ABSTRACT
RESCH, JEFFREY JAMES. Processing parameter effects on the functional properties of derivatized whey protein ingredients. (Under the direction of Drs. Christopher R. Daubert and E. Allen Foegeding.)
Processing parameters, including protein starting material, drying technique, acidulant selection, and heating conditions, were investigated to improve and better understand a novel procedure for the modification of whey proteins into an ingredient capable of cold-set thickening, water holding, and weak gelling. The derivatization procedure, consisting of protein hydration, pH adjustment, thermal gelation, drying, and milling, was made more cost effective by applying the process to whey protein concentrates (WPC) with protein contents of 86, 74, and 64 %. Although the composition of the starting materials influenced the functionality of the final derivatized powders, all samples exhibited a dramatic increase in thickening and water holding ability and were able to form cold-set weak gel structures suitable for contributing viscosity and texture to a wide range of food systems.
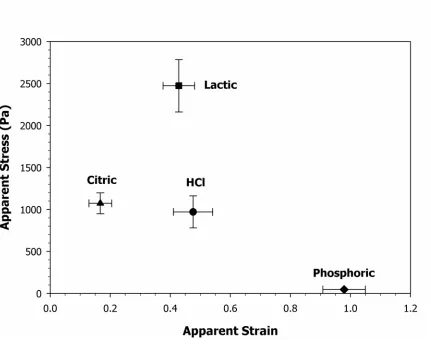
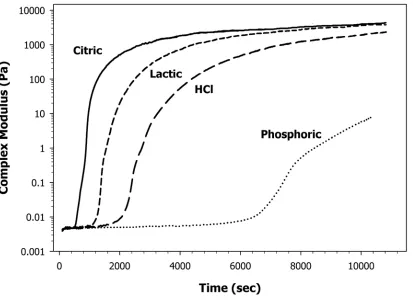
functional properties of derivatized thickening ingredients. Dramatic acid-specific effects on the rheological and microstructural properties of β-Lg gels and the functionality of derivatized β-Lg powders were in general agreement with classical Hofmeister series behavior. Maximum viscosity and water holding were observed in the derivatized ingredients derived from the strong, translucent gels created in systems utilizing lactic and hydrochloric acids. Use of citric acid resulted in a brittle, opaque coagulum which created a derivatized ingredient with very poor functionality. Protein solutions treated with phosphoric acid were most resistant to gelation at 80 °C and led to limited thickening ability of the derivatized powder.
PROCESSING PARAMETER EFFECTS ON THE FUNCTIONAL PROPERTIES OF DERIVATIZED
WHEY PROTEIN INGREDIENTS
By
Jeffrey J. Resch
A dissertation submitted to the Graduate Faculty of North Carolina State University in partial
fulfillment of the requirements for the Degree of Doctor of Philosophy
Department of Food Science
Raleigh
2004
Approved by:
_________________________________ _________________________________
Dr. Christopher R. Daubert Dr. E. Allen Foegeding
Chair of Advisory Committee Co-Chair of Advisory Committee
BIOGRAPHY
On a perfect flower planting day in late-April 1977, Jim Resch returned from the Minnesota State FFA Convention just in time to be with his wife Brenda as she gave birth to their first child, a son they named Jeffrey James. The young Resch family took up residence in a seafoam green, ranch-style home conveniently located just across the street from a bowling alley in the small agricultural community of Lakefield, Minnesota. Over the next seven years Jeff was joined by two sisters, Sue and Teresa, a brother, Jason, whom Jeff named himself, and Smoky, a grey cockapoo with a penchant for popcorn and stocking caps. The driveway and spacious backyard of the green rancher played host to countless games of horse, teeball contests, sledding excursions, and sprinkler dalliances for the Resch kids, while the adjacent creek provided the backdrop for Jeff’s numerous insect hunting expeditions and swallowed a plethora of baseballs, footballs, and other sports equipment.
In June 1995, the Heron Lake-Okabena-Lakefield Board of Education awarded Jeff a high school diploma, paving the way for his subsequent matriculation into the University of Minnesota and relocation to the Minneapolis-St. Paul area. While living in the Twin Cities and attending the University of Minnesota, Jeff faithfully cheered on the Golden Gopher basketball team, bought his first guitar, hit Pat O’Brien with a seat cushion, discovered the music of Elliott Smith, broke Andy’s nose, and worked his way toward a bachelors degree in food science, a degree that was fully realized in June 1999. Following his graduation from the U of M, Jeff and his brother piled into a purple 1997 Pontiac Gran Prix and embarked on a memorable road trip of the Midwest and Mid-Atlantic United States. Shortly thereafter, Jeff moved his limited belongings into the unfamiliar heat and humidity of Raleigh, North Carolina to begin graduate school in the Department of Food Science at North Carolina State University.
Under the advisement of Civil War buff and Jaws enthusiast, Dr. Chris Daubert, Jeff undertook a research program aimed at providing a deeper understanding of the textural properties of food ingredients derived from dairy proteins. While progressing toward his Ph.D., Jeff spent many an hour browsing the racks at Schoolkids Records and took advantage of living in close proximity to the ocean for the first time in his life by making numerous trips to North Carolina’s beaches. Jeff’s years in Raleigh were also marked by his introduction to the sports of ultimate and disc golf, the later becoming his pastime of choice and making the disc golf course at Kentwood Park one of his favorite haunts.
ACKNOWLEDGEMENTS
Seeing that this dissertation represents over four years worth of up and downs, trials and tribulations,
victories and defeats, it should be no surprise that a great many people have contributed in large and
small ways to the completion of this substantial undertaking. And since I may never again be the
author of anything which affords me a longwinded chance like this to recognize all my friends, family,
and colleagues in print, I would be remiss if I didn’t make the most of this acknowledgement
opportunity.
I toyed with several approaches for organizing this list of acknowledgements but neither alphabetical,
chronological, geographical, nor autobiographical seemed to work to my satisfaction. I have instead
settled for a quasi-random approach, so read nothing into the order in which the names of my
acknowledgements appear, for each entrant in this section holds a special place in my eyes that
could never be ranked or categorized. And so without further adieu, I express my untellable
appreciation, affection, and respect for these fine folks.
Chris: Thank you for your enthusiasm, involvement, organization, availability, sound advisement and
especially your sincere desire to see your students succeed. I’m really grateful for the opportunities
to travel to Switzerland, Reno, Quebec, New Orleans, and Dallas, not to mention the chance to paint
your deck. I’ll have fond memories of our Monday morning discussions of sports, movies, and classic
slow dance songs, the lab lunches at Amedeos, and your valiant, but largely futile, efforts to pull April
Fools Day pranks on us.
Den: I would have been lost without the invaluable patience and expertise you provided me in
and making it such a fun place to work. Deepest congratulations on your new job, but the lab will
always miss you.
Rheology lab mates: Huge thanks to Heather for breaking the ground and showing me the ropes of
derivatized whey protein research, Addie for sharing her crackers during transport phenomena class,
Noel, my guitar playing partner and fellow appreciator of fine whimsy, Tom, the golf club destroyer,
statistics guru, and all-around good guy, Jon, a great roommate and beer glass collecting partner,
Qixin, the best pass rusher in flag football history, Junhua, a key member of our champion bowling
team, and finally, thanks to Melissa and Deepti for ending the male-dominated state of our lab.
Thanks for all your friendship, for all your help, and for making room 118 a great place to spend a
few years.
Research supporters: Thanks to the Southeast Dairy Foods Research Center and the United States
Department of Agriculture for funding this work, Tim Seaboch and Dr. William Johnson for their
freeze-drying assistance, Valerie Knowlton for her microscopy expertise, and Davisco Foods
International, Inc. for generously providing the beta-lactoglobulin and whey protein concentrate
samples used in this research.
Foegeding lab friends: Jack, Matt, and Dany - I will be forever indebted to Jack for introducing me to
disc golf and ultimate, Matt was a great fellow low-postman on our two-time champion intramural
basketball squad who got me free for a lot of open shots with his bruising picks and Dany makes a
great Easter dinner and throws awesome Super Bowl parties. I thank all three of you for your
assistance with all my whey protein and instrumentation questions, but most of all for the fun had
Fellow dungeon dwellers not already mentioned: Jon, Steven, Lynn, Pablo, Dorin, Christina, Koray,
Andriana (twice), Adam, Ming, Michelle, Brian, Ediz, Zaynep, Aswini, Supryo – thanks for making the
lunch time conversations more interesting and for standing side by side with me as we battled
thermostat demons, printer problems, chocolate milk thieves, fruit fly infestation, and weathered the
baby boom of 2002-03.
More special thanks to Rodney and Greg, my roommates and turkey-frying comrades, Katie, a fellow
Real World addict and honorary roommate, Yifat, my falafel making tutor and movie going partner,
Wendy, Mary, and Nikki, my allies on the third floor, and to Monique, simply the best pen pal
possible, a superb Bostonian travel companion, and a split-lipped sun-kissed caramel geisha goldfish
extraordinaire.
The rest of the N.C. State Food Science Club past and present: The Wolfpack football tailgates,
Halloween parties, Durham Bulls games, wine and cheese parties, intramural sports teams, and IFT
trips were always a blast. Keep up the great work.
U of M professors – Drs. Joseph Warthesen and Theodore Labuza: Joe, thanks for being a great
advisor, getting me going in the food science scholar program, and encouraging and preparing me to
go to graduate school. Ted, working in your lab was a great experience that paved the way for my
decision to attend graduate school, F&D was one of the best classes I’ve ever taken, and I really
appreciate everything you’ve done and continue to do for the students at Minnesota.
Other U of M notables: Stecker, Farms, and Nasty, I won’t soon forget the Edgefest camping trips,
the doughnut making sessions, our Dinnaken parties, and the many other assorted escapades. Andy,
I really enjoyed our jews harping and hiking expedition around Lake Tahoe as well as all your
Onion cribbage games, and victorious assault on Dr. Nolan’s Organic Chemistry class will always be
near and dear to my heart.
My parents – Brenda and Jim: It would be impossible to sum up in a few words (or even a million)
how much I appreciate everything you’ve given me and how indebted I am to you for all I’ve been
able to accomplish, so let me make the biggest understatement of all time and simply say, thank you.
My siblings – Sue, Teresa, and Jason: Even though you guys were probably happy to ship your
know-it-all big brother out to North Carolina for awhile, I really missed watching all your volleyball,
basketball, and football games, lamb leads, band concerts, dance recitals, and of course, doing my
fishapede and lightning routines for you. I’m so glad you could all visit and get at least one nice day
at the beach (even if it did require a cheap hotel and the purchase of bowling socks).
My East coast family – Emily, Alison, Pat, and Greg: Thanks so much for including me on your beach
trips, inviting me to your sac parties and holiday get-togethers, letting me sit in with the band,
supplying me with a celebrity relative, and for all the Reynolds Wrap.
CJ: Thank you for all the great times. I wish you the best.
And while I’m at it, I’d like to recognize some books, music, movies, and other miscellany of
importance to me. Granted it’s not likely the following had a discernable influence on the content,
style, look, or feel of this dissertation, but they did however play an important role in provoking
thought, informing, entertaining, stimulating, and passing time during the period in which this
document was born, reared, and sent off to meet the world. And if nothing else, these last few items
aforementioned individuals for drawing my attention to these artists and works of art, whatever the
medium may be.
A Heartbreaking Work of Staggering Genius, One Hundred Years of Solitude, East of Eden, Jitterbug
Perfume, A Confederacy of Dunces, The Virgin Suicides, The Dangerous Lives of Altar Boys, The
Amazing Adventures of Kavalier and Clay, Life of Pi, Fierce Invalids Home From Hot Climates, Elliott
Smith, Radiohead, Mason Jennings, Wilco, Beatles, Soul Coughing, Paul Westerberg, Sam Cooke, Jeff
Buckley, Bob Dylan, Quasi, Jack Johnson, Mike Doughty, Pearl Jam, Beck, Jude, Ben Folds, Evan
Dando, Belle and Sebastian, Otis Redding, Eleni Mandell, White Stripes, High Fidelity, Rushmore,
Adaptation, The Royal Tenenbaums, Being John Malkovich, Lord of Rings, Great Expectations, Y Tu
Mama Tambien, A Bronx Tale, I Am Trying to Break Your Heart, Found Magazine, The Daily Show
with Jon Stewart, 770 RadioK, The Onion, McSweeny’s, Other People’s Stories, The Straight Dope,
Red Meat, Milkman Dan, The Simpsons, Obey Giant, Monkeytime, Big Bad Show, Real World,
Minnesota Twins, Cloos’ Coney Island, Char Grill, El Rodeo, Amedeo’s, I Love New York Pizza, Players
Retreat.
TABLE OF CONTENTS
LIST OF TABLES . . . xiv
LIST OF TABLES . . . xv
CHAPTER 1. INTRODUCTION . . . 1
1.1 WHEY PROTEINS . . . 2
1.2 WHEY PROTEIN GELATION . . . 3
1.2.1 Thermal Gelation of Whey Proteins . . . 3
1.2.2 Cold Gelation of Whey Proteins . . . 4
1.3 WHEY PROTEIN THICKENER MOTIVATION . . . 5
1.4 DERIVATIZATION OF WHEY PROTEINS . . . 6
1.5 IMPETUS FOR FURTHER STUDY . . . 8
1.6 EXPERIMENTAL TECHNIQUES AND PROCEDURES . . . 11
1.6.1 Freeze Drying . . . 11
1.6.2 Spray Drying . . . 11
1.6.3 Rheological Methods . . . 12
1.6.4 Scanning Electron Microscopy . . . 13
1.6.5 Differential Scanning Calorimetry . . . 14
1.6.6 Spectrophotometry . . . 15
1.7 REFERENCES . . . 14
CHAPTER 2. RHEOLOGICAL AND PHYSICOCHEMICAL PROPERTIES OF DERIVATIZED WHEY PROTEIN CONCENTRATE POWDERS . . . 20
2.3 MATERIALS AND METHODS . . . 23
2.3.1 Preparation of Protein Dispersions and Gels . . . 24
2.3.2 Derivatized Whey Protein Concentrate Powder Production . . . 24
2.3.3 Shear Rate Ramps. . . 25
2.3.4 Temperature Ramps . . . 26
2.3.5 Frequency Sweeps . . . 26
2.3.6 Intrinsic Viscosity . . . 26
2.3.7 Water Holding Capacity . . . 27
2.3.8 Electrophoresis . . . 27
2.4 RESULTS AND DISCUSSION . . . 28
2.4.1 Shear Rate Ramps. . . 28
2.4.2 Temperature Ramps . . . 29
2.4.3 Frequency Sweeps . . . 29
2.4.4 Intrinsic Viscosity . . . 20
2.4.5 Water Holding Capacity . . . 31
2.4.6 Electrophoresis . . . 31
2.5 CONCLUSIONS . . . 33
2.6 REFERENCES . . . 33
CHAPTER 3. COMPARISON OF DRYING OPERATIONS ON THE RHEOLOGICAL PROPERTIES OF WHEY PROTEIN THICKENING INGREDIENTS . . . 46
3.1 ABSTRACT . . . 47
3.2 INTRODUCTION . . . 47
3.3 MATERIALS AND METHODS . . . 49
3.3.1 Derivatized Powder Production . . . 50
3.3.3 Temperature Ramps . . . 51
3.3.4 Frequency Sweeps . . . 51
3.3.5 Cox-Merz Comparison . . . 52
3.3.6 Particle Size Analysis . . . 52
3.4 RESULTS AND DISCUSSION . . . 53
3.4.1 Shear Rate Ramps . . . 53
3.4.2 Temperature Ramps . . . 55
3.4.3 Frequency Sweeps . . . 56
3.4.4 Cox-Merz Comparison . . . 56
3.5 CONCLUSIONS . . . 58
3.6 REFERENCES . . . 59
CHAPTER 4. ACIDULANT EFFECTS ON THE RHEOLOGICAL PROPERTIES OF BETA-LACTOGLOBULIN GELS AND DERIVATIZED POWDERS . . . 71
4.1 ABSTRACT . . . 72
4.2 INTRODUCTION . . . 72
4.3 MATERIALS AND METHODS . . . 76
4.3.1 β-Lg Gel Preparation . . . 77
4.3.2 Vane Fracture Analysis . . . 77
4.3.3 Microscopy . . . 77
4.3.4 Gelation Rheology . . . 78
4.3.5 Derivatized Powder Production . . . 79
4.3.6 Shear Rate Ramps . . . 79
4.3.7 Water Holding Capacity . . . 79
4.4 RESULTS AND DISCUSSION . . . 81
4.4.1 β-Lg Gel Characterization . . . 81
4.4.2 Microscopy . . . 81
4.4.3 Gelation Rheology . . . 82
4.4.4 Derivatized Powder Functionality . . . 84
4.4.5 Ion Specific Effects . . . 84
4.5 CONCLUSIONS . . . 88
4.6 REFERENCES . . . 89
CHAPTER 5. BETA-LACTOGLOBULIN GELATION AND DERIVATIZATION: EFFECT OF ACIDULANT SELECTION AND HEATING CONDITIONS . . . 106
5.1 ABSTRACT . . . 107
5.2 INTRODUCTION . . . 107
5.3 MATERIALS AND METHODS . . . 109
5.3.1 β-Lg Gel Preparation . . . 110
5.3.2 Vane Fracture Analysis . . . 110
5.3.3 Microscopy . . . 111
5.3.4 Gelation Rheology . . . 111
5.3.5 Derivatized Powder Production . . . 112
5.3.6 Shear Rate Ramps. . . 112
5.3.7 Water Holding Capacity . . . 112
5.4 RESULTS AND DISCUSSION . . . 113
5.4.1 Gel Characterization . . . 113
5.4.2 Gelation Rheology . . . 114
5.4.3 Microscopy . . . 115
5.4.5 Heating Rate Effects . . . 118
5.5 CONCLUSIONS . . . 120
5.6 REFERENCES . . . 120
APPENDIX 1. ACIDULANT EFFECTS ON THE DIELECTRIC PROPERTIES OF β-LG . . . 141
A.1.1 INTRODUCTION . . . 142
A.1.2 MATERIALS AND METHODS . . . 143
A.1.3 RESULTS AND DISCUSSION . . . 143
A.1.4 REFERENCES . . . 144
APPENDIX 2. ABREVIATIONS AND NOMENCLATURE . . . 150
A.2.1 ABBREVIATIONS . . . 151
LIST OF TABLES
CHAPTER 1
Table 1.1 Typical protein, lactose, lipid contents, and common usages of whey protein
ingredients . . . 19
CHAPTER 2
Table 2.1 Compositions of commercial whey protein concentrate samples. . . 36 Table 2.2 Cross model parameters of 8% (w/w protein) derivatized whey protein
concentrate solutions at 25, 50, and 75 °C . . . 37
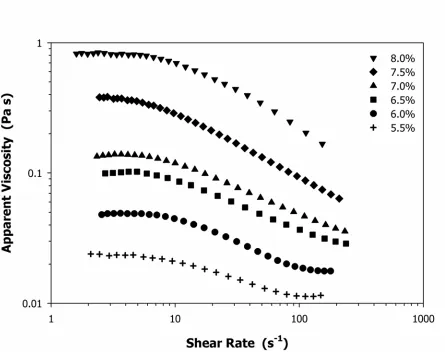
Table 2.3 Cross model parameters for dWPC solutions with concentrations between 5.5
and 8.0 % (w/w protein) at 25 °C . . . 38
Table 2.4 Viscoelastic power law constants for 10% (w/w protein) dWPC solutions
at 25 °C. . . 39
Table 2.5 Intrinsic viscosity and water holding capacity of commercial and derivatized
whey protein concentrate powders at 25 °C . . . 40
CHAPTER 3
Table 3.1 Summary of dry and hydrated particle size analysis for freeze dried and spray
dried derivatized whey protein concentrate powders. . . 62
Table 3.2 Steady shear, oscillatory, and Cox-Merz parameters for starch, sdWPC, and
fdWPC dispersions . . . 63
CHAPTER 4
Table 4.1 Water holding ability of derivatized β-Lg powders prepared with different acidulants at 25 °C . . . 93
Table 4.2 Properties of selected food acidulants . . . 94
Table 4.3 Acidification of 12% β-Lg solutions to pH 3.35 with selected acidulants . . . 95
CHAPTER 5
Table 5.1 Average power law parameters (where G′ = Aωb and G″ = Cωd) relating storage
LIST OF FIGURES
CHAPTER 2
Figure 2.1 Shear rate ramps for dWPC86 solutions with concentrations between 5.5 and
8.0 % (w/w protein) at 25 °C . . . 41
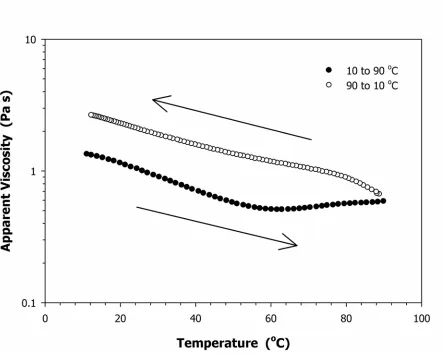
Figure 2.2 Apparent viscosity of an 8.6 % (w/w protein) dWPC86 solution as temperature is
ramped from 10 to 90 °C and back to 10 °C at a constant shear rate of 50 s-1. . . 42
Figure 2.3 Storage (G′) and loss (G″) moduli for 10% (w/w protein) derivatized whey protein concentrate samples during a frequency seep from 0.01 to 20 Hz at 25 °C . . . . 43
Figure 2.4 Intrinsic viscosity plots of reduced viscosity versus protein concentration for
dWPC samples at 25 °C . . . 44
Figure 2.5 SDS-PAGE gel of commercial whey concentrate powders . . . 45
CHAPTER 3
Figure 3.1a Apparent viscosity of 5.0 to 13.0% freeze-dried dWPC dispersions as shear rates were ramped from 0.5 to 250 s-1 at 25 °C . . . 64
Figure 3.1b Apparent viscosity of 5.0 to 13.0% spray-dried dWPC dispersions as shear rates were ramped from 0.5 to 250 s-1 at 25 °C . . . 65
Figure 3.2 Dry and hydrated particle size distributions for freeze dried and spray dried dWPC powders . . . 66
Figure 3.3 Apparent viscosity of carrageenan, xanthan gum, pre-gelatinized starch, sdWPC, and fdWPC dispersions at 25 °C and a shear rate of 50 s-1 . . . 67
Figure 3.4 Apparent viscosity at 50 s-1 of 10.2% sdWPC and 12.2% fdWPC dispersions as
temperature was ramped from 10 to 90 and back to 10 °C . . . 68
Figure 3.5 Mechanical spectra of 6.8% starch, 12.5% sdWPC, and 14.5% fdWPC dispersions at frequencies of 0.01 to 10 Hz at 25 °C . . . 69
Figure 3.6 Cox-Merz correlation between oscillatory and steady shear responses for 12.5% sdWPC dispersion at 25 °C . . . 70
CHAPTER 4
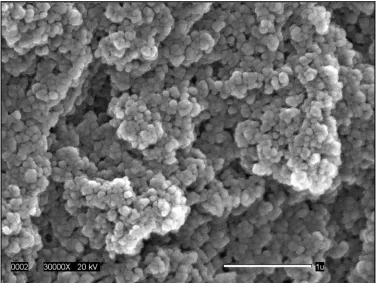
Figure 4.2b Fractured surface observed by scanning electron microscopy of a 12% β-Lg gel
made with hydrochloric acid . . . 98
Figure 4.2c Fractured surface observed by scanning electron microscopy of a 12% β-Lg gel
made with citric acid . . . 99
Figure 4.3 Complex modulus development for 12% β-Lg solutions prepared with different
acidulants and heated for 3 hr at 80 °C . . . 100
Figure 4.4 Apparent viscosity of 10% (w/w protein) derivatized β-Lg dispersions at 25 °C at shear rates of 0.5 to 250 s-1 . . . 101
Figure 4.5 Concentrations of various acidulants needed to adjust 12% (w/v protein) β-Lg
solutions from native pH conditions to pH 3.35 . . . 102
Figure 4.6 DSC thermograms for 12% (w/v protein) β-Lg solutions adjusted to pH 3.35 with different acidulants . . . 103
Figure 4.7 Effect of various sodium salts on the peak denaturation temperatures of 12%
(w/v protein) β-Lg solutions at pH 3.35 . . . 104
Figure 4.8 Optical density measured at wavelengths of 400 and 800 nm of 12% (w/v protein) β-Lg solutions adjusted to pH 3.35 with various acidulants. . . 105
CHAPTER 5
Figure 5.1 Apparent fracture stress and strain determined by the vane method for 12%
(w/v protein) β-Lg gels prepared with different acidulants . . . 124
Figure 5.2a Complex modulus development of 12% (w/v protein) β-Lg solutions adjusted to pH 3.35 with hydrochloric acid and heated at 75, 80, 85 or 90 °C . . . 125
Figure 5.2b Complex modulus development of 12% (w/v protein) β-Lg solutions adjusted to pH 3.35 with lactic acid and heated at 75, 80, 85 or 90 °C . . . 126
Figure 5.2c Complex modulus development of 12% (w/v protein) β-Lg solutions adjusted to pH 3.35 with phosphoric acid and heated at 75, 80, 85 or 90 °C . . . 127
Figure 5.3 DSC thermograms for 12% (w/v protein) β-Lg solutions adjusted to pH 3.35 with different acidulants . . . 128
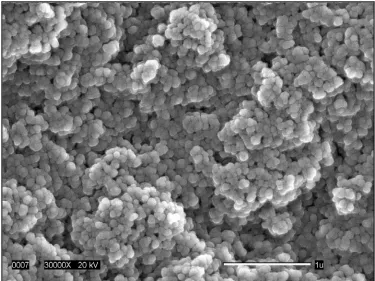
Figure 5.4a Fractured surface of a 12% (w/v protein) β-Lg gel prepared with hydrochloric acid and heated at 80 °C . . . 129
Figure 5.4b Fractured surface of a 12% (w/v protein) β-Lg gel prepared with lactic acid and
heated at 80 °C . . . 130
Figure 5.4d Fractured surface of a 12% (w/v protein) β-Lg gel prepared with lactic acid and
heated at 85 °C . . . 132
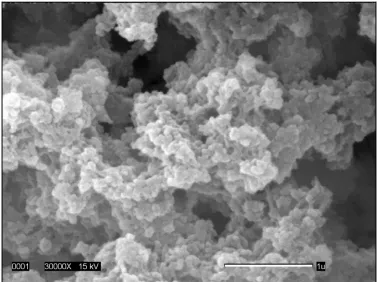
Figure 5.4e Fractured surface of a 12% (w/v protein) β-Lg gel prepared with phosphoric acid and heated at 85 °C . . . 133
Figure 5.4f Fractured surface of a 12% (w/v protein) β-Lg gel prepared with hydrochloric acid and heated at 90 °C . . . 134
Figure 5.4g Fractured surface of a 12% (w/v protein) β-Lg gel prepared with lactic acid and
heated at 90 °C . . . 135
Figure 5.4h Fractured surface of a 12% (w/v protein) β-Lg gel prepared with phosphoric acid and heated at 90 °C . . . 136
Figure 5.5 Apparent viscosity of 10% (w/w protein) derivatized β-Lg dispersions prepared
with selected acidulants at temperatures of 75, 80, 85, and 90 °C . . . 137
Figure 5.6 Water holding capacity of derivatized β-Lg powders prepared with selected
acidulants at temperatures of 75, 80, 85, and 90 °C . . . 138
Figure 5.7 Complex modulus development of 12% (w/v protein) β-Lg solutions adjusted to
pH 3.35 with HCl and heated from 25 to 90 °C at various rates . . . 139
Figure 5.8 Complex modulus development of 12% (w/v protein) β-Lg solutions adjusted to
pH 3.35 with HCl and heated from 25 to 90 °C at various rates . . . 140
APPENDIX 1
Figure A.1 Dielectric constant (ε′) measured at 300 MHz of 12% β-Lg solutions adjusted to pH 3.35 with selected acidulants . . . 146
Figure A.2 Dielectric constant (ε′) measured at 2450 MHz of 12% β-Lg solutions adjusted to pH 3.35 with selected acidulants . . . 147
Figure A.3 Dielectric loss factor (ε″) measured at 300 MHz of 12% β-Lg solutions adjusted
to pH 3.35 with selected acidulants . . . 148
CHAPTER 1.
The four chapters following this introduction provide an extensive account of the derivatized whey
protein experiments carried out by Jeff Resch from 1999 to 2004 in the Food Rheology Laboratory at
North Carolina State University. Each chapter contains an introductory section summarizing the
objectives, scientific approaches, and relevant literature specific to each particular study, therefore
those details will not be redundantly covered here. Instead, a more general overview will be given to
purvey the genesis and development of the derivatized whey protein research program, the rationale
for the research described in this dissertation, as well as background information concerning the
materials and methods employed.
1.1 WHEY PROTEINS
Whey proteins are the proteins remaining soluble at pH 4.6 and 20°C after the removal of casein
from milk. Comprising approximately 50-60 percent of the total whey protein content, β-lactoglobulin
is the principal whey protein. Also present are α-lactalbumin, bovine serum albumin,
immunoglobulins, proteose-peptones, soluble caseins, as well as several enzymes and other minor
proteins, including lactoperoxidase, lysozyme, and lactoferrin. The two primary whey sources are
sweet whey and acid whey. Sweet whey results when casein is removed by the action of rennet, as
in the manufacture of cheddar cheese. Acid whey is obtained when the casein fraction is precipitated
by the generation or direct addition of acid, as in the manufacture of cottage cheese.1
Because whey contains 93% water and only 0.6% protein, it must be concentrated to produce the
various whey protein ingredients listed in Table 1.1, including whey protein concentrates (WPC) and
whey protein isolates (WPI). Whey protein concentrates include a wide array of products with
protein contents ranging from 25-89%, although the most readily available forms have protein
membrane process, is used to remove water, salts, and lactose to concentrate the solids to 25-35%.
Another membrane process, diafiltration, can also be applied to further enhance protein purity by
continuously adding water to the ultrafiltrate retentate stream, thereby removing additional lactose
and minerals. Spray drying further concentrates the whey protein to 95% total solids, yielding a fine
white powder. Whey protein isolates are a purer protein ingredient than WPC, containing greater
than 90% protein, and often utilize ion exchange in their production. Cation exchange, the most
prevalent commercial ion exchange technology, lowers the whey pH to create positively charged
proteins which attach to resin beads while the remaining components are separated and removed.
Next, the pH is increased so the proteins detach from the resin and can be eluted, ultrafiltered,
diafiltered, and dried. Because each separation, concentration, filtration, and drying operation affects
the composition and functional properties of the final ingredient, whey protein products tend to
display functional variability. 2
The unique functional and nutritional properties of whey proteins make them useful food ingredients
for a wide array of applications. The excellent nutritional quality of whey proteins is evidenced by a
higher biological value and a higher essential amino acid score than casein, soy protein, milk protein,
and wheat gluten.3,4 The emulsification, foaming, and gelation properties of whey protein are the
basis of its wide use as a functional ingredient in foods.5
1.2 WHEY PROTEIN GELATION
1.2.1 Thermal Gelation of Whey Proteins
The heat-induced gelation of whey proteins has been the subject of many studies and is influenced
by protein concentration, pH, ionic type and concentration, and heating conditions.6 This ability to
is very important to the consumer acceptability of many foods, such as processed meat, dairy, and
bakery products.7 However, a much smaller amount of research has been conducted on the means
of achieving whey protein gelation without the addition of heat, a beneficial aspect for foods
incapable of exposure to the conditions required for thermal gelation.8
1.2.2 Cold Gelation of Whey Proteins
Successful cold-set gelation of whey proteins has been described by several authors.9-12 In these
studies, whey protein solutions of low ionic strength were heated to achieve protein unfolding, but no
gels were formed due to the repulsion of the highly charged molecules. The solutions were then
quickly cooled to room temperature where gelation was induced by the addition of CaCl2 or NaCl.
Acidification with glucono-delta-lactone13 and incubation with enzyme7 have also been utilized to
achieve cold-set gelation following a thermal pre-treatment.
Cold-gelling whey proteins in a dried form have also been documented. Thomsen14 described a
commercially available modified whey protein concentrate powder with potential applications in foods
such as surimi, comminuted meats, dressings, and bakery products. This whey protein texturizer is
produced by heat treatment during homogenization of a whey protein concentrate at slightly alkaline
pH followed by immediate drying. This substance reportedly gels upon reconstitution in a salt
solution.15 Bryant and McClements16 also reported progress toward a cold-gelling whey protein
ingredient that could enhance the applications of the cold-set technology, but did not describe a dry
1.3 WHEY PROTEIN THICKENER MOTIVATION
In 1997, the North Carolina State University Food Rheology Laboratory initiated a research project
aimed at developing and characterizing a protein-based, instantly-thickening food ingredient. The
initial motivation for this endeavor was to create a product that would address safety and nutritional
issues encountered by individuals suffering from swallowing dysfunction.
Swallowing, or deglutition, is a complex act requiring proper function of the nervous system and
deglutitive muscles. Any impairments in the precise movements required for a safe swallow results in
a condition called dysphagia.17 Dysphagia can result from a number of conditions including stroke,
head trauma, Parkinson’s Disease, and cancer.18 Because the incidence of many of these conditions
increases with advancing age, the significance of dysphagia continues to escalate as life expectancy
increases. Studies have revealed that swallowing disorders affect 30-60% of nursing home patients
and up to 10% of the general population over the age of 50.19
Inhalation of foreign material into the lungs, termed aspiration, is a severe problem for dysphagic
individuals and can result in pneumonia. In cases of impaired swallowing function, aspiration occurs
when thin fluids and foods cannot be safely transferred from the mouth to the stomach.20 Fluid
consistency is therefore critical for the prevention of aspiration. Thin beverages and foods must be
thickened accordingly to insure a safe swallow for the dysphagic patient.
Modified food starch is a primary component in most of the currently available thickeners designed to
address the needs of individuals with swallowing disorders. However, because the risk of nutritional
disorders such as protein energy malnutrition is heightened, dysphagic needs could be better
satisfied by a protein-based thickener.21 A protein thickener would offer more essential amino acids,
proteins were chosen for the development of a protein based thickener on the basis of their
unsurpassed nutritional quality and extensively studied functional attributes.
In addition to the elderly dysphagic demographic, a whey protein thickener would have potential
applications in the rapidly growing market for nutritious beverages and supplemental products
designed for athletes, body builders, and other health conscious individuals.
1.4 DERIVATIZATION OF WHEY PROTEINS
The techniques employed for creating a cold-gelling instantly thickening whey protein were inspired
in part by the process used to manufacture pregelatinized starch. Whereas pregelatinized starch is
created by hydrating and heating native starch, allowing the granules to swell and gelatinize and then
drying the starch back into a powder, a roughly analogous process was applied to whey proteins.
Heating conditions, pH, mineral type, and mineral content were adjusted to produce a wide variety of
whey protein gel networks which were then freeze-dried into powders and finally evaluated for their
ability to achieve the desired instant thickening properties. Although many treatments yielded
powders that were difficult to reconstitute in water and/or functioned very ineffectively as a
thickening agent, several samples possessed the sought-after instant thickening functionality. The
modified protein exhibiting the greatest viscosity and dispersibility was selected for further rheological
analyses.
From these studies emerged a protocol for the modification of whey proteins into an instant thickener
requiring neither heat nor salt addition to function. This novel derivatization process consisted of
protein hydration, pH adjustment, thermal gelation, freezing, freeze-drying, and milling. The
utilized in a wide range of food applications such as dysphagic food thickeners, protein shakes,
processed cheese, and yogurt.23 In 2001, a United States patent was awarded for this technology.24
After a suitable derivatization process had been identified, additional experiments were conducted to
provide further understanding of the derivatized whey proteins. A functionality comparison of
derivatized whey protein and pregelatinized starch examined the suitability of the derivatized
ingredient as a replacement for modified starch. Rheological characterization of derivatized WPI and
WPC powders revealed an ingredient able to impart instantaneous thickening and gelling functionality
over a range of food processing and preparation conditions similar to characteristics of pregelatinized
starch.25
The effect of particle size on the rheological characteristics and zeta potential of derivatized whey
protein suspensions was also investigated. Larger particles led to increased gel strength, zero shear
viscosity, intrinsic viscosity, and decreased zeta potential. This information provided a potential
means to manipulate the rheological properties of the derivatized protein through selection of particle
size.26
Rheological, physical, and electrochemical techniques were employed to assess the role of
β-lactoglobulin (β-Lg) on the functionality of derivatized WPI samples with relatively high and low β-Lg
contents. The protein powder containing a greater amount of β-Lg exhibited superior rheological
characteristics and heightened electroviscous effects indicating the ratios of constitutive whey
1.5 IMPETUS FOR FURTHER STUDY
Although the derivatized whey proteins reported by Hudson et al. 22-27 achieved desirable thickening,
water holding, and cold-gelling functions, several barriers still remained, working to limit or even
prevent the commercial viability of this technology. In addition, the mechanisms behind the
derivatization process were still not completely understood and there existed many aspects of this
process in need of additional study. Therefore, the focus of this research was to evaluate methods
for improving the derivatization process and to provide deeper understanding of its scientific
underpinnings. To this end, six primary hypotheses were developed and investigated. Brief
explanations of these hypotheses and corresponding objectives follow.
Hypothesis 1: The derivatization process can be manipulated to more cost effectively produce a
WPC-based thickening ingredient.
Initial derivatized ingredients were prepared from whey protein isolate (WPI), a very pure protein
product made with costly ion-exchange techniques. Because scaled-up production and commercial
applications of a derivatized WPI may be cost prohibitive, the first portion of this research (Chapter
2) addresses the expense of WPI by applying the derivatization process to several whey protein
concentrates with lower protein contents.
Hypothesis 2: The derivatization process can be made more efficient and economical by use of a
spray drying operation in place of freeze drying.
Although freeze-drying is sometimes preferred for certain foods where product quality and structural
modify the derivatization process to incorporate a spray-drying operation in place of the previously
used freeze-drying method.
Hypothesis 3: The properties of whey protein gels can be altered with different acid types to improve
the functionality of subsequently derivatized whey protein ingredients.
All initial whey protein derivatization studies employed hydrochloric acid (HCl) for pH adjustment, but
preliminary data suggested different acidulants may produce derivatized powders with a range of
functional attributes. Therefore, the objective of this study (Chapter 4) was to rheologically
characterize heat-induced β-lactoglobulin (β-Lg) gels and powders derived from these gels to identify
how potential acidulant systems impact the effectiveness of the derivatization process.
Hypothesis 4: Observed acidulant effects on β-Lg gelation result from anion specific tendencies to
disrupt water structure, thereby altering aggregation and denaturation.
Investigation of hypothesis 3 indicated acid selection has a dramatic impact on β-Lg gelation and the
properties of derivatized β-Lg powders. The proposed explanation for these effects was related to
the specific ability of the different ions to perturb the structure of water. However, sufficient data
was not available to make definitive conclusions about these ion specific effects, thus continuing
experiments (Chapter 4) were planned to furnish explanations for these phenomena and to provide
further understanding of the acidulant effects on heat-induced gelation.
Hypothesis 5: Acid selection and gelation temperature can be manipulated to create β-Lg gels with
Previous aspects of this research have examined different whey protein types and several acidulants,
but have maintained a single protein concentration and constant heating conditions. Therefore, this
aspect of the research (Chapter 5) is intended to quantify the varied effects of acidulant type and
heating temperature on the kinetics of β-Lg gelation and the rheological properties of β-Lg gels. The
information gained through this study will allow comparisons to be made about β-Lg gels created
with different procedures and enable gel attributes to be tuned to match those of the desired target
gels by altering the processing conditions.
Hypothesis 6: Slower heating rates during thermally induced β-Lg gelation promote more ordered
protein aggregation and gel microstructure development, permitting gelation to occur at lower
temperatures.
Prior work has shown how heating rate can affect the onset temperature of gelation28 and the
mechanical properties of the final gel structures.29-31 Slower heating rates generally produced
stronger gels, but the presence and extent of these heating rate effects are very dependant on
protein type and other gelation conditions. Therefore, this final research segment (Chapter 5) is
intended to examine the effect of heating rate on the gelation process and the final gel attributes of
β-Lg at low pH. Correlations between these rate effects on gelation process and the eventual
properties of the gel will provide useful information about how gel microstructure can be manipulated
1.6 EXPERIMENTAL TECHNIQUES AND PROCEDURES
1.6.1 Freeze Drying
Freeze drying, or lyophilization, is a unique method of removing moisture from delicate foods and
products where quality is crucial to consumer acceptance. Freeze drying equipment consists of a
temperature controlled drying chamber, a condenser, a cooling system, and a vacuum system.32 The
freeze drying process begins by lowering the product temperature so that most of the moisture is
converted to ice. The product is then dried in two stages. The pressure in the drying chamber is
reduced and heat is applied causing the frozen water to sublime. As water vapor is removed from
the food, the sublimed ice is trapped by the condenser. Sublimation continues until a moisture
content of approximately 15% (wet basis) is reached. Evaporative drying, or desorption, is then
employed by raising the dryer temperature to near ambient conditions while retaining the low
pressure to remove the unfrozen water, achieving a final product with a moisture content of about
2% (wet basis).33
Freeze dried products maintain very high levels of sensory, nutritional, and textural quality due to the
low temperatures during drying and the maintenance of product structure. The porous structure of
freeze-dried products allows for rapid rehydration, but also results in a fragile material susceptible to
mechanical damage. Compared to other drying techniques, freeze drying is more time-intensive and
requires capital and operating costs up to four times those of conventional drying.34
1.6.2 Spray Drying
Spray drying is a food processing operation highly suited for the continuous production of dry solids
spray drying system are a feed pump, atomizer, air heater, air dispenser, drying chamber, and
powder recovery system. Spray drying begins as the liquid is atomized to form small droplets
(10-200 µm in diameter) which are sprayed into a current of hot air inside a large drying chamber.
Atomization is achieved either centrifugally by feeding the product to a rotating wheel or by forcing
the product through a nozzle with a small aperture. Because of the large droplet surface area,
evaporation of moisture and formation of dry particles occurs rapidly in the drying chamber. The dry
powder is collected at the base of the dryer and removed by a pneumatic system with a cyclone
separator.32
During spray drying there is minimal heat damage to the food because the product temperature
remains at the wet bulb temperature of the drying air. The main advantages are rapid drying,
large-scale continuous production, low labor costs, and simple operation and maintenance. Major
limitations include high capital costs, high volatile losses, and high energy costs resulting from the
requirement of a relatively high moisture content feedstock to ensure that the product can be
pumped to the atomizer.33
1.6.3 Rheological Methods
Rheology is the science of the flow and deformation of matter, the study of the manner in which
materials respond to applied stress and strain. Principles of rheology are commonly applied to food
systems to understand and improve the flow behavior and textural attributes of different foods, to
design processing and packing systems, and to understand relationships between microstructure and
functionality.35 A wide range of fundamental and empirical rheological procedures are used to probe
the properties of a wide variety of food products. Techniques relevant to this work will be discussed
Rotational viscometry. The flow behaviors of fluid and semi solid food systems are often assessed
with steady shear rotational viscosity. Bob and cup or cone and plate test fixtures are used to collect
shear rate, shear stress, and viscosity values for the material and to determine how its behavior is
affected by changes in shear rate, concentration, and temperature. From this data, mathematical
models can be developed to describe and predict the rheological behavior.36
Small amplitude oscillatory rheology. Many foods simultaneously display both solid-like and fluid-like
properties, a phenomena termed viscoelasticity. The rheological characteristics of such materials are
often investigated with small amplitude oscillatory rheology (SAOR). Samples are subjected to
harmonically varying stresses or strains and the material response is used to construct a mechanical
spectrum that can provide information about the viscous and elastic nature of the sample behavior
over a range of frequencies. An understanding of how the viscoelastic nature of a sample evolves
during common processes such as gelation can also be assessed with SAOR by measuring changes in
rheological parameters as a function of time and temperature treatment.35
Dilute solution viscometry. A valuable technique used to probe the molecular properties of various
materials is dilute solution viscometry. Measurement of dilute solutions with a capillary viscometer
can be done to determine the intrinsic viscosity. Because the intrinsic viscosity is related to the
hydrodynamic volume occupied by the molecule, the molecular weight, and the radius of gyration,
inferences about important molecular characteristics of the food macromolecule can be made.37
Fracture characterization. The sensory texture of solid food materials can be examined by large
strain rheological testing. Compression, extension, or torsion tests are used to apply deformations
which cause fracture or breakage of the sample. Based on the type of test, the forces and
Relative textural comparisons between different materials are often made by plotting fracture stress
versus fracture strain to create a texture map.
1.6.4 Scanning Electron Microscopy
Scanning electron microscopy (SEM) is a powerful microscopic technique used to study the three
dimensional features of specimens at magnifications of up to 200,000x with a resolution of 2.0 nm.
The electromagnetic lenses of an SEM do not form images according to the optical principles used by
conventional light microscope. Instead, a focused spot of electrons is scanned over the surface of a
specimen prepared to be electrically conductive. As the electron beam hits the specimen, secondary
electrons are emitted from the surface of the specimen. The secondary electrons are collected,
processed, and translated into a series of pixels to give an image where the brightness of the pixels is
proportional to the amount of secondary electrons generated from the specimen surface.38
1.6.5 Differential Scanning Calorimetry
Differential scanning calorimetry (DSC) is a thermal analysis technique that can be used to detect
transitions and interactions in a food sample. A DSC measurement compares the energy needed to
maintain a sample substance and an inert reference material at the same temperature as they are
heated or cooled at a controlled rate. As the sample undergoes changes which absorb or release
heat, a change in the differential heat flow will occur and be recorded as a peak, the direction of
which determines whether the thermal event is endothermic or exothermic. Endothermic peaks are
displayed when the specimen undergoes a process or transition which absorbs heat such as melting,
glass transition, and protein denaturation, while exothermic peaks are observed during processes
1.6.6 Spectrophotometry
Spectrophotometry is an accurate and sensitive analytical technique based on the light absorbing
properties of a substance. A spectrophotometer uses photoelectric methods to detect the difference
in the amount of light transmitted through solutions containing different concentrations of an
absorbing substance. When light is passed through a solution of particles, a portion of the light
interacts with the particles and is directed away from the normal path of transmission. This
scattering of light gives the sample a cloudy or turbid appearance and decreases the amount of light
transmitted compared to the reference. The difference is expressed as percent transmittance or
optical density and is related to the size and total mass of the particles in solution.40
1.6 REFERENCES
1. Bottomley, R.C., Evans, M.T.A., Parkinson, C.J. Whey proteins. In: Harris, P., editor. Food gels.
Essex, England: Elsevier Science Publishers; 1990. p 435-66.
2. Huffman, L.M. Processing whey protein for use as a food ingredient. Food Technology 1996; 50
(2): 49-52.
3. Regester, G.O., McIntosh, G.H., Lee, V.W.K., Smithers, G.W. Whey proteins as nutritional and
functional food ingredients. Food Australia 1996; 48 (3): 123-7.
4. Harper, W.J. Biological Properties of Whey Components: A Review. Chicago, IL: American Dairy
Products Institute; 2000. 54 p.
5. Kinsella, J.E., Whitehead, D.M. Proteins in whey: chemical, physical, and functional properties.
Advances in Food and Nutrition Research 1989; 33: 343-438.
6. McGuffey, M.K., Foegeding, E.A. Electrostatic effects on physical properties of particulate whey
7. Ju, Z.Y., Kilara, A. Textural properties of cold-set gels induced from heat-denatured whey protein
isolates. Journal of Food Science 1998; 63: 288-92.
8. Huang, X.L., Catignani, G.L., Swaisgood, H.E. Modification of rheological properties of whey
protein isolates by limited proteolysis. Nahrung 1999; 43: 79-85.
9. Barbut, S., Foegeding, E.A. Ca2+-induced gelation of pre-heated whey protein isolate. Journal of
Food Science 1993; 58: 867-71.
10. McClements, D.J., Keogh, M.K. Physical properties of cold-setting gels formed from
heat-denatured whey protein isolate. Journal of the Science of Food and Agriculture 1995; 69: 7-14.
11. Nakamura, M., Sato, K., Koizumi, S., Kawachi, K., Hishiya, T., Nakajima, I. Preparation and
properties of salt-induced gel of whey protein. Nippon Shokuhin Kagaku Kogaku Kaishi 1995; 42:
1-6.
12. Sato, K., Nakamura, M., Koisumi, S., Kawachi, K., Nishiya, T., Nakajima, I. Changes in
hydrophobicity and SH content on salt-induced gelation of whey protein. Nippon Shokuhin
Kagaku Kogaku Kaishi 1995; 42: 7-13.
13. Kawamura, F., Mayuzumi, A., Nakamura, M., Koizumi, S., Kimura, T., Nishiya, T. Preparation and
properties of acid-induced gel of whey protein. Nippon Shokuhin Kogyo Gakkaishi 1993; 40:
776-82.
14. Thomsen, B. Whey protein texturizer. European Food and Drink Review 1994; Spring: 46-7.
15. Elofsson, C., Dejmek, P., Paulsson, M., Burling, H. Characterization of a cold-gelling whey protein
concentrate. International Journal of Dairy Science 1998; 7: 601-8.
16. Bryant, C.M., McClements, D.J. Molecular basis of protein functionality with special consideration
of cold-set gels derived from heat-denatured whey. Trends in Food Science and Technology
1998; 9: 143-51.
17. Dellrieu, K.S., Miller, R.M. Clinical assessment of dysphagia. In: Perlman, A.L.,
18. Lugger, K.E. Dysphagia in the elderly stroke patient. Journal of Neuroscience Nursing 1994; 26:
78-84.
19. Paterson, W.G. Dysphagia in the elderly. Canadian Family Physician 1996; 42: 925-32.
20. Curtis, J.L., Langmore, S.E. Respiratory function and complications to deglutition. In: Perlman,
A.L., Schulze-Delrieu, K.S., editors. Deglutition and its disorders. San Diego, CA: Singular
Publishing Group; 1997. p 99-124.
21. Curran, J., Groher, M.E. Development and dissemination of an aspiration risk reduction diet.
Dysphagia 1990; 5: 6-12.
22. Hudson, H.M. Physical and functional characterization of whey thickening ingredients produced
from a novel protein derivatization procedure (PhD dissertation). Raleigh, NC: North Carolina
State University; 2001. 225 p.
23. Hudson, H.M., Daubert, C.R., Foegeding, E.A. Rheological and physical properties of derivatized
whey protein isolate powders. Journal of Agricultural and Food Chemistry 2000; 48 (8): 3112-19.
24. Hudson, H.M., Daubert, C.R., Foegeding, E.A. Thermal and pH stable protein thickening agent
and method of making the same. United States Patent 6,261,654. 2001 July 17.
25. Hudson, H.M., Daubert, C.R. Functionality comparison between derivatized whey proteins and a
pregelatinized starch. Journal of Texture Studies 2002; 33 (4): 297-314.
26. Hudson, H.M., Daubert, C.R. Rheological characterization and electrokinetic phenomena of
charged whey protein colloids of defined sizes. Food Hydrocolloids; (submitted).
27. Hudson, H.M., Daubert, C.R. Role of β-lactoglobulin on the rheology, electrochemistry, and
functionality of derivatized whey protein suspensions. To be submitted to The Journal of Dairy
Research.
28. Stading, M., Hermansson, A.M. Viscoelastic behaviour of β-lactoglobulin gel structures. Food
Hydrocolloids 1990; 4: 121-35.
29. Foegeding, E.A., Allen, C.A., Dayton, W.R. Effect of heating rate on thermally formed myosin,
30. Arntfield, S.D., Murray, E.D. Heating rate affects thermal properties and network formation for
vicilin and ovalbumin at various pH values. Journal of Food Science 1992; 57: 640-6.
31. Yoon, W.B., Park, J.W. Development of linear heating rates using conventional baths and
computer simulation. Journal of Food Science 2001; 66: 132-6.
32. Singh, R.P., Heldman, D.R. Introduction to food engineering, 2nd edition. San Diego, CA:
Academic Press; 1993. Food dehydration; p 415-442.
33. Fellows, P.J. Food processing technology: principles and practice. Cambridge, England:
Woodhead Publishing Ltd; 1997. Freeze drying and freeze concentration; p 401-14.
34. Snowman, J.W. Freeze dryers. In: Baker, C.G.J., editor. Industrial drying of foods. London,
UK: Blackie Academic and Professional; 1997. p 134-55.
35. Steffe, J.F. Rheological methods in food process engineering, 2nd edition. East Lansing, MI:
Freeman Press; 1996. 418 p.
36. Daubert, C.R., Foegeding, E.A. Rheological principles for food analysis. In: Nielsen, S.S., editor.
Introduction to the chemical analysis of foods, 2nd edition. New York: Chapman and Hall; 1998.
p 551-69.
37. Rao, M.A. Rheology of fluid and semisolid foods. Gaithersburg, MD: Aspen Publishers; 1999.
433 p.
38. Bozzola, J.J, Russell, L.D. Electron microscopy principles and techniques for biologists, second
edition. Sudbury, MA: Jones and Bartlett; 1992. 670 p.
39. Davis, E.A. Thermal Analysis. In: Nielsen, S.S., editor. Introduction to the chemical analysis of
foods. New York: Chapman and Hall; 1994. p 505-15.
40. Penner, M.H. Ultraviolet, visible, and fluorescence spectroscopy. In: Nielsen, S.S., editor.
19
Common Uses
Breads, bakery, snacks, dairy foods
Infant formulas, bakery and dairy products Calcium source for dairy and snack foods Protein drinks and bars, bakery products Sports nutrition products
Protein beverages, bars, and supplements Infant formulas, sports nutrition products Lipid (%) 1.0-1.5 0.5-1.8 1-4 1-9 4-8 0.5-1.0 0.5-1.0 Lactose (%) 63-75 70-80 52-58 4-52 4-8 0.5-1.0 0.5-1.0 Protein (%) 11-15 11-15 18-24 25-89 80 >90 >90
Table 1.1. Typical protein, lactose, lipid contents, and common usages of whey protein ingredients.1
Type of Whey Protein Powder Sweet Whey Powder Demineralized Whey Reduced Lactose Whey Whey Protein Concentrate Hydrolyzed WPC 80% Whey Protein Isolate Hydrolyzed WPI
CHAPTER 2.
2.1 ABSTRACT
The gelling ability of whey proteins provides important textural and water holding properties in many
foods. However, because many products cannot be heated to the temperature needed for thermal
gelation of whey proteins, cold-set gelation of whey proteins could be very advantageous to the food
industry. A derivatization procedure for the production of a cold gelling whey protein isolate (WPI)
consisting of protein hydration, pH adjustment, thermal gelation, freeze drying, and milling was
applied to three commercial whey protein concentrates (WPC). The resulting derivatized WPC
powders were reconstituted in water and evaluated through a range of rheological and physical
property studies. The effects of temperature, concentration, and shear on viscosity as well as water
holding capacity and intrinsic viscosity were assessed. Although the composition of the starting
materials influenced the functionality of the final derivatized powders, all samples exhibited a
dramatic increase in thickening and water holding ability. All samples were able to form cold-set
weak gel structures suitable for contributing viscosity and texture to a wide range of food systems.
2.2 INTRODUCTION
The unique functional and nutritional properties of whey proteins make them useful food ingredients
for a wide array of applications. The nutritional quality of whey proteins is high, evidenced by a
higher biological value and a higher essential amino acid score than egg, milk, and soy proteins.1
The emulsification, foaming, and gelation properties of whey protein are the basis of its wide use as
a functional ingredient in foods.2 In particular, the ability of whey proteins to form gels capable of
holding water, lipids, and other components while providing textural properties is very important to
Heat-induced whey protein gels have been extensively studied and reported.4-6 However, in many
food applications, heating the product to the high temperatures necessary for heat-induced gelation
is undesirable or impossible. Therefore, the induction of gelation at ambient temperatures, termed
cold-set gelation, greatly extends the possible utility of whey proteins. Successful cold-set gelation of
whey proteins has been described by several authors.7-10 These cold-set gels were prepared by first
heating whey protein solutions to achieve unfolding and aggregation, followed by quickly cooling the
solutions to room temperature, and then producing gelation with the addition of NaCl or CaCl2.
Cold-gelling whey proteins in a dried form have also been documented. Thomsen11 described a
commercially available modified whey protein concentrate powder with potential applications in foods
such as surimi, comminuted meats, dressings, and bakery products. This whey protein texturizer is
produced by heat treatment during homogenization of a whey protein concentrate at slightly alkaline
pH followed by immediate drying and will gel upon reconstitution in a salt solution.12 Although the
gelling ability of whey proteins plays an important function in many foods, this property can also limit
the application in foods where weak or non-gelling characteristics are needed such as beverages,
baby-formula, and salad dressings.13 Hudson et al.14 developed a derivatized whey protein isolate
capable of forming cold-set weak gel structures without the addition of salts or heat. This
modification was accomplished through a process consisting of acid hydrolysis, thermal gelation,
freezing, freeze-drying, and milling.
The performance of thickening and gelling ingredients is often evaluated with rheological techniques.
For viscosifying agents, it is important to not only examine the level of viscosity achieved, but the
dependence of this viscosity on conditions that may be commonly experienced by the system. For
this reason, thickened systems are often subjected to rotational viscosity measurements over a range
tool that is employed to probe the molecular properties of the thickening agent. Measurement of
dilute solutions with a capillary viscometer can be done to determine the intrinsic viscosity. Because
the intrinsic viscosity is related to the hydrodynamic volume occupied by the molecule, the molecular
weight, and the radius of gyration, inferences about important molecular characteristics of the food
macromolecule can be made.15 Foods that achieve functionality by formation of a viscoelastic
network are often investigated with small amplitude oscillatory testing. The response of a sample
subjected to harmonically varying stress or strain is used to construct a mechanical spectrum that can
provide information about the viscous and elastic nature of the sample behavior over a range of
frequencies.16
Because extensive processing is required to produce a whey protein isolate with a protein content
greater than 90%, commercial applications may be cost prohibitive. Therefore, the objectives of this
study were to apply the technique of Hudson et al.14 to several whey protein concentrates, creating
more economical cold-set thickening agents, and to characterize the functionality and properties of
these ingredients over a wide range of environmental conditions. Solutions of commercial WPC were
manipulated to produce heat-induced gels, which upon further processing rendered derivatized
protein thickeners, the rheological and physical properties of which are assessed herein.
2.3 MATERIALS AND METHODS
Three commercial whey protein concentrate powders were obtained from Davisco Foods
International, Inc. (Le Sueur, MN). The compositions of the three WPC samples (lot numbers LE
001-7-685, LE 036-9-280, and LE 012-9-665) are compiled in Table 2.1. Protein contents were
determined by micro-Kjeldahl17, mineral composition was determined by inductively coupled plasma
atomic emission spectroscopy, and lipid and lactose contents were provided by the supplier. All
2.3.1 Preparation of Protein Dispersions and Gels
Solutions were prepared at 12% w/v protein from each WPC powder in deionized (DI) water. Each
solution was gently stirred for 1 hour at room temperature, and pH was adjusted to 3.35 with 6 N
HCl or 6 N NaOH. WPC gels were produced by placing the solutions in aluminum freeze-drier pans
(13.5 cm x 13.5 cm x 4.8 cm) and heating in a water bath at 80 °C according to the procedure of
Hudson et al.14 for 3 hr.
2.3.2 Derivatized Whey Protein Concentrate (dWPC) Powder Production
After thermal gelation, gels were placed at –5 °C for at least 24 hr. Frozen gels were dried in a
10-145-MR-TR Mechanically Refrigerated Freeze-Mobile freeze-dryer with a tray drying chamber (Virtis
Research Equipment, Gardiner, NY). The dryer operated at a condenser temperature of –55 °C and
a pressure of 15 microns while the shelf temperature was slowly increased from –30 °C to 20 °C over
a drying period of about 96 hours. Gels were dried until moisture content was below 5% and
removed from the freeze drier pans. Dried gels were crushed by hand, then ground with a ZM-1
Brinkman Centrifugal Grinding Mill equipped with a 24-tooth stainless-steel rotor (Brinkman
Instruments, Inc., Westbury, NY) at 10,000 rpm for 60 s. Protein gel powders were stored at room
temperature in airtight bags inside a desiccator until testing.
The protein powders were reconstituted in DI water for rheological testing. Shear rate ramps,
temperature ramps, and frequency sweeps were conducted on a StressTech Controlled Stress
Rheometer (ReoLogica Instruments AB, Lund, Sweden) using a concentric cylinder geometry (CC25).
2.3.3 Shear Rate Ramps
The derivatized protein samples were reconstituted at 8% w/w protein in DI water and allowed to
hydrate for 24 hr. All samples were exposed to a pre-shear at 15 s-1 for 30 s. Apparent viscosity
and shear rates were recorded as shear stresses were ramped from 0.05 to 25 Pa. Fresh samples
were sheared at temperatures of 25, 50, and 75 °C.
Flow behavior was described by the Cross model:
m 0 γ C + 1 η η + η = η & ∞ ∞ -(1)
where η = apparent viscosity, η0 = zero shear viscosity, η∞ = infinite shear viscosity, C = a time
constant related to the relaxation time of the polymer in solution, γ& = shear rate, and m = a
dimensionless exponent. In food dispersions, the magnitude of η∞ is usually very low and difficult to
determine experimentally, and is therefore often neglected.15 Accordingly, η
∞ was assumed to be
zero for the purposes of the shear rate ramps conducted at concentrations of 8% protein.
To investigate the protein concentration effects, the dWPC86 sample was also prepared at
concentrations of 5.5, 6.0, 6.5, 7.0, and 7.5% w/w protein. These samples were allowed to hydrate
for 24 hr, subjected to the same shear rate ramps at 25 °C, and described by the same Cross model
methodology. For the solutions with concentrations greater than 7.0%, there was no evidence of an
infinite viscosity plateau, so η∞ was again assumed to be zero for the purposes of modeling data over
the experimental shear rate range. The solutions with concentrations less than or equal to 6.5%
2.3.4 Temperature Ramps
Solutions of 8.6% w/w protein were sheared at a constant shear rate of 50 s-1 while temperatures
were ramped from 10 to 90 °C and back to 10 °C for 2400 s while apparent viscosity was noted. A
solvent trap was used, and a thin layer of mineral oil was applied to the surface of the sample to
prevent moisture loss during the experiment.
2.3.5 Frequency Sweeps
The derivatized samples were prepared in DI water to contain 10% w/w protein and allowed to
hydrate for 24 hr. Storage and loss moduli (G′ and G″) were recorded while stress amplitude was
held at 0.7 Pa and frequency was increased from 0.01 to 40.0 Hz at 25 °C. All frequency sweeps
were performed within the identified linear viscoelastic region for each material tested. The
frequency dependence of G′ and G″ was modeled with the power law parameters, a, b, c, and d, as
described by equations 2 and 3.
b ω a =
G′ (2)
d ω c =
G′′ (3)
2.3.6 Intrinsic Viscosity
Intrinsic viscosity was measured using Cannon-Fenske capillary viscometers (Cannon Instrument Co.,
State College, PA) immersed in a constant-temperature bath at 25 ± 0.1 °C. In accordance with the
recommended viscosity ranges for each instrument, the derivatized protein samples were measured
with a size 50 viscometer, and the commercial WPC samples were assessed with a size 25