CASTABILITY OF AL-SiCp METAL
MATRIX COMPOSITES IN THIN
WALLED CASTINGS
SOURAV KAYAL1, RABINDRA BEHERA2 AND G SUTRADHAR3*
1
PhD Scholar, Department of Mechanical Engineering, Jadavpur University, Kolkata, West Bengal, India, Email ID: [email protected], Ph.No.+91 8961778891
2
PhD Scholar, Department of Mechanical Engineering, Jadavpur University, Kolkata, West Bengal, India, Email ID: [email protected], Ph.No.+91 9438461747 3
3*
Professor, Department of Mechanical Engineering, Jadavpur University, Kolkata, West Bengal, India, EmailID:[email protected], Ph.No. +91 9883864606, Fax No.91-33-2414 6890 (corresponding author)
Abstract
In work it has been presented results of influence of pouring temperature (Tp) and at different weight fraction of SiCp (R) on castability of Aluminium Silicon metal matrix composites in thin walled castings with wall thickness of 3, 4 and 5 mm, respectively. Analysis was done on Aluminium Silicon Alloy (i.e. LM6) that has been reinforced with 5 wt%, 10 wt% and 15 wt. % of SiCp of average 400 mesh size and pouring temperature varied from 680 to 725oC. It has been shown that a statistical liner relationship exists between wall thickness and castability. Influence of reinforcement particle(R) and Pouring Temperature(Tp) on castability of Al-SiCp metal matrix composites flowing through channel with wall thickness of 3,4 and 5 mm can be presented by means of correlation equations (L = f(R, Tp)). Statistical analysis shows that pouring temperature has much higher influence on castability in comparison with influence of reinforce particle.
Keywords: Castability; Archimedes spiral; Thin wall castings; Metal matrix composites, SiCp.
1. Introduction
The need for engineering materials with the technological importance for the areas of air and land vehicles has led to a rapid development of composite materials. Composite materials have an edge over monolithic materials because of their superior properties such as high specific strength and stiffness, increased wear resistance, enhanced temperature performance together with better thermal and mechanical fatigue and creep resistance [Chawla(1998), Clyne and Withers (1993)]. Metal matrix composites (MMCs) are one of the important innovations in the development of advanced materials. Among the various matrix materials available, aluminum and its alloys are widely used in the fabrication of MMCs and have reached the industrial production stage. The emphasis has been given on developing affordable Al-based MMCs with various hard and soft reinforcements (SiC, Al2O3, zircon, graphite, and mica) because of the likely possibilities of these combinations in forming highly desirable composites [Rohatgi (2001), Ibrahim et al.(1991) and Ray(1993)]. In addition to properties and part performance, castability has become an important parameter in the development of Al cast alloys.
cross-Castability is also connected with the following issues: mould filling, feeding, porosity, macro-segregation and hot tearing. Castability more often is examined using Standard spiral test. Such spiral does not return real conditions of metal flowing through thin wall mould channels due to its wall thickness (8 mm). Thin wall castings have wall thickness about 3 mm and super-thin wall castings even 1 mm [Fraś(2006)]. Standard method does not fulfill its role here.
The aim of this work is to examine the castability of Al/SiCp metal matrix composites in thin walled castings as a function of pouring temperature (Tp) and at different weight fraction of SiCp. Experimental results can be helpful in the numerical simulation of the mould filling process in thin walled castings.
2. Methodology
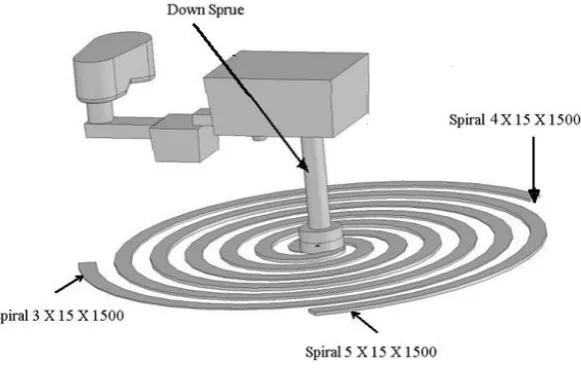
In order to accomplish the aim of this work a special modeling lay-out was designed, which enable to determine castability of Al-SiCp metal matrix composites in thin wall mould cavities. Modeling lay-out, which is shown in Fig. 1, consist of gating system and Archimedes spirals with 1500 mm length and 3x15, 4x15 and 5x15 mm sections, respectively. Common gating system enabled simultaneously filling of spiral cavities with different wall thickness. LM6 is used as matrix metal in the experiments for the fabrication of the composites that has been reinforced with 5, 10 and 15 wt. % of SiC particles of 400 mesh size. The chemical composition of the matrix material (LM6) was given in Table-1. The composites were fabricated by the liquid metal stir casting technique. The small ingot of LM6 is melted in clay graphite crucible using an electric resistance furnace. Before mixing of the silicon carbide particles with the liquid LM6, particles was preheated at about 9000C for 2-3 hours to make their surface oxidized. The melt was mechanically stirred by using a mild steel impeller and then the pre-heated silicon carbide particles added with the stirred liquid metal. The processing of the composite was carried out at a temperature of 7500C with a stirring speed of 600 rpm.
Fig.1. Casting lay-out
TABLE-1 Chemical Composition (LM6)
Elements Si Cu Mg Fe Mn Ni Zn Pb Sb Ti Al
Percentage (%) 10-13.0 0.1 0.1 0.6 0.5 0.1 0.1 0.1 0.05 0.2 Remaining
Fig.2. Spiral Pattern Fig.3.Spiral Mould
3. Results and Discussion
In table 2 there are put together results of castability as a function of pouring temperature (Tp), reinforcement particle (R) and wall thickness (g).
Table 2 Experimental results of castability of Al alloy and its composites
Reinforcement Particle (R)
Thickness
in mm
(g)
Castabilty (cm) at different Pouring Temperature(Tp)
6800C 6950C 7100C 7250C
LM6 3 27.35 31.72 37.53 41.89
4 36.46 42.29 50.04 55.85
5 45.58 52.87 62.55 68.82
LM6 / 5 wt. % SiCp
3 23.62 27.96 33.25 36.7
4 31.50 37.28 45.12 48.94
5 39.38 46.60 56.30 61.42
LM6 /10 wt. % SiCp
3 18.35 22.74 28.93 31.34
4 24.46 30.23 37.94 41.76
5 30.58 37.78 47.61 52.22
LM6 /1 5 wt. % SiCp
3 13.02 17.26 23.08 25.98
4 17.36 23.13 30.44 34.31
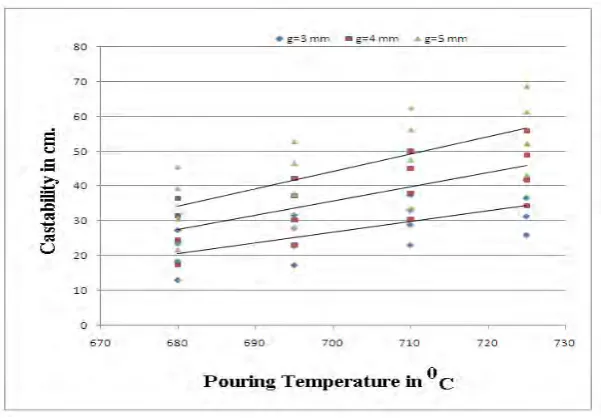
In Fig. 8 it is graphically presented results of the castability of MMCs with respect to pouring temperature and wt% of SiCp given in Table 2.
Fig. 8. Influence of pouring temperature and Reinforcement particle on the castability of LM6/SiCp metal matrix composites in thin walled castings
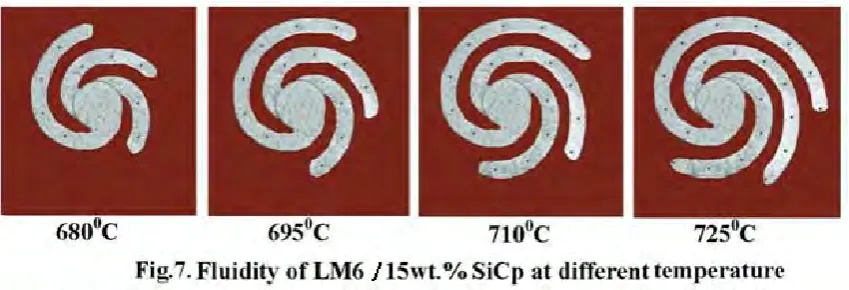
The straight lines in Fig. 8 show that the change in trend of castability of MMCs with respect to pouring temperature and wt% of SiCp. There are also plot values of reinforcement particle for extreme results of castability for spirals with 3 mm wall thickness. From data given in table 2 and shown in Fig. 8 results that castability of LM6 and its composites in thin walled castings increases along with pouring temperature and with decrease in reinforcement particle. In spiral mould, the fluidity length has shortened when the weight percentage of SiCp content increased in the base/ matrix metal i.e. LM6. This is because increasing the SiC particulate content tends to form Al4C3 in the interface; as a result, the viscosity is increased and the fluidity of the melt
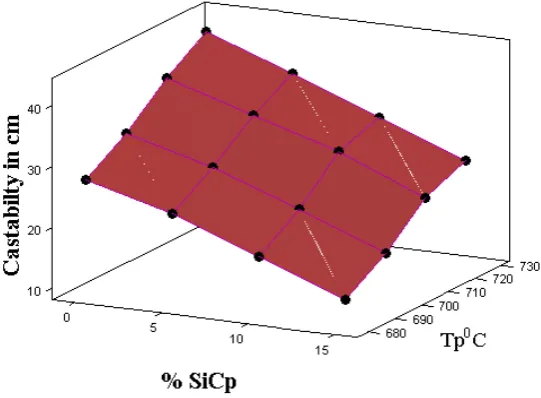
composites decreased. Tested range of reinforcement particle amounts 0 – 15.0 weight percentages and is applied to thin walled castings. In Fig. 9 it is shown in three dimensional system influences of pouring temperature and reinforcement particle on castability of Al SiCp MMC’s in spirals with wall thickness of 3 mm. From Fig. 9 results that experimental points can be characterized by means of flat surface. Statistical analysis enables to describe the castability by the following expression:
L3mm = 0.306Tp - 0.988 R - 180, cm (1)
Correlation coefficient amounts R = 0.99 and fraction of explained variance amounts 0.86. Statistical parameters in equation (1) are summarized in table 3.
Statistical analysis of parameters carried out by means of t – test show that for a given confidence level = 0.05, level of p of evaluated parameters in correlation equation (1) are below assumed value of 0.05. Castability of Al SiCp MMC’s flowing through spiral channel with wall thickness of 3 mm can be fairly good described by equation 1
In case of spiral with wall thickness of 4 mm statistical analysis enables to describe the castability by the following expression:
L4mm = 0.406+Tp – 1.33 R - 239 cm (2)
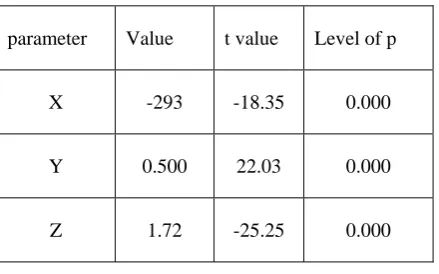
L5mm = 0.500Tp – 1.72 R - 293 cm (3)
Correlation coefficient amounts R = 0.98 and fraction of explained variance amounts 0.86. Statistical parameters in equation (3) are summarized in table 5. Statistical analysis of parameters carried out by means of t – test show that for a given confidence level = 0.05, level of p of evaluated parameters in correlation equation (3) are below assumed value of 0.05 (similarly as for spiral with wall thickness of 3 mm). Castability of Al SiCp MMC’s flowing through spiral channel with wall thickness of 5 mm can be fairly good described by equation (2).
Statistical analysis (table 3, table 4 and table 5) also provide information about strength of influence (through p level) of pouring temperature and reinforcement particle. It results that pouring temperature has much higher effect on castability compare to reinforcement particle. 4.
Fig. 9. Influence of Tp and R on castability of Aluminium Silicon metal matrix composites in spirals with wall thickness of 3 mm
Table 3 Statistical parameters in equation (1)
Model: L = yTp – zCE+x; confidence level: 95.0% (α = 0.050)
parameter Value t value Level of p
X -180 -22.73 0.000
Y 0.306 27.16 0.000
Fig. 10. Influence of Tp and R on castability of Aluminium Silicon metal matrix composites in spirals with wall thickness of 4 mm
Table 4. Statistical parameters in equation (2)
Model: L = yTp – zCE+x; confidence level: 95.0% (α = 0.050)
parameter Value t value Level of p
X -239 -22.03 0.000
Y 0.406 26.36 0.000
Table 5. Statistical parameters in equation (3)
Model: L = yTp – zCE+x; confidence level: 95.0% (α = 0.050)
parameter Value t value Level of p
X -293 -18.35 0.000
Y 0.500 22.03 0.000
Z 1.72 -25.25 0.000
4. Conclusions
This work describes a method of castability measurement of Al SiCp MMC’s in thin walled castings with wall of 3, 4 and 5 mm thickness, respectively. Results of experimental measurements of castability are shown as a function of pouring temperature and reinforcement particle. It has been proved that there is statistical linear dependency between wall thickness and castability. Influence of Tp and R on castability in castings with wall thickness of 3, 4 and 5 mm can be expressed by the following correlation equations:
L3mm = 0.306Tp - 0.988 R - 180, cm
L4mm = 0.406+Tp – 1.33 R - 239 cm
L5mm = 0.500Tp – 1.72 R - 293 cm
Statistical analysis shows that pouring temperature has much higher influence on castability compared to influence of reinforcement particle.
Acknowledgements
The authors would like to acknowledge the financial support of DST PURSE Project; New Delhi,Ref.:-SR/S9/Z-23/2008 dated 10.6.2009 in carrying out this research, without which this work could not be attempted.
References
[1] Chawla, K.K.; (1998): Composite Materials, 2nd ed., Springer, New York, p 3–5
[2] Clyne T.W.and Withers P.J.; (1993): An Introduction to Metal Matrix Composites, 1st ed., Cambridge University Press, Cambridge, p 1–10
[3] Rohatgi P.; (2001): Cast Metal Matrix Composites: Past, Present and Future, AFS Trans., , 109, p 1–133
[4] Ibrahim I.A., Mohamed F.A., and Lavernia E.J.;(1991): Particulate Reinforced Metal Matrix Composites—A Review, J. Mater. Sci., 26(5), p 1137–1156
[5] Ray S. ;( 1993): Review Synthesis of Cast Metal Matrix Particulate Composites, J. Mater. Sci., 28(20), p 5397–5413 [6] Loper Jr. C. R. ;( 1992): AFS Trans. 533-538.
[7] Flemings M. C. ;( 1974): Solidification Processing, McGraw-Hill Inc., London.