Effects of Processing Variability on
Thermo-Mechanical Properties of Graded Epoxy-Graphite
Composites Fabricated by Gravity Method
Tirumali Manoj
1, K Balasubramanian
1*, A Kumaraswamy
2Abstract-
This experimental research article presents the investigation carried out with graded concentration (0.5-1.0 wt%) of graphite powder (50µm) in epoxy and the effects of the varying parameters on thermo-mechanical properties such as the concentration and gel / solidification time of each layer to form the bulk epoxy-graphite graded composites. The samples of 3, 4 and 7 Layers were experimented. The graded materials have been characterised by XRD, FESEM, TGA, Flexural & Tensile testing and Nano-indentation. The XRD images exhibit amorphous peak with the graphite peak indicating a shift to lower intensity. The investigation show the effect of variability of either the concentration, number of layers or the gel time on the 2θ value vis-à-vis that of pure epoxy indicating a variation of 7 to 9% and being highest for higher filler materials. The FE SEM examined the surface morphology of fractured specimens across the cross-section. The images indicate continuous gradation with graphite particles being well dispersed in epoxy. The TGA results of graded composites depict a volatile decomposition with enhanced char yield weight loss as compared to pure epoxy. The graded composites especially, 3 layers with respect to pure epoxy has shown enhancement in flexural and tensile properties. The nano-indentation analysis indicates especially for 2 and 3 layers an increase in hardness and modulus values at the interface across the cross-section. The experiment indicated that process variability has an effect on thermo-mechanical properties and may be tailored for effective end use applications especially for aerospace requirements.Index Terms: Fabrication; graded polymer; thermo-mechanical; gel time; nano-indentation; gravity method
Nomenclature
σf Flexural stress, MPa P Applied load, N LG Span length, mm
D Maximum deflection of the center of the beam, mm b Width of the specimen tested, mm
d Depth of the specimen tested, mm εf Flexural strain, mm/mm
Eb Modulus of elasticity in bending, MPa
m Slope of the tangent to the initial straight-line portion of the load-deflection curve, N/mm
Vm Volume concentration of matrix
Vp Volume concentration of particle Ec Modulus of Elasticity of composite, MPa
Em Modulus of Elasticity of matrix, MPa Ep Modulus of Elasticity of particle, MPa
1. INTRODUCTION
The roadmap of exploration on polymer graded materials for their processing techniques, characterisation and bulk production began sometime in 1990s. This evolved soonafter the progress on Functionally Graded Materials (FGMs) especially the work related to metals and ceramics took successful predominance over conventional composites especially for high temperature applications. The basis of study on graded materials began with the
theoretical work in 1970s by Bever and Duwez [1] and Shen et al. [2]. This was recognized that it was later
followed up for its implementation by Klingshirn et al. [3]. Later, Niino et al. [4] in 1980s described the work on graded materials of Metals and Ceramics emphasizing its utilization for high temperature space applications. The use of graded polymers for high temperature applications has been on the rise. The use of Phthalonitrile-graphite polymer has been researched for high temperature applications for missiles and rocket applications [5]. The other resins like the oligomers, PMR-15, the Bismaleimides (BMI) etc have also been explored with fillers of carbon allotropes of micro / nano sizes [6]. This further led to many programs as conducted by Germany as well as Japan and other European and Western Nations for professionalising the fabrication technology and characterization of graded materials for cost effective and bulk production [7]-[17]. The processing and bulk production of metals and ceramic gradation materials has been more or less established that the polymer graded materials became the point of research. The polymers of thermoplastic as well as thermosets along with the graded reinforcements (fillers, fibres, and hybrids) became the
subjects of study. The gradation of microstructure or the composition along one dimension are being researched with types of polymer-reinforcement combinations for obtaining tailored properties useful for varied science and engineering applications. Jyongsik Yang et al. [10] have demonstrated on the fabrication and the mechanical properties of glass and carbon fibre polypropylene functionally graded material which has been developed by varying the filler concentration (Carbon fibre or Glass fibre) spatially. Nowadays, there are several literature reviews and research work on issues concerning studies on various aspects of thermo-mechanical and functional properties such as erosive wear resistant, heat transfer solutions, stress analysis and fracture toughness, electrical conductivity & resistivity in a material, electromagnetic shielding and UV absorption etc. that could establish the importance of a graded material [15], [18]-[25]. In particular, polymer graded materials are being explored for deriving both their primary stiffness to weight and strength to weight advantages as well as the added contra properties within a material due to tailored gradation of polymer matrix-reinforcement mix.
The polymer gradation fabrication techniques are broadly classified under either the casting or the pressing techniques. The casting which is by gravitational method has been seen quite economical and effective [12]-[13],
[26]-[31]. The present article is bringing out the research
work carried out in the fabrication of epoxy/ graphite powder (Micrometer size, 50µm) composite using the gravity method. The graphite filler concentration has been in the order of 0.5 to 1.5wt% in steps of 0.5wt%. The literature reviews have shown studies carried out on graded epoxy-graphite polymers with varying graphite or other carbon allotropes of filler concentration of micro or nano sizes varying from 2.5wt% to 80wt% [1]-[2], [20]-[21],
[29]-[30], [31]-[34]. The materials, epoxy and graphite have been chosen, as their source is in abundance and also have vast applications in Science and Engineering, especially in the aerospace applications [13]-[15]. The other essential advantage gathered from Zurale et al. [35] has been the cost effectiveness obtained by adding fillers such as graphite in epoxy. The low viscosity epoxy resin with amine curing agent that enables good crosslinking at room temperature [36]-[38] has been taken alongwith the fine powder graphite which has the affinity to epoxy in forming a good bonding between each other at room temperature for stronger crosslinking and networking during curing. The article discusses the feasibility of fabricating a graded epoxy-graphite composite and also the effect of variability w.r.t. the concentration change, gel time, layer-wise solidification time and the number of layers forming the bulk on the thermo-mechanical properties. This research work is a prelude to further study under progress to tailor the resin-graded reinforcement combination for required functional properties as applicable for aerospace applications. The characterisation include mechanical
testing for flexural and tensile properties which is supported by the non-destructive technique i.e. nano-indentation technique, Field Emission Scanning Electron Microscope (FE SEM) to study the surface morphology and dispersion characteristics of the graded filler in the matrix. Thermo Gravimetric Analysis (TGA) for analysing the thermal stability status with variation of filler content or the gel time of each layer or the number of layers and finally with XRD technique to understand the structure of the graded composite. The analysis has shown the preliminary feasibility of fabricating by the gravity technique.
2. EXPERIMENTAL DETAILS
Materials
The materials used in the process for fabrication of graded polymer are given in Table 1.
Table 1. Materials for experimentation
The materials are of analytical grade, which are used directly without any treatment. Material key data as per Original Equipment Manufacturer (OEM) data sheet is mentioned in Table 2.
Table 2. Material key data
Experimental
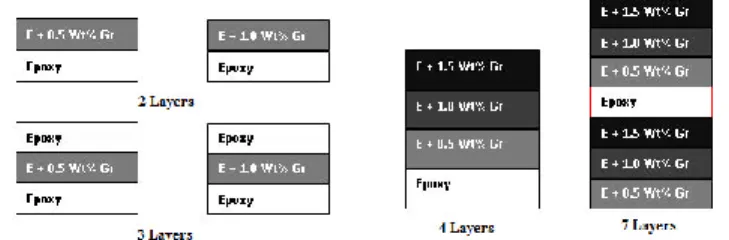
The gradation is based on change from 100% pure polymer (Epoxy + Hardner) to graded polymer (Epoxy + Hardener + (0.5 / 1.0 / 1.5) wt% Gr) layerwise along the thickness direction with the net weight equal to 100wt%. The process by simple gravity method has been carried out mainly for samples of 2, 3, 4 and 7 layers of graded polymer-filler
mix. The specifications of different layered gradation samples are given in Table 3.
Table 3. Specimen specification
The standard technique of uniform dispersion of graphite in a solvent and then mixing the epoxy followed by adding the hardner for polymerization has been carried out for each layer of concentration of filler-polymer mix [38-39]. The fabrication design of the open mold made of aluminum material for tensile test specimens and flexural test specimens has been as per the specification given in ASTM D 638-08 (Type I) and ASTM D 790-07 (Procedure A). The span length is taken as greater than 16:1 ratio for ASTM D 790-07 specimens. The molds are shown in Fig 1 (A) and (B). The flexural properties are based on the relations as per the beams supported at large support spans. The equations used to determine the flexural properties are given below.
𝜎𝑓= (3PLG)/2bd2) [1 + 6 (D/LG)) 2 - 4 (d/LG)) (D/LG)] (1)
εf = 6Dd/LG2 (2)
Eb=LG3m/4bd 3 (3)
Fig 1. Aluminum molds for mechanical testing (A) Tensile (B) Flexural
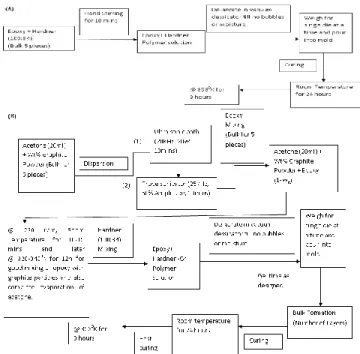
The pure epoxy composite layers (epoxy + hardner in the ratio of 100:34) are processed as per the schematic shown in Fig 2 (A). The fabrication of graded polymer composite is carried out by placing layers of filler-polymer mix as per design when each is at semi-solid state after pouring and maintaining to a specified gel / solidification time for partial crosslinking. The bulk which is produced after pouring of all layers as per thickness of the specimen will be cured at first at room temperature for 24hours and later post cured @ 3630K for 8h as per OEM data sheet
recommendations. The overall weight of each layer of polymer-filler mix is 100g where the concentration of filler and Epoxy-Hardner is proportionately weighed and mixed.
The process followed in the fabrication of Epoxy-Graphite graded polymer has taken into reference
the work carried out by Dilini et al. in the fabrication of Graphene oxide-Epoxy Nanocomposite, [11]. The schematic of the graded polymer process is as shown in Fig 2 (B).
Fig 2. Schematics of graded layers process (A) Epoxy (B)
Epoxy-Graphite
The bulk specimens both of tensile test and flexural test are
shown in Fig 3 (A) and (B) respectively. Kieback et. al., [12]. and Stabik et. al. [29]have elucidated
the gradation process, which mainly consists of three processes namely the constitutive, homogenization and segregation. The present experiment has followed same procedures in forming the bulk with continuous gradation. The process of development of graded polymer as indicated in the schematic involves several stages, first stage involves, preparation of thermoset polymer solution by dispersion of weighted fine graphite powder in 20ml acetone solvent. This mixture is further subjected to ultrasonic bath (Indian make, 20kHz pulse at 20W power)
for 10mins for uniform dispersion of graphite particles followed by another dispersion process for 10mins in the probe sonicator (Sonics India, 25khz, 50% amplitude). The finely dispersed particles are then mixed with proportionate weighted epoxy to make the total 100g as per the gradation design of each layer. This mixture is then kept at room temperature for 10-15mins for thorough mixing on a magnetic stirrer which is rotated @ 220 rpm. Subsequently, the solvent is removed by evaporation by heating the mix @ 328-3430K for 12h on the magnetic stirrer. Soonafter
complete evaporation of solvent (acetone), the mixing of hardner in the OEM recommended ratio of 100:34, 36 (i.e.
100 parts of epoxy: 34 parts of hardner) with the epoxy-graphite mixture is undertaken. The polymer mix is then de-aerated or moisture is removed in a vacuum desiccator. The bulk mix is then weighed for pouring into each die in the mold as per the thickness of each layer depending on the number of layers the graded polymers is made of. The samples of specimens with different layers prepared with varying gel time maintained at 30mins / 1h/ 1.5h / 2h/ 4h or a combination of these for especially 4 and 7 layer bulk composites. Stabik et. al, 30, has reported fabrication of
graded composite with a gel time of 33mins. The varying gel time leads to the interfacial bonding due to sedimentation of particles at the interface as each layer will be partially crosslinked before the next is poured.
Fig 3. Specimens as per ASTMs (A) Tensile (D 638-08)
(B) Flexural (D 790-07)
In the current investigation, the work carried out by Stabik et al., [26]-[30] and Ehsan et al., [31] in the development of graded polymer was perused. The novelty is the development of 3, 4, and 7 layers graded polymer composite in an open mold by conventional gravity method. The experiment demonstrates the development and its effect on thermo-mechanical properties. The preliminary preparation of the samples of 0.5 and 1.0wt% forming 3, 2 and 4 layers of uniform thickness and 7 layers of varying thickness have been processed. The schematic of these specimens are shown at Fig 4. Of these specimens, samples of 3 layers with 0.5 and 1wt% layers as sandwich between pure epoxy and the specimens with varying gel times were characterised for mechanical testing, XRD, FE SEM, and TGA, whereas, 2, 4, and 7 layers were characterised only through FE SEM, XRD and TGA. The present process is restricted to the laboratory work and may be extracted for industry production in future.
Fig 4. Schematic of Graded Layers (2, 3, 4 and 7 layers)
3. CHARACTERISATION
X-ray diffraction (XRD)
XRD was used to verify the structure of the graded composite. The XRD was performed on a Bruker D8 Advance Diffractometer with Cu Ka radiation (λ=1.541 Å) having the slide width of 6mm operating at 40 kV and 40 mA. The scanning range was 10 - 60 with a scanning speed of 0.1step/sec.
Flexural and tensile testing
Flexural tests were carried out on an Instron 2T capacity Universal testing machine. The 3 point bending fixture was mounted on this machine for the flexural tests. The crosshead speed was maintained at 1mm/min. The tensile tests were performed on a Tinius Olsen H25KS Mechanical Testing Machine at a crosshead rate of 5.0 mm/min. The flexural and tensile tests were performed as per ASTM D 790-07 and ASTM D 638-08 respectively. Minimum of 5 tests of 3 layers (0.5 and 1.0Wt%) and 3layers of 1wt% of varying gel time (1/ 1.5 / 2 / 4h) were tested for 3 point bending while 3layers of 1Wt% was tested for tensile testing. The limited selection was only to ascertain the
feasibility of fabricating the graded structure and later optimize the process for further development based on the effects of wt% and gel time variation on properties seen in the selected samples tested.
Microscopy
The cross-sectional surface cut with a diamond cutting tool (ISOMET model, low speed saw, Buleher Make) or the fractured surfaces obtained either from mechanical testing or cryogenic by using liquid nitrogen were examined using a Zigma Field Emission Scanning Electron Microscope (FE SEM). The 3 and 7 layers were examined for their surface morphology as a sample to establish the feasibility of graded development. The diffusion of graphite particles between layers and the interfacial bonding were also analysed. The graded specimens for FE SEM were prepared by gold sputtering in vacuum for 3min to avoid charging. The FE SEM was carried out in the Secondary Electron Mode with accelerating voltage at 5kV. Images were captured for analysis at 49-60X and further zoomed for 500X for distinct analysis of the surface morphology of each layer.
Thermo gravimetric analysis(TGA)
The graded composite was examined for their thermal stability vis-à-vis that of pure epoxy or graphite. The investigation was carried out using M/S Perkin Elmer Model No. FTA 6000 instrument. The TGA recording was carried out at 20 0C/min under constant nitrogen flow of
100 ml/min from room temperature to 10730K. At least five
tests were carried out for each type of samples namely 2, 3, 4, 7 layers and also of 3 layers 0.5wt% and 3 layers 1.0wt% of 4h gel time.
Nano indentation test
Nano-indentation tests were carried out on samples of 2, 3, 4, 7 layers and also of 3layers 0.5wt% and 3layers 1.0wt% of 4h gel time. The tests were carried out on M/s Agilent Nano-indenter, Model No. G 300 at a strain rate of 5mm/min. The samples were examined on their both cross-section as well as on the top surface. The Young‘s Modulus, hardness and strain hardening exponent have been determined.
4. RESULTS AND DISCUSSION
XRD Measurements
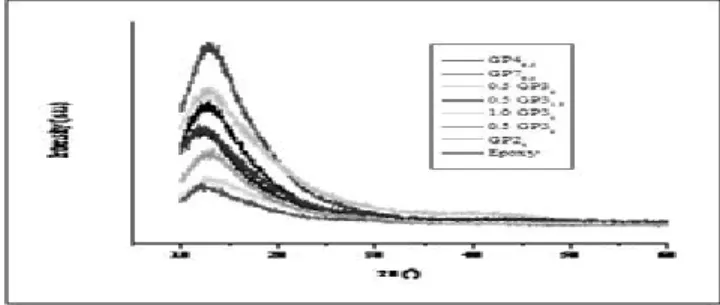
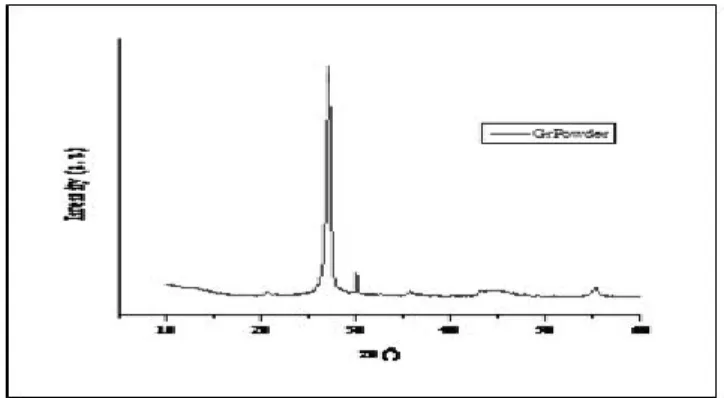
XRD scans of pure epoxy and the graded materials are shown in Fig 5 and of pure graphite powder in Fig 6. The images of graded composites exhibit amorphous peak with 2θ ranging at 12.8060-13.1630 corresponding to the interlayer distance ranging from 6.92 - 7.34 Å. The graded composite peaks exhibited are seen to be around that of
epoxy phase at 12.260 corresponding to 7.21 Å while the
pure graphite powder phase is observed at 27.60. The
graphite powder phase is observed to be close to the reported value of 26.50 as mentioned in literature, [31],
[39]. Man Wai et al.and others, [41]-[42] have reported the
phase of epoxy resin to be of amorphous nature with diffraction angle close to 200. The XRD scan of graphite /
epoxy graded composite is analysed taking into similarity of the investigation made by Dilani et al., [11] and Ding et al., [42] As per Dilani et al., [11], the diffraction peak of graphite did not occur in the diffraction spectrogram of graphene oxide indicating complete oxidation of graphite to graphene oxide. The interlayer distance is attributed to the stretching of crystal lattice length along the axis c. Also, from Ding et al.,[42] the observed broad peaks of amorphous nature has been reasoned as to ZnO being encapsulated or covered by epoxy resin and thereby weakening the ZnO peaks. This phenomenon is seen while the ZnO is being synthesised by in-situ method. The observation has also been associated to the little weight concentration that has been used for the synthesis. In the present synthesis of graded graphite-epoxy composite, the process has been in-situ method with graphite of little concentration mixed with epoxy. The spectrogram of graded polymer indicates no graphitic peak
which is analogous to the scan investigated in Dilani et al., [11]. The deduction from this analogy will be
that the graphite has undergone oxidation during the 12h mixing process with epoxy and thereby the graphite peak has not occurred. Also from the analogy of Ding et al.,[42] it has been deduced that the low concentration of graphite may have been encapsulated by epoxy matrix that the graphite peak seems to have shifted downwards to lower angles (12.800-13.160). This work also makes a reference to
the GO/epoxy composites XRD scan of Hae Kyung et al., [43] in which GO peaks occurs at 12.840, (001) plane. In
the present work, the investigation of XRD scan show the effect of variability of either the concentration, number of layers or the gel time on the 2θ value vis-à-vis that of the pure epoxy indicating a variation of 7.47 to 9.48% and that the intensity of higher filler material (GP7) is seen to be
highest.
Fig 6. XRD of graphite powder
Surface morphology
The FE SEM examined the surface morphology of fractured as well as cut specimens across the cross-section. The intent was to study the surface morphology of graded specimens and establish the continuous gradation by the fabrication process adopted. The images shown in Fig 7 and Fig 8 distinctly indicate the continuous gradation. The graphite particles have dispersed well and there are less signs of agglomeration. Nevertheless, the images need further clarity as there could be ingress of moisture while partial solidification. The continuous grading seen is a good confidence measure on the process adopted to make graded materials by gravity method. The 1.0GP31 graded polymer
composite has demonstrated a continuous gradation with good thermo-mechanical properties. The 1.0GP34
composite though indicates a comparable property, the gradation layers are seen to be step wise and do not show the smooth and continuous gradation as the crosslinking time is more and less diffusion of particles occur during this period.
Fig 7. FE SEM of 3 graded layers of E-E+Gr-E layers
Fig 8. FE SEM of 7 layers Graded Materials of Epoxy-Graphite
Effect of filler concentrations on mechanical properties
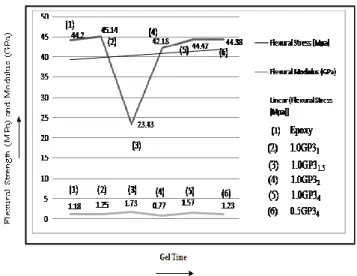
The flexural and tensile test results are plotted for different filler concentrations for 3 layers, 4h gel time (0.5 and 1.0wt%) and varying gel time for 1.0wt% 3 layers graded specimen. The results demonstrates enhancement in flexural strength with that of pure epoxy and with increase
in filler concentration for 3 layer, 4h graded material, as shown in Fig 9. The flexural rigidity which represents
bending stiffness is also high with increase in graphite concentration in comparison to the pure epoxy value, as shown in Fig 10. The flexural strain is proportionately varying as per the modulus and strength, shown in Fig 11. The plots of peak load over area Vs the varying wt% and gel time, as shown in Fig 12, indicates that 1.0 wt% and 1h gel time providing improved property. The tensile results also indicate improved properties with gradation vis-à-vis pure epoxy values, as shown in Fig 13 and Fig 14. This is in close agreement with the literature reports on how gradation has shown to improve mechanical properties with increase in filler concentration. Subita et al.[32], Kaushik et al. [20] and Suhermana et al., [33] have reported in their work on the enhancement of mechanical properties with increase in filler concentration. The elasticity of modulus values for graded polymeric materials lies between the two extremes which is the iso-strain based on Voigt model and the iso-stress based on the Reuss Model, [44]-[45]. The extreme modulus of elasticity is given below at Eq 4 and 5. In case of any positive deviation from the extremes values it will indicate the matrix constraints.
Ec = Vm Em + Vp Ep ---- (4)
Ec= (Em Ep) / (VmEp+VpEm) ---- (5)
The 1.0GP34 graded material has demonstrated a good
pure epoxy. The improvement in properties mainly depends on the dispersion and good interfacial bonding. The dispersion in turn depends on several factors such as the vibration frequency for cavitation, and the timing set which will be related to the temperature exposed to the solution and the resulting degradation. Birgit et. al. in their work has shown the effects of these factors on dispersion and the corresponding effects on the mechanical properties of the composite. The results with respect to change in gel time seem to indicate that the 1h gel time is providing better flexural properties than the rest as shown in Fig 15. There seems to be an increase of 0.61% flexural strength, 26.27% flexural modulus and 23.1 % peak load /sample area vis-à-vis that of pure epoxy. The young‘s modulus values for the specimens are further corroborated by the nano-indentation results which show that the average Young‘s modulus is around 3.3 GPa and the average hardness value is about 0.14 GPa. There seems to be no variation in these values for any changes in terms of concentration of fillers or number of layers or gel time. These values measured at nano-scale level may have certain aberrations particularly for a graded material which are having some inhomogeneity at the interfaces across the cross section. The results of nano-indentation have been discussed in the subsequent section. The correlation of mechanical testing results with that of nano-indentation needs further analysis.
Fig 9. Av Flexural Strength Vs Wt%
Fig 10. Av. Flexural Modulus Vs Wt%
Fig 11. Av Flexural Strain Vs wt%
Fig 12. Peak load/sample area Vs Gel Time
Fig 13. Av Tensile Stress Vs Wt%
Fig 15. Flexural Strength and Modulus Vs Gel Time of E-Gr Graded
Material
Thermo Gravimetric Analysis (TGA)
The TGA scans for varying concentration, number of layers and gel time have been analysed. The scans obtained for various specimens of epoxy-graphite graded composites as well as of pure epoxy and graphite is shown in Fig 16. The figure indicates the decomposition in multi-stages especially for epoxy and 7 layers composite. The scan of graphite powder indicates a good thermal stability after the initial decomposition due to moisture indicated by initial wt% loss at 5130K. The char yield is 94% at 10670K. The
independent scan of epoxy at Fig 17 indicates multi- phase decomposition with the initial volatile decomposition commencing at 5720K with a weight loss of 0.94%. The
char yield of epoxy indicates 1.21% (Fig 16 & 17) at 10700K. Hui et al., [46] and Asma et al., [39] have reported an onset of epoxy decomposition at 6330K which is established in the test as shown in Fig 17. The epoxy-graphite graded composites of varying concentration based on number of layers and filler concentration have shown volatile decomposition commencing from a minimum of 4930K (GP2) to a maximum of 6300K (GP3). However the
char yield weight loss of all graded composites except GP7 has shown enhanced values compared to epoxy. The percentage of char yield varies from 0.145% (GP7) to 5.28% (GP3) and the temperature at this point is varying from 10050K (GP7) to 10720K (GP3 & GP4). The increase
in char yield indicates the resistive path the matrix will have with filler diffused in-homogenously at the interface layers. The free movement of the matrix chain is restricted giving rise to enhanced mechanical and thermal properties. The extent of dispersion of particles, particle size and saturation limits of the matrix-filler element bonding results to the increase or decrease of thermal stability. The increase in concentration with number of layers has seen a trend of enhanced thermal stability up to some layers beyond which the thermal stability reduces as noted in the case of 7 layers.
Fig 16. TGA of E-Gr graded layer
Fig 17. TGA of pure epoxy
Nano-indentation Measurement
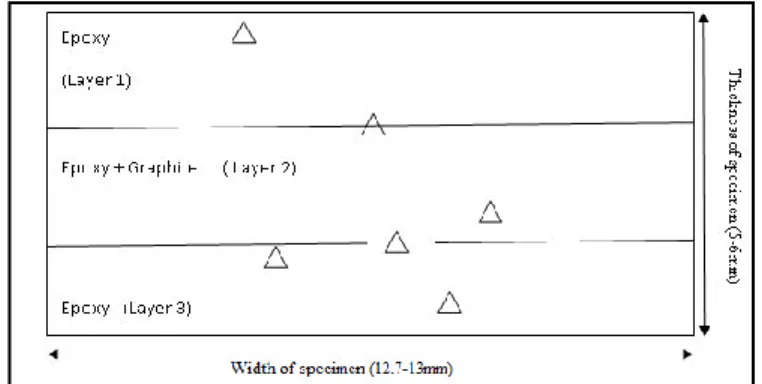
Nakamura et al., [44] and Carmine et al., [47] have reported micro indentation modeling work on gradation polymers using inverse analysis method and Finite Element Method for studying the tensile properties of a graded composite. This paper reports the properties through nano-indentation of graded polymers and of pure epoxy. The average hardness and modulus of elasticity values of flat and cross sectional surface of specimens tested are given in Table 4 and Table 5 respectively. The analysis indicates especially for 2 and 3 layers composite an increase in hardness and modulus values at the interface across the cross-section. This is attributed to the effects of interface diffusion and strengthening of bonds. The test on the cross-section is schematically represented in Fig 18. The small triangles on the cross section depict the location of indentation. In the computation, Poisson‘s Ratio assumed for Epoxy was 0.30 (approx.). However, it is seen that by increasing the number of layers of epoxy-graphite, hardness and modulus values of the composite is getting decreased as can be seen from the indentation test of 4 (GP4) and 7 layer (GP7) specimens. Pop-in observed in the unloading curves shown in Fig 19 could be due to surface cracking. Also specimen
Table 4
Nano-indentation on flat surface
Table 5 Nano-indentation on Cross-section
of epoxy and 4 layers (GP4) were sample tested with different methods mentioned below to check whether the results of hardness or modulus are same or not. The methods M1 and M2 mentioned below have given the same results for hardness as well as modulus of elasticity.
a) G-Series CSM Standard Hardness, Modulus,
and Tip Cal (M1): Continuous Stiffness
Measurement (CSM) option to return hardness (H) and elastic modulus (E) as a continuous function of penetration into the test surface. With the CSM option, every indentation test returns complete depth profiles of Young‘s modulus and hardness. b) G-Series Basic Hardness, Modulus, Tip Cal,
and Load Control (M2): Returns hardness (H)
and elastic modulus (E) vs. penetration depth using multiple load/unload cycles at each test site. Constant loading rate force application. Here we set load time, max load, and number of cycles.
Fig 18. Indentation on Cross-sectional area (W x T)
Fig 19. Load Vs Displacement of graded layers and epoxy
5. CONCLUSION
The mechanical / material characterisation results have demonstrated the feasibility of continuous gradation. The study of various graded specimens demonstrates 1.0GP31
(1wt%, 3 layers, 1hr gel time) composite to be preferable comparatively due to better thermo-mechanical properties. The nano-indentation analysis of graded polymer composites of 2 & 3 layers indicate an increase in hardness and modulus values at the interface across the cross-section. The experimentation is seen to be encouraging for tailoring functionally graded polymers for effective aerospace applications.
Acknowledgment
The authors are grateful to the Dr Prahlada, Vice Chancellor, DIAT (DU) and Director, MILIT, Pune for
encouragement and support. The authors extend gratitude to R & DE (Engr), Dighy, Pune, CMTI, Bangalore, UoP,
Pune, HEMRL, Pune for support in providing raw materials, and testing facilities. The authors are grateful to
―DIAT—NANO project EPIPR/ER/1003883/M/01/908/ 2012/D (R&D)/1416‖ for support. The authors like to acknowledge the technical staff of Material Eng., Physics and Workshop for their technical support.
References
[1] Bever MB and Duwez PF, Gradients in Composite Materials. J. Mater. Sci. Eng., 10, 1–8, 1972.
doi:10.1088/2043-6262/1/4/043003
[2] Shen M and Bever MB, Gradients in Polymeric Materials. J. Mater. Sci., 7, 741–746, 1972.
[3] Klingshirn C, Koizumi M, Haupert F, Giertzsch K, Friedrich H, Structure and Wear of Centrifuged Epoxy-resin/Carbon Fiber Functionally Graded Materials. J. Mater. Sci. Lett., 19, 263–266, 2000.
[4] Niino M and Maeda S, Recent Development Status of Functionally Gradient Materials. ISIJ Int., 30, 699, 1990. [5] Jones HN, Keller TM, and Arnold FE, Proceedings of the Ntl. Space and Missile. Mater. Symposium, 1- 9,
2000.
[6] Balasubramanian,K.; Tirumalai Manoj, In Structural Nanocomposites: Perspectives for Future Applications,
James Njuguna Ed., Springers, UK, Chapter 7, pp 165-186, 2013.
DOI 10.1007/978-3-642-40322-4
[7] Gaier JR, Hambourger PD, and Slabe ME, Resistivity of Pristine and Intercalated Graphite Fiber Epoxy Composites, Carbon, 29, 313-320, 1991.
[8] Ilschner B, Structural and compositional gradients: basic idea, preparation, applications. J. De Physique IV, 3, 763-772, 1993.
http://dx.doi.org/10.1051/jp4:19937121
[9] Jackson TR, Liu H, Patrikalakis NM, Sachs EM, Cima M, Modeling and Designing Functionally Graded Material Components for Fabrication with Local Composition Control. J. Mater Des, 20, 63-75, 1999.
[10] Jyongsik Jang and Cholho Lee, Fabrication and Mechanical Properties of Glass Fibre–Carbon Fibre Polypropylene Functionally Gradient Materials. J. of Mater. Sci.,33, 5445 – 5450, 1998.
doi: 0022–2461 C °30 Jul 1998
[11] Dilini Galpaya, Mingchao Wang, Cheng Yan, Meinan Liu, Nunzio Motta, Eric Waclawik. Fabrication and Characterisation of Graphene oxide-Epoxy Nanocomposite. Proceedings of SPIE, 8793], SPIE - Society of
Photo-Optical Instrumentation Engineers, Gold Coast, Qld,
pp. 1-7.
[12] Kieback B, Neubrand A and Riedel H, Processing Techniques for Functionally Graded Materials. J. Mater. Sci. Eng. A362, 81–105, 2003.
doi:10.1016/S0921-5093(03)00578-1
[13] Koizumi M, FGM activities in Japan. Composites: Part B 28B, 1-4,1997.
PII: S1359-8368(96)00016-9
[14] Koizumi, M. and Niino M, Overview of FGM Research in Japan.MRS Bulletin, 20, 19-21, 1995.
[15] Kourtides DA, Review of Thermal Properties of Graphite Composite MaterialsNASA Technical Memorandum 100049, 1-49, 1987.
NASA FORM 1626 OCT 8(1
[16] Markworth AJ, Ramesh KS, Parksjr WP, Modelling Studies Applied to Functionally Graded Materials. J. Mater Sci., 30, 2183-2193, 1995.
[17] Rabin B H and Shiota
J. ―Funtionally Gradient Materials‖. Mater. Res. Soc., (MRS) Bull . 20, 14, 1995.
[18] Andi Suhandi, Bambang Prihandoko, and Bambang Soegiono, Effect of Graphite-Epoxy Composition to the properties of Composite Bipolar Plate for Proton Exchange Membrane Fuel Cell Application. J. of Mater. Sci. and Tech., 256-264, 2009.
[19] Basava T and Harirao AN, Development of Graphite Particles filled Epoxy Resin Composite Material and its Erosive Wear Behavior. Intl. J. on Manu. and Mater. Sci., 01, 28-30, 2011.
doi: 01.IJMMS.01.02.
[20] Kaushik A, Singh P, Jyoti. Mechanical and Electrical Conductivity Study on Epoxy/Graphite Composites. J. of Reinforced Plastics and Composites, 29, 1038–1044, 2010. [21] Meenakshi A, Harish Kumar, Zaidi MGH, and Alkesh Chauhan. Fabrication & Characterization of Graphite/
Epoxy Composites. ISBN: 978-93-82880-20-2, 136-138, 2013.
ISBN: 978-93-82880-20-2.
[22] Muller E, Drasar C, Schilz J, and Kaysser WA, Functionally Graded Materials for Sensor and Energy Applications. Mater. Sci. and Eng., A362, 17–39, 2003.
doi:10.1016/S0921-5093(03)00581-1
[23] Nayak P, Mondal SC and Nandi A, Stress, Strain and Displacement of a Functionally Graded Thick Spherical Vessel. Intl. J. of Eng. Sci. and Tech.(IJEST), 3 (4), 2659-2671, 2011.
ISSN : 0975-5462
[24] Sanjay Anandrao K, Gupta RK, Ramchandran P, and Venkateswara Rao G, Thermal Buckling and Free Vibration Analysis of Heated Functionally Graded Material Beams. Defence Sci. J., 63, 315-322, 2013.
Received 17 May 2012, revised 11 April 2013, online published 16 May 2013
[25] Victor Birman, and Larry W. Byrd , Modeling and Analysis of Functionally Graded Materials and Structures. Applied Mechanics Reviews, 60, 195-216, 2007.
[26] Stabik J, Dybowska A, Chomiak M, Polymer Composites Filled with Powders as Polymer Graded Materials. J. of Achievements in Mater. and Manu. Eng, 43, 154-161, 2010.
Received 25.09.2010; published in revised form 01.11.2010
[27] Stabik J and Dybowska A, Methods of Preparing Polymeric Gradient Composites. J. of Achievements in Mater. and Manu. Eng., 25/1, 67-702007.
[28] Stabik J, Szczepanik M, Dybowska A, Suchoń, Magnetic Induction of Polymer Composites Filled with Ferrite Powders. Archives of Mater. Sci. and Eng., 41/1, 13-20, 2010.
[29] Stabik J and Dybowska A, Electrical and Tribological Properties of Gradient Epoxy-graphite Composites J. of Achievements in Mater. and Manu Eng., 27, 39-42, 2008.
Received 21.01.2008; published in revised form 01.03.2008
[30] Stabik J, Szczepanik M, Dybowska A, Suchoń L, Electrical Properties of Polymeric Gradient Materials Based on Epoxy Resin Filled with Hard coal. J. of Achievements in Mater. and Manu Eng., 38, 56-63, 2010.
Received 22.11.2009; published in revised form 01.01.2010
[31] Ehsan Bafekrpour, George P. Simon, Jana Habsuda, Minoo Naebe, Chunhui Yang, Bronwyn Fox. Fabrication and Characterization of Functionally Graded Synthetic Graphite/ Phenolic Nanocomposites. Mater. Sci. and Eng. A, 545, 123–131, 2012.
doi:10.1016/j.msea.2012.02.097
[32] Subita Bhagat and Pardeep Kumar Verma . Effect of Graphite Filler on Mechanical Behavior of Epoxy Composites. J. of Emerging Tech. and Adv. Eng., 3, 427-430, 2013.
ISSN 2250-2459
[33] Suhermana H, Sulong AB and Sahari J, Effect of Filler loading concentration, Curing temperature and Molding pressure on the Electrical Conductivity of CNTs/Graphite/ Epoxy Nanocomposites at High loading of Conductive Fillers. J. of Mech and Mater Eng. (IJMME), 5, 74-79, 2010.
[34] Aruniit A, Kers J, and Tall K, Influence of Filler Proportion on Mechanical and Physical Properties of Particulate Composite. Agronomy Research Biosystem Eng., Special Issue 1, 23-29, 2011.
[35] Zurale, M. M. & Bhide, S. J., Properties of Fillers and Reinforcing Fibers. Mechanics of Composite Materials, 34, 463–472, 1998.
[36] Huntzman Data sheet, 1-4, 2012.
Araldite® LY 1564 / Aradur® / 3486 Aradur® 3487, 25/07/2012
[37] Mariam Emad Aziz, A Thesis on a Study on the Effect of Hardener on the Mechanical Properties of Epoxy Resin, 6-14, 2010.
[38] Three Bond Co. Ltd, Three Bond Technical News, 32, 1-10, 1990.
[39] Asma Yasmin and Isaac M D, Mechanical and Thermal Properties of Graphite Platelet/Epoxy Composites. Polymer, 45, 8211–8219, 2004.
doi:10.1016/j.polymer.2004.09.054
[40] Birgit Bittman Frank Haupert, Alois K. Schlarb, Ultrasonic Dispersion of Inorganic Nanoparticles in Epoxy Resin. Ultrasonics Sonochemistry, 16, 622–628, 2009.
doi:10.1016/j.ultsonch.2009.01.006
[41] Man-Wai Ho, Chun-Ki Lam, Kin-tak Lau, Dickon H.L, David Hui. Mechanical Properties of Epoxy-based Composites Using Nanoclays. Composite Structures, 75, 415–421, 2006.
doi:10.1016/j.compstruct.2006.04.051
[42] Ke Hong Ding, Gen Lin Wang, and Ming Zhang, Characterization of Mechanical Properties of Epoxy Resin Reinforced with Submicron-sized ZnO Prepared via in situ Synthesis Method. Mater. and Design, 32, 3986–3991,
2011.
doi:10.1016/j.matdes.2011.03.038
[43] Hae-Kyung Jeong, Yun Pyo Lee, Mei Hua Jin, Eun Sung Kim, Jung Jun Bae, Young Hee Lee, Thermal
Stability of Graphite Oxide. Chem. Phy. Lett, 470, 255–258, 2009.
doi:10.1016/j.cplett.2009.01.050
[44] Nakamura T, Wang T and Sampath S, Determination of Properties of Graded Materials by Inverse Analysis and Instrumented Indentation. Acta Mater. 48, 4293–4306,
2000.
PII: S13 59-6454(00)00217-2
[45] Senthil Kumar N, Kalaichelvan K and Elangovan K, Mechanical Behaviour of Aluminum Particulate Epoxy Composite – Experimental Study and Numerical Simulation. Intl. J. of Mech and Mater. Eng. (IJMME), 7, 214-221, 2012.
[46] Hui PM, Zhang X, Markworth AJ, Stroud D, Thermal Conductivity of Graded Composites: Numerical Simulations and an Effective Medium Approximation. J. Mater Sci., 34, 5497, 1999.
[47] Carmine L and Fabrizio Quadrini, Indentation of Functionally Graded Polyester Composites Measurement, http://dx.doi.org/10.1016/j.measurement. 01.006
, 2009
.Tirumali Manoj is a research scholar in the Department of Materials
Engineering in Defence Institute of Advanced Technology (Deemed University)., Pune, India. He received master‘s degree in mechanical engineering (Air Armament) from University of Pune, India. He has authored a chapter in Structural Nanocomposites; Perspective for future applications, published by Springers in 2013. He is presently in Armed Forces serving in Indian Air Force. His active areas of research interest include the
development of functionally graded and hybrid composites.
Dr K Balasubramanian is an Associate Professor and Head of Materials
Engineering Department at Defence Institute of Advanced Technology (Deemed University) at Pune, India. He has years of industrial experience at
UK, an eminent scholar and well acknowledged academician. Dr. K Balasubramanian obtained various prestigious fellowships including
award for Technical Excellence at UK Materials Research Institute, Selected for ‗Hind Rattan award‘ for outstanding contribution in the area of science and technology, India and a Professional Fellow of Institute of Technology, UK.He has published over 200 articles, patents and conference proceedings in the field of materials science and technology. He authored a chapter in Structural Nanocomposites; Perspective for future applications, published by Springers in 2013. (*Corresponding author. [email protected])
Dr A Kumaraswamy is an Associate Professor in Mechanical Engineering
Department at Defence Institute of Advanced Technology (Deemed University), Pune, India. He has been a reputed academician and a visiting professor to well known engineering colleges and Institutes in India. He has been listed in Who‘s Who in the World (29th edition), Marquis, New Jersey,
2012. Dr. A Kumaraswamy obtained various prestigious fellowships and awards including Sir Issac Newton scientific award for excellence in 2012. He has published over 80 articles, and conference proceedings in the field of solid mechanics, contact mechanics, FEA, Nanoindentation, Composites and metal forming and cutting. ([email protected])