Influence Of Hole Size, Hole Shape And
Hole Pattern On Spring-Back Effect In
Perforated Sheet Metals Using FEM
VENKATACHALAM, G.*
School of Mechanical & Building Sciences, VIT University, Vellore, India – 632014.
[email protected] www.vit.ac.in
NARAYANAN, S.
School of Mechanical & Building Sciences, VIT University, Vellore, India – 632014.
[email protected] www.vit.ac.in
SATHIYA NARAYANAN, C.
Dept. of Production Engg., NIT, Tiruchirapalli, India – 620015.
[email protected] www.nitt.edu
Abstract:
Spring-back is a phenomenon that occurs during metal forming processes. It occurs from the elastic recovery during unloading. Spring-back effect of perforated commercial pure Aluminium sheet is investigated in this work. Perforated sheet metals performance is influenced by percentage of open area, number of holes, ligament ratio, hole size, hole shape, arrangement of hole pattern and thickness. Among the above, the influences of hole size, hole shape and hole arrangement pattern are considered in this paper. Sheet metal V-bending process is modeled using Finite Element Method. It has been found that spring-back decreases when hole size increases. Sheets with square holes exhibit more spring-back than that of circular holes. Spring-back of sheets with holes arranged in triangular pattern is less than that of holes arranged in square pattern.
Keywords: Spring-back; Perforated sheet metals; FEM; V-Bending.
1. Introduction
When the forming tools are removed after the process, there is a change in geometry of final part formed. This effect is called spring-back. In general, the total strain in a material during a metal forming process is the sum of the elastic and plastic strain. The elastic strain is temporary and it is recovered during unloading. But the plastic strain is permanent and unrecoverable. This phenomenon leads to spring-back effect in metal forming processes. Spring-back is natural in almost all metal forming processes, becomes more important when bending is considered. The uses of perforated sheet metals, both in industrial and domestic requirements, lead the researchers to study its spring-back investigations.
2. Literature Review
algorithm based on calculating the traction distributions on the deformed sheet in order to optimize the tool design. [Papeleux and Ponthot (2002)] demonstrated numerically spatial integration, friction and the effect of blank holder force, etc. on the forming response. [Tekaslan et al. (2008)] studied the influence of bend angles on spring-back in sheet metals for ‘V’ bending die. They concluded the following (i) holding the punch longer on the material bent reduces spring-back (ii) as bend angle increases spring-back angle increases. [Liu et al. (2007)] used the genetic algorithm-artificial neural network to predict spring-back and concluded that spring-back value is lower for bigger Young’s modulus, smaller ratio of bending radius to sheet thickness, bigger ratio of bending height to sheet thickness, thicker sheet metal, and bigger ratio of tool gap to sheet thickness. [Shu and Hung (1996)] studied finite element analysis and the optimization of spring-back reduction using the double-bend technique. [Chou and Hung (1999)] analyzed several spring-back reduction techniques used in U-bending with the finite element method. [Cho et.al (2003)] stated that punch corner radius, the punch-die clearance and friction coefficient exhibit significant effect on Springback effect. [Chan et.al (2004)] studied spring-back angles of the work piece by varying the punch angle, punch radius and die-lip radius in V-bending process. [Rebelo et al. (1990)] discussed several aspects of finite element analysis for sheet metal forming processes through some case studies of practical applications. [Muderrisoglu et al. (1997)] studied Computer Aided Design for the bending, flanging and hemming of steels and aluminium alloys using some different finite element codes. [Pourboghrat and Chu (1995)] developed a method for predicting spring-back and side-wall curls in two-dimensional plane-strain draw bending operations using moment-curvature relationships derived for sheets undergoing plane strain stretching, bending and unbending deformations using finite element analysis software. [Panthi et al. (2010)] predicted the spring-back in a typical sheet metal bending process and investigated the influence of parameters such as young’s modulus, strain hardening, yield stress on spring-back. [Micari et al. (1997)] used an explicit finite-element code to simulate fully three-dimensional sheet metal-forming processes and an implicit code to analyze the spring-back phase.
In all the works discussed above, spring-back issue has been investigated for sheet metals without perforations. Perforated sheet metals, made from Aluminium, are very versatile because of their light weight construction. An attempt is made in this work to study the influence of hole size, hole shape and hole arrangement pattern on spring-back of perforated sheet metals using Finite Element Method.
3. Modeling
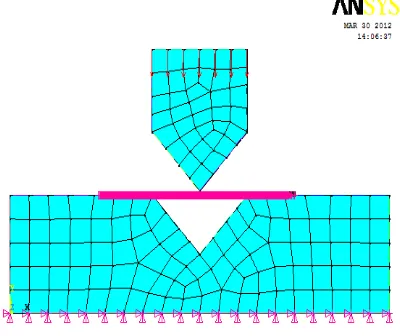
V-bending process was modeled using Finite Element Method which is shown in figure.1. Commercial FEA Figure 1. Finite Element Modeling of V-bending
process
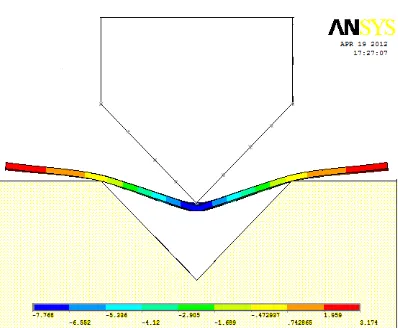
the illustration of spring-back feature and how the spring-back angle is measured in V-bending process. Figures 4 and 5 show the bending of sheets after loading and unloading (i.e. after spring-back effect) respectively.
4. Results & Discussion
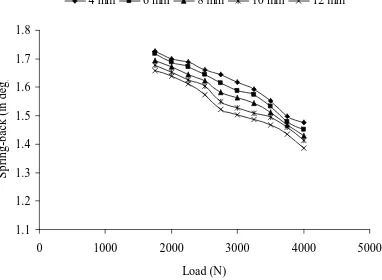
Firstly perforated sheets, square pattern of circular holes, were modeled based on varying hole sizes. The ligament ratio, thickness and open area were maintained as 0.375, 1.5 mm and 19.63% respectively. The hole sizes considered were 4 mm, 6 mm, 8 mm, 10 mm and 12 mm. The second set of models was designed based on varying hole shapes. Circular and square holes were taken for the analysis. The thickness, ligament ratio and open area were maintained as 1.5 mm, 0.375 and 19.63% respectively. In the third set of modeling, circular holes arranged in square pattern and circular holes arranged in triangular pattern were considered. The hole size, ligament ratio and open area were kept as 10 mm, 0.375 and 19.63% respectively. Figures 6 and 7 give the spring-back angle of sheet metals for different hole sizes. Spring-back angle decreases when size of hole in sheet metal increases. This is because of the increase in effective Young’s modulus of sheet metal when hole size increases. Figure 6 gives back Vs hole size for two different loadings where as figure 7 gives spring-back Vs load for hole sizes. Figures 8 and 9 present the influence of hole shape on spring-spring-back for different loadings and different open areas respectively. Spring-back angle is high for sheet with square holes than that of circular holes as the effective Young’s modulus is low for sheet with square holes than that of circular holes. Figure 10 provides the control of arrangement of holes on spring-back angles. Spring-back angle is high for sheet with circular holes arranged in square pattern than that of circular holes arranged in triangular pattern.
Figure 3. Illustration of spring-back feature
1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8
0 2 4 6 8 10 12 14
Hole Size (mm)
Sp ri ng -b ac k ( in de g )
2000 kN 3000 KN
1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8
0 1000 2000 3000 4000 5000 Load (N) S p rin g -b ac k (in d eg )
4 mm 6 mm 8 mm 10 mm 12 mm
1.3 1.35 1.4 1.45 1.5 1.55 1.6
1500 2000 2500 3000 3500 4000 Load (N) S pr ing -b ac k ( in de g)
Square Hole Circular Hole
1.62 1.63 1.64 1.65 1.66 1.67 1.68 1.69
0 5 10 15 20 25 30
Open Area (in %)
S p ri n g -b ac k
Circular Hole Square Hole
1.64 1.66 1.68 1.7 1.72
0.00% 5.00% 10.00% 15.00% 20.00% 25.00%
Open Area (in %)
S p ri n g -b ac k (i n D eg )
Triangular Pattern Square Pattern
5. Conclusion
Commercial pure Aluminium perforated sheets were considered, for V-bending analysis, in this work. The influences of presence of holes on spring-back angle in the sheet metals were investigated. Spring-back angles of these sheets were found out using Finite Element Analysis. The influences of hole size, hole shape and
Figure 6. Spring-back Vs Hole size Figure 7. Spring-back Vs Load for different Hole sizes
Figure 8. Influence of load on Spring-back for circular and square holes
Figure 9. Influence of open area on spring-back for circular and square holes
References
[1] Chan, W.M.; Chew, H.I.; Lee, H.P.; Cheok, B.T. (2004): Finite Element Analysis of Springback of V–Bending Sheet Metal Forming
Processes. Journal of Material Processing Technology, 148 (1), pp. 15–24.
[2] Cho, J.R.; Moon, S.J.; Moon, Y.H.; Kang, S.S. (2003): Finite Element Investigation on Spring-back Characteristics in Sheet Metal
U-Bending Process. Journal of Material Processing Technology, 141(1), pp. 109-116.
[3] Chou, I.N.; Hung, C. (1999): Finite element analysis and optimisation on springback reduction. International Journal of Machine Tools
and Manufacture, 39, pp. 517 - 536.
[4] Karafillis, A.P.; Boyce M.C. (1992): Tooling design in sheet metal forming using springback calculations. International Journal of
Mechanical Sciences, 34 (2), pp. 113 - 131.
[5] Li, G.Y.; Tan, M.J.; Liew, K.M. (1999): Springback analysis for sheet forming processes by explicit finite element method in
conjunction with the orthogonal regression analysis. International Journal of Solids and Structures, 36, pp. 4653 - 4668.
[6] Liu, W.; Liu, Q.; Ruana, F.; Liang, Z.; Qiu, H. (2007): Springback prediction for sheet metal forming based on GA-ANN technology.
Journal of Materials Processing Technology, 187–188, pp. 227 – 231.
[7] Micari, F.; Forcellese, A.; Fratini, L.; Gabrielli, F.; Alberti, N. (1997): Springback evaluation in fully 3D sheet metal forming
processes. CIRP Annals, 46 (1), pp. 167 - 170.
[8] Muderrisoglu, A.; Livatyali, H.; Ahmetoglu, M.A.; Altan, T. (1997): Computer-Aided Design for Bending, Flanging and Hemming of
Steels and Aluminum Alloys. Proceedings of the PMA Metal Form Conference, Chicago.
[9] Panthi, S.K.; Ramakrishnan, N.; Ahmed, M.; Singh, S.S.; Goel, M.D. (2010): Finite Element Analysis of sheet metal bending process
to predict the springback. Materials and Design, 31, pp. 657 – 662.
[10] Papeleux, L.; Ponthot, J.P. (2002): Finite element simulation of springback in sheet metal forming. J Mater Process Technol, 125–126,
pp. 785–91.
[11] Pourboghrat, F.; Chu, E. (1995): Springback in plane strain stretch/draw sheet forming. International Journal of Mechanical Sciences,
36 (3), pp. 327 - 341.
[12] Rebelo, N.; Nagtegaal, J.C.; Hibbitt, H.D. (1990): Finite element analysis of sheet forming processes. International Journal for
Numerical Methods in Engineering, 30, pp. 1739 - 1758.
[13] Shu, J.S.; Hung, C. (1996): Finite element analysis and optimisation of springback reduction: the double bend technique. International
Journal of Machine Tools and Manufacture, 36 (4), pp. 423 - 434.
[14] Tekaslan, O.; Gerger, N.; Seke, U. (2008): Determination of spring-back of stainless steel sheet metal in V bending dies. Materials and
![基於字典釋義關聯方法的同義詞概念擷取:以《同義詞詞林(擴展版)》為例 (A Definition-based Shared-concept Extraction within Groups of Chinese Synonyms: A Study Utilizing the Extended Chinese Synonym Forest) [In Chinese]](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)