Aluminum alloys have high strength and are easily recyclable owing to their low melting point. Therefore, aluminum is widely used for manufacturing cars and electronic devices. Currently, the most common method for bonding aluminum surfaces is brazing. However, brazing requires positional accuracy and results in the formation of voids by theflux residue; therefore, to avoid these problems, solid-state bonding methods are considered as a possible alternative. However, solid-state bonding also suffers from some problems that need to be overcome. One of these problems is the presence of an oxidefilm on aluminum surfaces, necessitating the need to remove or destroy the oxidefilm without applying high temperature and high load. Hence, in this study, a bonding surface was treated with NaOH (aq) for removing the oxidefilm; moreover, the effectiveness of this treatment was determined by observing the bonding interfaces and fractured surfaces of specimens. For solid-state bonding, the specimens werefirst subjected to surface modification by boiling the specimens in NaOH (aq) for 20 s. Solid-state bonding was then carried out at bonding temperatures ranging from 693 to 813 K in a vacuum chamber with the bonding pressure and bonding timefixed at 6 MPa and 1.8 ks, respectively. After solid-state bonding, the specimens were subjected to the tensile test for evaluating their strength. The results revealed that the tensile strength of a joint increased with the bonding temperature with or without surface modification. Moreover, surface modification resulted in high-strength joints with less deformation at low bonding temperatures. In addition, the bonding temperature and degree of deformation needed to achieve joints with strength higher than the 0.2%proof stress of aluminum were 100 K and 25%lesser, respectively, in the case of surface modification. On the basis of the experimental results, it was established that surface modification is effective for removing oxidefilms and processing layers on an aluminum surface. [doi:10.2320/matertrans.M2013101]
(Received March 14, 2013; Accepted July 29, 2013; Published September 6, 2013)
Keywords: bonding, tensile strength, interfaces, surface modification, fracture, aluminum
1. Introduction
In recent years, the ease of recycling material and the demand for energy-efficient devices are increasing as societies around the world are becoming more environ-mentally conscious. Efforts to address this demand are being made in various fields including the automotive industry where attempts have been made to reduce the weight of cars. In this regard, the specific weight of aluminum alloys is approximately one-third that of iron, making aluminum a suitable material to be used for manufacturing lightweight cars. Aluminum is used in various parts of a car such as the engine, transmission system, and wheels and is easy to recycle owing to its low melting point.
In the past, methods such as brazing, friction stir welding and laser welding have been used for bonding aluminum alloys. However, these techniques have some shortcomings: (1) microcracks are developed owing to the softening of the weld zone; (2) the gap in the weld zone results in corrosion; and (3) a high heat input is required to compensate for high heat radiation from aluminum.15) Moreover, the adverse effect of halogens present in theflux on the environment is also a cause of concern.6,7)In addition, tools used for friction stir welding have a short lifespan and this translates to higher running costs.814) Furthermore, aluminum is an excellent heat radiating and electricity conducting element; therefore, it is difficult to bond aluminum using other welding methods. Because of these limitations, solid-state bonding is consid-ered to be the most suitable method for bonding materials at low temperatures.
In solid-state bonding, materials are bonded together by applying heat and pressure to promote interdiffusion without
any significant deformation of the materials. Moreover, since solid-state bonding involves only low bonding temperatures, the damage to a component is lesser than that in other methods, thus making this method suitable for bonding precision assemblies. However, in reality, a bonding surface has various defects such as surface irregularities, an oxide
film and a processing layer, which act as inhibitors to successful bonding.1517) During the early stages of solid-state bonding, surface irregularities on the bonding surface prevent the gaps between bonding surfaces from closing properly. Later, as these gaps close, the oxide films on the bonding surfaces prevent the surface atoms from coming into contact with each other, thus lowering the bonding strength. Therefore, it is necessary to pretreat a bonding surface before solid-state bonding to remove any oxidefilm present on the surface.
In this study, solid-state bonding was carried out on aluminum surfaces treated using NaOH (aq) for surface modification. The bonded surfaces were then examined to determine the effectiveness of surface modification. The strength of the bond was determined by the tensile test. The bonded interfaces and fractured surfaces obtained after the tensile test were then subjected to X-ray diffraction (XRD) and X-ray photoelectron spectroscopy (XPS) analyses.
2. Experimental Details
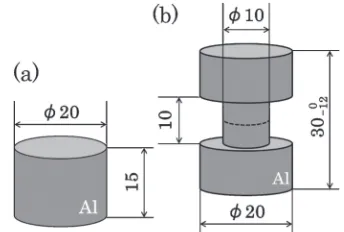
As shown in Fig. 1(a), a cylindrical Al specimen (99.9% purity, Table 1) with dimensions of º20 mm©15 mm was used in the experiments. Before surface modification, the bonding surface was polished with a #800 emery paper. The #800 emery paper was chosen because of industrial simplicity and to avoid abrasive grains from embedding in aluminum, which has been observed in previous experiments.
Surface modification was carried out by boiling the aluminum specimen in a 5% NaOH solution for 30 s with the solution temperature fixed at around 373 K. The bonding surface was then washed with methyl alcohol. Furthermore, grazing-angle incidence reflection-absorption infrared (GIRAS-IR) spectroscopy was employed to obtain IR spectra for the modified aluminum surface at nanometer-scale depth. The spectra were obtained using a Fourier transform infrared (FTIR) spectrometer (Thermo Fisher Inc., Magna-750) equipped with a mercury-cadmium-telluride (MCT) detector using a single reflection accessory (Harrick Inc., Seagull) at an incidence angle of 80°. An Au-coated mirror surface was used as the reflecting surface and measurements were carried out at a wavenumber resolution of 8 cm¹1. Moreover, to examine the modifying actions of NaOH (aq) on the aluminum surface, after boiling a 10-µm-thick aluminum foil in NaOH (aq) for 30 s, we immediately subjected the specimen to differential scanning calorimetry (DSC; SII Seiko Instruments, DSC6200).
Figure 2 shows the bonding surface before and after surface modification. Before modification, the bonding surface was rough and covered with polishing marks. However, after modification, the bonding surface smooth-ened and small holes less than 10 µm in diameter appeared all over the surface. To identify the compound that was produced on the bonding surface after surface modification, the surface was inspected using an X-ray photoelectron spectrometer (Shimadzu/Kratos Axis-HS) with monochromatized X-ray excitation of the AlK¡line operating at 140 W and an X-ray diffractometer (Rigaku RINT2100V/PC) with CuK¡ radi-ation operating at an optimum voltage of 32 kV and anodic current of 20 mA.
Solid-state bonding was performed in a vacuum chamber (ultimate pressure under 1.3©10¹1Pa) under the following conditions: bonding pressure, 6 MPa; bonding time, 1.8 ks; and bonding temperature, 693813 K. The degree of deformation under these bonding conditions was up to 50%. The bonding pressure was applied on the specimen for the complete duration of the heating process. The heating rate was fixed at 0.5 K/s. In addition, the specimen was readied for solid-state bonding in a vacuum chamber within 180 s
after surface modification to avoid oxidation or changes in the bonding surface due to moisture absorption. After solid-state bonding, the bond strength was evaluated using the tensile test. For easily performing the tensile test, the section around the joint was milled to around 10 mm in diameter to remove excess material deposited because of plastic deformation of the specimen during the bonding process (Fig. 1(b)). The tensile test was performed using an Instron 5567 universal testing machine at room temperature and a displacement speed of 0.017 mm/s.
Further, a specimen showing the vertical cross-section of the bonding interface was also prepared and was observed using scanning electron microscopy (SEM, Shimadzu SSX-550) and energy-dispersive X-ray spectroscopy (EDX, Shimadzu SEDX-500) performed at an acceleration voltage of 15 kV. This specimen was prepared by first polishing it using an emery paper and then subjecting it to electrolytic polishing in a solution containing 8% perchloric acid, 10% ethyl glycol monobutyl ether, 70% ethyl alcohol and 12% distilled water.
3. Experimental Results
3.1 Effect of surface modification on bond strength Figure 3 represents the relationship between the bonding temperature and tensile strength of the joint. In order to illustrate the effect of surface modification, the corresponding relationship for an unmodified joint is also shown. The number of examinations for each condition is 3. In addition, the degree of deformation (D(%)) was calculated using the eq. (1) and is shown in Fig. 3.
Dð%Þ ¼
1 height of specimen after bonding height of specimen before bonding
100
ð1Þ
The height of the specimen was measured in the direction parallel to the load applied. As shown in Fig. 3, the tensile strength increased with the bonding temperature irrespective of surface modification and approached the 0.2%proof stress (30 MPa) at a bonding temperature approximately 80 K lower than that for the unmodified joint. In addition, the degree of deformation also increased linearly with the bonding temper-ature. When no surface modification was applied, the tensile strength did not reach 10 MPa and the degree of deformation
[image:2.595.306.546.69.214.2]Fig. 1 Schematic illustration of to-be-bonded specimen (mm).
Table 1 Chemical composition of Al used in this study (mass%). Elements Si Fe Cu Mn Mg Zn Ti V Al
Mass% 0.06 0.13 0.00 0.00 0.01 0.00 0.00 0.01 Bal.
[image:2.595.81.253.70.186.2] [image:2.595.46.293.239.269.2]reached 40%. However, when surface modification was applied, the tensile strength reached 40 MPa and the degree of deformation was just around 15%. Furthermore, all the specimens broke at the bonded interface and necking was observed in all of them.
3.2 Observation of fractured surface and bonded inter-face
3.2.1 Without surface modification
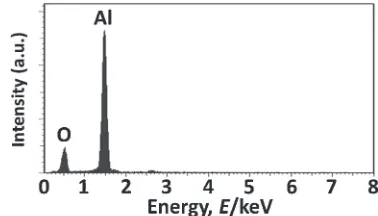
Figure 4 shows the fractured surface of the joint bonded together at 813 K after the tensile test. A comparison of the surfaces showed that the fractured surface was more rugged than the surface obtained after the polishing process. However, the surface characteristics shown in Fig. 2 remained largely unchanged. In addition, ductile fracture characteristics such as tear ridges were not observed in any specimen. Moreover, the bonded interface showed gaps and an approximately 10-µm-thick white-colored film layer between the bonding surfaces (Fig. 4). To determine the composition of this white-colored film, EDX analysis was carried out and the analysis results are shown in Fig. 5. The analysis results revealed a large amount of O within the
film; therefore, the white-colored film observed between the bonding surfaces was surmised to be aluminum oxide. However, it could not be determined whether the compound had a stoichiometric composition such as Al2O3. On the basis of these results, it was inferred that a joint had low tensile strength because of the formation of an oxide film between
the bonding surfaces, inhibiting intimate contact between the atomic planes of aluminum.
3.2.2 With surface modification
Figure 6 shows a fractured joint surface after the tensile test for specimens bonded at 693753 K. At 693 K, the characteristics of the fractured surface did not change much and closely resembled the characteristics of the surface obtained just after surface modification. On the other hand,
Fig. 4 SEM micrographs of the fractured surface of joint after tensile test and bonded interface (without surface modification:T=813 K).
Fig. 5 EDX analysis of the inclusion at a bonded interface (without surface modification:T=813 K).
Fig. 6 SEM micrographs of the fractured surfaces of joint after tensile test and bonded interface (with surface modification:T=693753 K). The white arrows show the ductile fracture mode.
[image:3.595.67.273.69.207.2] [image:3.595.330.519.70.178.2] [image:3.595.49.289.258.409.2]when the bonding temperature reached 713 K, the fracture mode changed and the fractured surface started to show ductile fracture characteristics (shown with white arrows in Fig. 6). Moreover, it was observed that the number of holes (less than 10 µm in diameter) formed after surface modifi ca-tion started to decrease with an increase in the bonding temperature. Simultaneously, small dimples approximately 5 µm in diameter also started to appear on the surface, indicating the increasingly ductile nature of the bond. Within a dimple, white-colored particles around 1 µm in diameter were observed. As shown in Fig. 7, these particles were found to contain a higher concentration of oxygen than other areas on the surface. Therefore, these particles were thought to be formed by aluminum oxide. Further, the white-colored
film observed in specimens without surface modification was not observed in specimens with surface modification regardless of the temperature range. However, at bonding temperatures less than 713 K, gaps were observed between the bonding surfaces. When the bonding temperature increased above 733 K, the gap width decreased and was followed by an increase in the contact area upon close contact. Moreover, the boundary between the bonding surfaces also became less distinct because of self-diffusion of Al at the joint interface. From these results, it was inferred that the joints bonded at low temperatures had high tensile strength because of the removal of the oxidefilm between the bonding surfaces, thus allowing intimate contact between the atomic planes of aluminum.
4. Discussion
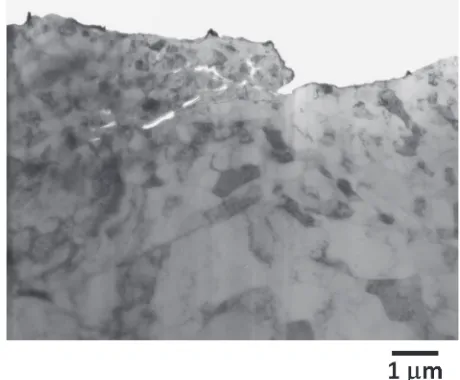
The cross-sectional microstructure of the bonding surface after polishing with an emery paper (#800) is shown in Fig. 8. The upper part of thefigure shows the surface of the specimen with an approximately 100-nm-thick layer of W deposited during the focused ion beam (FIB, Hitachi FB-2000A) milling process. Moreover, the crystal grain size in the vicinity of the bonding surface was observed to be
smaller; this was thought to be caused by the polishing process. The smaller crystal grain size suggests that work hardening had occurred at the uppermost layer of the bonding surface. However, it is hard to establish that the reason for the decrease in bond strength was work hardening because bonding temperature was more than the recrystallization temperature. Further, on the left side of the figure, particles left after the polishing process are shown to reattach, forming a new layer (processing layer) on the bonding surface. The layer formed on the bonding surface exfoliated easily, causing the joints without surface modification to have low strength even when intimate contact between the bonding surfaces was achieved.
Figure 9 shows the XPS analysis results for the bonding surface before and after NaOH (aq) surface modification. The results revealed that in comparison to the unmodified surface, the modified surface showed a lesser amount of oxides such as Al2O3 while showing an increased amount of metallic aluminum. Therefore, it was surmised that surface modifi ca-tion removed the processing layer and reduced the amount of oxides present on the bonding surface, thus contributing greatly to the improvement in the bonding strength.
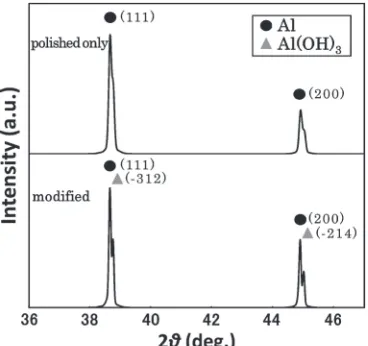
Figure 10 shows the XRD analysis results for the bonding surface before and after NaOH (aq) surface modification. From the results shown in Fig. 10, it was understood that Al(OH)3 was formed on the bonding surface after surface modification. From a literature study, it was understood that
Fig. 7 EDX analysis of the fractured surfaces of joint after tensile test (with surface modification:T=753 K): (a) SEM micrograph, (b) EDX profile of the aluminum substrate surrounding the dimple (1) and (c) EDX profile of the particle at the bottom of a dimple (2).
Fig. 8 Brightfield image of the cross-sectional microstructure of a polished Al surface.
[image:4.595.49.291.67.262.2] [image:4.595.311.541.72.262.2] [image:4.595.305.548.310.422.2]Al reacts with NaOH (aq) as shown in the following equations and that Al(OH)3does not dissolve in methanol but Na[Al(OH)4] and NaOH do.1820)
2Alþ2NaOHþ2H2O!2NaAlO2þ3H2" ð2Þ
NaAlO2þ2H2O!Na½AlðOHÞ4 ð3Þ
Na½AlðOHÞ4 $NaOHþAlðOHÞ3 ð4Þ
The GIRAS-IR spectra are shown in Fig. 11. The IR absorption bands at about 3400 cm¹1 correspond to a hydroxyl group, those at 1600 cm¹1correspond to hydrogen carbonate and those at less than 950 cm¹1 correspond to aluminum oxide. The results shown in Fig. 11 revealed that the oxide formation was decreased and Al(OH)3 was generated upon surface modification. Thus, the XPS and XRD result are supported by this analysis result (refer to Figs. 9 and 10).
From this, it can be inferred that the bonding surface of the specimen used in this study is also covered with Al(OH)3 when it is washed with methanol after NaOH (aq) surface modification. Moreover, it is also known from other studies that Al(OH)3decomposes into particles of Al2O3and H2O by an endothermic and dehydration reaction at about 573 K, and this is shown in following reaction:2123)
2AlðOHÞ3!Al2O3þ3H2O ð5Þ
Actually, as shown in Fig. 12, the generation and thermolysis of Al(OH)3were supported by a bigger endothermic peak as recognized by a gentle endothermic peak.
Because the temperature used in solid-state bonding in this study was at least 573 K or more, it can be inferred that the thermal decomposition of Al(OH)3to H2O (gas) and particles of Al2O3occurred during the bonding process, thus resulting in the exposure of atomic planes of aluminum. This caused the tensile strength of the joint that undergone surface modification to increase and reached the 0.2% proof stress at a lower bonding temperature. This conclusion is drawn from observations made from the fact that when surface modification is applied, oxide particles are found on the fractured surface after the tensile test (refer to Fig. 7).
5. Conclusions
The following conclusions can be drawn from this study:
(1) A higher bonding strength can be achieved at the same temperature through the use surface modification using NaOH (aq).
(2) The amount of oxide and the easily exfoliate processing layer on the Al surface can be reduced by modifying the Al surface with NaOH (aq).
(3) Granular generation of Al oxide by thermolysis of Al(OH)3 promotes intimate contact between bonding surfaces.
(4) The increased surface area of the metallic-Al promotes the self-diffusion of Al and contributes to increase of bonding strength.
Acknowledgement
[image:5.595.322.529.69.270.2]This work was supported by Grant-in-Aid for Young Scientists (B) (24760267) from Japan Society for the Promotion of Science (JSPS).
Fig. 10 X-ray diffraction patterns of the Al surfaces with/without surface modification.
[image:5.595.78.262.70.243.2]Fig. 11 GIRAS-IR spectra of the Al surface.
[image:5.595.65.270.298.474.2]5) A. Squillace, A. D. Fenzo, G. Giorleo and F. Bellucci:Mater. Process. Technol.152(2004) 97105.
6) J. Hu and Q. Zhang:Thermochim. Acta404(2003) 37.
7) W. Dai, S. Xue, J. Lou, Y. Low and S. Wang:Trans. Nonfer. Met. Soc. China22(2012) 3035.
8) R. A. Prado, L. E. Murr, K. F. Soto and J. C. McClure:Mater. Sci. Eng. A349(2003) 156165.
9) R. A. Prado, L. E. Murr, D. J. Shindo and K. F. Soto:Scr. Mater.45
(2001) 7580.
10) R. S. Mishra and Z. Y. Ma:Mater. Sci. Eng. R50(2005) 178.
11) L. Zhou and H. J. Liu:Int. J. Hydrog. Energy35(2010) 87338741.
12) D. Trimble, J. Monaghan and G. E. O’Donnell:CIRP Ann. Manuf. Technol.61(2012) 912.
18) T. Hiraki, M. Takeuchi, M. Hisa and T. Akiyama: Mater. Trans. (2005) 10521057.
19) Yu. A. Aleksandrov, E. I. Tsyganova and A. L. Pisarev:Russ. J. Gen. Chem.73(2003) 689694.
20) S. S. Martínez, W. L. Benítes, A. A. Álvarez Gallegos and P. J. Sebastián:Sol. Energy Mater. Sol. Cell88(2005) 237243.
21) K. J. D. MacKenzie, J. Temuujin and K. Okada:Thermochim. Acta327
(1999) 103108.
22) Z. Y. Deng, T. Fukasawa and M. Ando:J. Am. Ceram. Soc.84(2001) 485491.