Abstract— The objective of this study is to redesign the
blade used for severing the butt ends of aluminium billets in order to eliminate the quality and production problems during the extrusion process. During the end of the cutting process, material from the mold may be detached and gaps between the mold and the next billet occur. This phenomenon creates blisters in the extruded aluminum profiles and many profiles are considered scrap. By alleviating such problem, many quality control complications could be resolved while extrusion’s scrap percentage could be significantly reduced. Various different factors that can affect the cut process are studied herein, with an emphasis given on the angle of the cutting blade and the lubricant used in order to make the severing more efficient. Also, a new design of the blade is proposed in order to improve the cutting process, while the simulations of the process performed investigate the behavior of the system in detail.
Index Term-- Finite Element Analysis, Severing butt ends of Aluminium Billets, Extrusion
I. INTRODUCTION
Aluminum extrusion is a metal forming process used for mass production of aluminum products with constant cross section profiles such as rods, tubes, beams, wires, multi-porting tubes etc. The most commonly and widely practiced type of extrusion in the industry today is the direct extrusion process, also known as the billet-on-billet extrusion. In the direct extrusion process the hot aluminum billet is pushed through the profile opening of a die by the ram in a hydraulic press 1.During the extrusion process, as the ram and the dummy block press the billet through the container, the actual flow of alloy into the die is tapered. A dead metal zone remains at the end of the container, surrounding the cone-shaped section of flowing metal. Oxides, impurities and other inclusions from the skin of the billet accumulate in this area. Care must therefore be taken to ensure that extrusion is stopped before this contaminated alloy is carried through the die and into the product 2. This residue then forms the butt that sticks to the back of the die stack. Hot aluminium extrusion involves complex thermomechanical and chemical interactions between
.
aluminium and tool-steel tooling (mainly extrusion die and container). Furthermore, the local contact conditions at the workpiece/tooling interfaces are of great influence on process parameters, such as productivity, product quality and scrap rate. Finite-element (FE) simulations have been extensively used in scientific research and industrial practice to analyze the extrusion process and to aid in process optimization 3. During the extrusion process after each billet has been extruded, the container is opened to expose the butt. This must then be sheared off before the container is closed, and the next billet is loaded. If this operation is not performed cleanly and efficiently, part of the butt can ‘hang up’ or continue to adhere to the back of the die stack as illustrated in Figure 1 [4]. One of the biggest problems that may occur during the cutting process of the butts is the detachment of material from the interior part of the die. This can cause serious problems during the extrusion process, as material from the next billet cannot cover this gap and blisters will appear in the extruded aluminium profiles, raising the production scrap with several degrees. Figure 2 shows both detached butts and extruded aluminium profiles with blisters. This problem may be even bigger as soon as multi-hole dies are used. Across the aluminium extrusion industry, multi-hole dies are extensively used to produce several solid profiles simultaneously for increases productivity. A multi-hole die may sometimes also be useful in the try to avoid a high reduction ratio, if a single-hole die is used, which requires an excessively high breakthrough pressure. It is important that the multiple extruded profiles coming out of the multi-hole die are at the same velocity and straight (without distortions). Synchronization and flow uniformity are affected by the shape and sizes of the profiles and the number and layout of die orifices, in addition to operational parameters such as extrusion speed and temperature. These can, in principle, be achieved by adjusting the die bearing angle and length, which is delicate manual work of the die corrector 5. However, as much more holes exist in the die, the possibility to have more gaps, that will trap air in them, is increased.
The finite element analysis approach has been chosen in order to simulate the cutting process of the aluminium billet. The stress, strain and deformation results are compared for various cases, while the shape of the detachment is compared with experimental findings. Emphasis is given on the angle of the cutting blade and the lubricant that can be used in order to
E. GIARMAS
1, D. TZETZIS
21 Alumil S.A., Department of Production Planning, 611 00 Kilkis, Greece
2International Hellenic University, School of Science and Technology 14th km Thessaloniki-Moudania,
57001 Thermi, Greece
Experimental and Finite Element Analysis
of Severing the Butt Ends of Aluminum Billets
make the severing more efficient. A new design of the blade is proposed in order to improve the cutting process.
Fig. 1. Severing the butt end
Fig. 2. (a) Detached butt end and (b) Extruded profile with blisters
II. MATERIALS AND METHODS
Alumimium alloy 6061 T6 (6005) has been chosen for the material of the billet. Detail material properties that have been used for the analysis are shown in Table 1. The diameter of the billet is at 178 mm (extrusion machine 1800tn). The material of the cutting blade is ORVAR 2 46-48 HRC. This is a chromium-molybdenum-vanadium-alloyed steel which is characterized by high level of resistance to thermal shock and thermal fatigue, good high-temperature strength, excellent toughness and ductility in all directions, good machinability and polishability, excellent through-hardening properties and good dimensional stability during hardening [6]. The increasing global interest in the manufacture of products of a precise shape, or one which is close to the shape of ready components, has led to a significant development of the hot and cold die forging technology that is used for the construction of tools such as the cutting blade of the butt ends in extrusion lines. Die forging, due to its advantages, is currently the most advanced production technique used in the
mass production of responsible components as in the current case the cutting blade 7.
Table I
Material Properties for AL6061-T6 and ORVAR 2_46-48 HRC
Property AL 6061-T6 ORVAR 2_46-48 HRC
Density (kg/m3) 2700 7800
Young's Modulus (GPa) 71 210
Poisson's Ratio 0,33 0,31
Bulk Modulus (GPa) 69,6 184,2
Shear Modulus (GPa) 26,69 80,15
Tensile Yield Strength
(MPa) 280 1420
Compressive Yield
Strength (MPa) 280 -
Tensile Ultimate
strength (MPa) 310 -
III. FINITE ELEMENT ANALYSIS MODEL
The CAD model has been created in Solidworks and then was inserted in ANSYS software. The ANSYS workbench has been used and specifically the explicit dynamics method. Multilinear Isotropic Hardening was selected for the material model in order to ensure that plastic deformation will be achieved in the course of the severing procedure [8]. The built mesh is shown Figure 3a. The table of the billet and the back side of it, have been chosen as fixed supports. The vertical movement of the cutting blade has also been selected, while the displacement of the two surfaces of the billet have been calculated accordingly.
The two most important factors that are studied in this paper are the angle of the cutting blade and the lubricant that can be used in order to make the severing more efficient. Some factors such as the velocity of the cutting blade and the temperature do not play an important role in the studied model. The velocity is something that cannot be modified during the actual test, so it is not taken into account as a parameter in this study. Thereby, it was kept constant in all simulations. The temperature of the billet is around 400 °C and it is very important to keep it constant during the extrusion process. The temperature of the cutting blade cannot affect the cutting results, because both the size of contact surfaces and the contact time cannot permit important heat transfer phenomena during the cutting process.
Fig. 3. a) The FEA model and b) Shape of the butt end (15mm) in simulation and reality
IV. VALIDATION OF THE MODEL
The simulation with the existent cutting parameters in the production line and comparison with the actual situation is presented in this section. This comparison is very important as it is the only way to detect whether the model can give results that keep up with reality. Three factors are compared. First of all the shape of the cut butt end, the deformation of the butt end and the point from where the detachment occurs. The shapes of the butt end (from the simulation of cutting process and the actual test) that occurred with the existent blade are illustrated in Figure 3b. The width of the butt end is 15mm. It is very important to emphasize that from the first view the results of are almost the same. This is very good evidence that the model has been built correctly and further analysis can optimize the process operation through dimensional changes of the cutting blade so to ameliorate the production process in general. Further measurements of the butt-end with a micrometer was performed in order to compare the measurement values with the total deformation obtained from the simulation. The results revealed that the model has been built in a way that predicts the deformation with high accuracy. The measured deformation was 95,86 mm while the model has shown a deformation of 95,87 mm (Figure 4). The time and the area from where the detachment starts give more information regarding the accuracy of the calculations. The actual detachment in the model was calculated from the percentage detachment which was 74,35% ((1-0,7435)*178 =45,66mm (Figure 5). The accuracy of the model is confirmed from such results since the detachment value is almost identical with the measured one (Figure 5). The detachment has been calculated with the aid of the animation that ANSYS give to the user. At the point that the bottom part of the butt end starts to move without being cut, the phenomenon of detachment has been started. With very simple calculations the percentage of the total billet diameter that has been covered until that moment can be found. Another important test in order to ensure the validation of the results of the FEA model was to measure the detachment area according to the thickness of the butt-end. From the actual production process and the measurements that have been made, the detachment starts earlier for a larger butt-end. Specifically, the detachment area is at around 22,88% larger for a butt end at 30mm. Figure 6 illustrates the results from the measurement and the model. The method that has
been used in order to define the detachment is the same as previously. The detachment was at the 68,6% of the process, which results to (1-0,686)*178 =55,89mm of actual detachment (Figure 6). Clearly, such value is almost identical with the measured one and shows that the model is capable of predicting correctly the behavior of severing the butt-end of aluminum billets.
Fig. 4. Deformation (m) at 95,87mm in ANSYS and reality
Fig. 5. Predicted detachment of 45,66 and reality
V. OPTIMIZATION OF THE PROCESS
The optimization of the cutting process has been made for the blade’s angle and the lubrication of the process. With the aid of the finite element analysis the deformation, the stresses, the strain and the detachment of the butt end during the cutting process have been examined. In addition, the maximum shear stresses that the cutting blade faces are presented below.
Blade’s Angle
The blade’s angle is the first and one of the most important factors that can affect the cutting process. The angle of the blade affects not only the deformation of the butt end but the plastic strain and the detachment of it as well. The dimensions of the existent blade and for the two alternatives are given in Figure 7. The deformation of the butt end plays an important role in the studied process. Despite the fact that it is important in order to be easier for the blade to penetrate the billet deeply, very large deformation may cause earlier the detachment of the butt end. Figure 8 represents the deformation of the butt end for the 3 blades.
Fig. 7. Schematic of the blade with the various angles under study
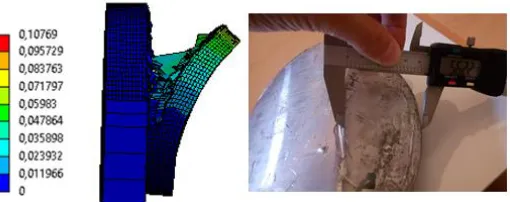
Fig. 8. Deformation (m) for (a) existent Blade, (b) Blade No2 and (c)Blade No3
Fig. 9. Detachment of: a) 45,66mm for blade No1, b) 36,6mm for blade No2 and c) 27,7mm for blade No3
Fig. 10. Equivalent plastic train for (a) existent Blade, (b) Blade No2 and (c) Blade No3
production results. From 45,66 mm the detachment decreases to 36,6mm (-19,84%) and 27,7mm (-39,33%) with the use of blades No2 and No3 respectively.
The plastic strain in the butt end gives very important information about the detachment that occurs during the cutting process. High values for the plastic strain indicate bigger detachment in the model. Figure 10 shows the simulated data for the equivalent plastic strain in the detached area. It is clear that as the angles of the blade decrease, the plastic deformation decreases as well. This observation comes to confirm the previous analysis that has already shown a clear improvement in the process of severing the butt end as the angles of the cutting blade decrease. In detail, the plastic strain in the detached area decreases from 0,82 to 0,74 (-9,7%) and 0,7 (-14,63%) with the use of blades No2 and No3 respectively.
Lubrication
In the current study, Boron Nitride has been tested as preferable lubricant for the extrusion process since such material is the ultimate lubricant to facilitate butt shear. The lubricants that are often used are not suitable since they are suited for up to 200 °C. However, the billet’s temperature is around 400 °C. Boron nitride is the ideal lubricant, not only for its unmatched lubricity, but also for its ease and economy of application [9]. Environmental problems are eliminated and scrap due to blisters is reduced. The friction coefficient that this lubricant can give is 0,3[10].
In order to test the new lubricant, an analysis has been made with the existent blade, as it is important to investigate the way that a Boron Nitride lubricant can ameliorate the cutting process. Boron nitride has been extensively applied in the fields of electronics, physics, and aerospace as a sealing material, taking advantage of its structural stability and excellent anti‐oxidation properties. In a study reported by Wan
et. al. [11 lubricant oils containing Boron Nitride nanoparticles with different concentration were formulated and showed good stability for more than two weeks. In addition, their tribological performances and viscosities were studied. The viscosities of both the nano-Boron Nitride oils and base oil decreased sharply with increasing temperature and no significant distinct between them were found. The nano-Boron Nitride oils could significantly improve the wear and anti-friction properties of the base oil, and lower nanoparticle concentration exhibited better tribological performance. The patching mechanism of the Boron Nitride nanoparticles on the worn surface were confirmed by the Energy Dispersive X-ray Spectrometer (EDS) results and an effective concentration was proposed to be around 0.1wt.% [11.
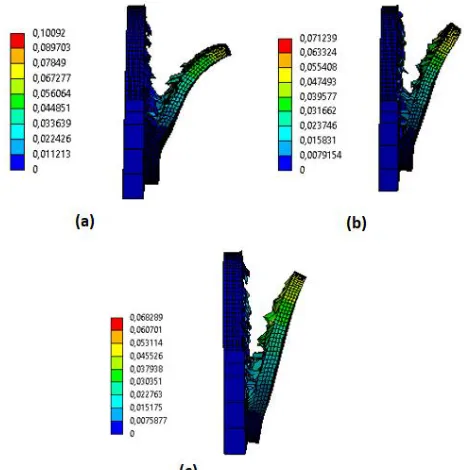
Figure 11 shows the results of this simulation. By comparing the above results, it is evident that with the use of boron nitride as lubricant, the total deformation decreases from 95,8mm to 88,2mm (-8%), the plastic strain in the area of the detachment decreases from 0,78 to 0,74 (-5,1%) and the size of detachment area decreases from 45,66mm to 38,94mm (-14,7%). As a result, the use of boron nitride only can improve the cutting procedure and minimize any defects caused.
Fig. 11. (a) Total Deformation, (b) Equivalent plastic train and (c) Detachment of 38,94 mm for existent Blade and use of Boron Nitride as
Lubricant
Shear and Maximum shear Stresses on the Blade
Figure 12 illustrates the fluctuation of the shear stresses on the blade in the 20% of the cutting process. Due to the vertical movement of the blade and the shear cutting of the billet, these stresses are considerably important. From the actual cutting process, it easily noticed that the butt end curves and a gap between the blade and the butt end is created in the middle (Figure 13). The maximum shear stresses that the blades withstand during the cutting process are presented in Figure 14. It easily understandable that the use of the proper lubricant can decrease the maximum shear stresses. In addition, as the blade’s angles decrease, the maximum stresses increase and the possibility of blade fracture and catastrophic failure is increased. The stresses are lower in the center of the blade due to the curvature of the butt end that created during the cutting process. However, due to the spherical section of the billet, the central part of the blades is in contact with material for longer time and the failures that have been observed practically are mainly located in that region.
Fig. 13. The curved butt end from the actual process
Fig. 14. Maximum Shear Stresses over time for (a) the existent Blade without and (b) with the use of Boron Nitride, (c) Blade No2 and (d) Blade No3
VI. NEW DESIGN STUDY
A new design of the blade is proposed in order to improve the cutting process as shown in Figure 15. Figure 16 shows the deformation and detachment of the newly designed blade No4 as well as the equivalent plastic strain and the maximum shear stresses. By comparing these results with those of the blade No1 (existent blade) it is evident that the total deformation decreases from 95,8mm to 59,4mm (-38%), the plastic strain in the area of the detachment decreases from 0,78 to 0,69 (-11,54%) and the size of detachment area decreases dramatically from 45,66mm to 25,22mm (-44,77%). Finally, the maximum shear stresses in Blade Nο 4 are slightly smaller in comparison to blade No1 but with extremely smoother dispersion across the blade. As a result, taking all the above under consideration, the use of Blade Nο 4 is a very promising design approach, as the detachment decreases in a great grade and the shear stresses on the blade remain in normal levels without the risk of material failure, as the maximum shear stress over time is 736 MPa with the yield strength of Blade’s material at 1280 MPa.
Fig. 15. Technical Drawing of Blade No4
Fig. 16. Deformation (a), Detachment at 25,22 mm (b), Equivalent plastic strain (c) and Maximum Shear Stresses over time (d) for Blade No4
VII. CONCLUSIONS
REFERENCES
[1] Tushar Bakhtiani, Hazim El-Mounayri, Jing Zhang, Numerical simulation of aluminum extrusion using coated die, Materials Today: Proceedings 1 ( 2014 ) 94 – 106
[2] www.castool.com
[3] Liliang Wang Jie Zhou, Jurek Duszczyk, Laurens Katgerman, Friction in aluminium extrusion—Part 1:A review of friction testing techniques for aluminium extrusion Tribology International 56 (2012) 89–98
[4] Pradip K. Saha, Aluminum Extrusion Technology, ASM International ®, Materials Park, Ohio (2000)
[5] Gang Fang1, Jie Zhou, Jurek Duszczyk, FEM simulation of aluminium extrusion through two-hole multi-step pocket dies, journal of materials processing technology 2 0 9 ( 2 0 0 9 ) 1891–1900
[6] UDDEHOLM Technical brochure, Edition 5, 2013
[7] Review of selected methods of increasing the life of forging tools in hot die forging processes, Marek Hawryluk, Archieves of Civil and Mecjanical Engineering 16 (2016) 845-866
[8] M. Binder, F. Klocke, B. Doebbeler An advanced numerical approach on tool wear simulation for tool and process design in metal cutting, Simulation Modelling Practice and Theory, 70 (2017), 68-72
[9] Jens Eichler , Christoph Lesniak, Boron nitride (BN) and BN composites for high-temperature applications, Journal of the European Ceramic Society 28 (2008), 1105-1109
[10] Toshiaki Wakabayashi, Kazumi Okada, Tetsuya Wada, Hiroshi Nishikawa, Boron nitride as a lubricant additive, 232 (1999), 199-206