ZERO TRANS FATTY ACIDS AND
OTHER QUALITY ATTRIBUTES
DURING SUNFLOWER OIL
DEODORIZING COMPARE BETWEEN
SHORT PATH DISTILLATION AND
CONVENTIONAL METHOD
TALAL E. SULIMAN,
School of Food Science and Technology, Jiangnan University, Wuxi- 214122, Jiangsu, China, [email protected]
JIANG JIANG,
Doctor, School of Food Science and Technology, Jiangnan University, Wuxi- 214122, Jiangsu, China, [email protected]
YUANFA LIU*,
Professor, School of Food Science and Technology, Jiangnan University, Wuxi- 214122, Jiangsu,China, [email protected]
Abstract:
The effect of sunflower oil deodorization using short path distillation (SPD) on trans fatty acids formation (TFA) and other factors such as free fatty acids (FFA), oil stability index (OSI), total tocopherol (VE ), colour (LCY) and (LCR) was investigated. The results revealed that by increase the deodorization temperature range of (180-240˚C) all these quality attributes were decreased. However there was no formation of (TFA) even with highest temperature (240˚C), although at this temperature the overall loss of FFA was 96%, oil stability was 27.5%, total tocopherol was 78%, LCR and LCY were 88% and 95% respectively. While these above quality attributes during the deodorization conventional method (DCM) in range of temperature (180-240) were decreased by 94% in term of FFA, 9.4% in case of OSI, and the overall loss of VE was 29.3%, LCR and LCY were 90% and 96% respectively.However, there was 0.58% formation of TFA.
Keywords: Trans fatty fcids, Sunflower oil, Deodorization, Short Path Distillation, Tocopherol.
1. Introduction
The sunflower plant originated in western North America. Sunflowers are botanically classified as Helianthus annuus. They are a yield plant which are grown throughout the world because of their relatively short growing season. Sunflower oil is characterized by its high content of tocopherols (up to 935ppm) which is higher than those of other oils such as soybean and peanut. It is considered to have high stability due to its high content in natural antioxidants [Suliman et al., (2013); Bramley et al., (2000)]. Tocopherols (α, β, γ, and δ) are potential natural antioxidants that could prevent the oils from rancidity during storage and, thus, increasing the shelf life of edible oils [Aluyor and Ori-Jesu, (2008)]. Additionally, tocopherols play an important role in the prevention of many types of diseases (such as Parkinson’s disease, ataxia with vitamin E deficiency, and various cancers). Also, the enhancement body immunity and the reducing cellular aging [Bramley et al., (2000); Zingg, (2007)]. The tocopherol content and pattern of oils are differ greatly which is depend on plant genotype, climatic conditions of growth and harvest, polyunsaturated fatty acid content of oil, and processing and storage conditions [Tasan and Demirci, (2005)].
the diet. It was observed that edible oils may be another source of TFA formation during the thermal processing of food, which has been investigated in canola oil and deodorized sunflower oil [Liu etal.,(2007); Aladedunye and Przybylski, (2009); Tasan and Demirci,(2003)].
These studies indicated that, TFA were formed only under severe conditions, and this was influenced by the composition of the fatty acids in edible oils. Previous studies also reported that, trans isomers formed in edible oils during heating process above 150˚C and the formation of isomers decreased in low unsaturated fatty acids, which suggested that polyunsaturated fatty acids (PUFA) might be the precursors of some TFA via transformation. Vegetable oils are refined by chemical or physical means. The typical oil-refining process includes degumming, chemical or physical refining, bleaching, and deodorizing [Meiyan et al., (2011)].
The objective of refining edible oils is to remove unacceptable materials with the least possible effect on desirable components and the least possible loss of oil [Tasan and Demirci,(2003)]. However, chemical or physical refining subjects oils to severe conditions such as high temperatures, alkali, and metal processing equipment that can alter their chemical compositions and form the polar compounds [Meiyan et al., (2011)]. Deodorization/steam distillation is an important step in the vegetable oil refining process. In both industrial processes, the last stage consists of heating the oil for 1 to 4 h at high temperature (180–260˚C), under low pressure (1–10 mbar), and with steam or nitrogen injection. The heating process during deodorizing and/or physical refining causes changes in the content of minor glycerol compounds that show hydrolytic, oxidative, or thermal degradation [Tasan and Demirci,(2003)]. Small amounts of trans unsaturated FA are formed during refining, particularly in the last refining stage, i.e., during deodorization [Schwarz, (2000)].
Deodorization is employed to remove various oxidation and odoriferous compounds. In addition, free fatty acid (FFA) levels are reduced by deodorization. A fully refined oil contains low levels of FFA (usually ≤ 0.05%), peroxide value and p-anisidine value, at the same time, keep more original flavour. The key point to be concerned in deodorization of highly unsaturated oils is thermal degradation, which leads to the loss of valuable polyunsaturated fatty acids (PUFA). On the other hand besides the formation of TFA, changes in the colour of the oil, may also be indicative of thermal degradation and accumulation of oxidation products [De Greyt etal., (2000)]. Therefore, process parameters for deodorization of highly unsaturated oils must be selected to strike a delicate balance between maximizing removal of undesirable compounds (odour, flavour and FFA) and minimizing thermal degradation of PUFA loss of desire compounds such tocopherols therefore increase the oil stability and shelf life.
The objective of our research was to investigate the effect of deodorization process using short path distillation (SPD) temperature range (180-240˚C) on sunflower oil quality in terms of formation of TFA, FFA, OSI, VE, LCR and LCY.compare with traditional method (DCM).
2. Materials and Methods
2.1. Materials
Sunflower oil was obtained from Shandong Luhua Group LTD (Shandong, China). The crude sunflower oil was extracted by mechanical method and kept away from the light, high temperature and oxygen to avoid auto oxidation. A mixed tocopherols (α, β, γ, and δ) was obtained from Roche vitamins Inc – (Parsippany, new jersey 07054- USA). Bleaching earth type (OBT- 40) was obtained from Ou Bai Te Shi Ye Company (Wuxi, China). All other chemicals and solvents used were of analytical grade.
2.2. Methods
2.2.1 sunflower oil chemical refining
Crude oil was degummed by 0.2% citric acid (40%) at 70˚C with slow agitation for 30 min. Gums were separated by centrifuging at 10,000 rpm for 10 min. Degummed oil was mixed with (1.4%) sodium hydroxide solutions (8.07%) at 40˚C with slow agitation for 30 min, soap stock was separated by decanting and centrifuging at 10,000 rpm for 10 min. The neutralized oil was washed with 15% hot soft water at 85˚C. Then, the washed oil was dried by heating at 90˚C under 75 mm Hg vacuum for 30 min. In the next step, oil was bleached at 80˚C with vigorous stirring for 30 min using 1% bleaching earth (w/w). Then, cooled to 60˚C and filtered. Winterization was carried out at 6 ˚C for 10 h. [Tasan and Demirci, (2005)].
2.2.2. Deodorization of sunflower oil using short path distillation (SPD)
respectively. Target product samples were turned simultaneously to the empty receiver after a certain period of time and samples were taken and kept in dark tube and oil was stored at 4˚C after sampling [ Xuebing et al., (2002); Siew and Cheah, (2009)].
Figure1: Show SPD main parts, inlet and outlet materials
2.2.3. Deodorization of sunflower oil using conventional method (DCM)
The batch deodorization of sunflower oil was carried out in a 150 ml conventional batch deodorizer Fig 2. The equipment consists of 1-L deodorizer flask with thermometer to determine the temperature of oil inside the flask, heating source with magnetic agitator, vacuum gauge, cold finger trap containing liquid nitrogen and mechanical vacuum pump. Vacuum was provided by a pump connected to the condenser. The vacuum was adjusted to less than 500 Pa. The temperature was raised to range of (180-240˚C) and kept at this temperature for 2hr. After deodorization, the oil was cooled down by tap water circulation under N2 protection. Once the deodorized oil reached 60˚C the vacuum was discontinued and samples were taken and kept in dark tube and oil was stored at 4 °C after sampling [Hrastar et al.,(2011)].
Figure 2: Shows conventional deoderizer main parts, inlet and outlet materials
2.2.4. Determination of free fatty acid (FFA) content
2.2.5. Determination of colour
The colour of the oils was determined in duplicate, using the Lovibond method. Colour was measured using the Lovibond (LOVIBOND COLOR TINTOMETER, model PFX880) method described by [Crexi et al., (2009)]. The optical path length of the glass cell was 1" for crude oil and 5.25" for refined oil. Sample was taken in a cube and placed in the provided space in tintometer. The yellow and red values were taken and repeated three times for each sample.
2.2.6. Determination of oxidative oil index
The oxidative stability of chemical refined sunflower oil was determined in accordance with the Rancimat method on a Metrohm 743 Rancimat apparatus at temperature range of (50–220)˚C. The tests were done with 3 g oil samples. Effluent air containing volatile organic acids from the oil samples were collected in a measuring vessel containing distilled water. The conductivity of the water was measured automatically as oxidation proceeded. Filtered, cleaned, dried air was allowed to bubble through the hot oil at flow rate of 20 l/hr. The OSIs of the oil samples were automatically recorded at 120˚C [Farhoosh, (2007)].
2.2.7. Determination of tocopherols content:
The content of tocopherols in the crude and refined oil was detected by HPLC system. A chromatographic system ,consisted of a Waters 1525 binary pump (Waters, Milford, USA), 40 µL injection loop, and photodiode Array Detector (Waters, USA), was used to measure tocopherols content (VE). Lichrospher Si-60 column (250× 2.0, 5 µm, Hanbon Science and Technology, China), was used for separation. A mixture of n-hexane-isopropanol (98.5:1.5 v/v) at a flow rate of 0.15 mL/min was used as a mobile phase. The signal was measured at wavelengths 295 nm [Sanchez et al., (2002)]. Mixed tocopherols (α, β, γ, and δ) was used as standard in order to determine the retention time of each of these components. Sample components were identified and quantified by comparison of peak retention times and sizes with standards and calibration curves of respective standard compounds. The standard was prepared in n-hexane at concentration 0.01 g/mL. One gram of each sample was weighted into a 10 mL actinic glass volumetric flask. The samples were brought to volume with n-hexane before injection onto the HPLC column. The injection volume was 20 µL. At the end of each analysis isopropanol was pumped through the HPLC column for 30 min and n-hexane also for 30 min this removed the more polar oil constituents on the column during the analyses . After this washing step mobile phase was pumping through the column to get equilibration before injection of samples.
Table1 Free fatty acids and other quality attributes during the chemical refining steps of sunflower oil:
Oil FFA (%) OSI (hr) VE (ppm) LCY LCR
Crude oil 0.50± 0.11a 2.76± 0.11a 750.4± 3.55a 70± 0.57a 5.2± 0.01a Neutralized oil 0.10± 0.01b 2.23± 0.07b 670.9± 5.15b 70± 0.57a 4.5± 0.10b Bleached oil 0.13± 0.01b 1.90± 0.01c 618.2± 4.00c 6.5± 0.01b 1.2± 0.01c Winterized oil 0.12± 0.01b 2.00± 0.02c 614.6± 4.40c 6.4± 0.05b 1.2± 0.01c Deodorized oil 0.03± 0.01c 2.25± 0.02b 530.7± 4.90d 2.5± 0.10c 0.5± 0.01d
2.2.8. Determination of total fatty acid composition and TFA
Fatty acid composition and TFA content was determined by preparing fatty acid methyl esters (FAME) from sunflower oil according to the method of Hamilton et al. with small modification [Meiyan et al., (2011)]. Briefly, 2 mL of 0.5 M sodium hydroxide in methanol was mixed with 100 μL of oil in a screw-capped test tube and refluxed for 30 min at 70˚C. The sample was cooled and acidified with 2 mL of a 20% solution of boron triflouride in methanol. The mixture was heated to 80˚C for 3 min. After the mixture was cooled ,FAME was extracted with 2 ml aliquots of hexane. 2 ml of saturated alkaline NaCl solution was to the mixture , and the water phase was removed. The residual water was removed with anhydrous sodium sulfate. An aliquot was transferred to a GC vial for analysis. FAME were separated and analyzed with a GC-14B gas chromatograph, equipped with aflame ionization detector (Shimadzu, Tokyo, Japan) with column sil88 (100m* 0.25* 0.2mm) made by (varian GC column producer, UK).
2.2.9. Statistical analysis
3. Results and discussion
3.1. Total fatty acids composition (TFA)
Table 2, Fatty acids composition during the DCM deodorizing process in range of temperature (180-240) ˚C
Temperature 16:0 18:0 18:1cis 18:1 trans 18:2cis 18:2 trans
180 ˚C 5.30±0.21 5.20±0.24 22.78±0.3 N.D 66.72±0.2 N.D
200 ˚C 5.40±0.08 5.30±0.32 22.89±0.21 N.D 66.41±0.25 N.D
220 ˚C 5.33±0.20 5.19±0.21 22.79±0.27 N.D 66.69±0.31 N.D
240 ˚C 5.43±0.04 5.35±0.05 22.95±0.05 N.D 65.74±0.04 0.58±0.11
N.D: not detected
Table 3, Fatty acids composition during the SPD deodorizing process in range of temperature (180-240) ˚C
Tem(C) 16:0 18:0 18:1cis 18:1 trans 18:2cis 18:2 trans
180 ˚C 5.40±0.11 5.23±0.40 23.03±0.2 N.D 66.81±0.3 N.D
200 ˚C 5.60±0.09 5.10±0.23 22.93±0.2 N.D 66.37±0.2 N.D
220 ˚C 5.53±0.20 4.91±0.13 22.89±0.3 N.D 66.67±0.3 N.D
240 ˚C 5.38±0.03 4.93±0.28 23.07±0.2 N.D 66.61±0.3 N.D
N.D: not detected
The profile of fatty acids during (DCM), in temperature ranging of (180-220˚C). AS can be seen in Table 2, there was no formation of (TFA) has been observed, however when the temperature reached to that level usually used for deodorizing industrial scale (240˚C), there was (0.58%) formation of (TFA). This probably due to the heating technology in which, the oil was in direct contact with heating source at high temperature for long time therefore it can lead to degradation of (PUFA) and form (TFA) [Hrastar et al.,(2011)].On the other hand this content of (TFA) is going to be similar with that content already obtained by Tasan (2003), and the small difference may due to the different processes were used [Tasan and Demirci,(2003)].
Table 3 shows the effect of deodorizing step by using short path distillation (SPD) on fatty acids composition in range of temperature (180-240˚C). It can be seen that,there was no formation of trans fatty acids (TFA), even with highest temperature (240˚C), that is may due to the design of short path distillation where is heating technology is going as continuous process and the function of roller which is distribute the material evenly on the surface of internal heating wall and control the thickness of the material film on the wall Fig 1. Therefore the oil wasn’t in direct contact with heating surface for long time which it can decrease the effect of high temperature on fatty acids composition [Siew and Cheah, (2009)].
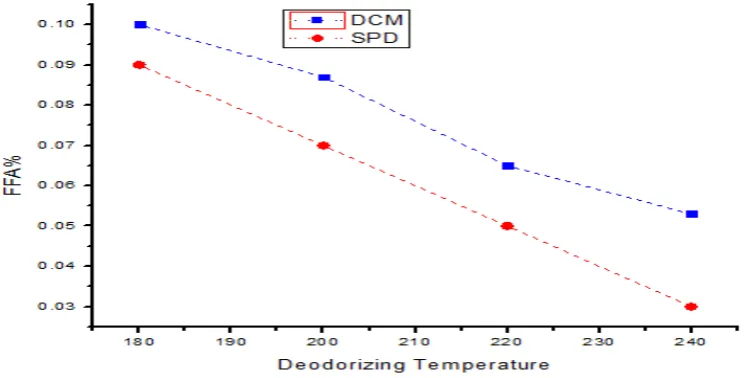
3.2. Free fatty acids (FFA)
Fig 3 shows the FFA content in deodorized oil obtained by SPD, there were varing contents of free fatty acids in distillate oil depending on variants temperatures were used, where is the flow rate and vacuum were constant. However a higher operating temperature showed a lower content of FFA and that is due to the fact the feed liquid is admitted into the evaporator under vacuum, immediately spread into a very thin film, and forced quickly down the evaporation surface. Heated walls and a high vacuum drive the more volatile components including FFA (distillate) to the closely positioned internal condenser as the less volatile components (residue) continue down the cylinder as deodorized oil [Xuebing Xu, (2005)]. However during this process we observed an increase in the amount of condensate in the cooling trap and this may increase the risk of evaporation of volatiles into the pump. Therefore the best performance can be obtained by adjust the evaporating temperature and flow rate [Siew and Cheah, (2009)].
Figure 3: Effect of deodorizing temperature on the FFA of sunflower oil.
3.3
.
Total tocopherols (VE)Fig 4 shows the effect of different temperature on the content of deodorized oil obtained using SPD. It can be seen that, the loss of tocopherol increased with increasing the evaporator temperature with the main role of optimum vacuum, that is returns to in the SPD system the distance between the evaporator and condenser was only a few centimeters. Actually there was no pressure drop between the evaporator surface and the internal condenser. This makes very low pressure distillation possible [Xuebing Xu, (2005)]. In addition there is important role of roller wipe in this system, it optimizes the efficiency of the evaporators. The product film on the surface of the evaporator is mixed continuously. The wiper system minimizes the concentration gradient inside the thin film. In fact, the evaporator surface is also increased by the surface of the rollers. The most significant advantage of an efficient roller-wiper system is its self-cleaning characteristic. Because there was no mechanical load on the evaporation surface, scratches and “fouling” are avoided. Under this optimum condition tocopherols are easy to be separated [Xuebing, (2005)]. Therefore SPD had effects on tocopherols more than DCM [Xuebing et al., (2002)]. From Fig 4, it can be seen that, the effect of DCM on tocopherol content decreased with increasing the deodorizing temperature. This result was expected due to the fact that, deodorizing temperature has significant effect on the tocopherol content and also this process was achieved at high temperature for a long time (2h), this result in agreement with that obtained by [Martincic et al., (2008)].
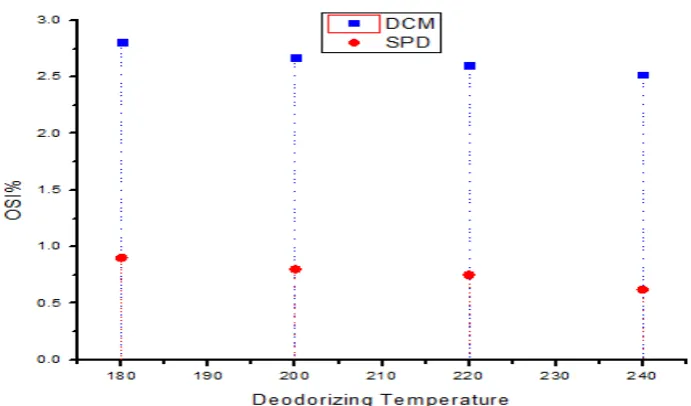
3.4. Oil Stability Index (OSI)
The oxidative stability is an important quality parameter for fats and oils. It is most commonly determined via the active oxygen method (AOM; AOCS Method Cd 12-57) but, for practical reasons, the simpler (and much faster) Rancimat method was used in this study.
Fig 5 shows the effect of SPD on OSI at different temperature ranging of (180-240˚C). OSI during SPD was decreased with increasing the evaporating temperature which it can be seen clearly from Fig 5. However these results were expected in accordance to the fact that, SPD have more effect on the total tocopherol content, in addition, OSI of sunflower oil depends on the content of tocopherol as valuable antioxidant. On the other hand, the effect of DCM on the OSI is shown also in Fig 5 . Results showed that, the effect of SPD on OSI was higher than that of DCM. Also this result was expected because DCM was carried out at a higher temperature and for a longer time which could make tocopherols deteriorated more than separated such as in case of SPD [Xuebing
Figure 4: Effect of deodorizing temperature on the VE of sunflower oil.
Figure 5: Effect of deodorizing temperature on the OSI of sunflower oil
3.5. LCY and LCR
Figure 6: Effect of deodorizing temperature on the LCY of sunflower oil
Figure 7: Effect of deodorizing temperature on the LCR of sunflower oil
4. Conclusion
SPD has achieved an important role in sunflower oil deodorizing process specially in term of formation of TFA therefore it can be considered as the best way to avoid this problem during sunflower oil processing.
SPD also has the important advantages of lower and shorter residence time which it can be interesting in field of industry where is increase production and reduce time therefore reduce the costs are very important. On the other hand SPD was not applicable and effective as traditional methods for the deodorization of oil and fats, in accordance to its effect on tocopherols, therefore, resulted in decreasing of o- oil stability. Thus, more studies are wanted to examine these problematic areas. More studies are also needed to examine internal phenomena to improve efficiency for different applications in lipid processing. A new mechanism and-or optimization to improve the above-mentioned problems might be achievable.
Acknowledgements
This work was supported by the program for New Century Excellent Talents (NCET-100457) and National Twelve-Five plane for Science & Technology (2011BAD02B04).
References
[1] Suliman, Talal; Jiang, Jiang; Yuanfa, liu. (2013). Chemical refining of sunflower oil: effect on oil stability, total tocopherol, free fatty acids and colour, International Journal of Engineering Science and Technology, 5, 449-454.
[2] Bramley, PM.; Elmadfa, I.; Kafatos, A.; Kelly, FJ.; Manios, Y.; Roxborough, HE.; Schuch, W.; Sheehy, PJA.; Wagner, K- H. (2000). Vitamin E. Journal of The Science of Food and Agriculture, 80, 913–938.
[3] Aluyor, EO.; Ori-Jesu, M. (2008). The use of antioxidants in vegetable oils - a review. African Journal of Biotechnology, 7, 4836 – 4842.
[4] Zingg, JM. (2007). Vitamin E: an overview of major research directions. Mol Aspects Med, 28,400–422.
[7] Mozaffarian D. (2006). Trans fatty acids - Effects on systemic inflammation and endothelial function.Atheroscler Suppl, 7, 29–32. [8] Willett, WC. (2006). Trans fatty acids and cardiovascular disease - epidemiological data. Atheroscler Suppl,7, 5–8.
[9] Meiyan Yang; Ying Yang; Shaoping Nie; Mingyong Xie; Feng Chen. Analysis and Formation of trans Fatty Acids in Corn Oil During the Heating Process. (2011). Journal of American Oil Chemists Society, DOI10.1007/s11746-011-1974-x.
[10] Liu WH, Inbaraj BS, Chen BH (2007) Analysis and formation of trans fatty acids in hydrogenated soybeanoil during heating. Journal of Food Chemistry, 104, 1740–1749.
[11] Aladedunye, FA; Przybylski, R. (2009). Degradation and nutritional quality changes of oil during frying. Journal of American Oil Chemists Society, 86,149–156.
[12] Tasan, Murat; Mehmet, Demirci. (2003). Trans FA in Sunflower Oil at Different Steps of Refining, in Journal of American Oil Chemists Society, 80, 825–828.
[13] Schwarz, W., Formation of trans Polyalkenoic Fatty Acids During Vegetable Oil Refining, Eurpean Journal of Lipid Science and Technology, 102, 648–649.
[14] De Greyt, WF; Kellens, MJ; Huyghebaert, AD. (2000). Effect of physical refining on selected minor components in vegetable oils,Lipid–Fett, 101, 428–432.
[15] Xuebing, Xua; Charlotte, Jacobsenb; Nina, Skall Nielsenb; Maike, Timm Heinrichb; Dequan, Zhoua.(2002) . Purification and deodorization of structured lipids by short path distillation, Eurpean Journal of Lipid Science and Technology, 104, 745–755.
[16] Siew, Wai. Lin; Cheah, Kien. Yoo. (2009). Short-path distillation of palm olein and characterization of products, Eurpean Journal of Lipid Science and Technology, 111, 142–147.
[17] Hrastar, R.; Cheong, L. Z.; Xuebing, X.; Miller, R . L.; Kosir, I. Z. (2011). Camelina sativa Oil Deodorization: Balance Between Free Fatty Acids and Color Reduction and Isomerized Byproducts Formation. Journal of The American Oil Chemists Society, 88, 581– 588. [18] Martincic, V.; Golob, J.; Greyt W.; Verhé, R.; Knez, S.; Hoed, V.V.; Zilnik, L.F.; Potocnik, K.; Hras, A. R.; Ayala, J. V. (2008).
Optimization of industrial-scale deodorization of high-oleic sunflower oil via response surface methodology, European Journal of Lipid Science and Technology, 110, 245–253.
[19] Crexi, V. T.; Grunennvaldt, F. L.; Soares, L. A. de S.; Pinto, L. A. A. (2009). Deodorisation process variables for croaker (M. furnieri) oil. Journal of food chemistry, 114, 396–401.
[20] Farhoosh, R. (2007). The effect of operational parameters of the Rancimat method on the determination of the oxidative stability measures and shelf-life prediction of soybean oil. Journal of the American Oil Chemists' Society, 84, 205 – 209.
[21] Sanchez-Machado, DI., Lo´pez-Herna´ndez, J., & Paseiro-Losada, P. (2002). High-performance liquid chromatographic determination of α-tocopherol in macroalgae. The Journal of Chromatography A, 976, 277–284.