Volume 2, Issue 2, 2015 Available online at www.ijiere.com
International Journal of Innovative and Emerging
Research in Engineering
e-ISSN: 2394 – 3343 p-ISSN: 2394 – 5494
“SELF COMPACTING CONCRETE USING
NEUTRALIZED RED MUD”
Manjur A.Shendure
1,Mohit Uphade
2&Gagan Chajjed
3M.Tech Construction Management and M.B.A. Project & Construction Management, MIT College Of Management,Pune, Maharashtra, India 1,2,3
[email protected],[email protected],[email protected]
ABSTRACT
The main aim of the experiment is to study the effect on properties of self compacting concrete using neutralized red mud. The flow characteristics of self compacting concrete using neutralized red mud is measured from J-ring test, V-funnel test, U-box test, L- box test, J-Ring test. Also the strength properties of self-compacting concrete using neutralized red mud like compressive strength and these properties are compared with ordinary concrete strength and normal self compacting concrete and attempt has been made to study the effect of replacement of cement with Neutralized Red Mud and performance of concrete using it.
Keywords:Self Compacting Concrete, Neutralized Red Mud,V-funnel, U-box, L- box test
CITATION: (1)“Application of industrial waste in manufacturing of self compacting concrete”, Government College of
Engineering, Karad, (2) Paratibha Aggarwal 1
, Rafat Siddique 2,*
, Yogesh Aggarwal 1
, Surinder M Gupta,”Self-Compacting Concrete - Procedure for Mix Design”,Leonardo Electronic Journal of Practices and Technologies, Issue 12, Page No. 15-24,January-June 2008, (3) Hajime Okamura1 Masahiro Ouchi2,”Self Compacting Concrete”, Journal of advanced concrete technology Vol.1,No.1,Page No.7,April 2003
I. INTRODUCTION
The development of new technology in the material science is progressing rapidly. In recent years, a lot of research was carried out throughout the world to improve the performance of concrete in terms of its most important properties, i.e. strength and durability. The field of concrete technology has seen miraculous changes due to the invention of various admixtures. The admixtures modify the properties of fresh concrete and offer many advantages to the user. Concrete has no longer remained a construction material consisting of cement, aggregate, and water only, but has becomes an engineered custom tailored material with several new constituents like micro silica, colloidal silica and many other binders, fillers and pozzolanic materials to meet the specific needs of construction industry.
A. Self Compacting Concrete
The development of specifying a concrete according to its performance and requirements, rather than the constituents and ingredients have opened innumerable opportunities for producers of concrete and users to design concrete to suit their specific requirements. Concrete technology has undergone from macro to micro level study in the enhancement of strength and durability properties from 1980 onwards. Till 1980 the research study was focused only to flow ability of concrete, so as to enhance the strength however durability did not draw lot of attention of the concrete technologists. This type of study has resulted in the development of self compacting concrete (SCC), a much needed revolution in concrete industry.
One of the most outstanding advances in the concrete technology in the last decade is “self compacting concrete” (SCC).The concept of Self-compacting was proposed in 1986 by Professor Hajime Okamura. However the prototype was first developed in 1988 in Japan, by Professor Ozawa at the University of Tokyo. Now, all over the world, a lot of research is going on, so as to optimize the fluidity of concrete with its strength and durability properties without a drastically increase in the cost. The first North American conference on design and use of self-consolidation concrete was organized in November 2002. At present many researchers are working in numerous universities and government R&D organizations due to benefits of the use of this concrete. A very limited work is reported from India, where the future for concrete is very bright due to scarcity of skilled man power, non-mechanization of construction industry, abundant availability of construction materials available at very low cost. Therefore, it can be said that SCC is still quite unknown to many researchers, builders, ready mix concrete producers, academia etc.
Volume 2, Issue 2, 2015 structural practices, sometimes, there are inaccessible pockets or zones where concrete cannot be placed, except availability of small opening through which concrete can be fed. Poking the concrete with instruments such as vibrators becomes impossible. In such contingencies concrete should flow like a fluid on its self-weight and travel to all inaccessible zones without segregation. This is where application of SCC makes a lot of sense.
B. Need of SCC?
Now having a look over history of SCC, question arises that what is needed to go for SCC? So, here are some of the important aspects to go with SCC:
The answer to the problem may be a type of concrete which can get compacted into every corner of form work and gap between steel, purely by means of its own weight and without the need for compaction. The SCC concept was required to overcome these difficulties. The SCC concept can be stated as the concrete that meets special performance and uniformity requirements that cannot always be obtained by using conventional ingredients, normal mixing procedure and curing practices. The SCC is an engineered material consisting of cement, aggregates, water and admixtures with several new constituents like colloidal silica, pozzolanic materials, and chemical admixtures to take care of specific requirements, such as, high-flow ability, compressive strength, high workability, enhanced resistances to chemical or mechanical stresses, lower permeability, durability, resistance against segregation, and possibility under dense reinforcement conditions.
The properties, such as, fluidity and high resistance to segregation enables the placement of concrete without vibrations and with reduced labour, noise and much less wear and tear of equipment. Use of SCC overcomes the problem of concrete placement in heavily reinforced sections and it helps to shorten construction period. Self-compacting concrete is growing rapidly, especially in the precast market where its advantages are rapidly understood and utilized. Super plasticizer enhances deformability and with the reduction of water/powder segregation resistance is increased. High deformability and high segregation resistance is obtained by limiting the amount of coarse aggregate. However, the high dosage of super-plasticizer used for reduction of the liquid limit and for better workability, the high powder content as ‘lubricant’ for the coarse aggregates, as well as the use of viscosity-agents to increase the viscosity of the concrete have to be taken into account.
As the name suggests, it does not require to be vibrated to achieve full compaction. This offers many 2 benefits and advantages over conventional concrete. SCC has an improved quality of concrete and reduction of on-site repairs, faster construction times, lower overall costs and facilitation of introduction of automation into concrete construction.
C. Use of Red Mud in Construction
Scientists, engineers and technologists are continuously in search for materials which can be used as substitutes for conventional materials or which posses such properties that would enable their use for new design and innovations. The raw materials for making cement and aggregates are essentially limitless since practically all the earth’s crust can be utilized if associated costs and energy requirements can be compiled with it. This course of action cannot be taken as there are other constraints that merit the closer examination .Various materials can be used in making concrete. Some of these are tried with some success while others are in feasible form of using them in concrete making. The form in which they are used is wide and varied, they may be used as binder material, as partial replacers of Portland cement or directly as aggregates in their natural or processed states. Due to industrialization there is greater increase in the amount of red mud which is one of the major solid wastes coming from Bayer process of alumina production. This red mud produced every day and dumped on the ground causes threat to environment. It causes ground water pollution and land deterioration. This red mud can be used in construction activity thus reducing the problem of environmental pollution and reducing the cost of construction and also it may make the concrete high performing from the durability point of view. The Red mud is the iron rich residue from the digestion of bauxite. It is one of the major solid wastes coming from Bayer process of alumina production. In general, about 2-4 tones of bauxite is required for production of each tone of alumina (Al2O3) & about one tone red mud is generated. Since the red mud is generated in bulk it has to be stored in large confined & impervious ponds, therefore the bauxite refining is gradually encircled by the" storage ponds. At present about 60 million tones of red mud is generated annually worldwide which is not being disposed or recycled satisfactorily. In the most common method of dumping that is the impoundment on land in a disked impervious area called ponds. The mud slurry is pumped to the ponds situated close to the bauxite refinery .The mud accumulates & settles in the pond in due course of time. In order to reduce alkali pollution through red mud a number of methods using drainage decantation & special technique such as dry disposal have been developed. Dry disposal is expensive & not yet installed anywhere in India. However the dry disposal can only conserve the land to a considerable extent, but the conservation of minerals remains unattempted.
II. OBJECTIVESOFSELFCOMPACTINNGCONCRETEUSINGNEUTRALIZEDREDMUD?
This work is carried out to study the properties of neutralized red mud in self compacting concrete, and attempt has been made to study the effect of replacement of cement with NRM (Neutralized Red Mud) and performance of concrete using it.
Following are some of the objectives:
Study the properties of self compacting concrete in fresh and hardened state.
Volume 2, Issue 2, 2015 Comparison between the properties of SCC when neutralized red mud is used in different proportions.
By keeping above objectives in mind, the aims of present study were to check the suitability and utilization of NRM as partial replacement of cement and fly ash in self compacting concrete.
With the above objectives, a comparative study on strength parameters is done against conventional concrete and self compacting concrete to study the behavior of SCC with NRM.
The experimental test carried out was as follows:
The Flow properties of SCC was measured by taking tests like Slump Flow Test, U-Box Test, L-Box Test, J-Ring Test, V-Funnel Test.
With constant water/cement ratio, concrete design mix of M50 grade (SCC) was prepared and was studied for Compressive strength.
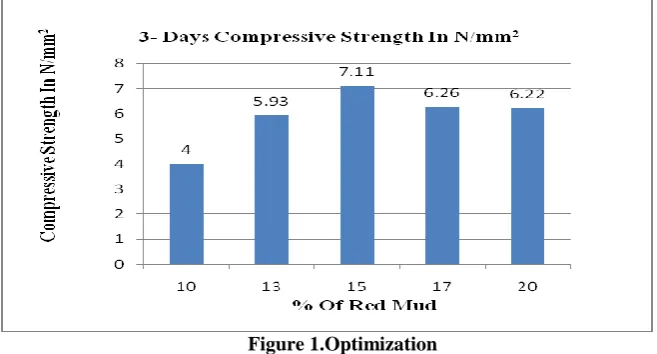
The cement is replaced by 15% NRM by optimization in conventional concrete and hence the 15% NRM in SCC with varying proportion of fly ash like 30%, 35%, 40%. The Compressive test are done after curing period of 7 days, 28 days and 56 days for the water/binder ratio of 0.4 for concrete mix design of M50 grade (SCC).
For Compressive strength test specimens of size 150mmX150mmX150mm were prepared for every mix and cement is replaced by 15% NRM and different proportion of Fly ash in SCC. In all concrete mix design Ultra Tech OPC 43 Grade Cement, locally available river sand and coarse aggregate (20mm down size) were used.
III.PROCEDUREOFCONCRETEMIXANDOPTIMIZATIONOFNRM
D. Preparation of moulds
The standard cast iron moulds were used for casting of specimen. The standard size of mould 150mm X 150 mm X 150 mm, beam mould 100 mm X 100 mm X 500 mm and Cylinder 100mm dia. & 200 mm height were used. The moulds were checked for dimension with vernier. The moulds were clean with wire brush and then oiled before casting work.
E. Preparation Of Concrete
Self Compacting Concrete design mix of grade M50 was prepared by trial & Error Method and the mixing of ingredients was done as per the design. Cement was replaced by various percentage of NRM in conventional concrete for optimization.
Figure 1.Optimization
F. Casting of Cubes
The specimens were prepared and directly place in moulds. Excess material was removed and the mould was leveled by using trowel.
G. Curing And Testing Of Specimen
All the casted mould was kept undisturbed on leveled platform. They were demoulded carefully after 24 hrs immediately after demoulding the specimen were marked by their respective identification mark/number (ID) and then they were carefully transfer to the curing tank for water curing. Testing of cubes was carried in compression testing machine of capacity 2000 KN capacity to determine the compression test of design mix.
CONCERETE MIX DESIGN FOR SELF COMPACTING CONCRETE
Mix design can be defined as the process of selecting suitable ingredients of concrete and pining their relative proportions with the object of producing concrete of certain minimum strength and durability as economically as possible. One of the ultimate aims of studying the various properties of the materials of concrete is to enable a concrete technologist to design a concrete mix for a particular strength and durability. Following are the some methods available for concrete design mix.
Indian Road Congress, IRC 44 Method High Strength Concrete Mix Design ACI Committee 211 Method
Volume 2, Issue 2, 2015 Out of the above methods, some of them are not very widely used because of some difficulties or drawbacks in the procedure for arriving at the satisfactory proportions. The ACI Committee 211 method and Indian Standard Recommended methods are commonly used for concrete design.
Hence for this project work Indian Standard Recommended Method, IS 10262 and Trial-Error method was adopted to calculate the proportions of ingredients of concrete.
TRIALS OF M 50 GRADE CONCRETE DESIGN MIX ( SELF COMPACTING CONCRETE)
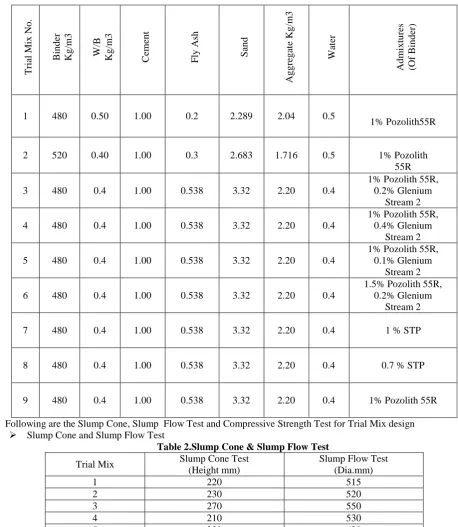
Table 1. Trial Mix Design
Following are the Slump Cone, Slump Flow Test and Compressive Strength Test for Trial Mix design Slump Cone and Slump Flow Test
Table 2.Slump Cone & Slump Flow Test
Trial Mix Slump Cone Test (Height mm)
Slump Flow Test (Dia.mm)
1 220 515
2 230 520
3 270 550
4 210 530
5 220 620
6 230 680
7 280 775
8 270 730
9 200 500
T rial Mix No . B in d er Kg /m 3 W /B Kg /m 3 C em en t Fly Ash San d Ag g reg ate Kg /m 3 W ater Ad m ix tu res (Of B in d er )
1 480 0.50 1.00 0.2 2.289 2.04 0.5
1% Pozolith55R
2 520 0.40 1.00 0.3 2.683 1.716 0.5 1% Pozolith
55R
3 480 0.4 1.00 0.538 3.32 2.20 0.4
1% Pozolith 55R, 0.2% Glenium
Stream 2
4 480 0.4 1.00 0.538 3.32 2.20 0.4
1% Pozolith 55R, 0.4% Glenium
Stream 2
5 480 0.4 1.00 0.538 3.32 2.20 0.4
1% Pozolith 55R, 0.1% Glenium
Stream 2
6 480 0.4 1.00 0.538 3.32 2.20 0.4
1.5% Pozolith 55R, 0.2% Glenium
Stream 2
7 480 0.4 1.00 0.538 3.32 2.20 0.4 1 % STP
8 480 0.4 1.00 0.538 3.32 2.20 0.4 0.7 % STP
Volume 2, Issue 2, 2015
Figure 2.Slump Cone & Slump Flow Test
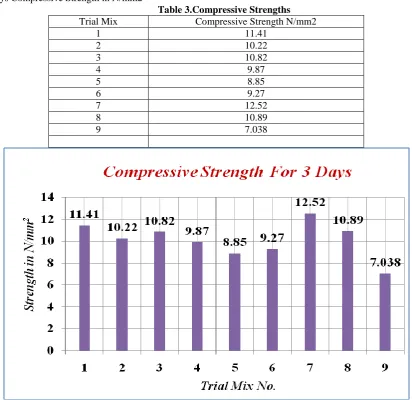
3 -Days Compressive Strength in N/mm2
Table 3.Compressive Strengths Trial Mix Compressive Strength N/mm2
1 11.41
2 10.22
3 10.82
4 9.87
5 8.85
6 9.27
7 12.52
8 10.89
9 7.038
Volume 2, Issue 2, 2015 On the basis of above Slump Cone Test & Slump Flow Test(Table11& Graph No.2,Graph No.4) and 3 Days Compressive Test Result(Table12,Graph No.3 Graph No.5),we Finalized Trial Mix No. 7 as Self Compacting Concrete Mix Design
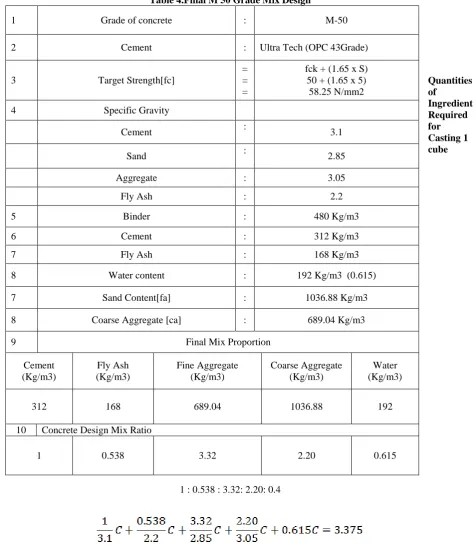
Concrete Design Mix (M 50 Grade)
Table 4.Final M 50 Grade Mix Design
Quantities of
Ingredient Required for Casting 1 cube
1 : 0.538 : 3.32: 2.20: 0.4
Table 5. Material quantities required for one cube
1. Cement = 1.1029 Kg
2. Fly Ash = 0.593 Kg
3. Sand = 3.66 Kg
4. Aggregate = 2.426 Kg
1 Grade of concrete : M-50
2 Cement : Ultra Tech (OPC 43Grade)
3 Target Strength[fc]
= = =
fck + (1.65 x S) 50 + (1.65 x 5) 58.25 N/mm2
4 Specific Gravity
Cement : 3.1
Sand : 2.85
Aggregate : 3.05
Fly Ash : 2.2
5 Binder : 480 Kg/m3
6 Cement : 312 Kg/m3
7 Fly Ash : 168 Kg/m3
8 Water content : 192 Kg/m3 (0.615)
7 Sand Content[fa] : 1036.88 Kg/m3
8 Coarse Aggregate [ca] : 689.04 Kg/m3
9 Final Mix Proportion
Cement (Kg/m3)
Fly Ash (Kg/m3)
Fine Aggregate (Kg/m3)
Coarse Aggregate (Kg/m3)
Water (Kg/m3)
312 168 689.04 1036.88 192
10 Concrete Design Mix Ratio
Volume 2, Issue 2, 2015
5. Water = 0.678 Kg
6. Chemical = 0.01696 Kg
V. RESULT ANALYSIS
A. Fresh Property
For 15 % Neutralized Red Mud and 35% Fly Ash
Table 6.Fresh Property of Concrete
SLUMP TEST Slump Flow (mm) 635
T-50 Sec 7.2
J-Ring Test
Slump Flow (mm) 575
Ht. Inside J-Ring(mm) 270
Ht. Outside J-Ring (mm) 280
L-Box Test
T-20 Sec. 6.32
T-40 Sec. 13.4
H2/H1 0.915
U-Box Test H1-H2 (mm) 9
V-Funnel Test T0 Sec. 8.21
T5 min. Sec. 11.45
For 15 % Neutralized Red Mud and 30% Fly Ash
Table 7.Fresh Property of Concrete
SLUMP TEST Slump Flow (mm) 690
T-50 Sec 8.2
J-Ring Test
Slum Flow (mm) 640
Ht. Inside J-Ring (mm) 266 Ht. Outside J-Ring (mm) 275
L-Box Test
T-20 Sec. 5.90
T-40 Sec. 13.10
H2/H1 1.116
U-Box Test H1-H2 (mm) 16
V-Funnel Test T0 Sec. 7.53
T5 min. Sec. 12.95
For 15 % Neutralized Red Mud and 40% Fly Ash
Table 8.Fresh Property of Concrete
SLUMP TEST
Slump Flow (mm) 650
T-50 Sec 8.05
J-Ring Test
Slum Flow (mm) 595
Ht. Inside J-Ring (mm) 272
Ht. Outside J-Ring (mm) 289
L-Box Test
T-20 Sec. 7.2
T-40 Sec. 14.23
Volume 2, Issue 2, 2015
U-Box Test H1-H2 (mm) 13
V-Funnel Test
T0 Sec. 9.05
T5 min. Sec. 13.25
B. Hardened Property
7 Days Compressive Strength
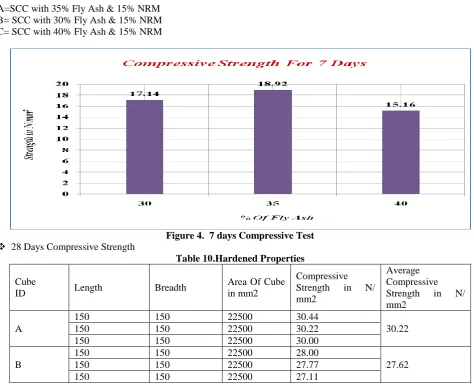
Table 9.Hardened property
Cube
ID Length Breadth
Area Of Cube in mm2
Compressive Strength in N/ mm2
Average Compressive Strength in N/ mm2
A
150 147 22050 19.29
18.92
150 147 22050 18.59
150 150 22500 18.88
B
152 150 22800 17.10
17.14
153 150 22950 17.21
150 150 22500 17.11
C
150 149 22350 15.65
15.16
150 149 22350 14.54
150 148 22200 15.31
A=SCC with 35% Fly Ash & 15% NRM B= SCC with 30% Fly Ash & 15% NRM C= SCC with 40% Fly Ash & 15% NRM
Figure 4. 7 days Compressive Test 28 Days Compressive Strength
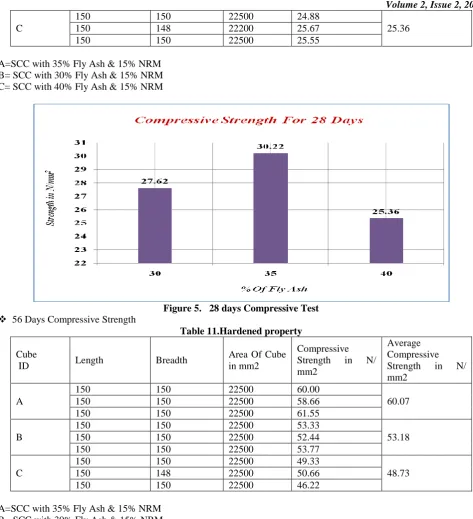
Table 10.Hardened Properties
Cube
ID Length Breadth
Area Of Cube in mm2
Compressive Strength in N/ mm2
Average Compressive Strength in N/ mm2
A
150 150 22500 30.44
30.22
150 150 22500 30.22
150 150 22500 30.00
B
150 150 22500 28.00
27.62
150 150 22500 27.77
Volume 2, Issue 2, 2015 C
150 150 22500 24.88
25.36
150 148 22200 25.67
150 150 22500 25.55
A=SCC with 35% Fly Ash & 15% NRM B= SCC with 30% Fly Ash & 15% NRM C= SCC with 40% Fly Ash & 15% NRM
Figure 5. 28 days Compressive Test 56 Days Compressive Strength
Table 11.Hardened property
Cube
ID Length Breadth
Area Of Cube in mm2
Compressive Strength in N/ mm2
Average Compressive Strength in N/ mm2
A
150 150 22500 60.00
60.07
150 150 22500 58.66
150 150 22500 61.55
B
150 150 22500 53.33
53.18
150 150 22500 52.44
150 150 22500 53.77
C
150 150 22500 49.33
48.73
150 148 22500 50.66
150 150 22500 46.22
A=SCC with 35% Fly Ash & 15% NRM B= SCC with 30% Fly Ash & 15% NRM C= SCC with 40% Fly Ash & 15% NRM
Volume 2, Issue 2, 2015
Figure 7.Compressive Test Comparison
7 Days Compressive Strength
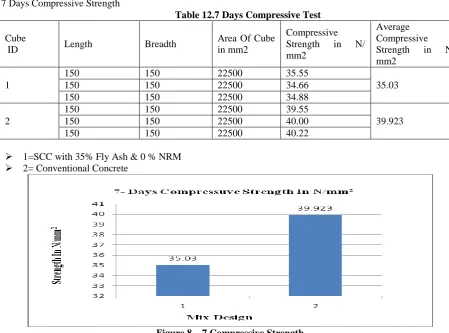
Table 12.7 Days Compressive Test
Cube
ID Length Breadth
Area Of Cube in mm2
Compressive Strength in N/ mm2
Average Compressive Strength in N/ mm2
1
150 150 22500 35.55
35.03
150 150 22500 34.66
150 150 22500 34.88
2
150 150 22500 39.55
39.923
150 150 22500 40.00
150 150 22500 40.22
1=SCC with 35% Fly Ash & 0 % NRM 2= Conventional Concrete
Figure 8. 7 Compressive Strength
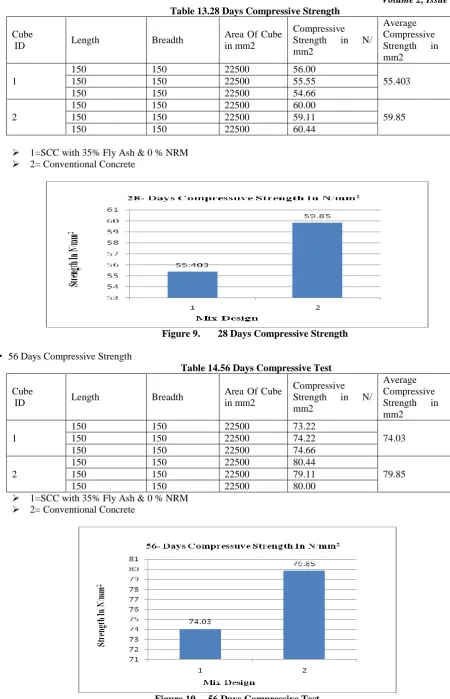
Volume 2, Issue 2, 2015 Table 13.28 Days Compressive Strength
Cube
ID Length Breadth
Area Of Cube in mm2
Compressive Strength in N/ mm2
Average Compressive Strength in N/ mm2
1
150 150 22500 56.00
55.403
150 150 22500 55.55
150 150 22500 54.66
2
150 150 22500 60.00
59.85
150 150 22500 59.11
150 150 22500 60.44
1=SCC with 35% Fly Ash & 0 % NRM 2= Conventional Concrete
Figure 9. 28 Days Compressive Strength
56 Days Compressive Strength
Table 14.56 Days Compressive Test
Cube
ID Length Breadth
Area Of Cube in mm2
Compressive Strength in N/ mm2
Average Compressive Strength in N/ mm2
1
150 150 22500 73.22
74.03
150 150 22500 74.22
150 150 22500 74.66
2
150 150 22500 80.44
79.85
150 150 22500 79.11
150 150 22500 80.00
1=SCC with 35% Fly Ash & 0 % NRM 2= Conventional Concrete
Volume 2, Issue 2, 2015
VI. CONCLUSION
After testing of Self compacting concrete with 15% NRM and variation in fly ash as 30%, 35%, 40% , Self Compacting Concrete with 35% fly ash & 0% NRM and Conventional Concrete, we found following results:-
WITH RESPECT TO STRENGTH
By using 35% fly ash and 15% neutralized red mud gives more compressive strength than 30% fly ash and 15% neutralized red mud & 40% fly ash and 15% neutralized red mud.
Self compacting concrete with 35% fly ash and 0% NRM gives minimum strength against conventional concrete but it is achieved is targeted strength.
Self compacting concrete using 15% neutralized red mud (35% fly ash) gives minimum strength against self compacting concrete with 35% fly ash and 0% NRM but it is achieved is targeted strength.
Finally we concluded that, using 35% Fly Ash +15% NRM gives optimum for properties of self compacting concrete (SCC) & also Compressive Strength.
VII. PHOTOS
. Figure 11.Dry mix of neutralized red mud self compacting concrete
Volume 2, Issue 2, 2015
Figure 13. U-Box Test
VII. REFERENCE
[1] Bouziani Tayeb*1,, Benmounah Abdelbaki1, Bederina Madani2 and Lamara Mohamed2, “Effect of Marble Powder on the Properties of Self-Compacting Sand Concrete”:-The Open Construction and Building Technology Journal, Page No 25-29,2011.
[2] Farukh Farrokhi, “Self compacting concrete”, Institute of beton technology-technical university of graz-austria [3] Hajime Okamura1 Masahiro Ouchi2,”Self Compacting Concrete”, Journal of advanced concrete technology
Vol.1,No.1, Page No.7,April 2003.
[4] I Papayianni1,E.Anastasiou,”1Development of self compacting concrete by using high volume of calcareous fly ash”, World of coal ash(WOCA),conformance abstract, May 9-12,2011 in Denver, Co USA.
[5] Indian Road Congress, IRC 44 Method.
[6] Indian Standard Recommended Method IS 10262-2007. [7] M.L.Gambhir, “Concrete Technology, published by The McGraw-Hill Companies, New Delhi.
[8] Mohammed Sonebi,“Medium strength self-compacting concrete containing fly ash”, Advanced Concrete and Masonry Centre, University of Paisley, Paisley PA1 2BE, Scotland, UK.
[9] M.S.Shetty, “Concrete Technology Theory & Practice,published by S.Chand & Company,Ram Nagar,New Delhi.
[10]Nan Sua*, Kung-Chung Hsub, His-Wen Chaic,, “A simple mix design method for self-compacting concrete”, Cement and Concrete Research ,Page No.1-9, 2001.
[11]Prakash Parasivamurthy,Veena Jawali,B.V.Kiran kumar,Study of Self Compacting High Volume Fly Ash Concrete using silica fume fly ash, World of coal ash(WOCA),conformance abstract, May 9-12,2011 in Denver, Co USA.
[12]Paratibha Aggarwal1, Rafat Siddique2,*, Yogesh Aggarwal1, Surinder M Gupta,”Self-Compacting Concrete - Procedure for Mix Design”, Leonardo Electronic Journal of Practices and Technologies, Issue 12, Page No. 15-24,January-June 2008.
[13]Suraj N. Shah, Shweta S. Sutar, Archana S. Shelake, “Application of industrial waste in manufacturing of self compacting concrete”,Government College of Engineering, Karad.