Recrystallization Behavior of 7175 Al Alloy during Modified
Strain-Induced Melt-Activated (SIMA) Process
Young Buem Song
1;*, Kyung-Tae Park
2and Chun Pyo Hong
11
Department of Metallurgical Engineering, Yonsei University, Seoul 120-749, Korea
2Division of Advanced Materials Science and Engineering, Hanbat National University, Taejon 305-719, Korea
A modified strain-induced, melt-activated (SIMA) process for semi-solid processing of alloys was proposed. In order to examine the applicability and effectiveness of the modified SIMA process, the recrystallized microstructures of a high strength 7175 Al alloy prepared by the modified SIMA processes were macroscopically compared to that of conventional process. The modified SIMA process employed casting, two stage homogenization, warm multi-forging, and recrystallization and partial melting (RAP) instead of the conventional process consisted of casting, hot working, cold working and RAP. For the alloy processed by the conventional SIMA process, the recystallized grain size decreased with increasing the cold rolling reduction ratio up to 20% and then almost unchanged. RAP treatments of the 20% cold rolled alloy at above 600C and for longer than 30 min resulted in significant grain growth. In case of the modified SIMA process, the alloy multi-forged with the
accumulated strain of about 7 and RAP at 575C for 10 min exhibited the uniform equiaxed recrystallized grain structure similar to that of the
conventional SIMA process under the optimum conditions. The improved processing efficiency of the modified SIMA process over the conventional one,i.e.removal of hot working and saving of RAP time, is attributed to the enhanced recrystallization kinetics due to a high density of Mg(Zn,Al,Cu)2precipitates which are formed by two stage homogenization, acting as the preferential recrystallization sites and due
to the driving force imposed by relatively large amount of uniform deformation by multi-forging.
(Received January 20, 2006; Accepted March 10, 2006; Published April 15, 2006)
Keywords: semi-solid processing, strain induced melt activated (SIMA) process, homogenization, multi-forging, recrystallization, aluminum alloy
1. Introduction
Semi-solid processing (SSP)1)in which metal forming is
carried out in a mushy zone provides very effective assess for
near net shaping of metals and alloys.2)The success of SSP
strongly depends on the rheological characteristics of materials affected by their microstructures, such as phase fraction, grain size and shape, phase network state, etc., at
given processing conditions.3,4) In general, it is known that
the skeleton structure of fine solid spheroids without
dendrites is the most suitable for SSP.5)In order to produce
such sound initial microstructure for SSP, several techniques such as magneto-hydrodynamic (MHD) casting and spray
casting have been developed and commercialized.6–8)Since
liquid is cooled to a mushy zone in MHD casting and spray casting, these processes are difficult to apply to the alloys which are sensitive to hot cracking and inadequate to economic fabrication of the small-size semi-solid billets. In order to overcome such deficiencies, an alternative process called the stress induced, melt activated (SIMA) process was
developed.9)
The SIMA process involves the four processing stages: casting, hot working, cold working, and recystallization and
partial melting (RAP).9,10) In the SIMA process, an alloy
having the sufficient stored energy by cold working is heated to a mushy zone. During heating, recovery and recrystalliza-tion occur before liquid formarecrystalliza-tion with the aid of the stored energy. Reaching the mushy zone, liquid is formed by preferential melting at grain boundaries with high energy state, and penetrates into high angle boundaries of recrystal-lized grains. Accordingly, the amount and distribution of the stored energy by cold working is the most critical factor in the SIMA process since they control the recovery and
recrystallization kinetics and the uniformity of the resultant microstructure.
The present investigation was motivated by two main considerations. First, the distribution of the stored energy by cold rolling is usually inhomogeneous across the work piece
section,11) causing non-uniform microstructure at the RAP
stage. Therefore, the alternative working techniques which can distribute the large amount of the stored energy more homogeneously throughout the work pieces should be employed to ensure the microstructure uniformity. Second, in case of the difficult-to-work alloys, the amount of cold rolling is limited in order to avoid cracking; for instance, about 20% for the high strength wrought Al alloys. In such a case, the selection of optimum RAP conditions becomes important to obtain the desired skeleton structure with fine equiaxed grains for successful SSP. Accordingly, it is essential to figure out the effects of RAP conditions on the microstructures of the alloys having the cold working limit in the conventional SIMA process.
The purpose of this study is two-fold; (a) introduction of a modified SIMA process and its application to a high strength 7175 Al alloy, and (b) examination of the separate effect of each stage of the conventional SIMA process on recrystal-lization of the same alloy in a mushy zone. A modified SIMA process includes homogenization and warm multi-forging instead of hot working and cold working in the conventional SIMA process (Fig. 1). Multi-forging is an effective process
for microstructure refinement.12–16) In order to examine the
effectiveness of the present new process, the RAP micro-structures developed by both conventional and modified processes were compared.
2. Experimental Procedures
For the present investigation, a high strength 7175 Al alloy
*Graduate Assistant
(Al-5.6Zn-2.5Mg-1.6Cu-0.23Cr (in mass%)) with 380 mm was direct-chill-cast. The liquidus, solidus and eutectic
temperatures of the alloy were 635, 532 and 477C,
respectively.
For the conventional SIMA process, the direct-chill-cast
alloy was homogenized at 460C for 30 h, and then hot rolled
to the thickness of 12 mm at 420C. The hot rolled plates
were further subjected to cold rolling and subsequent RAP followed by water quenching. In order to examine the effect of each stage on recrystallization, the reduction ratio of cold rolling and RAP temperature and time were varied
inde-pendently: (a) 5–32% reduction followed by RAP at 575C
for 30 min, (b) RAP temperatures of 400–625C for 30 min
with 20% reduction ratio, and (c) RAP times of 1–1440 min
at 575C with 20% reduction ratio.
For the modified SIMA process, the round bar samples of
60 mm90 mm taken from the homogenized billets were
rehomogenized at 482C for 3 h and then furnace cooled. The
precipitates are anticipated to form and coarsen during the two stage homogenization and to act as the effective sites for large stored energy accumulation during subsequent
multi-forging. After reheating the rehomogenized billets to 250C,
warm multi-forging was conducted by a 200 ton hydraulic press equipped with a flat die. Multi-forging consisted of repetitive upsetting and down-drawing. Each cycle of upsetting and down-drawing was designed to yield an
accumulated true strain (") of 0.8–0.9: "is the sum of
ln (Ao=A) of each upsetting and down-drawing whereAoand
Aare the initial and final cross-sectional area of the sample,
respectively. The pictorial illustration of the present
multi-forging and the photos of the sample multi-forged to "¼
7:0and 9.5 are shown in Fig. 2. RAP in the modified SIMA
process was performed at 575 and 600C for 10 min.
The microstructures were observed by optical microscopy (OM) and scanning electron microscopy (SEM, Philips XL30-FEG). The recrystallized grain size was measured by an image analyzing software (WINATceh, BMI plus SE) and the precipitates were identified by X-ray diffractometer (XRD, Jeol JDX 8030) and energy disperse spectroscopy (EDS).
3. Results and Discussion
3.1 Conventional SIMA process
3.1.1 Effect of cold working
In order to examine the effect of cold working amount on RAP microstructure, the hot rolled plates were cold rolled
with the reduction ratios of 5–32% and then recrystallized at
575C for 30 min. The representative OM micrographs of
RAP microstructure are shown in Fig. 3. Without cold rolling (0%), RAP microstructure consisted of equiaxed grains with the presence of liquid phase at some grain boundaries. However, the grain size distribution was bimodal, small
grains of 20mm and large grains of 100mm. The grain
size was steadily decreased up to 15% cold rolling. By further cold rolling, the grain size remained nearly unchanged in association with dynamic recovery, and its distribution became more uniform.
The effect of cold rolling on the RAP microstructure can be explained in terms of the grain
deformation-recrystalliza-tion model.17)As the cold rolled alloy is still in the solid state
during heating to the mushy zone, recovery and recrystalli-zation occur at the expense of the stored energy. By holding at the mushy zone, liquid formation occurs preferentially at high angle grain boundaries (HAGBs) of recrystallized grains since these HAGBs are in the higher energy state than the strain free recrystallized grain interiors. Concurrently, liquid penetrates into HAGBs by a capillary effect, causing the fragmentation and/or enclosure of grains. The increment of cold rolling amount accelerates recovery and tion kinetics and provides the larger number of recrystalliza-tion sites. Therefore, the more severe cold rolling is imposed, the finer grain size is obtained.
3.1.2 Effect of RAP temperature
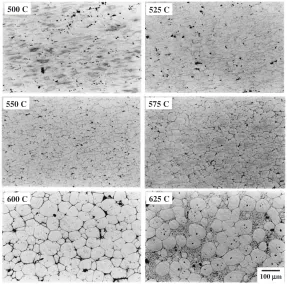
The 20% cold rolled alloy was recrystallized in the
temperature range of 400–625C for 30 min and the resultant
microstructures are shown in Fig. 4. As discussed in the preceding section, the RAP experiments were conducted on the 20% cold rolled samples since cold rolling over 20% may be harmful due to cracking for the present alloy without further grain refinement. The cold rolled microstructure
remained up to 500C,i.e.no recrystallization. The partially
recrystallized microstructure appeared at 525C. Fully
recrystallized equiaxed grains of 50–60mm were obtained
at 550 and 575C. At 600C, significant grain growth
T emper ature T emper ature (a) (b) T T RT S L T T RT S L Hot rolling Cold rolling WQ WQ Recrystallization & Partial melting Recrystallization & Partial melting FC Re-homogenization multiple forging (warm working)
Fig. 1 Schematic illustration of (a) conventional SIMA process, and (b) new modified SIMA process.
(a)
(b)
shaping for upsetting upsetting down-drawing
Σε = 9.5 Σε = 7.0
[image:2.595.306.546.72.263.2] [image:2.595.48.288.77.176.2]occurred and most grains were surrounded by liquid layer.
The microstructure at 625C consisted of coarse grains with
localized liquid pools.
The semi-solid with 50–70% solid can bear its own weight and so exhibits the solid-like behavior. When it is subject to
shear deformation, it behaves as high viscosity liquid.18)In
100 µm
10 %
20 % 30 %
0 %
0 10 20 30
0 20 40 60 80 100
recr
ystalliz
ed g
ra
in siz
e
,
d
/
µ
m
cold rolling reduction ratio (%)
Fig. 3 Variation of the recrystallized grain size with the cold rolling reduction ratio (RAP at 575C for 30 min) in conventional SIMA
processed 7175 Al alloy.
100 µm
500 C 525 C
550 C 575 C
600 C 625 C
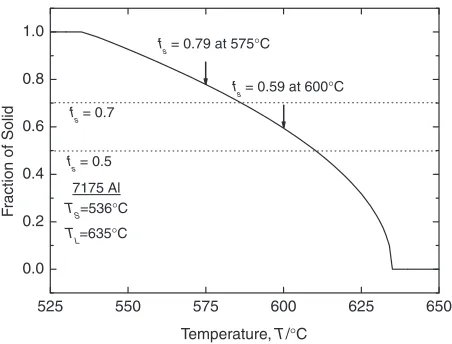
[image:3.595.154.439.67.379.2] [image:3.595.154.441.422.706.2]Fig. 5, the solid fraction of the alloy is predicted as a function
of the RAP temperature by the Scheil’s equation19)of
fS¼1
TMT
TMTL
1=ð1kÞ
ð1aÞ
Vf ¼ fs
fSþ ð1fSÞðS=LÞ
ð1bÞ
where fSandVf are the weight and volume fraction of solid
respectively, TM, TL, and T are the melting, liquidus, and
RAP temperatures, respectively,SandL are the solid and
liquid density, respectively, and k is the partitioning
coefficient. As shown in Fig. 5, the solid fraction at 575
and 600C are80 and 60%, respectively. Therefore, RAP at
600C seems to be desirable for SSP but it should be
reminded that a coarse grain structure at 600C as revealed in
Fig. 4 deteriorates the rheological properties by lowering the flow resistance of semi-solid during shear deformation of SSP.20)
3.1.3 Effect of RAP time
The microstructural change of the 20% cold rolled alloy
with RAP time at 575C is shown in Fig. 6.
Recrystallized grains appeared at 5 min. Beyond 10 min, microstructure was mostly covered with recrystallized equiaxed grains and grain growth occurred continuously with increasing time by the Ostwald ripening mechanism. During Ostwald ripening, small grains with large boundary curvature remelt into liquid and large grains grow by receiving solute atoms from liquid with higher solute
content.21–26)When grain growth is controlled by the volume
diffusion of solute atoms in the solid state, the grain growth behavior generally obeys the third power non-ideal grain
growth law27,28)of
d3do3¼Kt ð2Þ
wheredis the grain size at timet,dois the initial grain size,
andK is the grain growth rate coefficient. In order to check
the applicability of eq. (2) to the present case, d3
(¼d3d
o3) is plotted against RAP time in Fig. 7. As seen
in Fig. 7, the data exhibit the excellent linearity, indicating that grain growth of the alloy in the semi-solid state was rate-controlled by volume diffusion.
3.2 Modified SIMA process
3.2.1 Microstructure developed by rehomogenization
and multi-forging
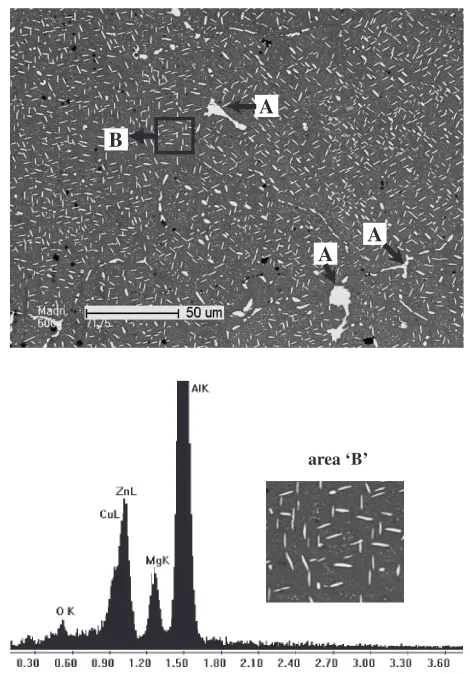
A representative SEM micrograph of the alloy after
rehomogenization at 482C for 3 h followed by furnace
cooling is shown in Fig. 8. After rehomogenization, two types of phases were observed; one coarse boundary phases (‘A’ in Fig. 8) and the other rod-shaped precipitates at grain interior (the area ‘B’ in Fig. 8). By EDS and XRD analysis,
the former was identified as eutectic Al7Cu2Fe or Al2CuMg
intermetallic compounds with low melting point.29)These are
probably formed at interdendrites by solute rejection during
partial melting. The latter was identified as Mg(Zn,Al,Cu)2
precipitated during rehomogenization. These rod-shaped
Mg(Zn,Al,Cu)2 precipitates with the length of 5mm are
enough to act as the preferential sites for stored energy accumulation during subsequent multi-forging, and, in turn,
for recrystallization during RAP.30) The microstructures
developed by warm multi-forging at 250C are shown in
525 550 575 600 625 650
0.0 0.2 0.4 0.6 0.8 1.0
fs = 0.7
fs = 0.5
fs = 0.59 at 600°C fs = 0.79 at 575°C
F
raction of Solid
Temperature, T/°C 7175 Al
TS=536°C
TL=635°C
Fig. 5 Variation of the solid fraction with RAP temperature for a 7175 Al alloy predicted by the Scheil’s Eq.14)
100 µm
5 min 30 min
180 min 60 min
Fig. 6 Optical micrographs of the RAP microstructures at various RAP times (20% cold rolling and RAP at 575C) in conventional SIMA
[image:4.595.111.264.327.379.2] [image:4.595.155.440.562.756.2]Fig. 9. The number and size of coarse boundary phases (the black patches in Fig. 9) were considerably reduced and their distribution became homogeneous by repetitive multi-forg-ing, resulting in relatively uniform microstructure. In
addition, the coarsening of Mg(Zn,Al,Cu)2 precipitates
concurrently occurred due to warm multi-forging
temper-ature of 250C.
3.2.2 RAP microstructure
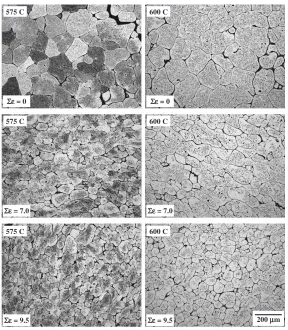
After multi-forging with "¼7:0 and 9.5, RAP was
conducted at 575 and 600C for only 10 min and the resultant
RAP microstructures are shown in Fig. 10. Without
multi-forging, the grain size was 130mm regardless of RAP
temperature. In addition, the shape of most grains was out of spheroid and the liquid pools locally existed at some grain boundaries. This liquid localization was mainly attributed to the first melting of coarse boundary eutectic phases with low melting point since no strain-induced melting was expected. By imposing multi-forging, the grain size was considerably
refined. The grain size at 575C was slightly smaller than that
at 600C. It was quite noticeable that the grain size developed
by only 10 min RAP of the modified SIMA process (50mm)
was comparable to that produced by 30 min RAP of the
conventional SIMA process (55mm). The RAP time saving
of the modified SIMA process resulted from the enhanced recovery and recrystallization kinetics due to imposition of relatively large deformation by multi-forging and uniform
distribution of a large number of recrystallization sites,i.e.
Mg(Zn,Al,Cu)2precipitates, formed by rehomogenization.
3.2.3 Advantages of the modified SIMA process
The present modified SIMA process exhibits several advantages over the conventional one. First, the hot working stage in the conventional SIMA process is removed and so the modified process can be applied to the alloys sensitive to hot working. Second, more uniform microstructure can be
A
A A B
area ‘B’
Fig. 8 A representative SEM micrograph of the alloy and the EDS profile of the rod shaped precipitates after rehomogenization at 482C for 3 h
followed by furnace cooling in new modified SIMA processed 7175 Al alloy.
0 200 400 600 800 1000 1200 1400 1600
0 1x106 2x106
3x106
4x106 5x106 6x106 7x106
∆
d
3 /µ
m
3
Time, t/min
K=4605 R2
=0.9959
Fig. 7 A plot ofd3vs RAP time showing the validity of volume diffusion
controlled grain growth.
40 µm (a)
(b)
(c)
[image:5.595.355.497.70.402.2] [image:5.595.50.285.285.622.2]achieved by homogeneous distribution of fine precipitates and uniform deformation by multi-forging. Third, the RAP time is remarkably saved by enhanced recrystallization kinetics associated with a high density of fine precipitates acting as the preferential recrystallization sites and relatively large amount of deformation by multi-forging. Finally, the semi-solid billets can be fabricated without the dimensional limit, while the conventional SIMA process employing cold rolling cannot produce the heavy sectioned plates or bars due to cold cracking. Even if extrusion is employed instead of rolling, cold extrusion is extremely difficult especially for large size billets.11)
4. Conclusions
(1) In the present investigation, the separate effects of each stage (cold working, and RAP temperature and time) of the strain-induced, melt-activated (SIMA) process on recrystallization of a high strength 7175 Al alloy for its semi-solid processing were investigated. In addition, to overcome the deficiencies of the conventional SIMA process, a modified SIMA process in which homoge-nization and warm multi-forging were employed instead of hot working and cold working in the conventional one was proposed.
(2) For the alloy processed by the conventional SIMA process, the recystallized grain size decreased with increasing the cold rolling reduction ratio up to 20% and then remained nearly unchanged with further cold
rolling. RAP treatments of the 20% cold rolled alloy
above 600C and longer than 30 min resulted in
significant grain growth. The grain growth behavior of the alloy well obeyed the third power grain growth law, indicating the volume diffusion controlled growth. (3) The alloy which was prepared by the modified SIMA
process of multi-forging with the accumulated strain of
7 and RAP at 575C for 10 min exhibited the uniform
equiaxed grain structure similar to that of the alloy processed by conventional SIMA process with 20%
cold rolling and RAP at 575C for 30 min.
(4) The improved processing efficiency of the modified
SIMA process over the conventional one,i.e. removal
of hot working and RAP time saving, results from the accelerated recrystallization kinetics associated with a
high density of Mg(Zn,Al,Cu)2precipitates formed by
rehomogenization acting as the preferential recrystalli-zation sites and with the driving force for recrystalliza-tion by a large amount of uniform deformarecrystalliza-tion by multi-forging.
REFERENCES
1) D. B. Spencer, R. Mehrabian and M. C. Flemings: Metall. Trans.3
(1972) 1925–1932.
2) Z. Franz: Int. Mater. Rev.47(2002) 49–85. 3) M. C. Flemings: Metall. Trans.22A(1991) 957–981.
4) E. Tzimas and A. Zavaliangos: Acta Mater.47(1999) 517–528. 5) E. Tzimas and A. Zavaliangos: Mater. Sci. Eng.A289(2000) 228–240. 6) Metals Handbook, vol. 15, 9th ed. ASM, Metals Park (OH, USA)
200 µm 575 C
575 C
575 C 600 C
600 C
600 C
Σε Σε = 0
Σε Σε = 0
Σε
Σε = 7.0 Σε Σε = 7.0
Σε Σε = 9.5
[image:6.595.154.442.69.399.2]Σε Σε = 9.5
(1988) 327–338.
7) P. S. Grant: Prog. Mater. Sci.39(1995) 497–545.
8) W. R. Loue and M. Suery: Mater. Sci. Eng. A203(1995) 1–13. 9) K. P. Young, C. P. Kyonka and J. A. Courtois: US Patent 4, 415, 374
(1983).
10) D. H. Kirkwood, C. M. Sellars and L. G. Elias Boyed: European Patent 0305375 B1 (1992).
11) H. V. Atkinson: Prog. Mater. Sci.50(2005) 341–412.
12) A. Belyakov, T. Sakai, H. Miura and R. Kaibyshev: Scripta Mater.42
(2000) 319–325.
13) O. Sitdikov, T. Sakai, A. Goloborodoko, H. Miura and R. Kaibyshev: Phil. Mag.85(2005) 1159–1175.
14) R. Z. Valiev, R. K. Islamgaliev and I. V. Alexandrov: Pro. in Mater. Sci.45(2000) 103–189.
15) V. M. Imayev, R. M. Imayev and G. A. Salishchev: J. Mater. Sci. Eng. A208(1996) 226–231.
16) M. Noda, M. Hirohashi, K. Funami and Y. Suwahara: J. Japan Inst. Metals66(2002) 101–108.
17) R. D. Doherty, H. Lee and E. Feest: Mater. Sci. Eng. A65(1984) 181–
189.
18) D. H. Kirkwood: Int. Mater. Rev.39(1994) 173–189.
19) B. K. Dhindaw, L. Kumar, N. C. Amer Alkarkhi and H. Fredriksson: Mater. Sci. Eng. A413–414(2005) 156–164.
20) E. Tzimas and A. Zavaliangos: Mater. Sci. Eng. A289(2000) 217–227. 21) J. M. Lifshitz and V. V. Slyozov: J. Phy. Chem. Solids19(1961) 35–
50.
22) C. Wagner: Z. Electrochem.65(1961) 581–591.
23) A. M. Kliauga and M. Ferrante: Acta Mater.53(2005) 345–356. 24) G. W. Greenwood: Acta Metall.4(1956) 243–248.
25) L. Anestiev and L. Froyen: Phy. Rev. E61(2000) 6721–6731. 26) S. C. Hardy and P. W. Voorhees: Met. Trans. A19(l988) 2713–2721. 27) E. D. Manson-Whitton, I. C. Stone, J. R. Jones, P. S. Grant and
B. Cantor: Acta Mater.50(2002) 2517–2535.
28) S. Annavarapu and R. D. Doherty: Acta Metall.43(1995) 3207–3230. 29) C. Huang and S. Kou: Welding J. Oct. (2002) 211–222.