The Effect of TiB
2Particles on the Microstructure
of Semi-Solid 7075 Alloy Slurry
Gui-sheng Gan
1,2, Bin Yang
1,3,+, Huan-chuan Wu
1, Jun Han
1, Qian Gao
1and Chang-hua Du
2 1State Key Laboratory for Advanced Metals and Materials, University of Science & Technology Beijing,Beijing 100083, P. R. China
2School of Materials Science and Engineering, Chongqing University of Technology, Chongqing 400054, P. R. China 3International Centre for Materials Physics, Chinese Academy of Sciences, Shenyang, 110016, P. R. China
In situreaction and low superheat degree pouring technologies have been successfully used to prepare semi-solid TiB2/7075 aluminum
matrix composite slurry. The experimental results have shown that the TiB2 particulates become the stable nucleus of ¡-Al during the
solidification of 7075 Al alloy. Moreover, high speed impact formed in the serpentine channel and stainless steel beaker is beneficial to getfine globular grains. The microstructure of 3 mass%TiB2/7075 composite is composed of uniform globular grains. The mean grain sizes and shape
factors of the composite are 23 µm, 0.90 and 26 µm, 0.89 at 655°C pouring temperature when one or two curved channels were used respectively. [doi:10.2320/matertrans.M2011328]
(Received October 24, 2011; Accepted March 7, 2012; Published April 25, 2012)
Keywords: in situ reaction, 7075 aluminum alloy, semi-solid, globular grain
1. Introduction
It is commonly known that wrought aluminum alloys are
difficult to cast due to hot tearing formed during the
solidification process of the alloys.1,2) One of the promising
technologies capable of producing near-net-shape casting of wrought aluminum alloys is semi-solid metal (SSM)
processing.3) However, the change of solid fraction as a
function of temperature is too sensitive to produce semi-solid
wrought aluminum slurry.48)Recently, Guo9) got the
semi-solid 7075 alloy slurry by reho-forming, but the mean
diameter and shape factor of the primary ¡-Al phase in the
alloy were 62 µm and 0.78 respectively, which resulted only
483 MPa yield strength. Mao10,11)got ideal A356 alloy slurry
through a serpentine channel which has good cooling ability for the molten aluminum alloy. However, no reports to study semi-solid wrought aluminum alloys using slurry serpentine channel have been found.
As we all know that semi-solid slurry needs often to be stirred in order to destroy or hinder the formation of dendrite grain in the semi-solid state. However, it is not easy to stir the molten 7075 aluminum alloy because the dendrite grains
of this alloy are fairly developed during the solidification
process. In recent years, a new process has been reported to obtain desired semi-solid slurry. The process does not require
stirring, including the inclined cooling plate,12) rotating
duct,13) cooling chute process.14) It is simple, practical and
less expensive, and hence attracted more attention. The present work is to elucidate the preparation process of the
semi-solid TiB2/7075 aluminum matrix composites slurry by
this technique.
2. Experimental
The material we studied was a commercial wrought 7075 aluminum alloy. The liquidus and solidus temperature of the
alloy are 635°C and 477°C respectively. The chemical composition of the alloy was shown in Table 1.
The liquidus and solidus temperatures of the alloy were tested by NETZSCH DSC204 differential scanning
calorim-etry (DSC), with heating speed of 10°C/min. The liquid
fraction of 7075 aluminum alloy was calculated by different temperature curve (as shown in Ref. 15)).
K2TiF6 (mass >97%) and KBF4 (mass >97%) mixture
was put into the molten 7075 aluminum alloy at 850°C. After stirring at the same temperature for about 30 min and
degassing by C2Cl6 at 720°C, the molten composite was
cast into a graphite mold in order to get a 3 mass% TiB2/
7075 aluminum matrix composite (mass, the same as below). The pouring temperature for the composite is about 720°C.
The molten 7075 aluminum alloy and 3% TiB2/7075
aluminum matrix composite were poured andflowed through
one or two curved graphite channels with difference preheated temperatures. The diameter of the curved graphite channel is 20 mm. The length of one or two curved graphite channels is 390 mm. Then the slurries were quenched in a
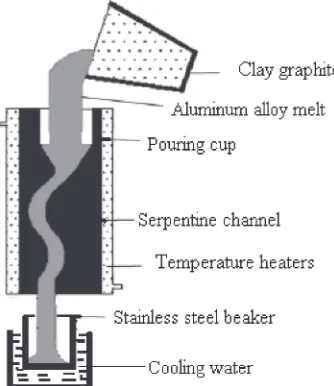
stainless steel beaker with size of º50©2©70 mm. The
stainless steel beaker was cooled in adequate water, as shown in Fig. 1. The microstructure of the materials was studied after electrochemical polished.
The grain size and area of the primary solid phase were analyzed statistically by a quantitative image analysis system. A close observation of microstructure can be given by
average gain diameter D=2(A/³)1/2 and shape factor
F=4³A/P2, where A and P are average area and average
[image:1.595.304.551.349.395.2]perimeter of primary phase, respectively.
Table 1 The major composition of 7075 aluminum alloy.
Material Chemical composition (mass%)
Si Fe Cu Mn Mg Cr Zn Al 7075 0.18 0.26 1.51 0.15 2.36 0.25 5.52 balance
+Corresponding author, E-mail: byang@ustb.edu.cn
3. Results and Discussion
3.1 The preparation of the semi-solid 7075 alloy slurry Figure 2(a) shows the DSC curve of the 7075 alloy. It is found that the liquidus and solidus temperatures of the alloy were 639.1°C and 477.4°C respectively. One can see that the gap between the liquidus and solidus temperatures of the alloy is about 162°C. The liquid fraction of the 7075 aluminium alloy as a function of temperature was calculated and shown in Fig. 2(b). It suggests that the liquid fraction of the alloy is sensitive with increasing temperature. When the molten alloy temperature decreases to 599°C, the solid
fraction of the alloy increases to 74.61%, showing that it is
difficult to make the semi-solid 7075 Al alloy slurry. At the
same time, the specific heat capacity of the 7075 Al alloy is
very small, which results the molten alloy to cool down quickly below 720°C.
Figure 3 is the semi-solid microstructure of 7075 Al alloy
after flowing through one curved graphite channel without
preheated and with preheated 300°C respectively. The 7075 Al alloy is mainly composed of dendrite grain when poured at 685°C. The dendrite grain becomes rosette-like one with decreasing pouring temperature. With the increase of
temper-pouring temperature reduces to 640°C. No fine globular
grains can be got in this case.
3.2 The preparation of semi-solid 3%TiB2/7075 alumi-num matrix composite slurry
The reaction to form TiB2 in the molten 7075 aluminum
alloy fabricated by this technique can be expressed as:16)
3K2TiF6þ6KBF4þ10Al¼3TiB2þ10AlF3þ12KF ð1Þ
In addition to the expected TiB2, it is found that KF and
AlF3were also present in the reactants. The KF and AlF3can
be eliminated easily from the dregs.
Figure 5 shows the microstructures of 7075 Al alloy and
TiB2/7075 aluminum matrix composite after pouring into
graphite mould at room temperature. The 7075 Al alloy is mainly composed of the dendrite grain, and the maximum
grain size is about 250 µm. After adding 3%TiB2, the grain
becomes uniform rosette-like one, and the maximum grain size is about 150 µm. In order to study further the distribution
of TiB2particulates, higher resolution images of the 3%TiB2/
7075 composite was obtained by means of SEM, as shown
in Fig. 5(d). It can be seen that thein situ TiB2 particulates
(bright phases) are agglomerated between the grain boundary
of¡-Al. The morphologies of TiB2particulates are hexagonal
or tetragonal platelet, and the grain size of the composite is about 500 nm.
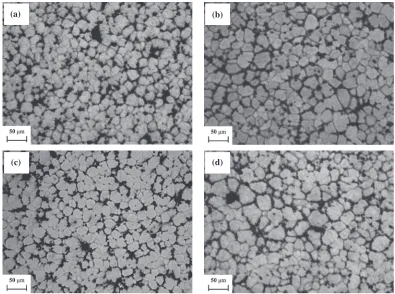
Figure 6 is the semi-solid microstructure of the TiB2/7075
composite when the molten composite flows through one
curved graphite channel preheated at 600°C. One can see that the mean grain size is 27 µm and the shape factor is 0.82 when pouring temperature is 685°C. The mean grain size of the alloy reduces to 26 µm and the shape factor of the composite
550 -2 0 (a) Heat Flo w/(-mW/mg) T/K 720 0 10 20 30 40 50 60 70 80 90 100 (b) Liquid percentage/% T/K
600 650 700 750 800 850 900 740 760 780 800 820 840 860 880 900
Fig. 2 The DSC curve (a) and the liquid percentage as function of temperature for the 7075 Al alloy (b). Fig. 1 The schematic diagram of pouring and cooling process for
[image:2.595.85.252.72.265.2] [image:2.595.110.488.622.769.2]increases to 0.85 at 670°C pouring temperature. The mean grain size and shape factor are 23 µm and 0.90 respectively when pouring temperature decreases further to 655°C. The
reason why the grain size of the composite reduces from 685 to 655°C is due to the decrease of melt undercooling degree.
It is beneficial to get near-globular grains.
(d) (c)
(b) (a)
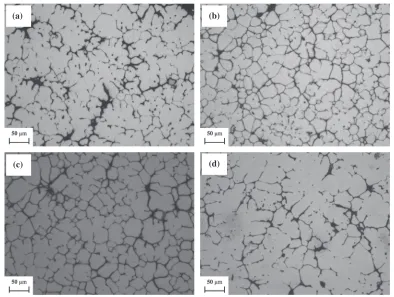
Fig. 4 The semi-solid microstructure of the 7075 Al alloy when the molten alloyflows through one curved graphite channel preheated at 600°C. The pouring temperatures are 685°C (a), 670°C (b), 655°C (c) and 640°C (d) respectively.
(d) (c)
(b) (a)
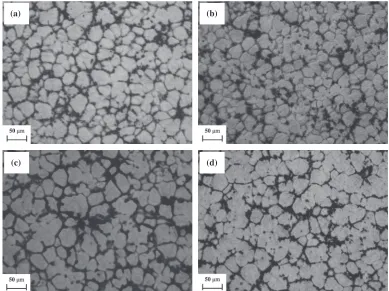
[image:3.595.102.492.69.361.2] [image:3.595.101.495.410.707.2]Figure 7 shows the semi-solid microstructure of the TiB2/
7075 aluminum matrix compositeflowed through two curved
graphite channel when preheated at 600°C. Good
near-globular grains can be got from 685 to 670°C. The mean grain size and the shape factor are 29 µm and 0.82 at 685°C pouring temperature. The mean grain size reduces to 26 µm (c)
TiB2
(d)
Fig. 5 The microstructures of the 7075 Al alloy and 3%TiB2/7075 composite after poured into graphite mould at 720°C: (a) (c) 7075 Al
alloy, (b) (d) 3%TiB2/7075 composite.
(d) (c)
(b) (a)
Fig. 6 The semi-solid microstructure of the TiB2/7075 composite when the molten alloyflowed through the one curved graphite channel
[image:4.595.100.495.412.706.2]and the shape factor increases to 0.89 at 670°C pouring temperature. The grain of the composite begins to grow up when pouring temperature decreases further to 655°C. The mean grain size increases to 37 µm and the shape factor reduces to 0.81 at 655°C pouring temperature.
Because both lengths of one and two graphite channels are
the same, so the grain sizes of samples flowed through one
and two curved graphite channels are similar. The temper-ature of the melt in the export of graphite channel is reduced with the pouring temperature decreasing. First, the grain size reduces with decreasing of the pouring temperature, and then the grain size begins to increase especially in the two curved graphite channel as the temperature of the melt in the export of graphite channel is too low.
As we all know that TiB2 has six-party structure and its
lattice constants (a) and (b) are 0.3028 nm and 0.3228 nm, respectively. Al has the face-centered cubic lattice and its lattice constant is 0.405 nm. Obviously, their lattice types and the lattice constants are different. However, there is
crystallo-graphic orientation relationship between (0001) TiB2 and
(111) Al. It makes TiB2 be good grain refiner of Al alloy.
That means that TiB2particulates can play a role as the nuclei
of heterogeneous nucleation.17)
The basic principle to make the TiB2/7075 composites is
that the submicron TiB2particulates arein situproduced in a
molten alloy by exothermic reactions between elements. TiB2
has high melting point and is thermodynamically very stable.
The TiB2particulates has been synthesized in the melt matrix
before the ¡-Al phase is crystallized. The reason why the
addition of in situ TiB2 particulates can modify
micro-structure of the 7075 alloy may be attributed to the following
factors. First, the presence of TiB2particulates increases the
nucleation kinetics of¡-Al phase by increasing the density of
nuclei in the melt, which is beneficial to the formation offine
¡-Al phase. Second, the impacting of melt droplets
contain-ing TiB2particulates into the semi-solidified slurry during the
solidification made initially formed¡-Al phase with dendrite
arms morphology to be broken into small particles, which
decreased the size of ¡-Al phase and increased its number
of solidification nuclei. Third, the addition of 3% TiB2
particulates creates a high volume fraction of dispersed particulates which are broken up during redistributed on a
fine scale at grain and subgrain boundaries, as well as within
grains. These may act effectively as sinks for vacancies and obstacles to the diffusion of Al atoms over a long distance, particularly along the grain and subgrain boundaries with
which the TiB2particulates interact. As a result, the growth of
¡-Al becomes difficult and their coarsening rate is relatively
reduced. On the other hand, the melt reaching the channel
exit maintains a higher velocity, which is beneficial to
promote uniform distribution of ¡-Al nuclei formed in the
stainless steel beaker. As a result, much more nuclei maybe formed in the alloy.
4. Conclusions
(1) A novel technique, with which TiB2 particulates are
formed by in situ reaction in matrix melt, has been
successfully applied to produce semi-solid TiB2/7075
slurry. This technique provides a new route to solve the problems of course dendrite arm associated with traditional semi-solid wrought aluminum alloys slurry. (d)
(b) (a)
(c)
Fig. 7 The semi-solid microstructure of the 3%TiB2/7075 aluminum matrix composite when the molten alloyflowed through two curved
[image:5.595.103.492.70.361.2]This work was supported by the National High Technology Research and Development Program (“863”Program) of China as Project number 2009AA03Z523.
REFERENCES
1) D. G. Eskin, Suyitno and L. Katgerman:Prog. Mater. Sci.49(2004) 629711.
2) J. Langlais, N. Andrade, A. Lemieuxet al.: Diffus. Defect Data. Pt. B Solid State Phenomena141143(2008)511516.
3) H. V. Atkinson and P. Kapranos: Proc. Sixth Int. Conf. on Semi-Solid
10) X. R. Yang, W. M. Mao and B. Y. Sun:Trans. Nonferrous Met. Soc. China21(2011) 455460.
11) Z. Z. Cheng, M. Mao and Z. C. Wu:Trans. Nonferrous Met. Soc. China
21(2011) 95101 (in Chinese).
12) J. B. Tan, Z. Y. Li, Y. J. Wang, J. C. Liu, C. Gu and J. C. Zhang:Trans. Nonferrous Met. Soc. China19(2009) 607612 (in Chinese).
13) H. M. Guo, X. J. Yang and B. Hu:Acta Metall. Lett.5(2006) 328334.
14) T. Thaga and P. Kapranos: J. Mater. Process. Technol.130131(2002) 594598.
15) G. M. Luet al.: J. Northeastern University (Natural Science)23(2002) 876879 (in Chinese).
16) C. Tjong and Z. Y. Ma: Mater. Sci. Eng.34(2000) 49113. 17) M. Wang, J. J. Gao and S. X. Chen: Foundry Technol.28(2007) 796