Effect of Al and Mn Content on the Mechanical Properties
of Various ECAE Processed Mg-Li-Zn Alloys
Jian-Yih Wang
1, Tien-Chan Chang
2, Li-Zen Chang
2and Shyong Lee
21
Department of Materials Science and Engineering, National Dong Hwa University, Hualien 97401, Taiwan
2Department of Mechanical Engineering, National Central University, Jhongli 32001, Taiwan
The equal channel angular extrusion (ECAE) process is an innovative method to refine grain structure; however, it could be highly technical to perform to result in subsequent exotic mechanical properties. This study will demonstrate how easy or difficult of this operation. Yoshidaet al.had applied the ECAE process on Mg-10%Li-1%Zn alloy to obtain a max. superplastic elongation of 421%. This paper tries to re-produce it with Mg-11%Li-1%Zn and Mg-9%Li-1%Zn alloys via the same ECAE process. For the 28 specimens having received 4 passes of ECAE, one of them shows a comparable but lesser elongation of 350% under selective temperature of 523 K and strain rate,110 4s 1, and
the corresponding strain rate sensitivity exponent is 0.48. Furthermore, the ECAE process is imposed on three other Mg-Li-Zn alloys containing Al and Mn (Mg-9%Li-1%Zn-0.2%Mn, Mg-9%Li-1%Zn-1%Al-0.2%Mn and Mg-9%Li-3%Al-1%Zn-0.2%Mn), and this investigation is unprecedented. The original justification for this exploration is that Al and Mn addition may strengthen theandphases which are the sole constituents of Mg-Li alloys when bearing Li content between 5% to 11%. Indeed, it is so at room temperature as determined by micro-hardness testing. However, high temperature tensile elongation is not benefited.
(Received October 18, 2005; Accepted February 27, 2006; Published April 15, 2006)
Keywords: magnesium-lithium-zinc alloy, equal channel angular extrusion, grain refining, superplasticity
1. Introduction
Magnesium alloy is the lightest metallic material for structural application. However, it is commonly recognized that magnesium possesses poor formability because of its hexagonal close-packed structure. To make up for this shortcoming and further reduce weight, alloying magnesium with lithium of extremely low density, 0.534 g/cm3, can achieve both goals. According to the Mg-Li phase diagram, with Li content between5mass% to 11 mass%, the BCC structuredphase of Li solid solution will co-exist with the HCP phase of Mg solid solution.1) This dual-phase
structure may be beneficial for superplasticity. The simple binary Mg-8.5%Li and Mg-9%Li alloys were studied and demonstrated indeed to have high elongation of 610% and 460% respectively.2,3)Recently, Yoshidaet al.4)applied the
equal channel angular extrusion (ECAE) on the Mg-10.2%Li-0.8%Zn alloy aiming at super refining the grain size in order to obtain even higher superplastic elongation. Their highest elongation is 421% which is good but not exceptional. We are interested to repeat the work with some variation to see how easy is the ECAE process to be operated in modifying metals for impressive mechanical properties. In this paper, five alloys with Li content of 9 and 11 mass% plus various other elements-Zn, Al and Mn were studied. One percent addition of zinc is common among presently employed magnesium alloys, and it can dissolve in both and phases with the expectation of strengthening the alloys.5–7)The aluminum is common for strengthening and
corrosion resistance,7)and this former effect will be verified
by comparing the alloys with or without Al content.
2. Materials and Experimental Procedures
All five alloys contained one percent zinc plus various amounts of Li, Al and Mn. Their designations and analyzed compositions are listed in Table 1. The die employed for the
[image:1.595.307.549.361.467.2]equal channel angular extrusion (ECAE) is schematically shown in Fig. 1. The channel of the ECAE die has a square cross-section measuring 20 mm on the side and makes a 90 angular turn. The die was placed in a hot press which
Table 1 Designation and chemical compositions of the alloys (mass%).
Alloys Designation Li Zn Mn Al Mg
Mg-11%Li-1%Zn LZ111 10.7 1.02 0.004 0.005 Bal. Mg-9%Li-1%Zn LZ91 8.81 0.93 0.005 0.006 Bal.
Mg-9%Li-1%Zn-0.2%Mn LZM910 8.82 0.96 0.16 0.004 Bal.
Mg-9%Li-1%Zn-1%Al-0.2%Mn LZAM9110 9.04 1.05 0.18 0.93 Bal.
Mg-9%Li-3%Al-1%Zn-0.2%Mn LAZM9310 9.09 0.99 0.17 2.82 Bal.
Fig. 1 The die employed for the equal channel angular extrusion. Special Issue on Platform Science and Technology for Advanced Magnesium Alloys, III
[image:1.595.317.535.410.695.2]provided a 373 K, 423 K or 448 K isothermal condition as well as the external force for pushing the bar through the angular channel. The strain per pass can be significant, and can be accumulated by making several passes to achieve even higher strain if desired. In ECAE processing, the billet is often rotated around its axis between extrusion cycles to develop different microstructures. In our experiment, most specimens were rotated 180between two consecutive passes and were designated as route C condition. Some specimens received another processing route whereby the specimens were rotated 90, and were designated as Bc. Based on previous lab experience in ECAE process work on magne-sium alloy AZ 31,8,9) four angular extrusion passes were
decided as being optimum.
The tensile tests were made on an Instron machine at atmospheric and high temperatures. Other apparatuses used in the study included X-ray diffraction spectrometer, optical microscope, transmission and scanning electron micro-scopes. The micro hardness tests were done to determine the difference between two micro-constituents, and phases.
3. Results and Discussion
3.1 Microstructure and room temperature mechanical
properties prior to ECAE
The basic micro-constituents were and phases at different ratios (Fig. 2). The X-ray diffraction analysis (Fig. 3) confirms this morphology assertion. In a previous relevant paper9)by the author, it was speculated that there
were oxide particles in thematrix, and they were identified as MgO and ZnO. The tensile strengths and elongations are plotted in Fig. 4. The alloy containing 11%Li (LZ111) is weaker than the 9%Li group. This is simply due to the higher percentage ofphase which is weaker than. The addition of 0.2% Mn decreases the strength, while the other element, Al, can enhance the strength as demonstrated by the two alloys containing 1% and 3%Al. All five Mg-Li-Zn alloys show high elongation over 45%, which is indicative of possible good formability at room temperature.
3.2 After four passes of ECAE
After the ECAE process via Bc and C routes at 373 K,
(a)
(b)
(c)
(d)
(e)
[image:2.595.82.511.70.514.2]423 K and 448 K, respectively, the strength of the Mg-Li-Zn alloys were significantly raised, accompanied by some reductions in elongation (Fig. 5). Both the and phases
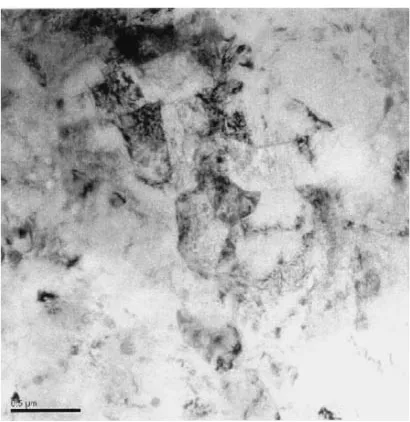
showed positive response to ECAE process as their individ-ual micro hardness was increased and extruded structure was created (Figs. 6, 7). The specimens after 4 passes of ECAE process on Mg-9%Li-1%Zn (LZ91) alloy was observed with TEM showing that thephase was refined to0:5mmand distributed in thematrix (Fig. 8).
3.3 Superplasticity of the ECAE processed alloys As listed in Table 1, two Mg-Li-Zn alloys without Al and Mn addition contains Li% slightly above and below the material used in Yoshida’s work. So, our specimens were expected to show comparable superplastic elongation and indeed the highest elongation was 350% as shown in Fig. 9, which was tested at 523 K and strain rate of1:010 4s 1. The corresponding strain-rate-sensitivity exponent, m, is 0.48. This correlation between elongation and m value quite agrees with Yoshida’s work-421% elongation associated with the m value of 0.5. It is noted that their specimens receiving 6 passes of ECAE in contrast to our 4 passes. In these two alloys, 28 specimens were tested under various
Fig. 3 X-ray diffraction of the original material (LZ91) confirming the existence ofandphases.
UTS(MPa) 0 20 40 60 80 100 120 140 160 180
LZ111 LZ91 LZM910 LZAM9110 LAZM9310 TYS(MPa)
Elongation(%)
Mg-Li -Zn alloys
Stress,
σ
/ MPa or Elongation (%)
Fig. 4 Room temperature tensile strengths and elongations of the pre-ECAE processed five Mg-Li-Zn alloys, (testing strain rate =2
10 4s 1).
(a)
(b)
LZ111 LZ91 LZM910 LZAM9110 LAZM9310
0 10 20 30 40 50 60 70 80 Elongation(%) Mg-Li-Zn alloys as-received as-ECAE UTS(MPa)-as-received TYS(MPa)-as-received UTS(MPa)-as-ECAE 0 20 40 60 80 100 120 140 160 180
200 TYS(MPa)-as-ECAE
LZ111 LZ91 LZM910 LZAM9110 LAZM9310 Mg-Li-Zn alloys
Stress ,
σ
/ MPa
Fig. 5 Room temperature mechanical properties of the ECAE processed, (a) tensile strength, (b) elongation, (testing strain rate =
210 4s 1).
LZ111 LZ91 LZM910 LZAM9110 LAZM9310 0 10 20 30 40 50 60 70 80
Micro Vickers Hardness (Hv)
Mg-Li-Zn alloys
alpha phase-as-received beta phase-as-received alpha phase-as-ECAE beta phase-as-ECAE
[image:3.595.63.280.71.208.2] [image:3.595.320.532.72.259.2] [image:3.595.75.264.259.452.2] [image:3.595.77.522.572.758.2]temperature and strain rate combination, 6 yielded elonga-tions over 200% indicating that the operaelonga-tions of ECAE and tensile testing are highly technical for exceptional super-plasticity.
(a)
(b)
ND ED
(d)
(c)
(e)
Fig. 8 TEM micro-graph after 4 passes of ECAE process on Mg-9%Li-1%Zn alloy, (a) bright field.
Undeformed Sample
Deformed Sample, Elongation=350%
523K, 1x10
-4s
-110mm
Fig. 9 The specimen in LZ91 alloy showing superplastic elongation of 350%.
[image:4.595.89.510.71.517.2] [image:4.595.66.271.546.757.2] [image:4.595.309.543.549.687.2]It was demonstrated above that adding Al and Mn enhances the strengths of Mg-Li-Zn alloys at room temper-ature due to solid solution strengthening of the micro-constituents as verified by the micro hardness test. However, the anticipation of increasing superplasticity was not real-ized. The highest tensile elongations obtained were 283% and 278% with 30 tests on specimens in the three categories containing Al and Mn under various combinations of strain rate and temperature. Those specimens showing tensile elongation above 200% are listed in Table 2. Figure 10 is plotted to show the flow stress vs. strain rate of all tested specimens (58 pieces), which belong to the five categories of Mg-Li-Zn alloys. In each sub-figure, maximum strain rate sensitivity exponent exhibiting in that category is indicated. It is noted that the group showing highest index of 0.48 produces ultimate elongation of 350% and more high elongation specimens while the lowest 0.28 one shows no elongation over 200%.
4. Summary
A comprehensive study of ECAE processed
[image:5.595.113.536.205.749.2]magnesium-lithium-zinc alloys were conducted with a good reference by Yoshida et al. to compare with. Applying the ECAE on additional Mg-Li-Zn alloys containing Al and Mn for superplasticity consideration has not been touched before. The ECAE process is certainly effective in enhancing the strength of the processed material at room temperature. From the results of five Mg-Li-Zn alloys with grains refined by the ECAE process, Mg-9Li-1Zn alloy showed the greatest
Table 2 Elongation-to-failure records above 200% for various Mg-Li-Zn alloys.
Materials Temp. (K)
Strain rate (s 1)
Flow stress (MPa)
Elongation (%)
LZ111 523 110 2 10.8 208
523 110 3 5.09 213
LZ91 448 110 4 4.32 278
448 510 5 3.75 211
523 110 4 3.01 350
523 510 5 0.58 206
LZM910 523 510 5 0.62 283
LAZM9310 523 110 3 6.56 272
0.1 1 10 100 1000
1.0E-05 1.0E-04 1.0E-03 1.0E-02 1.0E-01 initial strain rate, ε/s-1
flow stress, σ /MPa 398K 448K 523K LZ111 alloy 1 0.35 0.1 1 10 100 1000
1.0E-05 1.0E-04 1.0E-03 1.0E-02 1.0E-01
flow stress, σ /MPa 373K 398K 423K 448K 523K LZ91 alloy 1 0.48 0.1 1 10 100 1000
1.0E-05 1.0E-04 1.0E-03 1.0E-02 1.0E-01
flow stress, σ /MPa 398K 448K 523K LZM910 alloy 1 0.44 0.1 1 10 100 1000
1.0E-05 1.0E-04 1.0E-03 1.0E-02 1.0E-01
flow stress, σ /MPa 398K 448K 523K LZAM9110 alloy 0.28 1 0.1 1 10 100 1000
1.0E-05 1.0E-04 1.0E-03 1.0E-02 1.0E-01
flow stress, σ /MPa 398K 448K 523K LAZM9310 alloy 1 0.43 initial strain rate, ε/s-1
initial strain rate, ε/s-1
initial strain rate, ε/s-1 initial strain rate, ε/s-1
increase in tensile strength, about 41.8 MPa, and the least decrease in elongation, about 25%, with a prolonging of the phase along the extrusion direction. After 4 passes of the ECAE process the microstructure of the Mg-9%Li-1%Zn alloy was observed by TEM indicating that thephase was refined to0:5mmand distributed in thematrix. This fine structure may be the prime factor yielding superplastic elongation of350% at selective temperature and strain rate conditions.
Acknowledgment
This research is supported by National Science Council, Taiwan, under the contract No. NSC94-2622-E-008-011-CC3.
REFERENCES
1) J. A. Jensen and L. S. Chumbley: Metall. Mater. Trans. A29A(1998) 863–873.
2) K. Higashi and J. Wolfenstine: Materials Letters10(1991) 329–332. 3) P. Metenier, G. Gonzales-Doncel, O. A. Ruano, J. Wolfenatine and
O. D. Sherby: Mater. Sci. Eng.A125(1990) 195–202.
4) Y. Yoshida, L. Cisar, S. Kamado and Y. Kojima: Mater. Trans. JIM43
(2002) 2419–2423.
5) I. J. Polmear: Mater. Trans. JIM37(1996) 12–31.
6) S. Kamado, T. Ashie, Y. Ohshima and Y. Kojima: Materials Science Forum350–351(2000) 465–472.
7) ASM, Metals Handbook 10th Edition:Vol. 2(1990) 455–479. 8) J. Y. Wang, Y. H. Chen, Y. L. Yang and S. Lee: Materials Science
Forum488–489(2005) 465–472.