Examination of Aircraft 's Cable Control Systems Tension
Full text
Figure
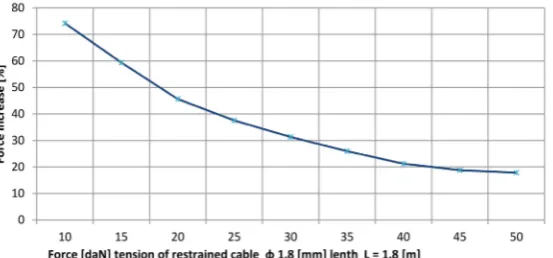
![Fig. 8. Increasing the force in the cable φ 1.8 [mm] as a function of the deflection value of the device](https://thumb-us.123doks.com/thumbv2/123dok_us/8805437.1774311/6.595.159.439.634.753/fig-increasing-force-cable-function-deflection-value-device.webp)
Related documents
The optimized MWPA was concentrated and extracted using ethyl acetate and was further determined for its antimicrobial properties against Gram positive and Gram negative bacterial
There are infinitely many principles of justice (conclusion). 24 “These, Socrates, said Parmenides, are a few, and only a few of the difficulties in which we are involved if
Хат уу буудай нъ ТгШсит ёигит зүйлд хамаарагддаг нэг настай ихэечлэн зусах хэлбэртэй үет ургамал бөгөөд уураг ихтэй, шилэрхэг үртэй, натур жин их байдгаараа
Twenty-five percent of our respondents listed unilateral hearing loss as an indication for BAHA im- plantation, and only 17% routinely offered this treatment to children with
Abstract This paper analyzes how the policy style of local employment agencies is correlated with the award intensity of training vouchers for the unemployed – an important in-
present study is thus intended to investigate the comparative dose- related effects of artemether-lumefantrine and its combinant drugs: artemether and lumefantrine (represented by
Background and Objectives: Serratia marcescens , a potentially pathogenic bacterium, benefits from its swarming motility and resistance to antibiotic as two important
Secondary research question #5: Among 2014 and 2015 high school graduates from four large Oregon school districts who entered an Oregon public 4-year postsecondary institution the
