Abstract— Die soldering is a result of interface reaction between liquid aluminum and die material. The high degree of aluminum affinity toward iron has caused the iron element of die material to diffuse into liquid aluminum and form an intermetallic layer on the die surface. Then, the liquid aluminum adheres on the die surface and left behind after the release of casting product. This phenomenon has caused a failure in the die and a decrease on the surface quality of the casting product, which lead to decrease in productivity and increase in casting production cost. To prevent die soldering from happening, the forming of intermetallic layer on die surface must be minimized. This research was conducted to study about the morphology and characteristic of AlxFeySiz intermetallic layer, which formed during interface reaction process at the time of dipping. The test samples used are tool steel type H13 that has been tempered, which dipped in Al-12%Si with the addition of Mn as much as 0.1%, 0.3%, 0.5%, and 0.7%, holding temperature on 7000C, and rotational speed 2,500, 3,000, and 3,500 rpm. The research showed that two intermetallic layers was formed on the surface of H13 tool steel, namely compact intermetallic layer with AlxFey intermetallic phase. The increase of contact period during dipping process of the H13 tool steel in Al-12%Si, with addition of Mn as much as 0.1%, 0.3%, 0.5%, and 0.7% with rotations 2,500, 3,000, and 3,500 rpm, an intermetallic layer thickness was formed in the form of compact layer.
Index Term— Heat treatment, die soldering, intermetallic layer, Mn addition, Al-12%Si, temper.
This work was supported by The authors would like to thank the Ministry of Education and Culture of the Republic of Indonesia to fund Doctoral
Research Grant 2010 Contract No. 1109/D3/PL/2010
a
Mr. Abdul Hay is a PhD student at the Department of Metalurgy and Material Faculty of Engineering University of Indonesia; e-mail:
bProf. Bambang Suwarno is with the Department of Metalurgy and
Material Faculty of Engineering University of Indonesia, Depok, Jawa Barat, 16424, Indonesia (Phone:+62-21-7863510;Fax:+62-21-7872350;e-mail:
cDr. Winarto is with the Department of Metalurgy and Material Faculty of
Engineering University of Indonesia, Depok, Jawa Barat, 16424, Indonesia (Phone:+62-21-7863510;Fax:+62-21-7872350;e-mail:
dDr. Sri Harjanto is with the Department of Metalurgy and Material
Faculty of Engineering University of Indonesia, Depok, Jawa Barat, 16424, Indonesia (Phone:+62-21-7863510;Fax:+62-21-7872350;e-mail:
I. INTRODUCTION
Aluminum is a metal element which resources are abundant on earth; in the end of 19th century recently, it is an economic competitor in engineering application[1]. Aluminum is one of the important non-ferrous metals in the present industrial world and has been widely applied. This happened because aluminum is profitable; due to its famous nature such as light, resistance to corrosion, good electrical conductivity, and easy to fabricate, which brought aluminum as a competitor in engineering application [2].
Various motor vehicle components with different specifications are using aluminum, where the manufacturing process is done through metal casting. One of the widely used casting method in automotive industry is die casting, the lifespan of die in the casting of aluminum alloy is vary between 20,000 to 250,000 of the generated products [3].
Die casting process in the industry is a process with continuous cycle. To increase productivity and to reduce operational cost, die-casting is facing a hindrance that is the occurrence of die soldering phenomenon, where the aluminum liquid adhered on dies material surface and a cast object remained when released from the dies. This can lead to a decrease in casting process productivity [4].
Die soldering occurred because aluminum metal affinity toward iron (Fe) is high, where physical chemistry interface reaction will occur rapidly on the surface of the dies and liquid aluminum. This reaction resulted in the forming of intermetallic compound, even the cast product will adhere on this intermetallic layer [5]. To minimize die soldering from happening, knowledge and comprehension about process mechanism and the cause of liquid aluminum molten on the dies are required. Various researches have been conducted including the effects of condition in a process such as holding period, holding temperature, and the effect of alloy element such as the addition of Mn in liquid aluminum.
Other than these conditions, the liquid aluminum injection speed is one of the factors of die soldering. This usually happens during solidification process that generally happens around the gate, which was caused by the high temperature and the speed of aluminum molten entering the dies [6]. However, Researches that explained the effect of aluminum
The Effect of Rotational Speed to the Forming
of Intermetallic Layer on Tempered H13 Steel
Surface in a Die Casting Process of Al-12%Si
Alloy
Abdul Haya , Bambang Suharnob , Winartoc , and Sri Harjantod
The Center for Materials Processing and Failure Analysis (CMPFA), Foundry Laboratory, Departement of Metalurgy and Material, Faculty of Engineering, University of Indonesia,
molten speed has been limited.
In the High Pressure Die Casting (HPDC) process, liquid aluminum alloy is injected to a die cavity within temperature range 670–710 oC on a high speed, around 30–100 m/s and injection pressure around 50–80 MPa [7,8]. This condition might cause erosion and die soldering. Erosion that formed on dies is the early stage of die soldering. where the erosion depends on the firmness and the hardness of die material [9,10]. Hardening is applied to the die surface to resist erosion, and tempering is applied to keep the hardness high in die casting temperature [11]. H13 tool steel is usually used as die-casting and generally gets a double tempering until it reaches 48-50 HRC [12].
The objective of this research is to observe the effect of speed to the phenomenon of liquid aluminum interface reaction with dies material. The variation of dies material rotational speed are 2,500, 3,000, and 3,500 rpm (1.7 – 2.04 and 2.38 m/s) which is indicate the High Pressure Die Casting (HPDC) process.
II. MATERIALAND METHODS
Material used in this research is master alloy of aluminum alloy Al-12%Si, which melted and added with Mn according to the required concentration, that is 0.1%, 0.3%, 0.5%, and 0.7%. To ensure the composition of the alloy complies with the requirement, a composition test is conducted so that the alloy obtained will suit the concentration. H13 tool steel material is prepared for dipping purpose. First, cut and form H13 steel into solid cylinder pin with diameter 113 mm and length 40 mm. Temper the H13 steel. This heat treatment is conducted to observe its relation with die soldering phenomenon on HPDC process. Then, sand the H13 steel sample that has been tempered so that the surface is clean and even.
After preparation of all samples and equipments complete, melt the Al-12%Si that has been alloyed with Mn. This melting is carried out until the alloy melt and the temperature hold on 700 °C. After that, dip the H13 steel in liquid aluminum alloy with speed variation 2500, 3000, and 3500 rpm for 90 seconds. The Scheme of experimental can be seen at figure 1.
Fig. 1. Scheme of the equipments used for rotational dipping process to the Forming of Intermetallic Layer. 1) Heating Control 2)aluminum melt 3)
Sample 4) Stirrer 5) holder of stirrer
H13 steel sample that has been dipped is cut for characterization purpose. The cut result is prepared by mounting, sanding, and polishing the surface until it is smooth. Samples that have been prepared are ready to characterize by running a test using Scanning Electron Microscope (SEM), to observe the thickness of intermetallic layer, and by running a thickness intermetallic layer test using Vickers microhardness.
III. RESULTSANDDISCUSSION
A. Morphology and Characteristic of Intermatallic
The morphology and characteristic of intermetallic layer on an over tempered H13 steel sample obtained from dynamic dipping 2,500 rpm, 3,000 rpm, and 3,500 rpm into Al-12%Si alloy with 0.1%, 0.3%, 0.5%, and 0.7% Mn concentrations for 90 seconds, an observation is carried out using Scanning Electron Microscope (SEM). For each sample, the observation is carried out on three different area of intermetallic layer so that data and information obtained will be accurate and affirming.
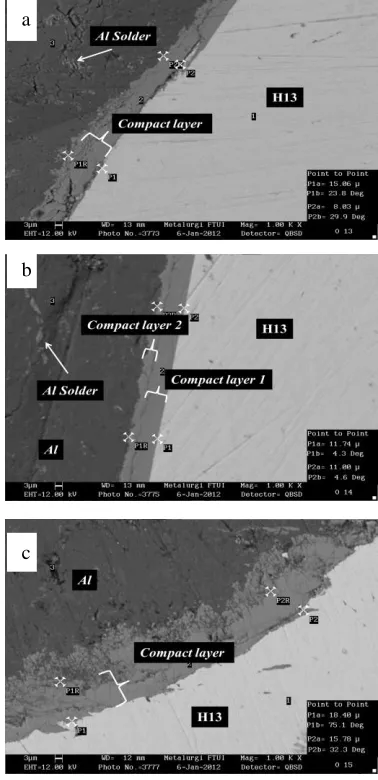
Fig. 2. SEM result of intermetallic layer of the dynamic dipping on Al-12%Si-0,1%Mn a)2500 rpm b) 3000 rpm c) 3500 rpm
a
b
c
1 2
3 4
In figure 2, it can be seen that intermetallic layer was formed between the over tempered H13 steel and the aluminum alloy. This layers are found in all dip samples, where the observed layer is only consisted of one type of layer namely compact layer. The increasing of rotational speed would increased the thickness of intermetallic layer. It is because the samples were continuously in contact and received friction from molten, the temperature on the sample and molten interface increased and casused the increasing of diffusion rate.
Mechanism of the compact layer formation during the dipping of tempered H13 steel in molten aluminum consists of erosion, diffusion, and dissolution. Aluminum initially reacted with big particle surface, while surface of the hole contains more binary phase of Fe-Al thus forming FeAl, FeAl2, Fe2Al5,
and FeAl3 [13].The over tempered H13 steel sample that
dipped dynamically with certain speed variation is having a contact with Al-12%Si molten and causing diffusion and formation of intermetallic layer as explained by Joshi et al [14].
Because the samples were continuously in contact and received friction from molten, the temperature on the sample and molten interface increased. This had caused material loss through erosion, dissolving, and diffusion mechanism. Hogan [15] explained that higher temperature would increase atomic activity on the surface, diffusion coefficient, and reaction rate. All of these would cause die soldering occur and develop faster. High temperature could also cause tempering effect on sample’s surface, which will trigger soldering with softening on the surface of the sample.
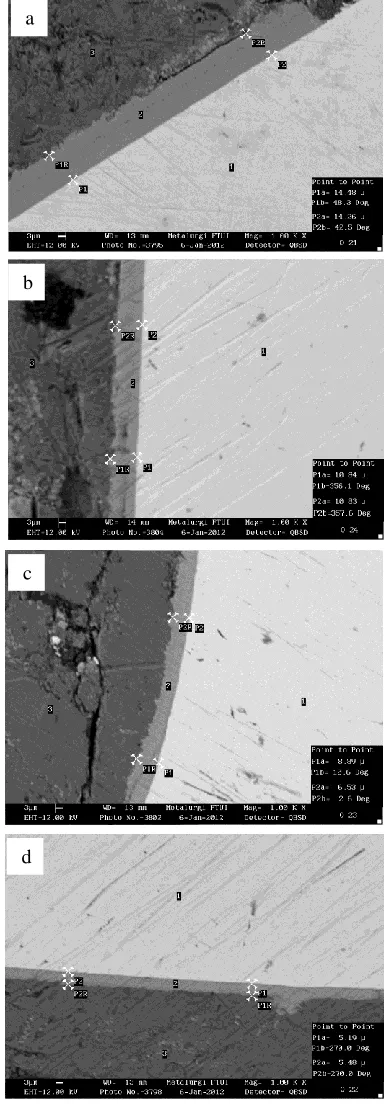
SEM result of intermetalic layer on dynamic dipping on 3,500 rpm with the over tempered H13 into Al-12% Si with variation Mn concentration as shown in Figures 3, an intermetallic layer was found in all dip samples, where the observed layer is only consisted of one type of layer namely compact layer. It can be shown also the intermetallic thickness tends to decrease with the increasing of Mn concentration at the same rotational speed. It is because the increasing of Mn content in Al-12% Si will decrease the affinity of Fe toward aluminum melt in which reduce difusion rate and disolution rate. Therefore the increasing of Mn content in Al-12% Si will reduce die soldering effect during die casting process.
However, The rotational speed affect difusion rate again the effect of addition of Mn Concentration in Al-12%Si. The increasing of rotational speed will increase the temperature of die material caused the increasing atomic activity on the surface, diffusion coefficient, and reaction rate. On the other hand, The increasing of Mn Concentration in Al-12%Si will decrease the affinity of Fe toward aluminum melt in which reduce difusion rate. Fe content in the intermetallic layer would decrease with the addition of Mn from 0.5%-0.7%.The Phenomenon of intermetallic layer formed affected by rotational speed and Mn Concentration in Al-12%Si will discuss more details in the next section. It is include the thickness of intermetalic layer formed and the hardnes of intermetalic layer formed.
Fig. 3. SEM result of intermetalic layer on dynamic dipping on 3,500 rpm with the over tempered H13 into Al-12%Si with variation of Mn concentration. a) 0.1 % Mn b) 0.3 % Mn c) 0.5 % Mn d) 0,7 % Mn
B.Effect of Rate Toward Thickness of Intermetallic Layer
Apart from learning about the morphology of formed intermetallic layer, the SEM test on the over tempered H13 steel sample, which obtained from dipping it into Al-12%Si alloy, can also be used to measure the thickness of formed
a
b
c
intermetallic layer. The data from intermetallic layer thickness measurement can also be found in the appendix. According to the data from the thickness measurement, the thicknesses of all samples are around 5.2 – 13.54µm.
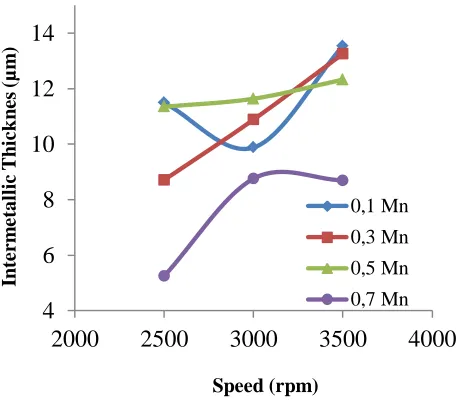
Fig. 4. Graphic of speed effect against thickness of intermetallic layer obtained from dynamic dipping of the over tempered H13 into Al-12%Si with
variation of Mn concentration.
According to Figure 4, the formed thickness inclines to be irregular. This irregularity is affected by diffusion rate and dissolution rate in the event of dipping. Generally, the higher the speed, the more intermetallic thickness would increase. However, at 0.1% Mn aluminum alloy with speed 3,000 rpm and 0.7% Mn aluminum with speed 3,500 rpm, it is likely to decrease. The decrease of intermetallic thickness on 0.1 Mn aluminum alloy with speed 3,000 rpm is because the driving force of diffusion also decrease after the intermetallic layer formed, as demonstrated on the 0.1% Mn aluminum alloy with speed 2,500 rpm, which has the most thickness.
Besides that, due to the increase of speed, the driving force of diffusion is decreasing and the driving force of dissolution is increasing, thus reducing intermetallic layer thickness [16]. Then, the thickness is increasing because the intermetallic layer dissolved in aluminum molten, which leads to the increase of diffusion driving force that cause the thickness to increase. Similar mechanism also happens on 0.7% Mn dip sample. However, the initial mechanism that is diffusion mechanism, which is dominant, will slowly undergo a dissolving with speed starting from 3,000 – 3,500 rpm.
Generally, on speed range 2,500-3,000 rpm, the intermetallic thickness tends to increase. The increase of thickness happens because of the intermetallic growth, which occurs during sample interaction with aluminum alloy.
C. The Effect of Speed and Mn Element toward the Hardness
of Intermetallic Layer
After carrying out hardness test, Figure 5 showed a graphic that explains the effect of Mn content toward intermetallic layer hardness.
Fig. 5. Graphic explaining the speed effect toward intermetallic layer hardness.
In Figure 5, it is shown that intermetallic layer hardness tends to keep increasing with the increase of Mn concentration on 2,500 rpm speed. At the speed of 3,000 rpm and 3,500 rpm, it also shows the same tendency. The intermetallic layer hardness increased with the addition of 0.1% Mn until 0.3%Mn, and then decreased with the addition of 0.5%Mn and then up again when added 0.7%Mn.
The best Mn content that added to reduce die soldering effect during die casting process of an aluminum alloy is 0.5% Mn and injection of liquid aluminum alloy is carried out on the 3,000 rpm speed. Meanwhile, 2,500 rpm and 3,500 rpm speed have negative effect on the die, with the high effect of die soldering and the addition of Mn element did not have significant effect.
IV. CONCLUSION
The thickness of intermetallic layer will increase with the increase of speed. The thickness of intermetallic layer will decrease in the addition of Mn element between 0.5-0.7%, except on rotational speed 3,500 rpm. The addition of Mn did not have direct effect toward intermetallic layer hardness; however, it affected Fe content, which contained in the intermetallic layer. The higher Mn content added, the lower Fe affinity toward Al, thus Fe content in the intermetallic layer would be lower. Fe content in the intermetallic layer would decrease with the addition of Mn from 0.5%-0.7%. The most effective injection speed to minimize die soldering is 3,000 rpm, where in this speed the thinnest intermetallic layer is formed. The optimum Mn content to lower die soldering effect in this research is 0.5-0.7%Mn, and with the addition of Mn in this level, will cause the forming of thinner intermetallic layer. Further work will be needed to show the benefits of Mn addition in aluminum molten with the higher speed and variation of time which is indicate time consuming of High Pressure Die Casting Process (HPDC) process.
ACKNOWLEDGMENT
The authors would like to thank the Ministryof Education and Culture of the Republic of Indonesia to fund Doctoral Research Grant 2010 Contract No. 1109/D3/PL/2010.
4
6
8
10
12
14
2000
2500
3000
3500
4000
0,1 Mn 0,3 Mn 0,5 Mn 0,7 Mn Int e r m e ta lli c Th ic k n e s (µ m ) Speed (rpm) 40 50 60 70 80 90
2000 2500 3000 3500 4000
REFERENCES
[1] George, T. E., Handbook of Aluminum Vol. 1, Physical Metallurgy and
Process. New York: Marcel Dekker Inc., 2003
[2] Vadim, Z. S. 2007. Casting Aluminum Alloys. Elsevier
[3] Hanliang Zhu, Jingjie Guo, Jun Jia, “Experimental study and theoretical
analysis on die soldering in aluminum die casting”, Journal of Material Processing and Technology, 2001.
[4] Hanliang Zhu, Jingjie Guo, Jun Jia, “Experimental study and theoretical
analysis on die soldering in aluminum die casting”, Journal of Material Processing and Technology, 2001
[5] Sumanth Shankar, Diran Apelian. “Die Soldering: Mechanism of the
Interface Reaction between Molten Aluminum Alloy and Tool Steel”, Worcester Polytechnic Institute, 2000.
[6] Holz, E. K, “Trouble-Shooting Aluminum Die Casting Quality
Problems”, Transactions of 7th. SDCE International Die Casting Congress, Paper No. 4372, 1972.
[7] P. Hairy, M. Richard, Transactions, in: Proceedings of the 19th
International Die-Casting Congress and Exposition, NADCA, 1997.
[8] Z.W. Chen, “Formation and progression of die soldering during high
pressure die casting”, Materials Science and Engineering A 397, pp. 356–369, 2005
[9] Sumanth Shankar and Diran Apelian, “Investigation of Die soldering in
Aluminum Die Casting”, Progress Report, Aluminum Casting Research Laboratory, 99-3, MPI - WPI, Worcester, MA 01609, Dec. 1999.
[10] Sumanth Shankar. “A Study of the Interface Reaction Mechanism
Between Molten Aluminum and Ferrous Die Materials”, Doctoral Dissertation, WPI, Worcester, MA 01609, April 2000.
[11] V. Joshi, A. Srivastava, R. Shivpuri. “Intermetallic formation and its
relation to interface mass loss and tribology in die casting dies”, Wear Volume 256, Issues 11-12, pp. 1232-1235, June 2004.
[12] Sumanth Shankar and Diran Apelian, “Investigation of Die soldering in
Aluminum Die Casting”, Progress Report, Aluminum Casting Research Laboratory, 99-3, MPI - WPI, Worcester, MA 01609, Dec. 1999.
[13] K. Vankestan, R. Shivpuri, Indian Polis: Transaction of 18th
International Casting Congress and Exposition, 1995.
[14] Hou Xiaoxia, Yang Hua, Zhao Yan, Pan Fuzhen, “Effect of Si on the
interaction between die casting die and aluminum alloy”, Materials Letter 58, pp. 3424-3427, 2004.
[15] N.C.W. Kuijpers et.al., “Predicting the Effect of Alloy Composition on
the Intermetallic Phase Transformation Kinetics in 6XXX Extrusion Alloys”, Materials Forum Volume 28 , 2004.
[16] Patrick A. Hogan, “Die Solder Prediction and Reduction”, A Thesis,