© Strojniški vestnik (43) št. 3-4, str. 103-116, 1997 © Journal o f Mechanical Engineering (43) No. 3-4, pp. 103-116, 1997 Tiskano v Sloveniji. Vse pravice pridržane. Printed in Slovenia. All rights reserved. UDK 621.892:531.4/539.62:621.9.022 SV 0039-2480(97)2-Rl UDC 621.892:531.4/539.62:621.9.022
Možnost uporabe modificirane naprave valjček - plošča
pri preizkušanju hladilno-mazalnih emulzij
Possibilities of Using a Modified Pin-on-Disc,
Test for Evaluation of Water Soluble Cutting Fluids
ALEŠ ARNŠEK - JOŽE VIŽINTIN
Dandanes so hladilno mazalne emulzije v splošnem zelo razviti tehnični proizvodi, ki omogočajo modernim rezalnim orodjem največji izkoristek. Običajni postopek preizkušanja hladilno mazalnih emulzij izhaja iz praktičnih prim erjalnih izkušenj na realnih obdelovalnih strojih in iz podatkov analize kemijske sestave. Pri takem praktičnem preizkušanju so rezultati največkrat nem erljivj in zato nezanesljivi. Zato smo za primerjalno vrednotenje merljivih lastnosti hladilno-mazalnih emulzij uporabili prirejeno napravo valjček - plošča. Pri tem smo obdelovalni proces simulirali z drsenjem valjčka po površini plošče. V tem prispevku smo raziskali in opisali možnosti in omejitve pri vrednotenju merljivih lastnosti hladilno mazalnih emulzij z uporabo modificirane naprave valjček - plošča.
Ključne besede: emulzije hladilno mazalne, preizkušanje emulzij, orodja rezilna, vrednotenje lastnosti
Today ’s water soluble cutting flu id s are generally highly developed technical products de signed to get the best out o f the modern machine tools. The usual approach to estimating the perform ance o f water soluble cutting fluids is normally based upon chemical composition information and full-scale, comparative service tests experience. In this type o f tests, performance assignments are semiquantitative at best. In order to overcome this difficulty a m odified pin-on-disk test has been acquired to help quantify the performance o f water soluble cutting fluids, develop new fluids, and evaluate fluids available on the market-place. In this test the contact conditions in machining are reproduced by letting the pin slide against countermaterial surface. In the present work the possibili ties and limitations o f using a modified pin-on-disc test fo r evaluating water soluble cutting fluids are investigated.
Key words: emulsions, test fluids, cutting tools, performance evaluation
0 UVOD 0 INTRODUCTION
Z razvojem novih in zmogljivejših obdelovalnih strojev so se spremenile tudi zahteve za hladilno- mazalne emulzije, ki morajo pri poostrenih razmerah obratovanja zm anjševati trenje med orodjem in odrezkom , v arovati o rodje pred obrabo in mu podaljševati dobo trajanja, preprečevati spajanje odrezkov z orodjem, zagotavljati kakovost obdelovalne površine ter dobro odvajati toploto [2], Do sedaj so se lastnosti hladilno m azalnih emulzij največkrat ocenjevale zgolj z analizo kemijske sestave in po praktičnih izkušnjah v določenih obdelovalnih procesih [1], Razvoj hladilno-mazalnih emulzij s primerjalnimi preizkusi na obdelovalnih strojih je izredno drag in časovno zamuden postopek. Zahteva velike količine potrebnega preizkusnega materiala, veliko število hkratnih preizkusov za statistično primerne rezultate in tudi drage naprave, da se zagotovijo resnične preizkusne razmere [3]. Kljub temu so rezultati le delno m e rljiv i, k o n č n a o d lo čite v o kakovosti posam ezne em ulzije pa je še vedno največkrat prepuščena subjektivnim ocenam delavcev za stroji. Zato je skoraj neverjetno, kako malo pozornosti seje posvečalo in se še vedno posveča laboratorijskemu preizkušanju m erljivih karakterističnih vrednosti hladilno mazalnih emulzij.
Glavne prednosti laboratorijskih preizkuševališč v primerjavi s preizkušanjem na dejanskih napravah so ([3] in [7]):
a) p o e n o s ta v lje n a g e o m e trijs k a o b lik a preizkušancev, ki om ogoča, da se ti izdelajo iz dejanskega materiala orodja in obdelovanca;
b) pri odrezovanju lahko hkrati zasledimo več obrabnih mehanizmov. S pravilno izbiro laboratorijskih preizkusnih razm er (preizkušanci, drsna hitrost, normalna sila) lahko ugotovimo protiobrabne lastnosti za vsak mehanizem obrabe posebej;
c) laboratorijske preizkusne razmere omo gočajo poceni in hitro preizkušanje in razvoj hla- dilno-mazalnih emulzij z merljivimi karakteristični mi vrednostmi.
V tem prispevku bomo predstavili postopek in rezultate laboratorijskega preizkušanja mazalnih in protiobrabnih lastnosti hladilno-mazalnih emulzij z uporabo m odificirane naprave valjček - plošča. Osnovna zamisel je bila, da bi z napravo valjček - plošča simulirali najpogostejše dotično stanje med orodjem in obdelovancem.
1 TRIBOLOGIJA ODREZOVANJA Hladilno mazalne emulzije se uporabljajo pri odrezovalnih postopkih, kakršni so struženje,frezanje skobljanje, vrtanje in žaganje. Shema odrezovanja je prikazana na sliki 1.
The main advantages o f a laboratory test set up as compared to full-scale machining tests are as follows ([3] and [7]):
a) the simplified specimen geometry makes it very easy to manufacture specimens from experi mental batches o f tool and counter materials;
b) two or more wear mechanisms are gener ally active simultaneously in metal cutting. By an ap propriate choice o f laboratory testing conditions (work material, sliding speed, normal force) it may be pos sible to evaluate the wear resistance against each individual wear mechanism separately;
c) laboratory test conditions enable evaluation and development o f water soluble cutting fluids with quantifiable performance characteristics.
In the present paper an approach to labora tory friction and wear testing of water soluble cutting fluids based on the modified pin-on-disc machine with an in-built pump is presented. The basic idea is to obtain a contact situation with the pin-on-disc ma chine which is most common in the tool-workpiece contact situation.
1 TRIBOLOGY IN METAL CUTTING Water soluble cutting fluids are used in metal cutting or machining operations such as turning, millling,drilling,broaching, andhobbing.Fig. 1 shows the action of the cutting tool on a workpiece.
Rezalno orodje (nož) odstranjuje s površine obdelovanca material v obliki odrezkov, ki nastanejo med strižno ploskvijo obdelovanca in cepilno ploskvijo noža, tj. znotraj primarne strižne cone. Striženje ne nastane v ozkem področju, nasprotno, pogostejša je difuzna primarna strižna cona (področje 1, sl. 2). Deformirani odrezek se mora pomikati iz strižne cone z drsenjem po cepilni ploskvi orodja. S tem je orodje izpostavljeno visokim temperaturam, tlakom in drsenju. Tlak, s katerim odrezek pritiska na cepilno ploskev noža, se giblje med 200 MPa pa do več ko 2000 MPa, odvisno od obdelovanega m ateriala, to pa pom eni idealne razm ere za nastanek adhezije. Področje, kjer se med pomikanjem odrezka po nožu trgajo adhezivne vezi, imenujemo sekundarna strižna cona. Striženje znotraj tega področja ustvarja večino torne sile, ki deluje na orodje (področje 2, sl. 2).
SI. 2. Deformacijska in obrabna področja pri nastajanju odrezka
1 - difuzna primarna strižna cona, 2 - sekundama strižna cona, 3 - trenje na prosti ploskvi, 4 - lokalne plastične deformacije, 5 - plastična deformacija obdelane površine
Fig. 2. Zones o f deformation and wear in chip formation
1 - diffused primary shear zone, 2 - secondary shear zone, 3 - friction against flank face, 4 - local plastic deformation, 5 - plastically worked surface
Orodje se prem ika po novo nastali površini in če ni resnično ostro, se pojavljata nadaljnje trenje in obraba na prosti ploskvi (področje 3, sl. 2). Obraba se zvečuje s hitrostjo in podajanjem, kar pomeni, da je temperatura odločilnega pomena. Najverjetneje zarad i m eh č a n ja o ro d ja , lahko pa tudi zaradi pospešene adhezivne obrabe. Vseeno ne obstaja nek splošni m odel, ker so razm ere m ed orodjem in obdelovancem m očno odvisne od uporabljenih materialov. Konica noža, razen če njen polmer ni nič, u stvarja lokalne plastičn e deform acije, katerih nastanek je odvisen od trenja (področje 4, sl. 2). Utrujanje in dotik proste ploskve pa povzroči plastično deformacijo na obdelovancu (področje 5, sl. 2).
Orodje je v stalnem dotiku z odrezkom in cepilna ploskev orodja se segreje. Drsenje odrezka po cepilni ploskvi in deformacija materiala odrezka v sekundami strižni coni sta glavna vira toplote. Najvišja temperatura se zato razvije na cepilni ploskvi nekoliko stran od konice noža, vendar preden odrezek odleti (sl. 3). Visoke temperature orodja vodijo k zmehčanju m ateriala orodja. M očno drsenje med orodjem , odrezkom in novo nastalo površino povzroči največkrat adhezivno obrabo, čeprav so lahko opazni tudi drugi mehanizmi (abrazija, utrujanje in kemična obraba). Visoke temperature, tlaki in drsne hitrosti povzročajo na cepilni ploskvi orodja obrabo v obliki kotanje. Globina kotanje se zvečuje linearno s časom, hitreje z višjimi rezalnimi hitrostmi [2], [4] in [6],
The tool moves over the freshly formed sur face and, unless the tool is truly sharp, a rubbing sur face o f finite length generates further friction and deformation against the flank face (zone 3 in Fig. 2). The rate o f wear increases with removal rate (speed and feed), indicating that tem perature is a powerful factor, most likely through weakening o f the tool, but perhaps also through promotion o f adhesive wear. Nevertheless, no general model is likely to exist since interactions between the tool and the workpiece are specific, depending on the materials. The tool edge, unless o f zero radius, creates some local plastic de formation, the nature o f which is also affected by friction (zone 4 in Fig. 2). Strain hardening and flank- face co n tact cause p la stic d e fo rm atio n on the workpiece (zone 5 in Fig. 2).
Sl. 3. Izračunana porazdelitev temperatur v nožu in odrezku [4]
Fig. 3. Calculated temperature distribution in chip and tool [4]
2 NAMEN IN UPORABA HLADILNO-MAZALNIH EMULZIJ Hladilno-mazalne emulzije uporabljamo pri obdelovalnem procesu za mazanje in hlajenje.
2.1 Mazanje
Z uporabo hladilno-m azalne em ulzije pri majhnih rezalnih hitrostih z drsnim trenjem (pod 60 m/min) zmanjšamo predvsem torne sile na cepilni in prosti ploskvi ter glavno rezalno silo. Mazivo, vrinjeno med orodje in odrezek (ali obdelovanec), zmanjšuje adhezijo in tako adhezivno obrabo, lahko pa vpliva tudi na abrazivno obrabo.
Zm anjšanje tren ja povzroči manj nastale toplote, kar naj bi na splošno vodilo k manjši obrabi ali za isto obrabo dopustilo višje rezalne hitrosti. Pri zelo nizkih hitrostih in zmernem podajanju lahko opazimo jasen mazalni učinek: tako obraba kakor rezalne sile
se zmanjšajo [2], [4], [5] in [6].
2.2 Hlajenje
Pri velikih rezalnih hitrostih (nad 80 m/min) hladilno-mazalne emulzije zmanjšujejo zaradi trenja nastalo toploto in so namenjene za njen odvod. Emulzija znižuje temperaturo obdelovanca, ko prihaja v strižno cono, znižuje temperaturo odrezka, ko ta zapušča sekundarno strižno cono in tudi znižuje temperaturo orodja. Kljub hladilnim učinkom emulzij se pri velikih rezalnih hitrostih večina toplote (več kakor 80 %) še vedno odvede z odrezkom. Hlajenje postane pomembno pri hitrosti 40 m/min pri rezanju jekla.
Velike hitrosti in večje podajanje povzročata višje temperature. Dostop do vm esnega področja postane otežen, ker orodje hitreje potuje skozi rezalno področje in zato je čas, potreben za reakcije in hlajenje, krajši [2], [4], [5] in [6],
2 ROLE OF THE LUBRICANTS
Very broadly, the possible effects o f cutting fluid application are lubrication and cooling.
2.1 Lubrication
In low speed cutting (under 60 m/min) with sliding friction, the forces (primarily rake and flank face friction and the cutting force) are reduced. Lu bricants interposed between the tool and chip (or workpiece) reduce adhesion and thus adhesive wear, and also may affect abrasive wear by promoting bur nishing without pickup.
Reduced friction results in less heat genera tion, which in general, should either lead to less wear or, for the same wear, allow higher speeds. At very low speeds and modest feeds, a clear lubricating ef fect is observable: both wear and cutting forces are reduced [2], [4], [5] and[6],
2.2 Cooling
In high speed cutting (over 80 m/min), water soluble cutting fluids reduce the frictionally gener ated heat and also serve to carry away the heat pro duced. The fluid reduces the tem perature o f the workpiece as it arrives at the shear zone, reduces the temperature o f the chip as it leaves the second ary shear zone, and possibly the bulk tem perature o f the tool as well. However, at high cutting speeds most o f the heat (over 80%) is carried away by the chip. The cooling effect becom es sig n ific a n t at 40 m /m in in cutting o f steel.
Higher speeds and larger feeds generate higher temperatures. Furthermore, access to the interfaces becomes more restricted, the tool passes through the cutting zone faster, and thus the time available for re a c tio n s and c o o lin g is sh o rte n e d [2], [4], [5]
3 PREIZKUŠANJE 3.1 Eksperimentalni postopek
Z modificirano napravo valjček - plošča smo skušali simulirati adhezivno obrabo na cepilni ploskvi orodja, za katero smo v prejšnjem poglavju ugotovili, daje najtežja in najbolj kritična in na katero se lahko s hladilno m azalnim i em ulzijam i najbolj vpliva. Osnovna zamisel je bila, da se posname dotikalno stanje na cepilni ploskvi orodja, ko odrezek drsi po njem. Za zelo težke rezalne razmere smo ugotovili,da je dotikalni tlak na cepilno ploskev okoli 2300 MPa. Na dobo trajanja orodja bolj vpliva povečanje hitrosti, kakor p o v ečan je n o rm aln e sile, zato sm o za preizkušanje uporabili dve hitrosti: 50 m/min kot majhno rezalno hitrost in 115 m/min kot veliko rezalno hitrost. Drsni poti sta bili v obeh primerih enaki, (preglednica 1).
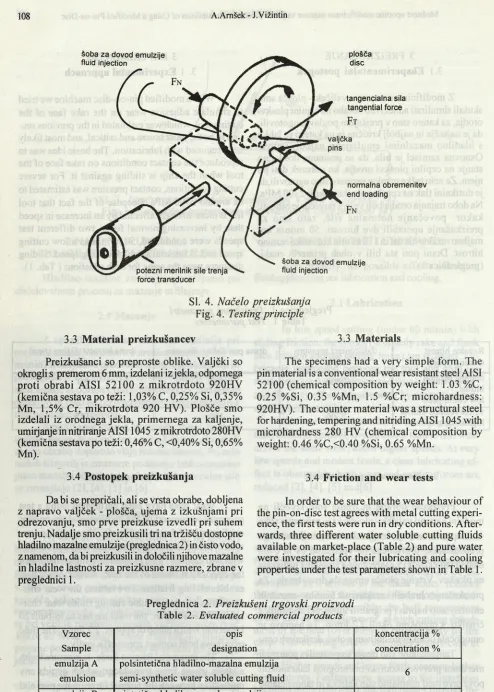
3.2 Naprava za preizkušanje
Preizkuse obrabe in trenja smo izvedli na modelni napravi valjček - plošča, ki jo prikazuje slika 4. N ap rav a sestoji iz plo sk o v n o o b lik ovanega preizkušanca, pritrjenega na vpenjalno os in dveh enakih valjčkov, ki z nasprotnima stranema pritiskata na ploskev. Vrtenje plošče omogoča drsno trenje. Za preizkušanje obrabnih karakteristik hladilno-mazalnih emulzij smo napravi prigradili 20-litrski zbiralnik s črpalko, s pretokom okoli 2,2 1/min. Ta naprava je omogočala učinkovito oblivanje obeh dotikalnih con.
Tangencialno silo trenja smo merili s poteznim merilnim pretvornikom, ki onemogoča kakršnokoli povezavo med normalno silo valjčka in tangencialno torno silo, kar zagotavlja veliko natančnost pri meritvi sile trenja. Sila trenja se izrisuje na risalnik v odvisnosti od časa.
3 EXPERIM ENTAL
3. 1 Experimental approach
With a modified pin-on-disc machine we tried to simulate adhesion wear on the rake face o f the cutting tool, which was estimated in the previous sec tion to be the most severe and critical, and most likely to be reduced with lubrication. The basic idea was to reproduce the contact conditions on rake face o f the tool when the chip is sliding against it. For severe cutting conditions, contact pressure was estimated to be around 2300 MPa. Because o f the fact that tool life is more strongly affected by an increase in speed than by increasing normal force, two different test speeds were conducted, 50 m/min as a low cutting speed and 115 m/min as a high cutting speed. Sliding distances were the same for both situations ( Tab. 1 ).
3.2 Test equipment
W ear tests have been performed using a test geometry corresponding to a conventional pin-on-disc configuration (shown on Fig. 4). The machine con sists of a disc-shaped specimen carried on a mandrel with two identical pins pressed into the contact with the opposite surfaces o f the disc. A rotationary disc enables sliding friction. To evaluate the wear char acteristics o f water soluble cutting fluids wear char acteristics evaluation, the machine has an in-built 20 1 reservoir with a pump o f approx. 2.2 1/min. The fluid overflows both contact zones efficiently.
The tangential friction force is measured with a strain gauge force transducer; which avoids any interaction between the normal force on the pins and the tangential friction force. This ensures great ac curacy in the m easurement o f friction. The frictional force is plotted in real time.
Preglednica 1. Preizkusni parametri
Table 1. Test parameters
Rezalna hitrost Cutting Speed
tlak/contact pressure MPa
drsna pot/sliding distance m
drsna hitrost/ sliding speed m/min
majhna rezalna hitrost
low cuttin peed
2300 100 50
velika rezalna hitrost
Sl. 4. Načelo preizkušanja
Fig. 4. Testing principle
3.3 Material preizkušancev
Preizkušanci so preproste oblike. Valjčki so okrogli s premerom 6 mm, izdelani izjekla, odpornega proti obrabi AISI 52100 z m ikrotrdoto 920HV (kemična sestava po teži: 1,03% C, 0,25% Si, 0,35% Mn, 1,5% Cr, m ikrotrdota 920 HV). Plošče smo izdelali iz orodnega jekla, primernega za kaljenje, umiijanjeinnitriranjeAISI 1045 z mikrotrdoto 280HV (kemična sestava po teži: 0,46% C, <0,40% Si, 0,65% Mn).
3.4 Postopek preizkušanja
3.3 Materials
The specimens had a very simple form. The pin material is a conventional wear resistant steel AISI 52100 (chemical composition by weight: 1.03 %C, 0.25 %Si, 0.35 % M n, 1.5 %Cr; m icrohardness: 920HV). The counter material was a structural steel for hardening, tempering and nitriding AISI 1045 with microhardness 280 HV (chemical composition by weight: 0.46 %C,<0.40 %Si, 0.65 %Mn.
3.4 Friction and wear tests
Da bi se prepričali, ali se vrsta obrabe, dobljena z napravo valjček - plošča, ujema z izkušnjami pri odrezovanju, smo prve preizkuse izvedli pri suhem trenju. Nadalje smo preizkusili tri na tržišču dostopne hladilno mazalne emulzije (preglednica 2) in čisto vodo, z namenom, da bi preizkusili in določili njihove mazalne in hladilne lastnosti za preizkusne razmere, zbrane v preglednici 1.
In order to be sure that the wear behaviour of the pin-on-disc test agrees with metal cutting experi ence, the first tests were run in dry conditions. After wards, three different water soluble cutting fluids available on market-place (Table 2) and pure water were investigated for their lubricating and cooling properties under the test parameters shown in Table 1.
Preglednica 2. Preizkušeni trgovski proizvodi
Table 2. Evaluated commercial products
Vzorec Sample
opis designation
koncentracija % concentration % emulzija A
emulsion
polsintetična hladilno-mazalna emulzija
semi-synthetic water soluble cutting fluid 6
emulzija B emulsion
sintetična hladilno-mazalna emulzija
synthetic water soluble cutting fluid 6
emulzija C emulsion
hladilno-mazalna emulzija na podlagi oljne repice
Silo tren ja sm o zapisovali neposredno v odvisnosti od časa. Obrabo valjčkov smo določali neposredno s tehtanjem oz. posredno z merjenjem velikosti obrabnih raz pri m ajhnih izgubah teže. O brabljene površine valjčkov smo analizirali z elektronskim vrstičnim m ikoskopom , optičnim mikroskopom ter z merjenjem površinske hrapavosti in mikrotrdote.
4 REZULTATI
4.1 Rezultati preizkusov pri suhem dotiku
Pri obdelovalnem procesu prevladuje na orodju običajno blaga adhezivna obraba. Med rezanjem se ustvarjajo mikro zvari med orodjem in obdelovancem. Ti adhezivni stiki (spoji) se zaradi relativnega gibanja tako rekoč v trenutku zlomijo in na mestih pretrga nastanejo plitve kotanje. Ostra, močnejša adhezivna obraba nastane, če površinska tem peratura orodja prekorači kritično vrednost začetnega toplotnega mehčanja. Ta prehod dobimo, če zvečamo rezalno hitrost. Pojavi se lahko tudi abrazivna obraba, odvisno pač od obdelovanega materiala.
Obrabljena površina valjčka pri majhnih drsnih hitrostih je prikazana na sliki 5. S slike je razvidno, da so na valjčku nastale plitve kotanje, ki ustrezajo blagi adhezivni obrabi. Vsa obrabna raza je prekrita s tovrstnim i kotanjam i. Prehod k m očnejši obrabi dobimo, ko zvečamo drsno hitrost. Dominantni obrabni mehanizem lahko opišemo kot kombinacijo adhezivne in abrazivne obrabe (sl. 6). Ta opažanja se dobro navezujejo na prejšnje določitve obrabnih mehanizmov pri odrezovanju.
Koeficienti trenja, izgube teže valjčkov in meritve mikrotrdote na obrabljeni površini valjčkov so zbrani v preglednici 3.
The coefficients o f friction were recorded di rectly. The weight losses o f the pins were recorded directly by weighing or, for small wear volumes, indi rectly by measurements o f the wear scar diameters. The worn pins w ere also subjected to a careful m etallographic examination by scanning electron microscopy and light optical microscopy, surface roughness measurements and m icrohardness m eas urements.
4 RESULTS
4.1 Wear mechanisms for dry contact conditions
As the dominant tool w ear mechanism, mild adhesive wear is normally found. During cutting, mi c ro -w e ld s a re fo rm e d b e tw e e n th e to o l and workpiece. These adhesive contact junctions will be almost immediately broken due to the relative motion at the interface and shallow craters on the tool will occur. Severe adhesive wear mechanism is obtained when the surface tem perature o f the tool exceeds the critical value for incipient thermal softening. Con sequently, a sim ilar transition is obtained if the cut ting speed is increased. Abrasive wear may occur too, depending on material machined.
Characteristic appearance o f a worn pin sur face at low sliding speeds is shown in figure 5. This micrograph demonstrates that shallow craters corre sponding to mild adhesive wear have form ed on the test pins. The whole wear scar is covered with this type o f crater. A transition to severe wear is obtained if the sliding speed is increased. The dominant wear mechanisms can be classified as severe adhesive and abrasive wear. This is dem onstrates by the m icro graph in Fig. 6. These observations are in good agree ment with earlier findings from wear studies o f metal cutting tools.
Coefficients o f friction, weight losses o f the pin material and m icro-hardness results for the pins are shown in Table 3.
Pregl. 3. Izmerjeni koeficienti trenja, izgube teže in mikrotrdote
Table 3. Coefficient o f friction, weight losses, and microhardness measurements
Vrsta dotika
Contact
rezalna hitrost
cutting Speed
koeficient trenja
coefficient of Friction
izguba težeAveight loss
X IO'6 g
mikrotrdota microhardness
HV
suho
majhna
low cutting speed 0,363 57,5 990
dry velika
Smer drsenja valjčka Pin sliding direction
•+
30um
I Sl. 5. Površina valjčka pri majhnih
drsnih hitrostih in suhem trenju
Fig. 5. Wear characteristics observed in the pin-on-disc test at low sliding speed
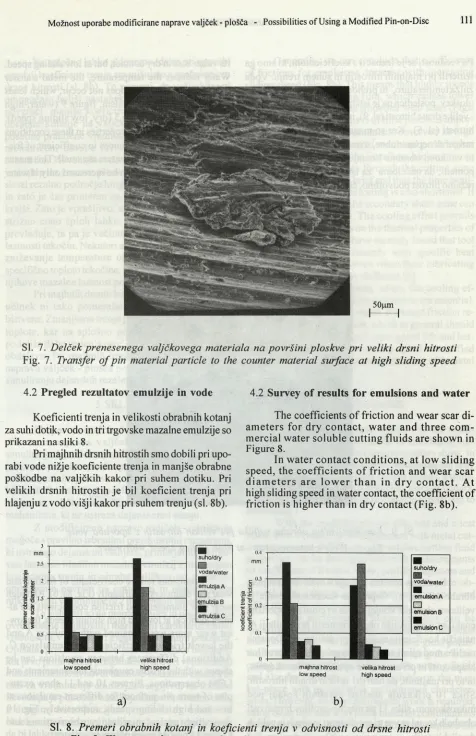
Skupna obraba valjčkov seje z drsno hitrostjo povečevala, koeficient trenja pa se je zmanjševal. Dodatne preiskave površine ploskve so pokazale, da je prišlo pri velikih hitrostih do prehoda materiala valjčka na površino ploskve (sl. 7). Preneseni delci so trši od površine v aljčk a, ker je površinska temperatura ploskve nižja kakor pri valjčku, ki je nenehno v dotiku. M eritve m ikrotrdote površine obrabljene površine valjčka pokažejo, d a je njegova mikrotrdota bistveno m anjša (790 HV) od valjčkove nedeformirane površine (920 HV). Preneseni delci torej delujejo kot abrazivni elementi. Pri majhnih hitrostih površina ploskve ni prekrita s prenesenimi delci in zato je obraba zmerna. Pri večjih drsnih hitrostih, pri katerih pride do obsežnega prehoda valjčkovega materiala na površino ploskve, dobimo dotikalne razmere, pri katerih valjčkov material drsi po valjčkovem materialu. To pa povzroči obrabni mehanizem, ki ne ustreza obdelovalnim procesom in zato se tudi pojavi nestvarno velika obraba ter velike razlike v koeficientih trenja.
-I
Sl. 6. Površina valjčka pri velikih drsnih hitrostih in suhem trenju
Fig. 6. Wear characteristics observed in the pin-on-disc test at high sliding speed
SI. 7. Delček prenesenega valjčkovega materiala na površini ploskve pri veliki drsni hitrosti
Fig. 7. Transfer o f pin material particle to the counter material surface at high sliding speed
4.2 Pregled rezultatov emulzije in vode
Koeficienti trenja in velikosti obrabnih kotanj za suhi dotik, vodo in tri trgovske mazalne emulzije so prikazani na sliki 8.
Pri majhnih drsnih hitrostih smo dobili pri upo rabi vode nižje koeficiente trenja in manjše obrabne poškodbe na valjčkih kakor pri suhem dotiku. Pri velikih drsnih hitrostih je bil koeficient trenja pri hlajenju z vodo višji kakor pri suhem trenju (sl. 8b).
4.2 Survey of results for emulsions and water
The coefficients o f friction and wear scar di a m e ters fo r dry c o n ta c t, w a te r and th re e c o m m ercial w ater soluble cutting fluids are show n in Figure 8.
In w ater co n tact c o n d itio n s, at low sliding speed, the coefficien ts o f frictio n and w ear scar d ia m e te r s a re lo w e r th a n in d ry c o n ta c t. A t high sliding speed in water contact, the coefficient o f friction is higher than in dry contact (Fig. 8b).
low speed highspeed majhna hitrost velika hitrost
low speed high speed
suho/dry
FU
voda/water
emulsion A □ emulsion B
emulsion C
a) b)
SI. 8. Premeri obrabnih kotanj in koeficienti trenja v odvisnosti od drsne hitrosti
Po vrednosti seje izenačil s koeficientom, ki smo ga izmerili pri majhnih hitrostih in suhem trenju. Voda zniža temperaturo, ni prehoda materiala z valjčka na ploskev, posledica pa je isti mehanizem obrabe, voda - velike drsne hitrosti (sl. 9), in suh dotik, majhne drsne hitrosti (sl. 5). Ker so mazalne lastnosti vode v teh razmerah nepomembne, so razlike v koeficientih trenja in velikosti obrabne kotanje majhne, (sl. 8a, b). To pomeni, da načeloma za isto stopnjo obrabe lahko rezalno hitrost podvojimo, če uporabimo samo vodo.
Its value is as in dry contact, but at low sliding speed. Water reduces the temperature, the metal transfer from the pin to the disc does not occur, which leads to the same wear mechanism, figure 9 (water, high sliding speed) and figure 5 (dry, low sliding speed). Since water lubricating properties in these conditions are negligible, the differences in coefficient o f fric tion and in wear scar diameters are small. This means that the cutting speed can be increased only if water (cooling effect) is applied.
Smer drsenja valjčka Pin sliding direction
SI. 9. Karakteristična obraba valjčka pri velikih hitrostih z uporabo vode
Fig. 9. Wear characteristics at high sliding speed with water
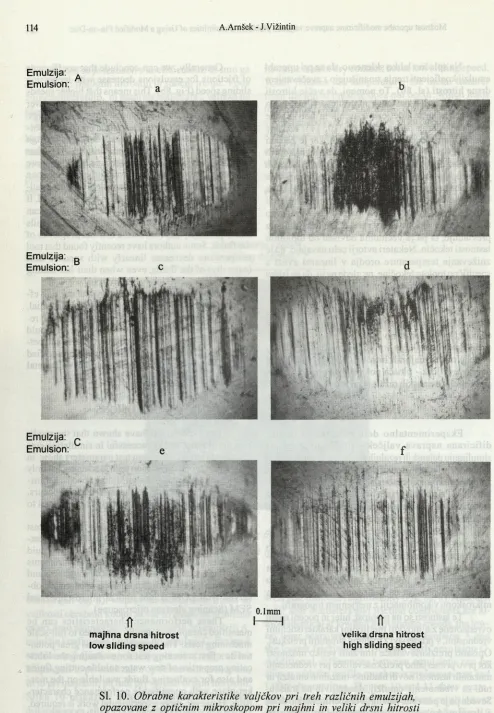
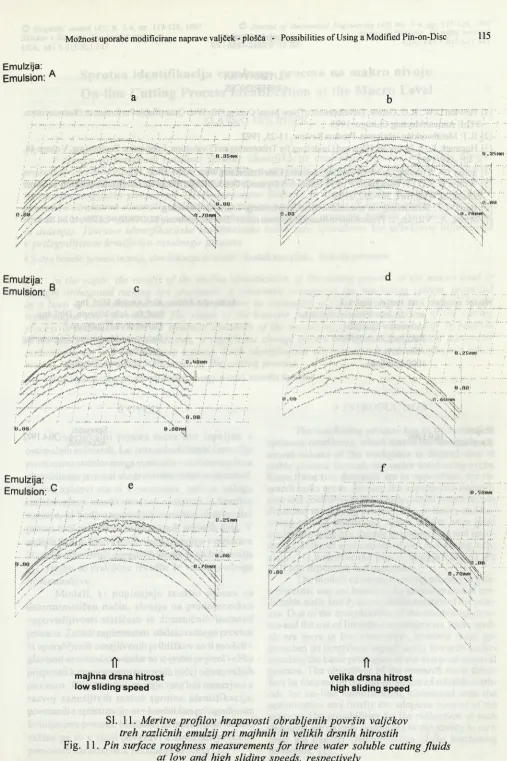
Emulzije izredno znižajo koeficient trenja in obrabo (sl. 8a, b). Čeprav so koeficienti trenja in velikosti obrabnih kotanj za vse tri emulzije približno enaki, smo najmanjšo obrabo izmerili pri emulziji A, najnižje koeficiente trenja pa pri emulziji C. Dodatne razlike med njimi se pokažejo pri meritvah profilov hrapavosti in pri analizah z optičnim mikroskopom, in to pri majhnih, pa tudi pri velikih drsnih hitrostih. Slika 10 prikazuje analizo obrabnih kotanj pod mikroskopom, slika 11 pa meritve profilov hrapavosti obrabnih kotanj za vse tri emulzije pri majhnih in velikih drsnih hitrostih.
N a splošno lahko sklenemo, da se pri uporabi emulzij koeficienti trenja zmanjšujejo z zvečevanjem drsne hitrosti (sl. 8b). To pomeni, da večje hitrosti omogočajo boljši nastanek m azalnega filma, ta pa povzroči manjše koeficiente trenja in bolj gladke obrabne kotanje na valjčkih (sl. 10, 11). Kakšne posebne praktične vrednosti to nima, ker je že sam m ehanizem obrabe pri velikih drsnih hitrostih neznačilen. Pri velikih obdelovalnih (rezalnih) hitrostih je dostop do vmesne ploskve omejen, orodje potuje skozi rezalno področje hitreje, dotikalni čas je kratek in zato je čas primeren za reakcije in mazanje tudi krajši. Zato je vprašljivo, ali mazivo na sekundarno strižno cono sploh lahko vpliva. Učinek hlajenja prevladuje, ta pa je večinoma odvisen od toplotnih lastnosti tekočin. Nekateri avtorji celo navajajo, daje zniževanje tem perature orodja v linearni zvezi s specifično toploto tekočine, ne glede nato, da so lahko njihove mazalne lastnost popolnoma različne [6],
Pri majhnih drsnih hitrostih, pri katerih hladilni učinek ni tako pom em ben, so m azalne lastnosti bistvene. Zmanjšano trenje povzroči manjši nastanek toplote, kar na splošno povzroči m anjšo obrabo, podaljša dobo trajanja orodju in izboljša površinsko obdelavo. Pri majhnih hitrostih se je modificirana naprava valjček - plošča pokazala kot uporabna pri simuliranju dejanskih rezalnih razmer.
5 SKLEPI
E ksperim entalno delo pokaže, da je m o dificirana naprava valjček - plošča uspešna pri simuliranju dejanskih rezalnih razmer. Izbrani dotikalni parametri pri suhem dotiku pokažejo dobro povezanost z obdelovalnim procesom, vendar samo pri majhnih hitrostih. Pri velikih drsnih hitrostih pride do prehoda materiala valjčka na ploščo, kar vodi do obrabnega mehanizma, ki ne ustreza dejanskemu stanju.
Z m odificirano napravo valjček - plošča je mogoče s pravilno izbranimi preizkusnimi razmerami, ki ustrezajo dejanskim stanjem, primerjalno razliko vati lastnosti hladilno mazalnih emulzij z merjenjem koeficienta trenja in obrabe valjčkov ter z analizo obrabljenih površin na optičnem in elektronskem mikroskopu v kombinaciji z merjenjem topografij.
Te lastnosti so na preprost, hiter in poceni način ovrednotene z njihovimi merljivimi karakterističnimi vrednostmi, v primerjavi z realnimi strojnimi preizkusi. Opisano preizkuševališče ima zato veliko možnosti kot prvo primerjalno preizkuševališče pri vrednotenju mazalnih lastnosti novih hladilno-mazalnih emulzij in tudi za vrednotenje emulzij, dosegljivih na tržišču. Seveda pa je potrebno nadaljnje eksperimentalno delo, z drugim i kom binacijam i m aterialov orodja in obdelovanca in drugimi hladilno-mazalnimi emulzijami, da bi lahko raziskali popolno uporabnost naprave.
Generally, we can conclude that coefficients o f frictions for emulsions decrease with increasing sliding speed (Fig. 8b). This means that higher speeds cause a better lubricating film, which causes lower coefficients o f friction and smoother wear scars (Figs. 10,11 ). The reason for this is o f little practical impor tance since the wear mechanism observed at high sliding speed is irrelevant to machining. At higher cutting speeds, access to the interfaces becomes more restricted, the tool passes through the cutting zone faster, the contact time is brief and thus the time avail able for reactions and lubricating is also shortened. It is questionable whether the secondary shear zone can be directly affected at all. The cooling effect prevails which primarily depends on the thermal properties of the fluids. Some authors have recently found that tool tem perature decreases linearly with specific heat (capacity) o f the fluids, even when their lubricating properties are completely different [6].
At low sliding speeds, where the cooling ef fect is negligible, the friction properties are essential. Reducing friction is important. Reduced friction re sults in less heat generation, which in general should lead to less wear, prolonged cutting tool life and bet ter surface finish. At low sliding speed a modified pin-on-disc test shows a good agreement with metal cutting experience.
6 CONCLUSIONS
The experiments have shown that the modi fied pin-on-disc test is successful in simulating cut ting conditions. The chosen test parameters show, in dry contact, good correlation with machining but only at low sliding speeds. At high sliding speeds, a trans fer o f the pin material to the disc surface occurs. This yields a wear mechanism that is not relevant to machining.
With the modified pin-on-disc test and a test mode which ensures good agreement with metal cut ting experience, different water soluble cutting fluid properties can be distinguished with measurements o f coefficient o f friction, wear, profile roughness and last but not least with the surface appearance ob served with LOM (Light optical microscope) and SEM (Scaning electron microscope).
Emulzija: A Emulsion:
Emulzija: g
Emulsion: c
O .lm m
n i—
majhna drsna hitrost low sliding speed
n
velika drsna hitrost high sliding speed
Sl. 10. Obrabne karakteristike valjčkov pri treh različnih emulzijah, opazovane z optičnim mikroskopom pri majhni in veliki drsni hitrosti
Emulzija:
Emulsion: A
a
Emulzija: Emulsion: °
b
\ j
Emulzija: Emulsion: ^
f
ft
majhna drsna hitrost low sliding speed
ft
velika drsna hitrost high sliding speed
SI. 11. Meritve profilov hrapavosti obrabljenih površin valjčkov treh različnih emulzij pri majhnih in velikih drsnih hitrostih
6 LITERATURA 6 REFERENCES
[1] Hewson D.W., K.G. Gerow: Development of New Metal Cutting Oils With Quantifiable Performance Characteristics. STLE Annual Meeting Chicago, 1995.
[2] ILT: Metalworking lubricants. Product Review, 11-25,1992.
[3] Hogmark, S.- S. Jacobson: Hints and Guidelines for Tribotesting and Evaluation. Lubrication Engineering, Volume 48, 5,401-409,1992.
[4] Schey J.A.:Tribology in Metalworking; Friction, Lubrication and Wear. ASM, Ohio, 1984.
[5] Wilson W.R.D., Y. Sakaguchi Y., S.R. Schmid: A Dynamic Concentration Model for Lubrication with Oil-in-Water Emulsions. Wear, 161,207-212,1993.
[6] Bartz W.J.: Schmierung zur spanenden Metallbearbeitung, TAE Trib. Lehrgang
[7] Amšek,A., Vižintin, J.: Preskušanje mehanskih lastnosti maziv. Zbornik predavanj SLOTRIB 94,1994,101-110.
Naslov avtorjev: Aleš Amšek, dipl. inž. Authors' Address: Aleš Amšek, Dipl. Ing.
prof. dr. Jože Vižintin, dipl. inž. Univerza v Ljubljani
Fakulteta za strojništvo Aškerčeva 6
1000 Ljubljana
Prof. Dr. Jože Vižintin, Dipl. Ing. University o f Ljubljana
Faculty o f Mechanical Engineering Aškerčeva 6
1000 Ljubljana, Slovenia
Prejeto: