnar-grained specimen, while the
equiaxed-grained specimen has elongation of 7.5%, as shown
in Fig. 2(c) and (f ). The fracture morphology shown in the inset of Fig. 2(c) appears as dimple fracture for columnar-grained specimen, which suggests that a typical plastic fracture occurred in tensile testing. Although some slip bands indicative of plastic deformation are observed in equiaxed-grained specimen, the intergranular cleavage indicating a severe deterioration in ductility is mainly via fracture, as shown in the inset of Fig. 2(f ). These results indicate that columnar-grained specimens exhibit higher tensile ductility than that of the equiaxed-grained specimens. Grain boundary acts as potential source of cracks in Fe-Ga binary alloys which are prone to intergranular fracture. Directional solid-ification can decrease the density of transversal grain boundary, which could work as a method for improving the mechanical property of these alloys. As reported in previous
studies,19,20)the tensile strength of the equiaxed-grained
Fe-Ga (1518 at%) alloy without preferred orientation was about
380³450 MPa at room temperature, and the fracture mode
was intergranular fracture. It is considered that the tensile strength depends on the grain boundary bonding strength. As
for ©001ª oriented single crystal Fe83Ga17 alloy, the tensile
Induction melting system Gating system
Thermal insulation system driven by resistance
heating Cooling system driven by flowing water
Drawing system
(a)
(b)
[image:2.595.110.487.73.216.2]strength achieved 515 MPa at room temperature, and the
fracture mode was cleavage fracture.21)The breaking strength
of grains along ©001ª direction was larger than the grain
boundary bonding strength. In this work, the fracture mode
of Fe83Ga17 alloy with ©100ª oriented columnar grains is
transgranular fracture (cleavage fracture), because the size of columnar grains is very large, and the grain boundary is most parallel to the direction of tensile stress, which indicate
that the fracture behavior of the ©100ª oriented
columnar-grained sample is similar to that of single crystal samples. Comparatively, the intergranular cleavage indicates a severe deterioration in tensile strength of the equiaxed-grained sample. Therefore, the yield stress maybe higher in the columnar grained samples even though the grain size is
larger. On the other hand, A. E. Noltinget al.22)found that
the tensile strength was not decreased with increasing grain size in Galfenol steel and 4.6Al-Galfenol alloys, and they have pointed out that the change in mechanical properties was likely contributed to a complex strengthening mecha-nisms.
Fe83Ga17 binary alloy sheets with 0.3 mm thickness were
prepared by a rolling process, which was benefit from©100ª
oriented columnar grains initially arranged along rolling
direction. The textures evolution of©100ªoriented columnar
grains during rolling process were analyzed using EBSD, as shown in Fig. 3. All the three types of samples (hot-rolled, warm-rolled and cold-rolled) show severe through-thickness structure and texture gradients. The orientation has been indicated by a standard stereographic triangle. With the increase of the amount of deformation, the deformation of grains became more serious, leading to a large number of blind area (white area in Fig. 3(c)) in orientation map of
cold-rolled sheets. From inverse pole figure maps shown in
Fig. 3(a) and its inset, it can be seen that ©100ª orientation
was retained in hot rolled sheet from initial columnar grains. The texture of hot rolled sheets mainly featured strong
favorable {110}©001ª Goss texture and nearly {100}©001ª
Cubic texture, as shown in Fig. 3(d). It is believed that©100ª
orientation was retained from the initial Goss and Cubic oriented columnar grains without dynamic recrystallization
during hot rolling. Y. F. Gu et al.23) have pointed that
dynamic recrystallization of directionally solidified alloy was mainly influenced by temperature and strain rate, especially the strain rate. It was found that dynamic recrystallization did
not take place in DS Ni3Al alloys deformed under a high
strain rate of 2.1©10¹2S¹1 and a high temperature. In
general, the shear texture is prone to form Goss texture after hot rolling in any initial orientation used. Goss orientation was formed not by recrystallization during and after hot rolling but by slip rotation near the surface due to constrained
deformation.24)Cubic texture was resulted from the heredity
of the initial cube orientation, which was consistent with the
results obtained by N. Tsuji et al. that {100}©001ª oriented
grains maintain their initial orientations even after 70%
rolling reduction.25)Figure 3(b) presents the grain orientation
in warm rolled sheet. There is an increase of the area of yellow and blue color, which indicates that after a further deformation at 600°C, the orientation of elongated grains
began to rotate from ©001ª to©011ª shown in the inset of
Fig. 3(b). The dominant texture of warm rolled sheet are
nearly{113}©210ª,{100}©001ªand{111}©112ª, as shown in
Fig. 3(e). From the Fig. 3(c) and its inset, it can be seen that yellow is dominant color, which indicates that the orientation has finished the rotation to ©011ª in the final cold rolled
sheet. The texture is mainly featured a strong {100}©011ª
component (rotate cubic texture) and a weak {111}©112ª
texture shown by white arrow (Fig. 3(f )). The rotation
around the direction of ©011ª was influenced by the initial
grain boundaries nearly parallel to the rolling direction due to the minimum grain boundary restriction. The initial coarse
columnar grains with ©100ªtexture prevented the formation
of a large quantity of small{111}grains. Deformation texture
of columnar-grained Fe-Ga alloy is significantly different
from£-fiber texture ({111}©uvwª) obtained easily by rolling
0 2 4 6 8 10
0 100 200 300
400 Equiaxed-grained specimens
Stress (MPa)
Strain ε/%
0 5 10 15 20 25 30 35 0
100 200 300
400 Columnar-grained specimens
Stress (MPa)
Fig. 2 Microstructure, orientation and tension stress-strain curves of Fe83Ga17alloy, columnar-grained specimen: (a), (b), (c);
[image:3.595.102.493.65.293.2]Non-oriented polycrystalline cubic metals, which would have different influence on evolution of recrystallization texture.
Phase transformation of Fe83Ga17 alloy sheets during heat
treatment was examined using X-ray diffraction, as shown in Fig. 4. It can be found that the phase is always body-centered cubic structure (bcc) (A2 phase) during heat treatment, which indicates that there is just recrystallization without phase transformation in annealing process. The change of relative diffraction intensity is mainly due to the texture evolution.
Figure 5 shows an orientation map and ODF of the final
annealed Fe83Ga17 alloy sheet. The results show that the
average grain size is about 800 µm, but the recrystallized microstructure is inhomogeneous, as shown in Fig. 5(a). The
red color area represents the grains with ©100ª orientations
along the rolling direction to within 15°. From the misorientation distribution curve shown in Fig. 5(b), it can be found that the majority misorientation is about at 7.5°, and
the area oriented in the rolling directions is 61.9%for fully
scanned area. The major texture component of the annealed
sheet shown in Fig. 5(c) is {110}©001ª Goss texture.
Generally, the texture of {100}©011ª (rotate cube texture)
is very stable, which is attributed to that the deformed
{100}©011ª grains cannot recrystallize. The primary
recrys-tallization is suppressed so that strong recovery prevails due to low deformation stored energy. On the other hand, it has
been reported that the {111}©112ª texture was formed after
cold rolling in Goss oriented Fe-Si single crystal alloy, but
Goss texture was obtained again after recrystallization.26)The
possible explanation was given as follow. There were some micro zones with initial orientation in deformed grains, and these areas provided sites to nucleate for Goss oriented grains. The Goss grains have a high proportion of high-energy boundaries and thus have a larger critical size for growth than other orientations. Despite the fact that a high percentage of the Goss grains shrunk because they were smaller than their critical size during the initial phase of annealing, some Goss grains which survived in this initial
stage were selected to grow quickly and dominated thefinal
texture. Thus, it is considered that in as-rolled Fe83Ga17sheet,
Φ2=45° Φ2=45° Φ2=45°
RD
ND
RD RD RD
001
101 111
001
101 111
001
101 111
(a) (b) (c)
(d) (e) (f)
Fig. 3 Inverse polefigure (IPF) maps and ODFs of EBSD data displayed at¤2=45° section of Fe83Ga17alloy at different deformation
stages. (a) (d) hot rolling, (b) (e) warm rolling, (c) (f ) cold rolling. The insets are the corresponding IPFs.
30 40 50 60 70 80 90
Intensity (a.u.)
Diffraction angle 2θ/ °
after heating from 900°C to1080°C and quenching
Final annealed sheet at 1200°C
(211) (200)
(110)
bcc-Fe(Ga)
Fig. 4 XRD of the Fe83Ga17alloy sheets during the heat treatment.
10 20 30 (a)
(b) (c)
2=45° ϕ
Fig. 5 Orientation map (a), its corresponding misorientation (b) and ODF of EBSD data displayed at¤2=45° section (c) of thefinal annealed
[image:4.595.89.516.70.282.2] [image:4.595.308.545.326.506.2] [image:4.595.61.278.328.491.2]there could be some micro bands which provide sites for Goss grains to nucleate and grow. In other words, the strong
{110}©001ª Goss texture was obtained from the hereditary
characteristic of the initial columnar grains.
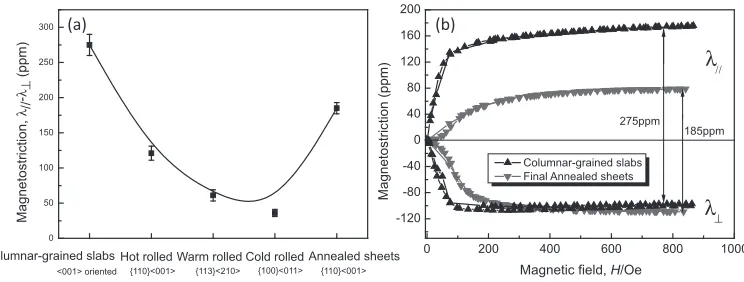
Magnetostriction of Fe83Ga17 alloy sheets varies with
texture evolution during prepare process, as shown in Fig. 6(a). It can be seen that there is an observed decrease in magnetostriction during rolling process. The magneto-strictive value decreased from 275 ppm in columnar-grained slabs to 36 ppm in cold-rolled sheet, which was mainly
ascribed to the deviation of orientation from©001ªdirection
and a lot of worsening deformed grains resulted by rolling
deformation. After final annealing, the magnetostriction of
Fe83Ga17alloy sheet has an increase up to185 ppm due to the
ideal Goss texture and the improvement in the crystal perfection after recrystallization. Figure 6(b) presents
mag-netostriction curves of columnar-grained slabs and final
annealed sheets. There is little hysteresis in the striction vs. H, resulting in an almost reversible magneto-striction.
4. Conclusions
In conclusion, sheets of binary Fe83Ga17 alloy were
prepared by a method with rolling of specimens with ©100ª
oriented columnar grains arranged initially along rolling
direction. The ductility of the binary Fe83Ga17 alloy with
©100ª oriented columnar grains fabricated by directional
solidification could be improved compared with that of the alloy with equiaxed grains. The orientation of columnar
grains gradually rotated to a ©110ª from the ©100ªdirection
during the rolling process. The rotation around the direction
of©110ªwas influenced by the initial grain boundaries nearly
parallel to the rolling direction. Strong {110}©001ª Goss
texture was confirmed in the final annealed sheets, which
were obtained from the hereditary characteristics of the initial Goss oriented columnar grains. A high magnetostriction
of 185 ppm without pre-stress was achieved in the final
recrystallized sheets due to the strong Goss texture observed.
Acknowledgments
This study was financially supported by the National
Basic Research Program of China (973 Program) (No.
2011CB606304), National Natural Science Foundation of China (No. 51271019, 51501006).
REFERENCES
1) S. Guruswamy, N. Srisukhumbowornchai, A. E. Clark, J. B. Restorf and M. Wun-Fogle:Scr. Mater.43(2000) 239.
2) A. E. Clark, J. B. Restorf, M. Wun-Fogle, T. A. Lograsso and D. L. Schlagel:IEEE Trans. Magn.36(2000) 3238.
3) A. E. Clark, K. B. Hathaway, M. Wun-Fogle, J. B. Restorf, T. A. Lograsso, V. M. Keppens, G. Petculescu and R. A. Taylor:J. Appl. Phys.93(2003) 8621.
4) R. A. Kellogg, A. M. Russell, T. A. Lograsso, A. B. Flatau, A. E. Clark and M. Wun-Fogle:Acta Mater.52(2004) 5043.
5) A. E. Clark, M. Wun-Fogle, J. B. Restorf, T. A. Lograsso and J. R. Cullen:IEEE Trans. Magn.37(2001) 2678.
6) A. E. Clark, M. Wun-Fogle, J. B. Restorf and T. A. Lograsso:Mater. Trans.43(2002) 881886.
7) R. A. Kellogg, A. B. Flatau, A. E. Clark, M. Wun-Fogle and T. A. Lograsso:J. Appl. Phys.91(2002) 7821.
8) L. M. Cheng, A. E. Nolting, B. Voyzelle and C. Galvani:Proc. SPIE
6526(2007) 65262N.
9) S. M. Na and A. B. Flatau:J. Appl. Phys.101(2007) 09N518.
10) E. M. Summers, R. Meloy and S. M. Na:J. Appl. Phys.105(2009) 07A922.
11) S. M. Na and A. B. Flatau:J. Appl. Phys.103(2008) 07D304.
12) E. M. Summers, T. A. Lograsso and M. Wun-Fogle:J. Mater. Sci.42
(2007) 9582.
13) S. M. Na, J. H. Yoo and A. B. Flatau:IEEE Trans. Magn.45(2009) 4132.
14) J. H. Li, X. X. Gao, J. Zhu, X. Q. Bao, T. Xia and M. C. Zhang:Scr. Mater.63(2010) 246.
15) S. M. Na and A. B. Flatau:Smart Mater. Struct.22(2013) 125026.
16) C. Li, J. H. Liu, Z. B. Wang and C. B. Jiang:J. Magn. Magn. Mater.
324(2012) 1177.
17) T. Hirano:Acta Metall. Mater.38(1990) 2667.
18) J. X. Xie, H. D. Fu, Z. H. Zhang and Y. B. Jiang:Intermetallics23
(2012) 20.
19) E. Summers, T. A. Lograsso, J. D. Snodgrass and J. Slaughter:Proc. SPIE5387(2004) 448.
20) X. X. Gao, J. H. Li, J. Zhu, J. Li and M. C. Zhang:Mater. Trans.50
(2009) 1959.
21) R. A. Kellogg, A. M. Russell, T. A. Lograsso, A. B. Flatau, A. E. Clark and M. Wun-Fogle:Acta Mater.52(2004) 50435050.
22) A. E. Nolting and E. Summers:J. Mater. Sci.50(2015) 5136.
23) Y. F. Gu, D. L. Lin, A. D. Shan, J. G. Chen, F. Hu and H. Q. Cao: Acta Metall. Sin.34(1998) 351.
24) Y. Shimizu, Y. Ito and Y. Iida:Metall. Trans. A17(1986) 1323.
25) N. Tsuji, K. Tsuzaki and T. Maki:ISIJ Int.32(1992) 1319.
26) J. Harase, R. Shimizu, Y. Kawamo and Y. Ushigami: J. Japan Inst. Metals55(1991) 615621.
0 50 100 150 200 250 300
{110}<001> {100}<011> {113}<210> {110}<001> <001> oriented
Annealed sheets Cold rolled
Warm rolled Hot rolled
Magnetostriction,
λ //-λ ⊥
(ppm)
Columnar-grained slabs 0 200 400 600 800 1000
-120 -80 -40 0 40 80 120 160 200
185ppm
λ⊥ λ//
Magnetostriction (ppm)
Magnetic field, H/Oe Columnar-grained slabs Final Annealed sheets
275ppm
(a) (b)
[image:5.595.115.487.70.211.2]