387
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Volume-5, Issue-3, June-2015
International Journal of Engineering and Management Research
Page Number: 387-392
Optimization of Process Parameters to Minimize Volumetric Shrinkage
of Wax Pattern in Investment Casting using Taguchi Approach
Hemant Kumar Mahobiya1, Santosh Kumar Mishra2 , S.K. Ganguly3 1
M.E. (Production Engineering.), Department. of Mechanical Engineering, Bhilai Institute of Technology, Durg, INDIA 2,3
Depaerment of Mechanical Engineering, Bhilai Institute of Technology, Durg, INDIA
ABSTRACT
Investment casting is most versatile and flexible process whose application is rapidly increasing, specifically for producing high quality, near net-shape complex components. The process begins with making of wax patterns which is an exact replica of the cast part then after employing a shell mould, dewaxing, pouring, knocking the shell followed by minor finishing operation. Shrinkage is one of the most significant problems of a wax pattern in terms of quality in the investment casting process. The shrinkage depends on various parameters such as wax material, mold temperature, injection temperature, injection pressure, injection time, cooling time etc. In this present work, the analyses have been performed as per Taguchi orthogonal arrays (L9) in the Moldflow simulation program to find volumetric shrinkage. The signal-to-noise and the analysis of means were used to find the optimum levels and to indicate the influence of the process parameters on volumetric shrinkage of wax pattern. Hence, dimensional accuracy of wax patterns in the investment casting process can be significantly improved through this approach.
Keywords--- Investment casting, Taguchi method,
volumetric shrinkage, wax pattern
I.
INTRODUCTION
Investment casting is a specialized manufacturing technique used for producing high quality, net-shape complex parts. It is considered as the most ancient of metal casting arts.Technological advances have also made it the most modern and versatile of all metal casting processes [1]. Difficult to machine metals are best shaped by this process. Excellent surface finish is a major advantage of this process [14]. The steps involved in the investment casting process are shown in Fig.1.
These steps are as follows: wax injection process, pattern assembly, ceramic shell building, dewaxing, Pre-heating, metal casting, knocking out of the ceramic shell and cutting off the components, and minor finishing operations.
388
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
analyzed for improving the quality of the wax patterns.Rahmati et al. [11] presented a rapid wax injection tool of a gearbox shift fork was designed, simulated, and manufactured using rapid prototyping and rapid tooling technology to save time and cost of producing wax models used for the investment casting process. The model of the gearbox shift fork part was was analyzed using CAE simulation software such as MoldFlow to investigate the ideal and optimum conditions of tool operation during wax injection molding process. Parameters investigated include filling patterns, temperature profiles, residual stresses, and tool clamping force, the pressure at different time intervals, air trap spots locations, wax model weld lines and freeze time. The results from analysis were compared with conventional wax model production methods and it has not only confirmed the success of such application, but also proves valuable benefits with respect to the common tooling techniques.
S. Pattnaik et al [9] presented the wax blend, to be used in the investment casting process, is prepared by mixing different waxes and starch as filler material to reduce the shrinkage of wax patterns. The effect of the injection process parameters on the dimensional stability of the wax patterns made using silicon rubber mould has been studied and the optimum injection process parameters to reduce the shrinkage of wax patterns have been suggested. The wax injection processing parameters considered for experimentation were injection temperature, injection pressure and injection time and taguchi approach is applied to optimize the process parameter. The analysis of experimental results showed that the injection temperature and injection pressure greatly influenced the dimensional stability of wax patterns.
Ranjit K. roy [13] studied on Taguchi concept and gave better example to analyse the effects of various input parameters on output response of a process. He worked on designed orthogonal arrays and explained different values in ANOVA table.
The aim of this study is to employ Taguchi method to establish the optimal setting of process parameters for making wax patterns in the investment casting process. The process parameters considered in the present study are: mold temperature, injection temperature, and injection pressure and injection time. The volumetric shrinkage of the wax patterns is considered as performance evaluation parameters for predicting the quality of the wax patterns. Confirmation analysis is performed to verify the effectiveness of the proposed method.
II.
EXPERIMENTAL WORK
This section involves the selection of process parameters and their levels, selection of wax material for pattern making and selection of appropriate orthogonal array for the design of experiments.
2.1 Selection of process parameters for wax injection process
The selection of process parameters for wax injection process in investment casting is based on the literature Pattnaik et al. [9] and Bonilla et al. [15]. The following process parameters may affect the dimensional stability of the wax patterns:
1. Parameters based on wax injection process –injection temperature, injection pressure, injection time.
2. Parameters based on wax blend – composition of the blend which includes different types of waxes and additives, viscosity, thermal conductivity.
3. Parameters based on mould – Mould material, durability, adequate venting.
4. Parameters based on cooling inside the mould – cooling time, ambient temperature of the mould.
Mold temperature, Injection temperature, injection pressure and injection time were selected to visualize their effect on the dimensional accuracy of wax patterns made by investment casting process. The other parameters such as wax composition, ambient temperature, pattern cooling inside the mould and after ejection from the mould were fixed during the entire investigation.
2.2 Selection of Wax pattern material
The accuracy of the wax pattern has a direct impact on the accuracy of the final casting. The desirable properties of the wax patterns are as follows: high dimensional accuracy, high hardness, excellent surface texture, excellent fluidity, excellent releasability from the mould, non-involvement of bubbles during the injection moulding etc. [7].
In the present work, cerita wax F30-75 material is selected based on the literature Rahmati et al. [11]. Cerita F30-75 is a lightly filled pattern wax with excellent flow characteristics and dimensional stability. Properties of cerita F30-75 wax are:
• Low ash generation on burning,
• Ease of injectability,
• Ease of interaction with ceramic cores,
• Excellent surface appearance.
Experimental data on thermophysical and thermomechanical properties for wax material cerita F30-75 are: melt temperature range (60-66oC), thermal diffusivity (11.4×10−8m2/s), latent heat (70–90 J/g), density of melt (0.955g/cm3), and solid density (0.846 g/cm3).
2.3 Selection of levels of Process parameters
389
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Table 1: The level of wax injection process parameters2.4 Selection of appropriate orthogonal array for process parameters
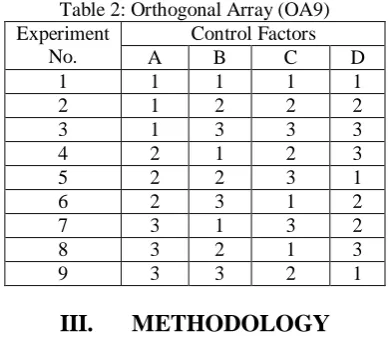
To select an appropriate orthogonal array for conducting the experiments, the degrees of freedom are to be computed. Hence, the total DOF required for three parameters, each at three levels is [4 x (3-1)], i.e. 8. Thus L9 orthogonal array was selected to make the present analysis. This design requires nine experiments with three parameters, each at three levels. The assignment of the process parameters is given in Table 2 [13].
Table 2: Orthogonal Array (OA9) Experiment
No.
Control Factors
A B C D
1 1 1 1 1
2 1 2 2 2
3 1 3 3 3
4 2 1 2 3
5 2 2 3 1
6 2 3 1 2
7 3 1 3 2
8 3 2 1 3
9 3 3 2 1
III.
METHODOLOGY
3.1 Validation of Software Data
(a)
(b)
(c)
Figure 2: (a) Volumetric shrinkage, (b) air trap spots location and (c) Wax model filling time as given in
reference literature [16]
(a)
(b)
Symbol Process
parameters
Range L1 L2 L3
t Mold
temperature
m 13-17(
o
13
C) 15 17
t Injection
temperature
i 60-70(
o
60
C) 65 70
p Injection
pressure
i
1.0-1.5(MPa)
1.0 1.3 1.5
390
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
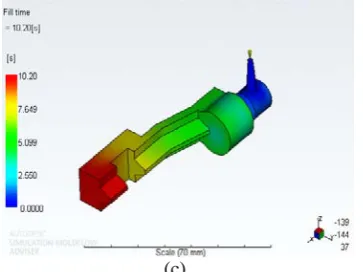
(c)Figure 3: (a) Volumetric shrinkage, (b) air trap spots location and (c) Wax model filling time as per the
present model
In the present work simulation of wax injection process is done in moldflow software according to Rahmati et al. (2009) cited in [11]. The volumetric shrinkage, air trap spots location and fill time analysis in the present work shown in Figure 2 with that of the work cited in literature according to Rahmati et al. (2009) as shown in Figure 1. It is clear that there is good agreement between the two models as regard to volumetric shrinkage, air trap spots location and fill time analysis.
3.2 Wax Pattern model
In this study, to analyze the wax injection molding a 3-D model of an industrial part hanger is created in part module of Pro/Engineer wildfire5.0 software shown in Fig 3.
Figure 4: Wax pattern model
3.3 Conducting the Analysis for Selected Orthogonal array
Moldflow package was applied to simulate and predict different scenarios and investigate the effect of injection parameters. The 3D model of the hanger part was imported and with the combinations of wax injection process parameters analyses were performed in Moldflow. The value of volumetric shrinkage at ejection is selected according to H. Oktem (2011) cited in [6] as a response of the analysis. The results obtained from analysis are shown in response table 3.
The objective of the present study is to minimize the percentage volumetric shrinkage of wax pattern. The analysis results were then transformed into signal-to-noise (S/N) ratio. Taguchi recommended the use of S/N ratio to measure the quality characteristics deviating from the desired values. So, the S/N ratio for volumetric shrinkage is of smaller-the-better type.
Where, n is the number of measurements in a trial, y is observed value in a run.
Table 3: Response table
Analysis No.
Process parameters Volumetric shrinkage,
VS (%) tm(
o t C) i(
o p
C) i(MPa) ts(s)
1 13 60 1.0 5 4.767
2 13 65 1.3 7 5.118
3 13 70 1.5 10 5.467
4 15 60 1.3 10 4.761
5 15 65 1.5 5 5.191
6 15 70 1.0 7 5.511
7 17 60 1.5 7 4.756
8 17 65 1.0 10 5.157
9 17 70 1.3 5 5.578
S/N ratios are calculated based on the objective chosen smaller the better.
Table 4: S/N ratio Response Table
Level Parameters
tm ti pi ts
L1 -14.17 -13.55 -14.21 -14.26
L2 -14.22 -14.24 -14.22 -14.18
L3 -14.24 -14.84 -14.20 -14.19
Range 0.07 1.28 0.02 0.08
3.3 Performing ANOM
391
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
Table 5: Main effect of volumetric shrinkage (ANOM)
Level Parameters
tm ti pi ts
L1 5.117 4.761 5.145 5.179
L2 5.154 5.155 5.152 5.128
L3 5.164 5.519 5.141 5.131
Range 0.047 0.758 0.011 0.051
IV.
RESULTS AND DISCUSSION
The average values of volumetric shrinkage for each parameter were calculated and are given in Table 5. The range is the range of volumetric shrinkage for the whole range of factors and is calculated by taking the difference between the maximum and minimum values of each factor at the corresponding levels. The smaller mean value represents better result, while considering volumetric shrinkage of the wax patterns. It is clear from table 5 that volumetric shrinkage is lowest at the first level of parameter tm, first level of the parameter ti, and third level of the parameter pi, and second level of parameter ts. The S/N ratio analysis as shown in table 4, also suggests the same levels of the parameters as that of analysis of the mean results.
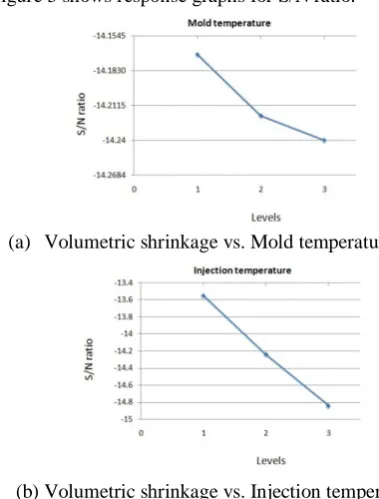
Figure 5 shows response graphs for S/N ratio.
(a) Volumetric shrinkage vs. Mold temperature
(b) Volumetric shrinkage vs. Injection temperature
(c) Volumetric Shrinkage vs. Injection pressure
(d) Volumetric Shrinkage vs. Injection time Figure 5: S/N ratio response graphs
The range value of ti
Symbol
(injection temperature) is wider than any other factors, which indicates that this parameter could be the most significant factor.
4.1 Optimum Level of Process Parameters
The optimum combination of process parameters for minimum volumetric shrinkage is shown below.
Table 6: Optimum values of process parameters
Process parameters Optimum value tm Mould temperature (oC) 13
ti Injection temperature (oC) 60 pi Injection pressure (MPa) 1.5 ts Injection time (sec) 7
4.2 Confirmation analysis
The confirmation analysis were conducted in moldflow simulation software with optimum set of process parameters, i.e. Mould temperature at 13 oC, injection temperature at 60 o
392
Copyright © 2011-15. Vandana Publications. All Rights Reserved.
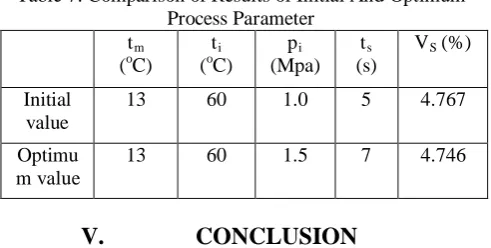
Table 7 shows the comparison between theresult of initial setting of parameters i.e. Mould temperature at 13 oC, injection temperature at 60 oC, injection pressure at 1.0 MPa and the injection time at 5 seconds and optimum level of process parameters.
Table 7: Comparison of Results of Initial And Optimum Process Parameter
tm (o
t C)
i (o
p C)
t i (Mpa)
V s (s)
S (%)
Initial value
13 60 1.0 5 4.767
Optimu m value
13 60 1.5 7 4.746
V.
CONCLUSION
Investment casting is considered to be one of the accurate casting processes in terms of shape and dimensions. In the present analysis, Autodesk simulation Moldflow software is used for analyzing wax injection process in investment casting. Taguchi approach has been proposed and employed for the optimization of wax patterns in investment casting and the following conclusions are drawn from the present work:
1) The optimum condition obtained by the Taguchi method is Mold temperature at 13 oC, injection temperature at 60 o
2) ANOM revealed that injection temperature is the most influencing parameter in wax injection process.
C, injection pressure at 1.5 Mpa and injection time at 7 seconds.
3) Compared to initial condition the volumetric shrinkage reduced from 4.767% to 4.746%. As a result, it is seen that this study is sufficient to model the shrinkage under the process parameters. In Future it may be extended by considering different combinations of process parameters, wax material and different pattern geometry.
REFERENCES
[1] Beeley, P.R., Smart, R.F.: Investment casting, 1st edn. Institute of Materials, London (1995)
[2] Charanjeet singh Sandhu, Ajay Sharma (2012), “Investigation Of Optimize Wax Pattern In The Investment Casting By Using The Different Form Of Waxes” IOSR Journal of Mechanical and Civil Engineering ISSN: 2278-1684 Volume 3, Issue 4, PP 01-06.
[3] E.Green-Spikesley (1979), “Investment casting” Materials in engineering applications, vol1.
[4] G. K. Upadhya, S. Daset al. (1995), “Modeling the investment casting process: a novel approach for view factor calculations and defect prediction” Elsevier Science Inc. Applied Mathematical Modelling, Vol. 19.
[5] Jean-Christophe Gebelin and Mark R. Jolly (2003), “Modeling of the investment casting process” Journal of Materials Processing Technology 135 (2003) 291–300. [6] H. Oktem (2011), “Modeling and Analysis of Process Parameters for Evaluating Shrinkage Problems During Plastic Injection Molding of a DVD-ROM Cover” Journal of Materials Engineering and Performance Volume 21:25–32.
[7] P.L. Jain (2003), “Principles of foundry technology”, 4th edn. Tata McGrawHill, New Delhi.
[8] Prasad K.D.V. Yarlagadda, Teo Siang Hock (2003), “Statistical analysis on accuracy of wax patterns used in investment casting process” Journal of Materials Processing Technology 138 75–81.
[9] S. Pattnaik, D.B. Karunakar and P.K. Jha (2012), “Influence of injection process parameters on dimensional stability of wax patterns made by the lost wax process using Taguchi approach” Journal of Materials: Design and Applications 227(1) 52–60.
[10] S. Rahmati, J. Akbari and E. Barati (2007), “Dimensional accuracy analysis of wax patterns created by RTV silicone rubber molding using the Taguchi approach” Rapid Prototyping Journal 13/2, 115– 122. [11] S. Rahmati, J. Akbari and REZAEI Mohamad Reza (June 2009), “Design and Manufacture of a Wax Injection Tool for Investment Casting Using Rapid Tooling” Tsinghua Science And Technology ISSN 1007-0214 18/38 pp 108-115 Volume 14.
[12] S.A.M. Rezavand and A.H. Behravesh (2007), “An experimental investigation on dimensional stability of injected wax patterns of gas turbine blades” Journal of Materials Processing Technology 182, 580–587.
[13] Ranjit K. Roy, “Design of Experiments Using the Taguchi Approach: 16 Steps to Product and process improvement”. Wiley Inter-science publication, ISBN 0-471-36101-1.
[14] S. Pattnaik, D. B. Karunakar & P. K. Jha (2013), “Multi-characteristic optimization of wax patterns in the investment casting process using grey–fuzzy logic” International Journal of Advance Manufacturing Technology 67:1577–1587.
[15] W. Bonilla, S. H. Masood and P. Iovenitti (2001),” An Investigation of Wax Patterns for Accuracy Improvement in Investment Cast Parts” International Journal of Advance Manufacturing Technology 18:348– 356.
[16] Help documentation of “Autodesk simulation Moldflow Adviser ultimate 2014” Software.