2018 International Conference on Modeling, Simulation and Analysis (ICMSA 2018) ISBN: 978-1-60595-544-5
Finite Element Simulation of Variable Height Roll-Die Forming Thermal
Mechanical Coupling for DP980 Ultra High Strength Steel
Yan-zhi GUAN
1,2,*, Cai-jun LI
1,2, Qiang LI
1,2and Ya-yun TAN
1,21School of Mechanical and Material Engineering, North China University of Technology, Beijing
100144, China
2Beijing Engineering Research Center of Variable Cross-Section Roll Forming, Beijing 100144,
China
*Corresponding author
Keywords: DP980, High temperature tension, Roll-Die forming, Finite element simulation.
Abstract. It is the development direction that the light weight of automobile.The variable section
member of ultra high strength steel can reduce the mass under the condition of certain load. Flexible roll-forming has the advantages of low cost and high efficiency. This paper combined the advantages of rolling and stamping forming, taking the way of roll-die bingding to constraint plate mould with fixed die. Through multi stands rollers which moving along the trajectory of the die,target parts achieve high precision.In order to reduce the forming force and improve the forming quality, the plate material is formed with the local heating. By high temperature tensile test machine obtained the mechanical properties and stress-strain curves of DP980 at different temperatures. Based on thermal and mechanical coupled analysis method, DP980 was the research object. A finite element simulation analysis model of variable height roll forming with local heating is built in ABAQUS. We obtained the distribution of temperature field and stress field at normal temperature and 450℃. The results show that the forming effect of DP980 is good at 450℃ by comparing and analyzing the data. There is no defect such as edge wave, flaws, etc.
Introduction
The light weight of the automobile is the development direction for the automobile industry. The variable cross section member of the ultra high strength steel can reduce the mass under the condition of certain load. Flexible roll-forming has the advantages of low cost and high efficiency,
but the precision of forming is low.Traditional stamping technology is difficult to be formed when
the strength of steel plate is more than 1000 MPa. There are many problems such as steel plate
cracking, large springback, poor dimensional accuracy and severe die wear in automobile industry[1].
Although hot stamping forming[2] can make full use of the plastic properties of materials and little
springback.It can achievehigh precision forming of ultra high strength steel.However, because of
the high production line investment and maintenance costs and the high requirements for moulds, it
is difficult to popularize[3].
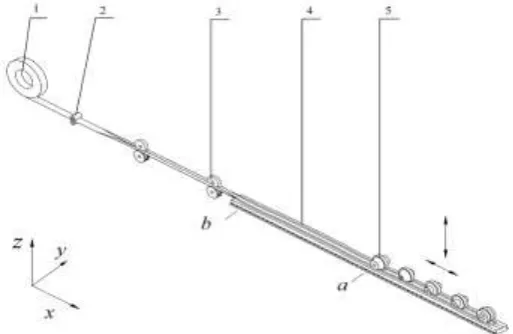
Figure 1. Variable height roll-die forming machine.
The Principle of Variable Height Roll-Die Forming
Variable height roll-die forming is based on forming of three dimensional variable cross-section,combining the advantages of forming with stamping roll forming, taking the way of
roll-die[4] to mold plate fixed constraints, through multi stands rollers which moving along the
trajectory of the die, target parts achieve high precision with fixed die and moving roller.Variable
height roll forming technology is designed to solve the forming problems of narrow and deep parts,
and effectively improve the forming accuracy. As shown the figure two,the mould is designed to
have the same and forming parts with groove section, will be placed forming groove in the sheet metal, and then let it firmly forming groove in the forming roll, so that the forming roll along the variable height on the mold plane in turn roll, eventually achieving target parts of variable height section.
Figure 2. Sketch map of variable height roll die forming production line.
Unidirectional Tensile Test of DP980 High Strength Steel at High Temperature
[image:2.595.170.427.422.589.2](a) Tensile specimen size diagram (b) Physical drawing of DP980
Figure 3. DP980 high temperature tensile specimen.
As shown the figure five, it’s high temperature tensile test machine of the Zwick Z100 type. According to the high temperature tensile test method of GB/T 4338-2006 metal material carry out. The DP980 steel plate in the direction of zero rolling is the experimental object in the laboratory. If
steel plate beyond 1% strain,the tensile test object at the 0.1/min strain rate at the 400℃, 450℃,
500℃, 550℃, 600℃ and 650℃ temperature to carry out uniaxial tensile test at high temperature
[image:3.595.56.540.315.682.2]experiment.The experimental data are shown in Table 1.
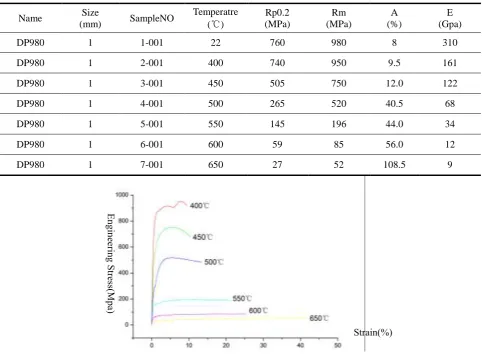
Table 1. Mechanical properties of DP980 sheet at different temperatures.
Name Size
(mm) SampleNO
Temperatre (℃) Rp0.2 (MPa) Rm (MPa) A (%) E (Gpa)
DP980 1 1-001 22 760 980 8 310
DP980 1 2-001 400 740 950 9.5 161
DP980 1 3-001 450 505 750 12.0 122
DP980 1 4-001 500 265 520 40.5 68
DP980 1 5-001 550 145 196 44.0 34
DP980 1 6-001 600 59 85 56.0 12
DP980 1 7-001 650 27 52 108.5 9
Figure 4. Stress strain curve of DP980 plate at different temperatures.
The mechanical properties parameters (Table 1) and stress strain curves (Figure 4) of the DP980
plate at different temperatures were obtained through a high temperature uniaxial tensile test. By
comparing the mechanical properties of DP980 materials at normal temperature, it is found that high temperature has a great influence on the mechanical properties of metal materials. When the temperature is 400℃, the mechanical properties of the material are not change. However, mechanical properties of the materials have changed greatly when 50 degree per increasing over
400℃. When the temperature is 550℃, 600℃ and 650℃, the yield strength of DP980 plate
[image:3.595.57.540.324.682.2]decreases from 760Mpa to 145Mpa, 59Mpa and 27Mpa. Respectively,the elastic modulus of DP980
plate decreases from 310Gpa to 34Gpa, 12Gpa and 9Gpa.Therefore, it is necessary to do the high
temperature tensile test to measure the mechanical properties of the material at high temperature.
(a) 400℃ (b) 450℃ (c) 500℃
[image:4.595.97.500.124.490.2]
(d) 550℃ (e) 600℃ (f) 650℃
Figure 5. DP980 fracture specimen after stretching at different temperatures.
As shown in Figure 5,when the tensile temperature reaches 500°C and above, the surface of the test specimen is seriously oxidized with produce a black object. When the tensile temperature is below 500°C, there is no obvious oxidation phenomenon on the surface of the specimen. The mechanical properties of the materials obtained from the tensile curves can reflect the plastic
forming properties of the materials. The σs/σb is the ratio of yield strength to tensile strength, and it
is a very important parameter for the plastic forming properties of materials. Strong flexion σb-σs is
absolute difference between tensile strength and yield strength. It is a powerful supplement to the index of flexion and strength ratio, which can be used as an important reference. The uniform
elongation j refers to the elongation at which the specimen starts to shrink when the tensile
deformation starts, that is, the plastic strain corresponding to the tensile strength. It can indicate the uniform and stable plastic deformation capacity of the material.
Table 2. Plastic forming index of DP980 sheet at different temperatures.
Temperature (℃) 400 450 500 550 600 650
σs/σb 0.78 0.67 0.35 0.74 0.69 0.52
σb-σs 210 245 255 51 26 25
[image:4.595.56.540.692.786.2]It can be seen from table 2 that when the temperature is 550℃, 600℃ and 650℃. Even though
the elongation is very large, especially at 650℃, it reaches 41.61, but the σb-σs is only tens MPa,
and the surface oxidation phenomenon is obvious, which is not good for plastic forming.When the
temperature is 500, the ratio of yield to strength is the lowest, 0.3533, and the maximum yield is
255MPa, but the surface oxidation is obvious, and it is not suitable for plastic forming. When the
temperature is 400 degrees, the yield strength and tensile strength are very large, which is not significantly reduced than that at room temperature. However when the temperature is 450℃, the
σs/σb are relatively small, the σb-σs is very large, 245Mpa. The surface oxidation phenomenon is not
obvious, which is very good for plastic forming.
To sum up, this paper uses 450℃ as the local heating temperature for finite element analysis.
A Finite Element Simulation Model of Thermal-Mechanical Coupling for DP980 High Strength Steel
Simplification of Finite Element Model for Variable Height Roll Die Forming
In order to improve the efficiency of finite element and facilitate the establishment of simulation model, it is necessary to simplify the variable height roll forming machine in finite element analysis. The plate relies mainly on the mold and pressure of forming roller group, forming mould is fixed with the base, the forming roller group movement can rely on trajectory to set up in ABAQUS, so the base, X moving mechanism, Z moving mechanism and roller rotating mechanism can be
ignored in the finite element analysis. Therefore, the original model, such as Figure 1, can be
[image:5.595.154.462.391.480.2]simplified as a model as shown in Figure 6.
Figure 6. A simplified finite element model of variable height roll die forming machine.
The rollers, die and plate are modeled in the large 3D modeling software SolidWorks, and then
imported into the ABAQUS for grid division.The plate surface is used as the shell element for the
sheet metal sheet, and the shell element S4RT is chosen as the main unit. In the process of plate
metal forming, the bending area is the main deformation area, and the deformation is large and the transverse dimension is small. Therefore, the mesh in the bending area should be refined, and the
partial deformation of the plate web and the non bending area on both sides is small.The results of
the mesh division of the simplified finite element model are shown in Figure 7. The mesh division
of the DP980 plate is shown in Figure 8.Such a reasonable arrangement of dense mesh and coarse
grid can not only reflect the time shaping effect better, but also reduce computer computation, reduce torage space and improve computation efficiency.
[image:5.595.136.472.655.750.2]Figure 8. A schematic diagram of grid division of DP980 sheet.
The Setting of Thermal Load in Finite Element Model of Variable Height Roll-Die Forming
In the laser assisted heating and variable height roll forming equipment, the laser is fixed between third and fourth stands, moving along the trajectory of the X moving rack along the surface of the
die, so the heat source is a mobile laser heat source in this scenario.However, in order to simplify
operation steps and save analysis time, the surface heating load at 450 degree surface is setted in the
bending area of plate metal by using the method of global heating method[5]. At the same time, the
stress strain curve parameters corresponding to the temperature of DP980 sheet are introduced in the material properties of the plate material.
Analysis of Finite Element Simulation Results
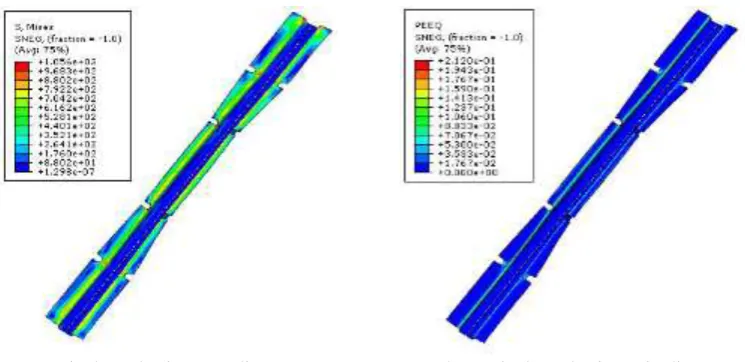
As shown in figures 8 and 9, the equivalent plastic stress cloud of DP980 plate after forming at
room temperature and temperature of 450 degrees centigrade is shown. As can be seen from the
diagram, the maximum equivalent plastic stress appears at the edge of the process hole in the narrow side bending zone, reaching 1004 MPa to 1056MPa. That is because the material inside the sheet material flows to the edge of the process hole under the action of forming force, and the stress
is concentrated.From Fig. 8, it can be seen that the maximum equivalent plastic strain at normal
temperature appears on the edge of the technological hole in the whole bending area and the narrow
edge bending area, with a maximum value of 0.2964.As can be seen from Figure 9, the maximum
equivalent plastic strain at 450℃ is the same position as the normal temperature, and the maximum value is only 0.2120. It can be seen that the effective plastic strain is better than normal temperature at 450℃.
(a) Equivalent plastic stress diagram (b) Equivalent plastic strain diagram
[image:6.595.112.485.525.706.2][image:7.595.122.475.69.244.2]
(a) Equivalent plastic stress diagram (b) Equivalent plastic strain diagram
Figure 9. Diagram after DP980 sheet forming at 450℃.
Experimental Verification
Finite element simulation model of the DP980 high strength steel is verified by the prototype [6] of
the production line with variable height roll forming process. The prototype is used to form the
DP980 high strength steel automobile parts.As shown in Figure 10, from the graph, we can see that
the quality of the forming parts is better, the web is smooth, and the bending and warpage defects do not appear on the edge of the sheet metal. The overall forming effect is basically consistent with the stress-strain nephogram obtained by the finite element simulation.
Figure 10. DP980 high strength steel formed target parts of complete forming.
Summary
(1) The mechanical properties and stress-strain curves of DP980 plate materials at 400℃, 450℃, 500℃, 550℃, 600℃, and 650℃ degrees were obtained by unidirectional tensile test. The heating temperature was determined at 450℃ by analyzing various parameters and plastic forming indexes.
(2) A finite element model of variable height roll forming process is established as the thermal load at 22℃ and 450℃ at room temperature is setted up. The finite element simulation model of thermal-coupling of DP980 high strength steel is obtained.
(3) The distribution of temperature field, the equivalent plastic stress cloud and the equivalent plastic strain cloud of DP980 plate at normal temperature and 450℃ are obtained. The results show that the forming effect of DP980 plate at 450℃ is good, and there is no edge wave and other defects. The forming quality is greatly improved than that at normal temperature.
Acknowledgement
[image:7.595.151.444.412.488.2]References
[1] Kang Yonglin, Chen Guijiang, Zhu Guoming, Song Renbo. The forming and application of advanced high-strength steel for the new generation of automobile [J]. Steel, 2010, 25 (8): 1-6. [2] H.Karbasian, A.E. Tekkaya, A review on hot stamping [J]. Journal of Materials Processing Technology, 2010, 210 (15) : 2103-2118.
[3] Shuai Kegang, Luo Yu, Sha Wanhua, Xie lei. Finite element analysis of the temperature field of high frequency induction heating bending plate, [J]. Boiler Technology, 2004, 03:52-54.
[4] Zhou Hong, Lai Jianjun, Deng Qian, Yi Xinjian, Liu Sheng. Finite element simulation of temperature field of infrared laser local heating, 2003, 06:82-83.
[5] Zhang Youyi, Guo Huiguang. Modern research method of metal thermal forming [J]. Mechanical Engineering and Automation, 2004,06.