Development of Severe Torsion Straining Process
for Rapid Continuous Grain Refinement
Katsuaki Nakamura
1, Koji Neishi
1, Kenji Kaneko
1, Michihiko Nakagaki
2and Zenji Horita
1 1Department of Materials Science and Engineering, Faculty of Engineering, Kyushu University, Fukuoka 812-8581, Japan 2Department of Mechanical System Engineering, Kyushu Institute of Technology, Iizuka 820-8502, Japan
This study presents a rapid continuous process for grain refinement in metallic materials through severe plastic deformation (SPD). The principle is described and the process is applied to an Al-5056 alloy and an S45C carbon steel. The new process, designated in this study the severe torsion straining process (STSP), consists of producing a local heated zone in a rod and introducing torsion strain into the zone by rotating one end with the other. The process is continuous because the straining is achieved while the rod is moved so that the heated zone is shifted along the rod. The STSP does not require the use of any die and can be applicable to pipes or wires. Fine-grained structures produced with the STSP are confirmed using optical microscopy and transmission electron microscopy. Tensile properties are measured and compared with the unstrained fully annealed samples. The feasibility of the STSP is discussed with respect to the rotation speed and moving speed.
(Received September 17, 2004; Accepted November 4, 2004)
Keywords: severe plastic deformation, torsion strain, grain refinement, aluminum alloy, carbon steel, tensile tests
1. Introduction
Grain refinement is an important process for the improve-ment of strength and/or ductility of various metallic materials. The yield strength increases with a decrease in grain size through the Hall-Petch relationship without reducing much of ductility.1,2) Although such results were reported when mechanical testing was carried out at low homologous temperatures, the increase in testing temperature well above a half of the melting temperature often results in the advent of superplasticity through an enhanced contribu-tion of the grain boundary sliding.3–5)
It has been shown that the grain size is reduced to the submicrometer range or even nanometer range when a sample is subjected to severe plastic deformation (SPD).6)
Making use of SPD, several processes are available for the grain refinement and these processes include equal-channel angular pressing (ECAP),7,10)high pressure torsion (HPT),9)
accumulative roll bonding (ARB),10) cyclic extrusion and
compression (CEC),11)constrained groove pressing,12)
repet-itive corrugation and straightening (RCS),13)conshearing,14) continuous confined strip shearing (C2S2).15)In this study, a new process is proposed for the grain refinement. This process consists of producing a locally heated zone and creating torsion strain in the zone by rotating one end with the other while moving the local straining zone. In this paper, this new process is called the severe torsion straining process (STSP) and is applied to an Al alloy and a carbon steel to examine microstructures and tensile properties.
2. Principle of STSP
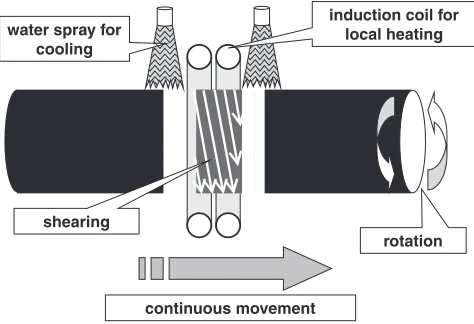
Figure 1 illustrates the principle of the STSP technique.16)
A portion of a rod is rotated with respect to the other around the longitudinal axis of the rod so that torsion strain is introduced at a zone which separates the two portions rotating in the opposite senses. The torsion straining (TS) zone is localized by making the zone softer than the other two portions by local heating and cooling as shown in Fig. 1. While producing the TS zone, the rod is moved along the
longitudinal axis and thus the severe plastic strain is continuously produced throughout the rod. In order to create the torsion strain efficiently, it is important that the TS zone should be narrow and the rotation of the rod should be fast with respect to the moving speed of the rod. This new process, STSP is different from the conventional torsion testing procedure for measurement of mechanical proper-ties17)such that the STSP consists of creation of a localized soft zone with respect to the other portions of the rod and of movement of the zone along the longitudinal direction of the rod. An important feature of the STSP is that the dimension of the cross-section of the rod remains unchanged while straining. This is similar to other SPD processes but it is unlike to the ECAP, HPT and ARB because the STSP requires no die and imparts severe strain to samples without intermittence. It is anticipated that the STSP is a potential process for the continuous grain refinement and can be applied for pipes and possibly for wires.
3. Experimental Procedures
STSP was conducted on an Al-5056 alloy and an S45C carbon steel: chemical compositions of the alloys are given in
shearing water spray for
cooling
continuous movement
rotation induction coil for
local heating
Fig. 1 Schematic illustration of STSP.
[image:1.595.308.545.310.472.2]Table 1 and they are consistent with the Japanese Industrial Standard (JIS). These alloys were received in a form of as-extruded rods with 12 mm in diameter and 2 m in length. These rods were cut to lengths of 500 mm and, for the S45C, the diameters were reduced to 8 mm using a lathe over lengths of 100 mm at the center parts of the rods so that the torque required for the rotation was within the motor-driving capacity of the present STSP system. Each rod was placed within an induction coil to attain local heating and both sides of the heated zone were cooled by water spray. One portion of the rod was rotated with respect to the other at a speed of 10 or 20 rpm in order to create torsion strain at the heated zone. While heating and rotating, the rod was moved with respect to the coil at a speed of 200 mm/min for the Al-5056 and at a speed of 100 mm/min for the S45C. The temperature at the TS zone was raised to 673 or 723 K for the Al-5056 and to 923 K for the S45C.
Tensile specimens were machined with the tensile axes parallel to the longitudinal axes of the rods and with gauge lengths of 25.5 mm and gauge sections of 51:5mm2.
Tensile tests were conducted at room temperature with an initial strain rate of3:310 4s 1using a machine operating
at a constant rate of cross-head displacement.
Microstructures were observed by optical microscopy (OM), scanning electron microscopy (SEM) and transmis-sion electron microscopy (TEM). Samples for the micro-structural observations were cut parallel to the longitudinal axis. For the optical microscopy, they were ground with abrasive papers and polished to mirror-like surfaces using wet cloths containing alumina powders. The surfaces were finished with electropolishing in an aqueous solution of 5%HBF4 for the Al-5056 and etched with a solution of 3 ml
HNO3 and 100 ml CH3OH for the S45C. TEM and SEM
observations were undertaken on the planes parallel to the longitudinal axis using a Hitachi H-8100 transmission electron microscope operating at 200 kV and a JSM-5600 scanning electron microscope operating at 30 kV, respec-tively. The latter microscope was equipped with an electron backscatter diffraction (EBSD) system provided by TSL. For TEM observations, thin specimens were prepared using a twin-jet electron-polishing technique with a solution of 20% HClO4, 10% C3H8O3, 70% C2H5OH for the Al-5056 and a
solution of 10% HClO4and 90%CH3COOH for S45C.
4. Results and Discussion
Figure 2 shows optical micrographs (a) before and (b) after STSP for the Al-5056. The sample was rotated at a speed of 20 rpm about the longitudinal axis with a moving speed of 200 mm/min. The TS zone was heated to 723 K. It is apparent that the STSP led to a grain refinement: the grain size before STSP was 50mm whereas it was reduced to
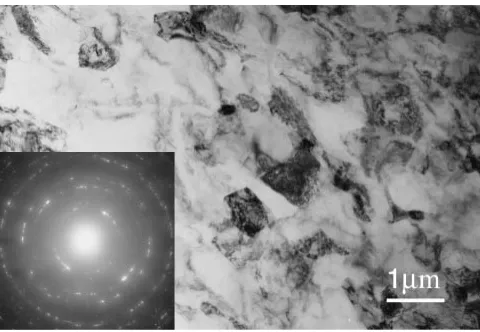
[image:2.595.48.291.288.363.2] [image:2.595.307.547.582.748.2]12mmafter STSP. The further refinement of the grain size was achieved to the average grain size of 1:5mm when STSP was conducted at 673 K with a rotation speed of 10 rpm and a moving speed of 50 mm/min. The corresponding TEM micrograph is shown in Fig. 3 including a selected area
Table 1 Chemical compositions (mass%).
Al-5056
Si Fe Cu Mn Mg Cr Zn Ti others Al 0.07 0.13 0.02 0.06 5.05 0.07 0.01 0.02 0.05 bal.
S45C
C Si Mn P S Fe
0.46 0.21 0.77 0.02 0.02 bal.
(a)
(b)
Fig. 2 Optical micrographs of Al-5056 (a) before and (b) after STSP, which was conducted at 723 K with rotation speed of 20 rpm and moving speed of 200 mm/min.
electron diffraction (SAED) pattern. The SAED pattern indicates that the microstructure consists of fine grains having high angle grain boundaries. It appears that the microstructure is similar to the one observed with other SPD processes, where grains contain many dislocations and there are grain boundaries which are not well defined.6)
For the S45C, optical micrographs before and after STSP are shown in Figs. 4(a) and (b), respectively. The sample was rotated at 10 rpm with a moving speed of 100 mm/min and with the TS zone heated at 923 K. A comparison shows that there is a clear reduction in grain size through the STSP. It should be noted that the regions having bright and dark contrasts correspond to phase and pearlite, respectively. The grain sizes of the phase regions were measured as
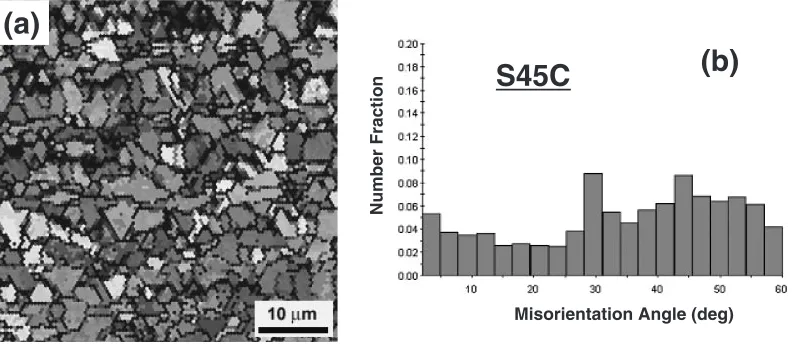
20mmand1:8mmfor the microstructures before and after the STSP, respectively. The formation of the fine-grained structure after the STSP is confirmed with an SEM-EBSD analysis shown in Fig. 5 where the image is given in (a) and the distribution of misorientation angles between neighbor-ing grains is shown in (b). It is apparent that considerable fractions of high-angle grain boundaries are formed in addition to low angle boundaries.
It should be noted that the microstructures shown in
Fig. 2(b), Fig. 3, Fig. 4(b) and Fig. 5 were taken away from the center of the rods. A close observation revealed that there was a coarse-grained region having a width of 0:5mm around the center of the rod for the S45C processed at a rotation of 10 rpm with a moving speed of 100 mm/min. Similar coarse-grained regions were also observed around the center of the rod for the Al-5056 but the width varied depending on the STSP conditions.
The results of tensile testing at room temperature are shown in Fig. 6 and Fig. 7 for the Al-5056 and the S45C, respectively, where the corresponding STSP conditions are the same as those used for the microstructural observations shown in Fig. 3 and Fig. 5. Figure 6 includes plots of the 0.2% proof stress (PS), the ultimate tensile stress (UTS) and the uniform elongation (UE) after STSP and, for comparison, those obtained from the samples in fully annealed conditions. It should be noted that the values in Fig. 6 represent the averages after conducting three independent tensile tests for each alloy and condition to ensure the reproducibility of the data. The STSP gives rise to an increases in PS and UTS by
60% and 15% for the Al-5056, respectively, and by
40% and10% for the S45C, respectively. The values of UE are decreased by30% and20% when compared with
(a)
(b)
Fig. 4 Optical micrographs of S45C (a) before and (b) after STSP, which was conducted at 923 K with rotation speed of 10 rpm and moving speed of 100 mm/min.
Misorientation Angle (deg)
Number Fraction
(a)
(b)
S45C
[image:3.595.100.497.71.223.2] [image:3.595.102.499.284.456.2]the alloys in the fully annealed conditions. The stress-strain curve is shown in Fig. 8 for the Al-5056 with and without STSP. Serrations are visible at higher strains for both samples, which are a typical feature in Al alloys containing a larger amount of Mg. It is apparent that the increase in PS is significant while minimizing the reduction in UE.
Inspection of Fig. 3 and Fig. 4 suggests that the grain size seems to be sensitive to the STSP conditions. Figure 9 plots
the sample conditions with respect to the two parameters, rotation speed and moving speed, where the mark ‘‘’’ represents the samples fractured during STSP operation and the mark ‘‘ ’’ represents the samples processed without fracture. It seems that there exits a critical ratio between rotation speed and moving speed which defines the feasibility of the STSP operation. Microstructural observations revealed that the grain size is more refined as the ratio is close to the critical value and it appeared that the decrease in STSP temperature lowers the critical value. Since the ratio is equivalent to the revolution per unit length along the longitudinal axis of the rod, it is reasonable that the higher ratio leads to fracture of the sample and the lower temper-ature decreases the ratio. Investigation is in progress in order to construct the relationship between the ratio and micro-structure or mechanical properties.
5. Summary and Conclusions
(1) A new continuous grain refining process was presented, which consists of producing locally heated zone in a rod and introducing torsion strain into the zone by rotating one end with the other. This new process was designated the severe torsion straining process (STSP) and was applied for an Al-5056 alloy and an S45C carbon steel.
(2) The STSP is a continuous process and a die-less process so that it permits a massive production of ultrafine-grained metallic materials with low costs.
(3) Microscopy observations confirmed that the grain size was reduced to1:5mmand1:8mmfor the Al-5056 alloy and the S45C carbon steel, respectively.
(4) Tensile testing showed that the PS and UTS are increased with minimal decrease in UE.
(5) There is a critical ratio between rotation speed and moving speed, which define the feasibility of STSP operation. The grain size tend to be lowered as the ratio is close to the critical value.
250 0 500 25 50 0 STSP Without STSP
PS UTS UE
Elongation (%) Al-5056 Stress, / MP a σ
Fig. 6 0.2% proof stress (PS), ultimate tensile stress (UTS) of Al-5056 with and without STSP, which was conducted at 723 K with rotation speed of 10 rpm and moving speed of 50 mm/min.
500 0 1000 25 50 0 STSP without STSP
PS UTS UE
Stress, / MP a Elongation (%) S45C σ
Fig. 7 0.2% proof stress (PS), ultimate tensile stress (UTS) of S45C with and without STSP, which was conducted at 923 K with rotation speed of 10 rpm and moving speed of 100 mm/min.
0 50 100 150 200 250 300 350 400
0 0.05 0.1 0.15 0.2 0.25 0.3
Nominal Strain Nominal Stress, σ / MP a Al-5056 STSP without STSP
Fig. 8 Stress-strain curves of Al-5056 with and without STSP, which was conducted at 673 K with rotation speed of 10 rpm and moving speed of 50 mm/min.
Moving Speed, V/ mm/min 10 20 30 40 50 60
50 100 150 200
Fractured Processed 0 Rotation Speed,
ω
/rpm
Al-5056 T= 723 K
0
[image:4.595.317.533.73.251.2] [image:4.595.53.287.74.189.2] [image:4.595.54.287.260.387.2] [image:4.595.55.282.460.626.2]Acknowledgements
The authors are grateful to Mr. Akihiko Higashino, Mr. Koji Shiraishi and Mr. Takayoshi Fujinami for helpful assistance. This study was supported by the Ministry of Education, Culture, Sports, Science and Technology of Japan under the program of University Start-Ups Creation Support System.
REFERENCES
1) E. O. Hall: Proc. Phys. Soc.B64(1951) 747–753. 2) N. J. Petch: J. Iron Steel Inst.174(1953) 25–27. 3) T. G. Langdon: Metall. Trans.13A(1982) 689–701.
4) Y. Ma, M. Furukawa, Z. Horita, M. Nemoto, R. Z. Valiev and T. G. Langdon: Mater. Trans., JIM37(1996) 336–339.
5) S. Ota, H. Akamatsu, K. Neishi, M. Furukawa, Z. Horita and T. G. Langdon: Mater. Trans.43(2002) 2364–2369.
6) R. Z. Valiev, R. K. Islamgaliev and I. V. Alexandrov: Prog. Mater. Sci.
45(2000) 103–189.
7) V. M. Segal, V. I. Reznikov, A. E. Drobyshevskiy and V. I. Kopylov: Russian Metall.1(1981) 99–105.
8) R. Z. Valiev, N. A. Krasilnikov and N. K. Tsenev: Mater. Sci. Eng.
A137(1991) 35–40.
9) N. A. Smirnova, V. I. Levit, V. I. Pilyugin, R. I.. Kuznetsov, L. S. Davydova and V. A. Sazonova: Fiz. Met. Metalloved.61(1986) 1170– 1177.
10) Y. Saito, H. Utsunomiya, N. Tsuji and T. Sakai: Acta Mater.47(1999) 579–583.
11) J. Richert and M. Richert: Aluminium62(1986) 604–607.
12) J. J. Park and D. H. Shin:Ultrafine Grained Materials II, ed. by Y. T. Zhu, T. G. Langdon, R. S. Mishra, S. L. Semiatin, M. J. Saran and T. C. Lowe, (The Minerals, Metals and Metraials Society, Warrendale PA, 2002) p. 253–258.
13) Y. T. Zhu, H. Jing, J. Haung and T. C. Lowe: Metall. Mater. Trans.A32
(2001) 1559–1562.
14) Y. Saito, H. Utsunomiya, H. Suzuki and T. Sakai: Scr. Mater.42(2000) 1139–1144.
15) J.-C. Lee, H.-K. Seok and J.-Y. Suh: Acta Mater.50(2002) 4005–4019. 16) International Patent WO 2004/028718.
17) P. J. Hurley, B. C. Muddle and P. D. Hodgson: Metall. Mater. Trans.