Effect of Nb Content on Martensitic Transformation Temperatures
and Mechanical Properties of Ti-Ni-Nb Shape Memory Alloys
for Pipe Joint Applications
Kazunari Uchida
1, Naoto Shigenaka
1, Toshio Sakuma
2, Yuji Sutou
3and Kiyoshi Yamauchi
3 1Nuclear Plant Service Dept., Hitachi Ltd., Hitachi 317-8511, Japan2Faculty of Engineering, Ooita University, Ooita 870-1192, Japan
3Tohoku University Biomedical Engineering Research Organization, TUBERO Aobayama Material Science Branch,
Sendai 980-8579, Japan
Several Ti-Ni-Nb shape memory alloys (SMAs) with various Nb contents (015mol%) or Ni/Ti atomic ratios (1:01:1) were tested to investigate the martensitic transformation temperatures and mechanical properties. The martensitic transformation temperatures (Ms,Mf,Asand
Af) of the solution-treated Ti-Ni-Nb alloys at 1173 K for 300 seconds with Ni/Ti ratio of 1.0 decrease with increasing the Nb content. These
transformation temperatures also depend on the Ni/Ti ratio, heat treatment condition and cold working rate. Furthermore, in the alloy with Nb content of 6 mol% and Ni/Ti atomic ratio being less than 1.05, the fracture stress and fracture strain reached about 1,000 MPa and over 20%, respectively. Based on the obtained results, several processing conditions such as the chemical composition, fabrication process and heat treatment are optimized for the Ti-Ni-Nb SMAs to develop SMA pipe joints. [doi:10.2320/matertrans.48.445]
(Received January 17, 2007; Accepted January 22, 2007; Published February 25, 2007)
Keywords: shape memory alloy, titanium-nickel-niobium, transformation temperature, mechanical property
1. Introduction
Shape memory alloys (SMAs) with shape memory effects and superelasticity are attracting the attention as functional materials in various fields. Ti-Ni SMAs show excellent mechanical properties and corrosion resistance, and there-fore, have been already used in industrial, medical, and other applications.1–4)
The martensitic transformation temperatures of Ti-Ni SMAs strongly depend on chemical composition, working processes and heat treatment conditions. In the alloy with Ni content of over 50 mol%, the transformation temperatures drastically decrease with increasing Ni content, while those temperatures hardly change in the alloy with Ni content being less than 50 mol%.5)Moreover, the addition of third elements to Ti-Ni alloys changes their transformation temperatures and shape memory properties.6)Since the addition of Cu to Ti-Ni alloys reduces the transformation temperature hysteresis,7) the Ti-Ni-Cu ternary alloys are expected as SMA devices such as actuators, heat engines, and similar machines. Besides, it is known that the transformation hysteresis of Ti-Ni alloys is widened by the addition of Nb.8)The large transformation hysteresis of the Ti-Ni-Nb alloys is suitable for the pipe joints and sealing members, and thus, the Ti-Ni-Nb alloys have been already used practically. Moreover, the transformation temperatures of the Ti-Ni alloys decrease by the introduction of dislocations due to cold working before heat treatment. In a Ti-Ni-Cu alloy, the transformation temperatures decrease by 5–10 K as the cold working ratio increases by 10%.9,10) Usually, in Ti-Ni alloys, the heat treatment for shape memory is conducted between 623 K and 773 K. When the heat treatment temperature increases, a recovery or a recrystallization of cold worked microstructure occurs. Such recovery and recrystallization cause the reduction of the dislocation density, resulting in increase of the transformation temperatures.9,10)
In most shape memory alloys in practical use, the alloys deformed in the martensite phase are utilized for SMA devices because the shape recovery strain and stress are obtained by heating over austenite finish temperature. It has been widely reported that the shape recovery strain, shape recovery stress, transformation temperature and deformation behavior are affected by the alloy compositions, the cold working reduction ratio and heat treatment.11–13) However, systematic research on these effects has not yet been conducted sufficiently. Therefore, in order to expand the application range of the Ti-Ni-Nb SMAs, it is important to clarify the effects of manufacturing conditions on trans-formation and detrans-formation behavior systematically.
In this study, in order to apply the Ti-Ni-Nb SMAs for SMA pipe joints, the transformation temperatures, mechan-ical properties of the alloys were investigated and the effects of alloy composition, fabrication process and heat treatment temperature on the mechanical properties were demonstrated.
2. Experimental Procedures
2.1 Specimens
Specimens of Ti-Ni-Nb SMAs were manufactured by a high frequency induction vacuum furnace. Two kinds of chemical compositions were systematic selected: (1) the Ni/ Ti atomic ratio is a constant of 1 and Nb content was changed from 0 to 15 mol%, and (2) the Nb content is fixed to be 6 mol%, and the Ni/Ti ratio is changed from 1.025 to 1.1. The alloy with Ni/Ti¼1:088and Nb¼9mol% was used as the standard specimen. Totally, twelve alloys were made. The alloy compositions were analyzed using inductively coupled plasma atomic emission spectroscopy (ICP-AES) and the results were summarized in Table 1. No serious deviations were recognized between the nominal and analytical compositions. Then, hereafter, the nominal com-Special Issue on Smart and Harmonic Biomaterials
positions were used for the expression of the alloys and data handling.
After the alloying, the ingots were hot forged, hot extrude, and cold drawn into wires with 1 mm in diameter. Then visual and eddy current inspections were done to find the defects of the wire. When a defect was detected, the part of the defect was removed from the wire.
After a solution treatment at 1173 K for 300 s, thermal aging treatment at 673 or 773 K for 3.6 ks was conducted in order to investigate the effect of the heat treatment on the transformation temperatures. And also, cold working with the reduction rates of 10, 20 and 30% was conducted before the aging treatment at 773 K for 3.6 ks in order to investigate the effect of cold working on the transformation temperatures.
2.2 Martensitic transformation temperatures
The martensitic transformation temperatures Ms, Mf, As and Af were measured by using a differential scanning calorimeter (DSC, JIS H 7101), where Ms is the trans-formation to martensite start temperature, Mf is the trans-formation to martensite finish temperature,As is the reverse transformation to austenite start temperature, and Af is the reverse transformation to austenite finish temperature. Speci-mens with 30–50 mg were used for the DSC measurement, while the reference specimen used was aluminum. Measure-ments were done at a heating and cooling rate of 0.167 K/s (¼10K/min) with a measurement temperature range from 123 to 423 K.
2.3 Mechanical properties
Tensile stress-strain behaviors of the Ti-Ni-Nb alloys were investigated at temperatures between 173 K and 573 K. The linear-shaped test wires with 1 mm in diameter and 70 mm in length were used for the tensile tests. The tensile strain was measured using an extensometer and the test temperature was measured by thermocouples. The strain rate used was2:7
104s1(¼1:6%/min). Before the tensile tests for the alloys
with the martensite (M) phase, the test pieces were maintained at temperatures of Mf30K, and then, the tensile tests were carried out at temperatures of As20K. The tensile tests for the alloys with the austenite (A) phase were conducted at temperatures ofAfþ20K.
3. Results and Discussion
3.1 Martensitic transformation temperatures
[image:2.595.44.553.83.259.2]3.1.1 Dependence of Nb content
Figure 1 shows the martensitic transformation temper-atures as a function of Nb content in the solution-treated alloys with Ni/Ti¼1. It is seen that the transformation temperatures decrease with increasing Nb content. A large deviation of the transformation temperatures seen for the specimen with Nb¼12mol% must be caused by the high carbon (C) content of 850 ppm, which is larger value in compared with the other alloys (370 to 790 ppm). The addition of C to the Ti-Ni alloys causes the formation of TiC,14) which results in the increase of Ni content of the matrix and reduces the transformation temperatures.
3.1.2 Effect of Ni/Ti ratio
Figure 2 shows the effects of the Ni/Ti atomic ratio on the transformation temperatures in the solution-treated alloy with constant Nb content of 6 mol%. All the transformation temperatures, Ms,Mf,As andAf, linearly decrease with in-creasing the Ni/Ti ratio but the dein-creasing rates against the Ni/Ti ratio are slightly different each other. For example,Ms andAf decrease by about 90 K and 60 K, respectively, when the Ni/Ti ratio changes from 1.0 to 1.1.
Table 1 Chemical compositions of Ni-Ti-Nb alloys.
Nominal Analysis
Nb (mol%) Ni/Ti Ni (mol%) Ti (mol%) C (ppm) O (ppm) Nb (mol%) Ni/Ti
1 0 1 50.36 49.64 790 240 — 1.02
2 3 1 49.37 47.65 410 300 2.98 1.04
3 6 1 47.82 46.29 470 300 5.89 1.03
4 9 1 45.80 45.10 720 230 9.09 1.02
5 12 1 44.67 43.26 850 240 12.07 1.03
6 15 1 43.04 41.70 400 230 15.26 1.03
7 6 1.025 48.45 45.45 370 300 6.10 1.07
8 6 1.05 48.58 45.49 430 210 5.93 1.07
9 6 1.075 49.00 45.04 470 350 5.96 1.09
10 6 1.088 49.46 44.60 370 300 5.94 1.11
11 9 1.088 47.77 43.25 380 400 8.98 1.10
12 6 1.1 49.60 44.41 550 410 5.98 1.12
240 260 280 300 320 340 360 380
0 3 6 9 12 15
Ms Mf
As Af
Nb Content, CNb (mol%)
Ni/Ti=1.0 Solution Treated
T
ransf
ormation T
emperatur
es,
T
/ K
Af
As
Ms
Mf
[image:2.595.317.533.91.440.2] [image:2.595.324.531.286.438.2]3.1.3 Effect of heat treatment temperature
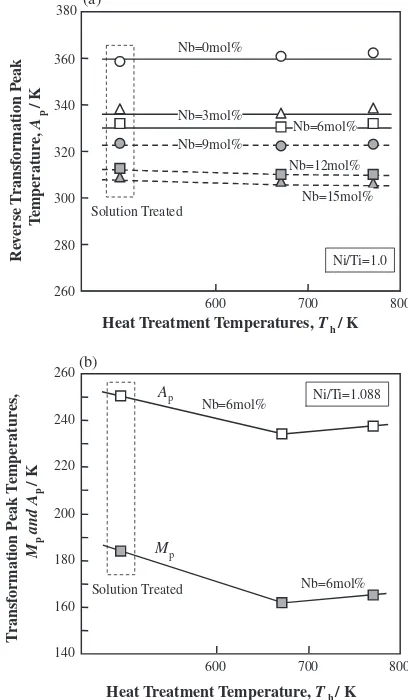
Figures 3(a) and (b) show the effects of heat treatment temperature on the transformation peak temperaturesMpand Apin the solution-treated alloys with (a) Ni/Ti¼1:0and (b) Ni/Ti¼1:088, respectively, whereMp andApare the DSC peak temperatures during the forward and the reverse transformations evaluated using the DSC curves. In Fig. 3(a) for the alloys with Ni/Ti¼1:0, theApis not affected by the heat treatment temperature, regardless of the Nb content. Conversely, in Fig. 3(b) for the alloys with Ni/Ti¼1:088 and Nb¼6mol%, the transformation temperatures decrease by the heat treatments at 673 K and 773 K after the solution treatment. Besides, the transformation temperatures of the alloy heat-treated at 773 K are slight higher than those of the alloys heat-treated at 673 K. Such decrement of Mp andAp due to heat treatment at 773 K after the solution treatment has been also observed in the previous study using Ti44Ni47Nb9
alloy.15)
3.1.4 Effect of cold working rate
Figures 4 show the effects of cold working rate on changes in (a)Mpand (b)Apas a function of Nb content, respectively, where the solution-treated alloys with Ni/Ti¼1 were cold worked followed by the heat treatment at 773 K. It is seen that the increase in cold working rate reduces both ofMpandAp. It can be also seen that the reduction rate of Mp by cold working is the largest for the binary alloy (0 mol%Nb). The drastic decrement of Mp for the binary alloy with cold working before the heat treatment at 773 K may be caused by the appearance of R-phase transformation. It is known that, in the thermo-mechanically treated near-equiatomic Ti-Ni alloy, the B2 parent phase transforms to the B190martensite phase via the R-phase.16) It has been reported that the Ti-49.7 mol%Ni alloy medium-temperature-treated at 773 K after cold working shows the R-phase transformation during cooling, and consequently, itsMsbecomes lower than that of the solution-treated alloy, while the B190 martensite phase transforms to B2 phase directly.17)On the other hand, in the Ti-Ni-Nb alloys, the R-phase transformation does not occur even if the thermo-mechanically treatment is conducted.
The effects of the cold working rate on transformation temperatures depend on the Ni/Ti ratio. Figures 5(a) and (b) show Mp and Ap as a function of cold working rate, respectively. Mp and Ap decrease with increasing cold
working rate in all the alloys. Especially, the tendency is clear in the alloys with Ni/Ti¼1:05and 1.075 where both the transformation temperatures drastically decrease even by relatively small cold working of 10%, although the reason for such decrement ofMpandApis not clear at present.
3.2 Mechanical properties
3.2.1 Stress-strain behavior
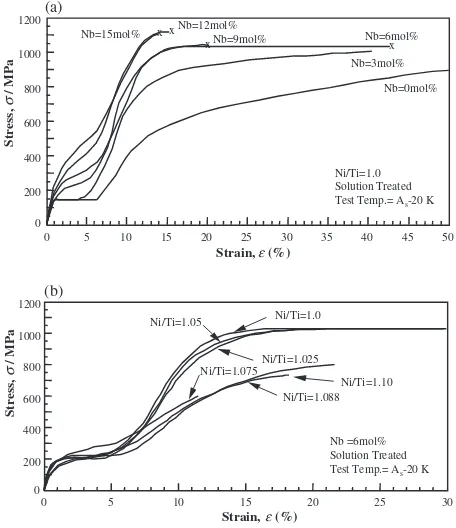
Figures 6 shows the stress-strain curves for the alloys with the M phase:, (a) Ni/Ti ratio is kept to be 1.0 with various Nb contents, and (b) Nb content is kept to be 6 mol% with various Ni/Ti ratios. As shown in Fig. 6(a), in the alloy without Nb, the plateau which is caused by the reorientation of the martensite variants is clearly observed in the initial stage and the work-hardening abruptly occurs by applying further strain. The slope of the plateau region seems to increase with increasing Nb content. This may be explained by the increment of constraint stress due to the Nb-rich particles, which would hinder the reorientation of the martensite variants.
It can be seen in Fig. 6(b) that the stress-strain behavior drastically changes when the Ni/Ti ratio exceeds 1.075. Especially, the work-hardening rate after the reorientation of the martensite variants in the alloys with Ni/Ti¼1:075 is lower than that of the alloy with Ni/Ti<1:075. The Ti-Ni-100
150 200 250 300 350 400
1 1.025 1.05 1.075 1.1
Ni/Ti Ratio
Nb = 6mol% Solution Treated
Ms Mf
As Af
Af
As
Ms
Mf
T
ransf
ormation T
emperatur
es,
T
/ K
Fig. 2 Effect of Ni/Ti ratio on martensitic transformation temperatures of solution-treated Ni-Ti-Nb alloys containing 6 mol%Nb.
(a)
(b)
380
260 280 300 320 340 360
600 700 800
Heat Treatment Temperatures, Th/ K
Re
v
erse T
ransf
ormation
P
eak
T
emperatur
e,
Ap
/ K
Solution Treated Nb=0mol%
Nb=3mol%
Nb=6mol% Nb=9mol%
Nb=12mol%
Nb=15mol%
Ni/Ti=1.0
140 160 180 200 220 240 260
600 700 800
T
ransf
ormation P
eak
T
emperatur
es,
Mp
and A
p
/ K
Heat Treatment Temperature, Th/ K
Nb=6mol%
Nb=6mol% Ap
Mp
Solution Treated
Ni/Ti=1.088
[image:3.595.68.280.75.226.2] [image:3.595.323.527.79.429.2]Nb SMAs with such a low work-hardening rate is very useful for the SMA pipe joints because such SMA pipe joints is easy to expand in the M phase.
3.2.2 Fracture strain and stress
SMA pipe joints are usually expanded at the state of the M phase in advance by a specified amount. Therefore, the fracture strain and stress in the M phase should be high. Moreover, the expanded SMA joints are shape recovered by heating, and consequently, the pipes are tightly jointed by the generated shape recovery force. Therefore, the SMA joints also must have high strength in a high temperature environ-ment,i.e.in the A phase. In the present study, the character-istics of fracture strain and fracture stress of the Ti-Ni-Nb alloys with either M or A phase were clarified.
Figures 7 show the fracture strain and fracture stress as a function of Nb content in the solution-treated alloys with (a) M phase and (b) A phase, respectively, where Ni/Ti ratio is 1.0. It is seen in Fig. 7(a) that the fracture strain ("f) decreases with increasing Nb content, which is caused by that the work-hardening rate in the alloy with M phase drastically increases with increasing Nb content as shown in Fig. 6. The fracture stress is around 1000 MPa in all the alloys. It is seen in Fig. 7(b) that fracture stain and fracture stress show almost similar tendencies to those in the M phase as shown in Fig. 7(b).
Figures 8(a) and (b) show the fracture stress and fracture
140 160 180 200 220 240 260 280 300
0 10 20 30
200 220 240 260 280 300 320 340 360
0 10 20 30
Cold Working Rate, R (%)
Martensitic T
ransf
ormation
P
eak
T
emperatur
e,
M
p
/ K
Nb=6mol%, 773K for 3.6 ks
Cold Working Rate, R (%)
Re
v
erse T
ransf
ormation
P
eak
T
emperatur
e,
Ap
/ K
Nb=6mol%, 773K for 3.6 ks Ni/Ti=1.0
Ni/Ti=1.025
Ni/Ti=1.05 Ni/Ti=1.075
Ni/Ti=1.088
Ni/Ti=1.1
Ni/Ti=1.1
Ni/Ti=1.075 Ni/Ti=1.088
Ni/Ti=1.05 Ni/Ti=1.025 Ni/Ti=1.025
(a)
(b)
Fig. 5 Effect of cold working rate on transformation peak temperatures, (a)Mpand (b)Ap, in Ti-Ni-Nb alloys with various Ni/Ti ratios.
220 240 260 280 300 320 340
0 20 30
Cold Working Rate, R (%)
Ma
rtensitic T
ransf
ormation
P
eak
T
emperatur
e,
M
p
/ K
Ni/Ti=1.0 773 K for 3.6 ks
260 280 300 320 340 360 380
0
10
10 20 30
Cold Work ing Rate, R (%)
Re
v
erse T
ransf
ormation
P
eak
T
emperatur
e,
Ap
/ K
(a)
(b)
Nb=0mol%
Nb=3mol%
Nb=6mol%
Nb=9mol% Nb=15mol%
Nb=12mol%
Ni/Ti=1.0 773 K for 3.6 ks Nb=0mol%
Nb=3mol%
Nb=6mol%
Nb=9mol% Nb=15mol%
Nb=12mol% Solution Treated
Solution Treated
Fig. 4 Effect of cold working rate on transformation peak temperatures, (a)Mpand (b)Ap, in Ti-Ni-Nb alloys with various Nb contents.
Ni/Ti=1.0 Solution Treated Test Temp.= As-20 K
Nb=0mol%
0 200 400 600 800 1000 1200
0 5 10 15 20 25 30 35 40 45 50 Nb=3mol%
Nb=6mol% x xNb=9mol%
xNb=12mol% x
Nb=15mol%
0 200 400 600 800 1000 1200
0 5 10 15 20 25 30
Ni/Ti=1.0
Ni/Ti=1.025 Ni/Ti=1.05
Ni/Ti=1.075
Ni/Ti=1.088 Ni/Ti=1.10 (a)
Strain, ε(%)
Stress,
Nb =6mol% Solution Treated Test Temp.= As-20 K (b)
Strain, (%)ε
σ
/ MPa
Stress,
σ
/ MPa
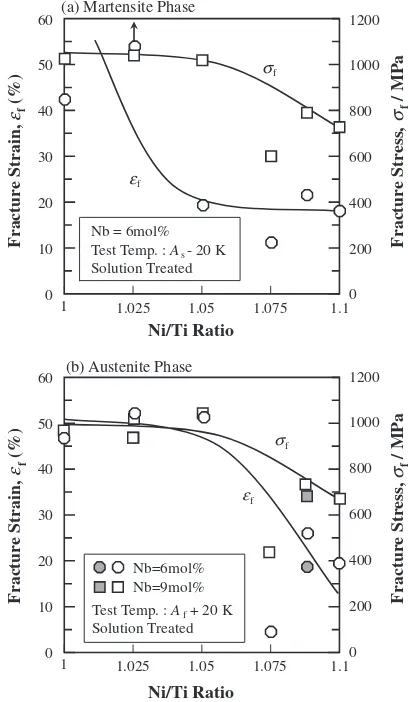
[image:4.595.68.273.72.423.2] [image:4.595.324.529.77.424.2] [image:4.595.313.541.485.749.2]strain as a function of Ni/Ti ratio for the solution-treated alloys with Nb¼6mol% at the state of (a) M phase and (b) A phase, respectively. The data for the alloys with 9 mol%Nb are also drawn in Fig. 8(b). It is seen in Fig. 8(a) that fracture strain in M phase drastically decreases when the Ni/Ti ratio exceeds 1.05. On the other hand, the fracture stress decreases when the Ni/Ti ratio is over 1.075 and it becomes about 700 MPa in the alloy with Ni/Ti¼1:1. As a result, the fracture strain of the alloy is about 20%. The changes in facture stress of the alloys with A phase as a function of Ni/ Ti ratio exhibit similar tendencies as shown with M phase in Fig. 8(b). On the other hand, the fracture strain in the A phase of the alloys with Ni/Ti¼1:05is over 45%, and drastically decreases when the Ni/Ti ratio exceeds 1.075.
Cold working before heat treatment significantly affects the fracture strain. Figures 9 show the fracture strain and the fracture stress as a function of cold working rate for the alloys containing 6 mol%Nb at the state of (a) M phase and (b) the A phases, respectively. Data for two kinds of Ni/Ti ratios, 1.0 and 1.025, are drawn. As shown in Fig. 9(a), the fracture strain in M phase drastically decreases by a 10% cold working followed by gradual decrease with further cold working. Such changes of the fracture stain as a function of cold working rate are similar regardless of the Ni/Ti ratio. On the other hand, the fracture stress is almost similar, thus, it seems not to be affected by the cold working rate. The
tendencies of the fracture strain and fracture stress at the state of A phase in Fig. 9(b) seems to exhibit similar tendencies at the state of M phase as shown in Fig. 9(a); the fracture strain decreases with increasing cold working rate and the fracture stress is almost constant value of around 1000 MPa regardless of cold working rate.
From the obtained results with both M and A phases, the alloys cold worked before heat treatment exhibit the fracture stress around 1000 MPa, while the fracture strain at the M phase state drops below 20% by cold working before heat treatment. Consequently, it is suggested from the present results that the cold working processes before the aging heat treatment is undesirable and omitted in the manufacturing processes of the SMA pipe joints. Since the SMA pipe joints in practical use are expanded in the M phase by applying the strain of 12–15% to the circumference direction of the pipe joints, the fracture strain of over about 20% in the M phase should be required. Therefore, based on the present results, it is proposed to apply the Ti-Ni-Nb SMAs to the pipe joints that the following conditions must be satisfied: (1) Nb content below 9 mol%, (2) Ni/Ti ratio below 1.05 and (3) cold working ratio below 10% before the solution treatment.
4. Conclusions
In order to develop Ti-Ni-Nb SMA pipe joints, effects of 0
10 20 30 40 50
0 200 400 600 800 1000 1200
0 3 6 12 15
Nb Content, CNb(mol%)
9 60
0 10 20 30 40 50
0 200 400 600 800 1000 1200
0 3 6 9 12 15
60
Fractur
e Strain,
f
(%)
ε
Fractur
e Str
ess,
f
/ MP
a
σ
Test Temp. : As-20 K
Solution Treated
Test Temp. : Af+ 20 K
Solution Treated (a) Martensite Phase
(b) Austenite Phase
Nb Content, CNb(mol%)
Fractur
e Strain,
f
(%)
ε
f
f
f
f
Fractur
e Str
ess,
f
/ MP
a
σ
σ
ε
σ
ε
Fig. 7 Fracture strain"fand fracture stressfas a function of Nb content in Ni-Ti-Nb alloys with (a) martensite phase and (b) austenite phase.
0 10 20 30 40 50 60
1 1.025 0
200 400 600 800 1000 1200
1.05 1.075 1.1
0 200 400 600 800 1000 1200
1 1.025 1.05 1.075 1.1
0 10 20 30 40 50 60
σf
εf f
f (a) Martensite Phase
(b) Austenite Phase
Ni/Ti Ratio
Fractur
e Strain,
εf
(%)
Fractur
e Str
ess,
f
/ MP
a
σ
Fractur
e Strain,
f
(%)
ε
Fractur
e Str
ess,
f
/ MP
a
σ
Nb = 6mol%
Test Temp. : As- 20 K
Solution Treated
Nb=6mol% Nb=9mol%
Test Temp. : Af+ 20 K
Solution Treated
Ni/Ti Ratio
ε
σ
[image:5.595.69.274.72.423.2] [image:5.595.323.527.75.426.2]the Nb content, Ni/Ti ratio, heat treatment and cold working on the martensitic transformation temperatures and the mechanical properties were investigated. The obtained results are as follows;
(1) The martensitic transformation temperature decrease with increasing the Nb content and Ni/Ti ratio. (2) In the solution-treated alloys, heat treatment conditions
do not affect the transformation temperatures when Ni/ Ti ratio is 1.0, while those temperatures depend on the heat treatment temperature when Ni/Ti is larger than 1.0.
(3) The martensitic transformation temperatures decrease
with increasing the cold working rate before aging heat treatment at 673 and 773 K.
(4) In the solution-treated alloys, the fracture strain of the martensite phase decreases when the Nb content exceeds 6 mol% or the Ni/Ti ratio exceeds 1.05. Cold working of 10% reduction before heat treatment drastically reduces the fracture strain.
(5) The fracture stress of the martensite and austenite phases decreases when the Ni/Ti ratio exceeds 1.05, while they are hardly affected by the cold working rate. (6) It is proposed to apply the Ti-Ni-Nb SMAs to the pipe joints that the following conditions must be satisfied: (1) Nb content below 9 mol%, (2) Ni/Ti ratio below 1.05 and (3) cold working ratio below 10% before the solution treatment.
Acknowledgment
This work was conducted as a joint-study between Japanese BWR Utilities (The Tokyo Electric Power Co., Inc., Chubu Electric Power Co., Inc., The Chugoku Electric Power Co., Inc., The Japan Atomic Power Company), Toshiba Corporation and Hitachi, Ltd.
REFERENCES
1) S. Miyazaki, T. Sakuma and T. Shibuya:Properties and Application Development of Shape Memory Alloy(CMC, Japan, 2001) 233–260. 2) T. Honma: Jour. Jpn. Soc. Mech. Eng.87(1984) 517–522. 3) K. Yamauchi: Jpn. Inst. Met.7(1993) 495–499.
4) M. Miyagi: Jpn. Inst. Met.24(1985) 69–74.
5) S. Miyazaki, T. Sakuma and T. Shibuya:Properties and Application Development of Shape Memory Alloy(CMC, Japan, 2001) 132. 6) S. Miyazaki, T. Sakuma and T. Shibuya:Properties and Application
Development of Shape Memory Alloy(CMC, Japan, 2001) 179. 7) T. Sakuma, M. Hosogi, N. Okabe, U. Iwata and K. Okita: Mater. Trans.
43(2002) 828–833.
8) C. S. Zhang and L. C. Zhao: Scripta Met. Mater.24(1990) 1807–1812. 9) T. Sakuma, S. Miyazaki, M. Hosogi and N. Okabe: Trans. MRSJ26
(2001) 153–157.
10) H. Hosogi, N. Okabe, T. Sakuma and S. Miyazaki: Zairyo51(2002) 48–53.
11) T. Saburi: Metals and Technology59(1989) 11–18.
12) S. Miyazaki and H. Sakamoto: Jpn. Inst. Met.24(1985) 33–44. 13) T. Todoroki and H. Tamura: J. Jpn. Inst. Met.50(1986) 538–545. 14) H. Funakubo:KEIJO KIOKU GOUKIN, (Sangyotosho, Japan, 1984). 15) M. Piao, S. Miyazaki and K. Otsuka: Mater. Trans. JIM33(1992) 346–
353.
16) T. Saburi:Shape Memory Materials, ed. by C. M. Wayman and K. Otsuka, (Cambridge University Press, Cambridge, 1998) 49. 17) T. Todoroki and H. Tamura: J. Japan Inst. Metals50(1986) 1–10. f
f
0 10 20 30 40 50 60
0 10 20 30
Ni/Ti=1.0 Ni/Ti=1.025 Nb = 6mol%
Test Temp. : Af + 20 K
0 200 400 600 800 1000 1200 1400 0
10 20 30 40 50 60
0 10 20 30
0 200 400 600 800 1000 1200 1400
Cold Working Rate, R (%)
σf
εf (a) Martensite Phase
(b) Austenite Phase
Fractur
e Strain,
f
(%)
ε
Fractur
e Str
ess,
f
/ MP
a
σ
Fractur
e Strain,
f
(%)
ε
Fractur
e Str
ess,
f
/ MP
a
σ
Cold Working Rate, R (%)
Nb = 6mol%
Test Temp. : As- 20 K
Ni/Ti=1.0 Ni/Ti=1.025
σ
ε
[image:6.595.70.269.74.426.2]