ANALYZING AND OPTIMIZING THE BUSINESS
PROCESSES OF UNIVERSAL CORRUGATED B.V.
USING LEAN MANAGEMENT
BACHELOR THESIS
REBECCA VAN DAPPEREN
INDUSTRIAL ENGINEERING & MANAGEMENT (S1570080) Supervisor: Dr. Ir. J.M.J. Schutteni
Preface
Currently, you have my bachelor thesis “Analyzing and optimizing the business processes of Universal
Corrugated B.V. using Lean Management” in front of you. In this research we have taken a look into the business processes of Universal Corrugated B.V., located in Almelo. We first identified the problems within the company and then, using Lean Management, we determined how we could best solve these problems and optimize the business processes. Due to time being, we focused on one business process in detail, namely the process between sales and engineering. However, we also gave global recommendations how the company can optimize the other business processes.
The reason I started this research was because I wanted to get experienced with a real company and apply the theory I learned during my study to this specific company. I had a preference for doing research in the optimization of business processes. In order to attain a good assignment, I sent out applications to several companies and had a few conversations at different companies. Finally, I made a decision and chose Universal Corrugated as the company to graduate. The
company’s reason to “hire” me was because they wanted a student to analyze and improve their business processes by means of Lean Management. Lean Management is something I really like and also one of the reasons I wanted to graduate at this specific company.
I want to thank Universal Corrugated B.V. for giving me the chance to do my bachelor assignment at their company. I especially want to thank my company supervisor John Boshuis for giving me good feedback and guidance during my thesis process. I also want to thank my second company supervisor Rob Steenbergen and the other employees of the company, who were so open during the interviews and were always accessible when needed. At last, I want to thank Marco Schutten, my University supervisor, for the guidance with my research, and Jennifer van den Berg, my buddy and friend, for giving me feedback and support.
ii
Executive summary
Universal Corrugated B.V. is a company located in Almelo and specialized in stacking equipment and sheet material systems in the corrugated cardboard and solid boards markets. The company is part of the Minda group and one of the market leaders in the area of technical innovation. To maintain this position, they implement continuous development and quality improvement.
Currently, the business processes do not flow as they should, which causes several problems. The core problem of the company is the informal structure. This eventually leads to a low ROI. Also, the quality of the end-product is too low and the lead time too long. This report describes the business processes of the company and how we can improve the processes using Lean Management and, ideally, eliminate the abovementioned problems.
Due to time limitations, we focused on the process between sales and engineering, as these are the processes with the most problems. Using interviews with staff and observation, we conclude that the communication and collaboration between the two departments does not go very smoothly. This results in low quality documents and time waste. Waste is the collective term of all the activities that do not add value to the company. The most common waste types are defectives and motion, which means quality waste and inefficient work, respectively.
By answering a few investigative research questions, we answered the following main research question:
“How can Lean Management be best applied to the optimization of the sales-engineering process at Universal Corrugated B.V.?”
The answer to this proposed research question is that there are three Lean tools that can be implemented at the company. These are, ranked from most important to least, Standardized work, 5S, and Kanban. The company can best apply these tools by announcing them first to the employees. The management team needs to make clear what the benefits are for them and what the actual plan is. It is also useful to work in teams. By applying 5S the company gets organized and the quality can be improved. The management team also needs to write down standards for every process within the company. These implementations eventually lead to better collaboration between the
iii
Table of contents
Preface ... i
Executive summary ...ii
Glossary ... iv
1. Introduction ... 1
1.1 Universal Corrugated B.V. ... 1
1.2 Motivation ... 1
1.3 The problem context ... 1
1.4 The core problem ... 3
1.5 Objectives ... 3
1.6 Problem-solving approach... 4
1.7 Limitations ... 5
1.8 Deliverables ... 6
2. Literature review ... 7
2.1 What is Lean Management? ... 7
2.2 Different Lean tools ... 10
2.3 Lean tools for the optimization of business processes in an SME ... 11
3. The current situation ... 13
3.1 The company ... 13
3.2 Flowcharts of the different business processes ... 14
3.3 Problems within the business processes ... 19
4. Solution design ... 23
4.1 The best optimization method ... 23
4.2 The best Lean tool ... 25
4.3 Conclusion ... 26
Chapter 5: Solution implementation ... 27
5.1 Standardized work ... 27
5.2 5S ... 29
5.3 Kanban ... 33
Chapter 6: Conclusions and recommendations ... 37
6.1 Conclusions ... 37
6.2 Recommendations... 38
References ... 41
Appendix ... 44
A. Organogram ... 44
iv
Glossary
Business processes A specific sequence of related, structured activities or tasks in order to produce a product or service. All processes starting from receiving an order of the client to the delivery of the end product to the customer.
Drawing package A package containing the layout (drawing) of the machine and a component list.
Dry commissioning Testing the machine without the actual product (in this case cardboard) on it.
Engineering request A document, made by the sales department, with specifications of a standard machine. However, the machines are made on
customer request, thus the specifications in the engineering request need to be adjusted according to the wishes of the customer.
FAT document Factory Acceptance Test
Offer A price proposition based on the specifications of the customer request and the price calculations of the machine.
Optimization Making a situation or resource better and more effective. In this case the situation is one or more business processes.
Order sheet A document containing the order confirmation with the specifications and the signature of the customer.
ROI Return on Investment. The ratio between the company’s net profit
generated by an investment and the costs of this investment. SAT document Site Acceptance Test
SME Small- and medium-sized enterprises. Businesses whose personnel numbers fall below certain limits.
Wet commissioning Testing the machine with the product (in this case cardboard).
1
1. Introduction
This chapter starts in Section 1.1 with background information of the host company for the
assignment. Section 1.2 describes the motives for the research and Sections 1.3 and 1.4 contain the problem context and a description of the core problem. Section 1.5 discusses the objectives for the research. Furthermore, Section 1.6 states the research questions we answered during this research. Section 1.7 describes the deliverables of the research. The chapter ends in Section 1.8 with the limitations that we might face during the research. We conduct this research on the occasion of the
bachelor’s programme Industrial Engineering and Management (IEM).
1.1 Universal Corrugated B.V.
The host company for this bachelor assignment is Universal Corrugated B.V., located in Almelo. The company was founded in 1957 and is part of the Minda group. Universal is specialized in stacking equipment and sheet material systems in the corrugated cardboard and solid board markets. The company has around 40 employees who develop, produce and install and maintain stacking systems on a mechanical, hardware and software level. Universal Corrugated is one of the market leaders in the area of technical innovation and wants to maintain and build upon this position by means of continuous development and improvement in quality.
1.2 Motivation
The company determined that there is no good structure within the business processes. As this causes a lot of problems within the company, which we describe in Section 1.3, this structure needs to be improved. The company supervisor is the engineering manager and wishes to apply selective Lean Management tools to the optimization of the business processes in order to achieve a better structure and eventually less problems within the company. Lean Management is a method that is best for optimizing the processes in this company, as it is a very broad methodology and covers all aspects. Other methodologies might also work, but only cover one or a few aspects within the problem context, while we are able to fix all problems using Lean Management. We explain the choice for Lean Management in Chapter 4.
1.3 The problem context
Using interviews with the employees and observation, we found a few problems within the company. First of all, Universal Corrugated misses a good structure. At the moment, there is a very informal structure, which causes problems such as lack of discipline and missing patterns. Also, the company does not get into immediate action when a problem arises. Moreover, there is a lack of teamwork, open communication is missing and therefore, employees do not always inform each other about their tasks. This eventually causes many obscurities.
Second, there is a weak collaboration between the three departments at the company. We consider a department as a part of the company. The three departments are the main offices (such as sales and purchasing), the shop floor and the engineering offices. Employees really experience a gap between each other. There are no official meetings, so they communicate with each other via e-mail and sometimes, information is not received the way it should be received. This causes irritations and lots of complaining.
2
The most severe problems can be explained in terms of the “triple constraint” (Quality –
Time – Budget). This triple constraint means that all projects are carried out under certain constraints (Haughey, 2011), namely:
1. The project must meet quality requirements (Quality). 2. The project must be delivered in time (Time).
[image:7.595.98.510.590.732.2]3. The project must be delivered within the set budget (Budget).
Figure 1. The Triple Constraint (Haughey, 2011)
This is also the case at Universal Corrugated. The mechanics need a long time to build the
machine. It takes around 9 months to build the machine, while competitors build a similar machine in 6 months. The machine is eventually delivered at the stated deadline in the contract, but the lead time is longer than necessary, which causes high production costs. Also, the company does not always meet quality requirements. They want to build the machine as cheap as possible, but this is at the expense of the quality. It also leads to high quality costs. And at last, their Return On Investment (ROI) is too low, due to the high quality and production costs. This low ROI is also a result of high stock costs. The buying department sometimes buys more products than actually needed, which
means this “overload” of products must be stocked in the warehouse against an amount of stock
costs.
However, we cannot improve these three issues at the same time as there will appear some trade-offs. If the company wants the quality to be improved, it will take more labor time to build the machine and they probably need a bigger budget because they need to purchase higher-quality products. If they want the machine to be built faster, they need to hire more staff, which increases costs. Lastly, if they want to reach a higher ROI, the quality of the machine will probably drop even more due to low-quality products and the lead time will be longer, because of less personnel.
3
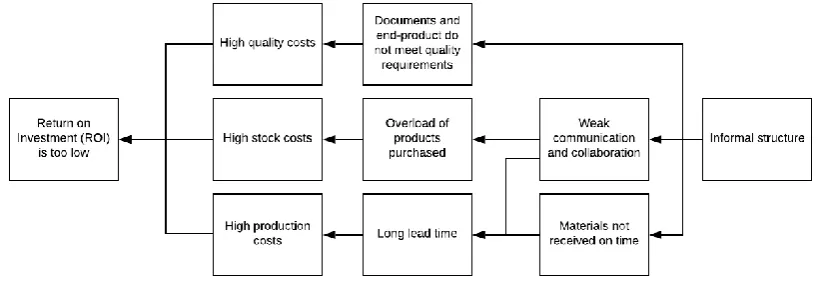
The problem cluster in Figure 2 starts with the low ROI, being the main problem of this research and the result of all small problems. The low ROI is caused by high quality, stock and production costs. The high quality costs are a result of the low quality document being transferred between colleagues and the low quality end-product. The high stock costs are due to the purchasing employee ordering products while they are still in stock or not even necessary. This is in turn caused by the weak
collaboration between the departments. This latter is also the reason for the long lead time. The long lead time is also triggered by third-party deliverers not delivering on time and a lack of personnel. The low quality is caused by the informal structure; the management did not document the standards, so there are no standard job instructions. Therefore, every document or end-product is different and does not meet everyone’s expectations. The informal structure is also the reason for the materials not being delivered on time as the management team does not put enough effort in selecting other deliverers and do not see this as a priority. At last, the weak collaboration and communication is also caused by the informal structure; communication often goes via e-mail and this way, the employees do not always understand each other.
1.4 The core problem
Looking at the problem context, there are actually three big problems:
1. The quality of the manufactured goods at Universal Corrugated B.V. is not always as it should be.
2. The lead time for building the machine is longer than necessary. 3. The ROI of the company is too low.
However, these are not the core problems, but the main problems which are consequences of the core problem. The core problem, which is the problem that causes all the other problems, is the informal structure of the company. When there is a better, more formal structure, the best-case scenario is that communication and collaboration within the company improves, the lead time reduces, and the quality and the ROI increases. However, as Section 1.3 describes, we cannot reach this due to trade-offs.
“The core problem is the informal structure at Universal Corrugated B.V.”
1.5 Objectives
In this research, we optimize at least one of the business processes. For this research, we choose the low ROI as the main problem. The objective of the research is to optimize the business processes so that the ROI increases.
Besides this objective, the company also has some short-term, medium-long-term and long-term objectives that can be taken in mind during this research.
Short-term objectives (1 – 12 months):
1. Making the core product of Universal stable and standard.
2. Professionalizing the pro-active approach to customers worldwide. 3. Forcing order intake regarding:
a. New machines
b. Modifications of existing machines c. Service- / Spare-parts
4 Medium-long-term objectives (1 – 24 months):
5. Increasing sales of machines with 60 – 80%. 6. Increasing sales of service - / spare-parts with 50%. 7. Increasing net profit to 8 – 10% of sales.
8. Continuously adjusting the capacities/organizations.
9. Professionalizing the structure and procedures inside Universal. 10. Implementing a new ERP system in support of the organization.
Long-term objectives (2 – 5 years):
11. Developing and having a prototype of at least one new product in the existing branch. 12. Stabilizing the organization.
1.6 Problem-solving approach
The most important part of this research are the research questions. Without these, we cannot fully conduct this research. This section states these research questions, how we approach the questions, and the deliverables of the research.
In corporation with the company supervisors, we choose one particular business process to optimize in detail, namely the process between sales and engineering. This process is called the
“sales-engineering process” in the rest of this thesis. The reason we choose this problem is because this is the process where most of the problems exist and these two processes experience the largest gap between each other, regarding weak communication and collaboration. The research questions in this section are connected with this business process. Also, we take in mind that Universal Corrugated is a small and medium-sized enterprise (SME). Chapter 2 explains this latter.
The main research question is:
“How can Lean Management be best applied to the optimization of the sales-engineering process at Universal Corrugated B.V.?”
The most important things to know are what Lean Management is and what the Lean tools are. Furthermore, because of Universal Corrugated being an SME, we must find out what Lean tools would be best to optimize business processes in an SME. We gained this knowledge by answering the following three research questions using literature:
1. What is Lean Management? 2. What are the different Lean tools?
3. What are possible Lean tools to optimize business processes in an SME?
We answer these three research questions in Chapter 2: the literature review. Without this information, we cannot fully conduct the research.
The first research question gives a detailed description of what Lean Management is and what the difference is between a traditional workflow approach and the Lean approach. Also, we explain the term “waste”. The answer to the second research question gives a list of the different Lean tools that can be found in different types of literature. We also give a short explanation of the different Lean tools. The third research question explains what Lean tools would be best to optimize the business processes in a small- and medium-sized enterprises (SME).
5
how the processes currently flow we cannot optimize the processes, as it is not clear what the problems are within the processes. The research questions we answer in this phase are:
4. What are the current steps of the business processes at Universal Corrugated B.V.? 5. What problems exist within the business processes at Universal Corrugated B.V.?
Chapter 3 answers research questions 4 and 5. First, by interviewing the employees of Universal we examine the different processes. Using these interviews, we give a visual representation of how the business processes look like. Second, we use the interviews to determine what problems are known and to which type(s) of waste we can connect them.
After we finish answering research questions 4 and 5, we choose a number of Lean tools that are best to optimize the sales-engineering process at Universal Corrugated B.V. The research
question central in Chapter 4 is:
6. What Lean tools are best to optimize the sales-engineering process at Universal Corrugated B.V.?
In order to answer this question, we need the answers to research question 1 to 5. We connect the information about the different Lean tools to the company so that we can choose a number of possible Lean tools to be used. We eliminate the Lean tools that are not useful because they have a different purpose than needed. We compare the different possible Lean tools by means of criteria, giving weights to these criteria, and giving scores to the different tools. This comparison results in a table with scores and we eventually choose the tools with the best score.
The last research question we answer in this research is:
7. What steps should be followed when applying the chosen Lean tools to the sales-engineering process at Universal Corrugated B.V.?
We answer this question in Chapter 5. To find out what steps we should follow in order to improve the sales-engineering process at Universal Corrugated with the different chosen Lean tools, we do some literature research about these specific tools. This results in steps to follow in order to optimize the sales-engineering process at Universal.
Finally, Chapter 6 addresses the conclusions we are able to draw from the research. This means we give a short summarizing answer to all research question in order to eventually answer the main research question. The chapter also includes our recommendations for Universal Corrugated regarding the optimization of the sales-engineering process, but also regarding the optimization of all other processes in general. We also tackle the core problem and how the optimization of the
business processes can lead to a higher ROI for the company.
1.7 Limitations
There are a few limitations and constraints connected to the research. At first, the goods needed for the shop floor employees do not always get on time. However, we cannot control this, as this is a third party deliverer that we cannot influence. It is still possible that this has a negative influence on the outcome of the process and the ROI.
6
most valuable for the company. Also, we are not able to fully implement the solution. Therefore, we give the company recommendations on how to best improve their business processes.
1.8 Deliverables
At the end of this research, there will be a few deliverables:
1. Visual representations of the current status of the different processes.
2. Recommendations about how to best implement Lean tools to the optimization of the sales-engineering process.
7
2. Literature review
This chapter describes background information about Lean Management and the alternatives for Lean Management (Section 2.1) and the different Lean tools (Section 2.2). Also, Section 2.3 gives information about what an SME is and describes what Lean tools we can best apply to the
optimization of business processes in an SME. This information is needed in order to fully understand the rest of the thesis. This chapter answers the following research questions:
1. What is Lean Management? 2. What are the different Lean tools?
3. What are possible Lean tools to optimize business processes in an SME?
2.1 What is Lean Management?
Lean Management was originally called “just-in-time” when it was adopted in Japan. Besides being an improvement approach, it is a philosophy of how to run, plan and control operations. It aims to meet customer demand with perfect quality and minimum to no waste. In order to achieve this, products and services supply must be in a fit-for-use synchronization with demand for these products or services. Therefore, it is also called Lean Synchronization (Slack, Brandon-Jones & Johnston, 2013).
The flow of items which includes services and products must always deliver exactly what customers want, in exact quantities, exactly when needed, and exactly where required. Using Lean, this must be achieved at the lowest possible cost. This eventually results in items flowing smoothly through process, operations and supply networks.
According to Slack et al. (2013) the key elements of Lean Management when used as an improvement tool are:
• Customer-centricity;
• Internal customer-supplier relationships; • Perfection is the goal;
• Synchronized flow; • Variation reduction; • Include all people;
• Waste elimination, which we further explain in Section 2.1.2.
2.1.1 The difference between the traditional Lean approach and the current Lean approach
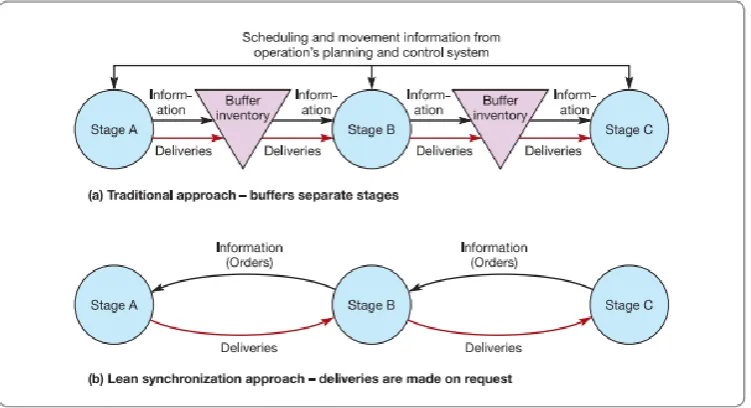
Lean Management differs from its traditional approach when managing flow. In the traditional approach of Lean Management, thus when the method was first introduced, Lean was “relatively radical” and production was aimed at high volume (Slack et al., 2013). Figure 3 visually shows the description below.The traditional Lean approach places the output of each stage in a “buffer” inventory, so that
the next stage can take these outputs and pass them through to the next buffer inventory after processing them. This results in each stage being independent and able to continue for a while in case a certain stage stops operating. Unfortunately, this approach results in inventory costs and slow throughput times, as items will spend time waiting in the buffers. Also, when a stage stops operating due to a problem, the problem will not immediately be apparent to the other stages. This means that solving the problem will be centered mainly on the people working in that stage.
8
starting point of this philosophy is the customer who “pulls” items through the process and encourages to let the items flow through the process in a synchronized matter. This means that products are not made to stock them (push-principle) but are only produced when the customer asks for the product (pull-principle). The stages are not separated, which increases employee motivation. This improved motivation leads to less waste. Unfortunately, these benefits do come at the cost of capacity utilization. A stage stoppage will affect the whole process, which leads to lower-capacity utilization in the short term.
Figure 3. (a) Traditional and (b) Lean synchronized flow between stages (Slack et al., 2013)
2.1.2 The elimination of waste
Lean Management focuses on the elimination of all forms of waste. Waste is “any activity that does not add value” (Slack et al., 2013). Using the Japanese terms of the Lean philosophy, we describe waste elimination. Muda, mura and muri are three causes of waste that should be eliminated.
• Muda are wasteful activities that do not add value to the operation or to the customer. The main causes of these activities are poorly communicated objectives of inefficient use of resources.
• Mura means “lack of consistency”. It is unevenness that results in a periodic overload of staff
or equipment.
• Muri means unnecessary or unreasonable requirements in a process that will result in poor outcomes. Appropriate skills, effective planning and accurate time estimation will avoid this muri.
Besides the three causes of waste, there are also seven types of waste (Slack et al, 2013). 1. Over-production: producing more than needed by the next process.
2. Waiting time of equipment and labor due to the production of Work in Progress (WIP) not needed.
3. Transport: moving items around the operation and double or triple handling of WIP. 4. Process: a process may only exist because of poor component design or poor maintenance. 5. Inventory.
[image:13.595.72.448.181.385.2]9
In order to make problems visible, you should go to where it actually takes place. This is the gemba walk. Managers should regularly visit where jobs are done to find out what types of waste exist.
To identify sources of waste, you should look at what happens to items within a process. Value stream mapping can be used to understand the flow of material and information of products and services as it flows through a process, operation or supply chain. It maps the production path from start to finish and focuses on value-adding activities.
Waste could be eliminated by means of a streamlined flow. Long process routes result in delay and inventory buffers, it adds no value and slows down the throughput times. Making a streamlined flow with workstations close together brings more systematization and control to the process flow. Waste could also be eliminated in three other ways:
1. Through matching supply and demand exactly: delivering only what is needed and when. It uses the pull-principle where production is triggered only by real customer demand. 2. Through flexible processes: reducing changeover times from one activity to the next. 3. Through minimizing variability: minimizing variation in the quality of items. This can be done
using the 5S method of Lean (further explained in Section 2.2).
2.1.3 Alternatives to Lean Management
Lean Management is one of the many optimization methods for business processes and problem solving methods. This section sums up other different optimization and problem solving methods and explains what the purpose of these methods is. Also, the methods we mention are methods that are comparable to Lean, as they cover many different aspects of a company and not only focus on one particular part. Of course, besides these methods, there are many more optimization and
improvement techniques, but for the sake of this research, the list will contain a small part of these. Chapter 4 explains why we choose Lean Management instead of one of the other methods.
• Agile: aims to satisfy customers continuously, improve communication and increase quality. It breaks large product developments into short periods of 2 to 4 weeks (LeanSixSigma, n.d.). Another aspect of agile is that throughout the entire project, developers and business people must work together. To motivate these people, they should be given a proper environment, support and trust. Also, on a regular basis, the team must reflect on how to become more effective, based on customer needs and their own needs (Linchpin SEO, n.d.).
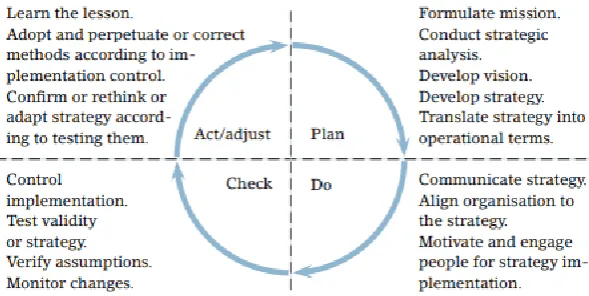
• Deming Cycle / PDCA: the Plan-Do-Check-Act cycle is a four-step cycle aiming at quality improvement. The steps could be interpreted as follows (Pietrzak & Paliszkiewicz, 2015):
➢ Plan: a plan is made of what someone wants to accomplish and how to know when it is accomplished. A project must not proceed without a plan. Also measurable
objectives and methods how to reach these objectives must be established.
➢ Do: the “plan” stage is executed and the methods are implemented.
➢ Check: the expectations and objectives are checked on how well these are
accomplished. Also the effects and the results achieved are examined. Furthermore, it is checked whether there were any deviations from the plan.
➢ Act: this last stage reviews the cycle on what lessons could be learned, which
methods were useful in reaching the objectives, whether it is reasonable to continue with this plan or not, and if any changes are needed for a next cycle.
10
Figure 4. The PDCA cycle (Pietrzak & Paliszkiewicz, 2015)
• Theory of Constraints (TOC): an operations management philosophy that focuses the attention on capacity constraints or the bottlenecks of the company (Slack et al., 2013). The method focuses on system improvement and concentrates on the process that slows the production process (Nave, 2002).
• Total Quality Management (TQM): a strategy aimed at establishing and delivering high quality products and/or services that fully cover customer demand and have a high level of customer satisfaction. The goal is to generate more efficient services by achieving a high level of cooperation between organizational members (Al-Qahtani, Alshehri & Aziz, 2015).
2.2 Different Lean tools
For this research, we compare different Lean tools and eventually give recommendations about what tools is most appropriate for the optimization of the business processes for Universal Corrugated B.V. In this research, “tools” are methods, approaches, strategies or procedures with which certain objectives can be achieved. The tools we mention in this section are all tools of Lean Management.
This section describes some of these different tools which can be used further in this research. • 5s: a method that aims on the quality of the organization (Kogawa & Salgado, 2017).
• Sort/Seiri: eliminate what is not needed, keep what is needed.
• Straighten/Seiton: position things so that they can be easily reached when needed. • Shine/Seiso: keep things clean and tidy.
• Standardize/Seiketsu: maintain cleanliness and order.
• Sustain/Shitsuke: develop commitment and pride in keeping the standards.
• Heijunka (Level Scheduling): a method of production scheduling with the purpose of manufacturing in smaller batches by sequencing product variants within a process (25 essential Lean tools, n.d.).
• Jidoka (Automation): a design equipment so that the manufacturing process is partially automated and will automatically stop when defects are detected (Maralcan & Ilhan, 2017). • Just-In-Time (JIT): parts are pulled through the production based on customer demand
11
• Kaizen: a strategy in which all employees must work together to achieve continuous improvement (25 essential Lean tools, n.d.).
• Kanban (Pull System): a method in which the flow of goods within an organization and with suppliers and customers will be regulated. It is based on replenishing goods on an automated basis. This eliminates inventory and overproduction waste (25 essential Lean tools, n.d.). • Poka-Yoke: a system to prevent errors. It is a method to prevent the defect, detect, discover
and act in cause (Kogawa et al., 2017).
• RASCI: a tool to allocate roles to people involved in a certain initiative (Harrin, 2018 and Sugiyama & Schmidt, 2013).
➢ Responsible: the individual actually working on the activity, the “doer”.
➢ Accountable: the individual with the yes or no decision-right over the activity.
➢ Supportive: the individual supporting the doer in getting the activity done. This individual also has authority to provide resources and information needed for the activity.
➢ Consulted: the individual to be consulted before the process can proceed.
➢ Informed: the individual who needs to be informed about what is occurring but is not actually a part of the activity.
• SMED (Single Minute Exchange of Die): a method to reduce setup change over time (25 essential Lean tools, n.d.). The changeover time is the time between the production of the last good and the production of the first good.
• Standardized work: procedures for manufacturing are documented so they capture best practices. The documentation must be easy to change (25 essential Lean tools, n.d.). • TPM (Total Productive Maintenance): an approach to maintenance where the focus lies on
proactive and preventative maintenance so that the operational time of equipment can be maximized (25 essential Lean tools, n.d.).
2.3 Lean tools for the optimization of business processes in an SME
A small- and medium-sized enterprise (SME) can be recognized by its low number of employees. Furthermore, the annual turnover or the annual balance sheet can be taken into account when determining whether a company is an SME or not (Berisha & Pula, 2015).
[image:16.595.71.530.684.752.2]Table 1 is an indication to determine whether a company is small-, medium-, or micro-sized.
Table 1.
Definition SMEs with European Union standards (European Commission, 2016).
Enterprise category Number of employees Annual turnover Annual balance sheet total
Medium-sized < 250 ≤€50 million ≤€50 million
Small-sized < 50 ≤€10 million ≤€10 million
12
When looking at the number of employees, we can identify Universal Corrugated as a small-sized enterprise, as they have about 42 staff members. The turnover or balance sheet is not known, so we cannot determine whether Universal is small- or medium-sized in that respect. In the rest of this research, we call Universal Corrugated an SME.
Some more indicators to recognize an SME are listed below (Yon & Evans, 2011). We can also apply these characteristics to Universal Corrugated.
• The organization has highly personalized contacts; • The sales are very uncertain;
• The relationship with customers is somewhat unstable; • The production is labor intensive;
When looking at appropriate Lean tools for the optimization of business processes in an SME in general, Lee (2004) determined that the 5S tool is most suitable. 5S focuses on quality, preventive maintenance and employee involvement. It also requires low financial investment. Using 5S leads to less human effort, less space and capital, shorter processing times and fewer mistakes (Bamber, Sharp & Hides, 2000). In order to implement 5S in an SME, we must clearly define the processes and the organizational culture (Veža, 2011).
13
3. The current situation
In this chapter, we explain what the current situation of the business processes at Universal
Corrugated B.V. is. Section 3.1 shows what the company looks like and explains the different business processes within the company. Section 3.2 shows the flowcharts of the business processes. Section 3.3 describes the problems found within the processes, which we linked to the different types of waste of Lean Management. For this chapter, we describe the sales-engineering process in detail, while we globally describe the other processes.
The two research questions central in this chapter are:
• What are the current steps of the business processes at Universal Corrugated B.V.?
• What problems exist within the business processes at Universal Corrugated B.V.?
3.1 The company
Universal Corrugated B.V. is a company consisting of around 40 employees working in different departments within the company. It is a very informal company, without sufficient standards, and concluding from an employee satisfaction survey, people do not seem to be very proud to work at the company. The employees all have a different vision, which causes many discussions. There is a large gap between the sales department and the engineering department, figuratively and literally. The engineering department is upstairs, while the sales department is downstairs. Even though the two departments are in the same building, the employees feel like “they are in two different worlds”.
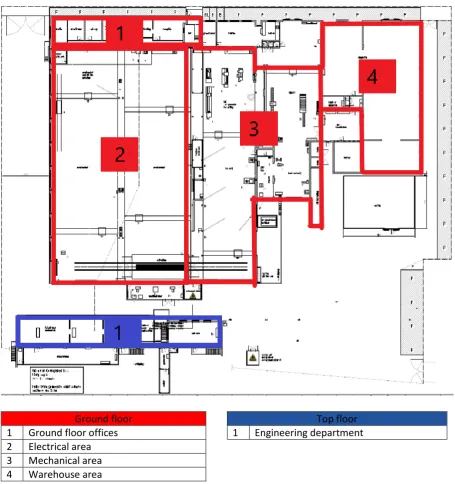
The company consists of three parts: • The offices on ground floor; • The shop floor on ground floor;
• The offices on top floor; this is the engineering department.
The offices on ground floor consist of several departments, namely sales, service/spare-parts, production, purchasing, accountancy and reception. Also the plant manager’s office is located on
ground floor.
Also the shop floor consists of different areas. The shop floor is divided into a mechanical part and an electrical part, both having its own manager. At the shop floor, the different parts of the machine are made or modified and the machine is assembled.
14
Ground floor Top floor
1 Ground floor offices 1 Engineering department
[image:19.595.70.526.65.550.2]2 Electrical area 3 Mechanical area 4 Warehouse area
Figure 5. Floor plan with legend as provided by Universal Corrugated B.V.
3.2 Flowcharts of the different business processes
This section gives a visual representation of the different business processes at Universal Corrugated B.V. First, a flowchart shows the overall process from order to delivery. Then, different flowcharts represent the sales and engineering processes more in detail. Appendix B shows the flowcharts of the other processes. In these flowcharts we use different symbols.
15
3.2.1 The overall process
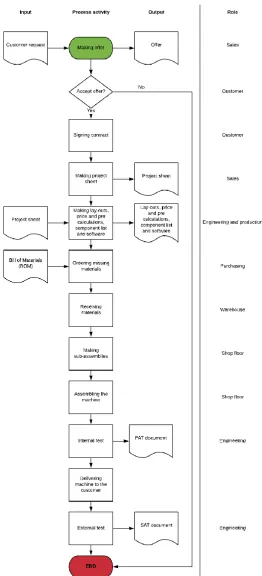
[image:20.595.74.337.148.726.2]The following flowchart is a global flowchart of the overall process from customer order to machine delivery (Figure 6). Note that the accountancy process is not included in this global flowchart, as it is a process on which other processes do not depend. However, the accountancy process does depend on the other processes.
16
The overall process starts with a customer requesting a Universal machine. The sales employee makes an offer and the customer accepts this offer or not. When the customer does accept the offer, the process moves on by making a project sheet. Based on this project sheet, the engineering and production departments make lay-outs of the machine, price calculations and pre-calculations (regarding working hours and risks), a component list of everything they need to make the machine, and the software that goes into the machine. Using the Bill of Materials (BOM) and an overview of the stock the purchasing employee can order the materials that are not in stock. After receiving these materials, the shop floor mechanics can make the sub-assembly to eventually build the whole machine. Then, the software engineers perform an internal test to check whether everything works as expected. When they approve the machine, the machine can be brought to the customer. At the
customer’s factory, the software engineers perform an external test, to double check whether everything is correct.
3.2.2 The sales process
The sales office consist of only one employee, who is responsible for orders, customer contact, agents and marketing. The employee visits potential customers, proposes an offer, writes the order, leads the projects and takes care of the after-sales.
[image:21.595.72.343.463.739.2]The sales process in Figure 7 starts with the sales employee getting a customer request. He gets this request from the customer himself or he first visits the customer to introduce a product. When the latter happens, the customer can agree to the proposal or he can choose to not order a machine at Universal. After the customer request, the sales employee adjusts the standardized engineering request in order to create a specified engineering request. With this engineering request and the lay-outs, specifications and cost price calculations made by engineering and production, the sales employee can create an offer. He discusses this offer with the customer and based on this offer, the customer accepts the offer or not. When he accepts the offer and signs the contract, the main job of the sales employee is done and he hands the project over to the engineering department.
17
3.2.3 The service / spare-parts process
The service/spare parts office has one manager and two supporting employees. These three employees are responsible for selling service, spare parts and modifications. Just like the sales employee, they try to attain potential customers and acquire orders.
The service/spare-parts process actually looks a lot like the sales process, as it starts with a customer request and end with the delivery of products to the customer. However, the
service/spare-parts process focuses on small products that belong to the machine, whereas the sales process focuses on a big product, namely the machine. Appendix B.1 contains the flowchart of this process.
3.2.4 The engineering process
At the engineering floor, there are three disciplines: mechanical engineering, electrical engineering and software engineering. The five mechanical engineers take care of the layout of the machine, which they visualize by a 2D or 3D drawing. Also, they are responsible for the price calculations of the machine and solving problems when the mechanics are having any trouble. The electrical
engineering part, consisting of two employees, is responsible for the electrical part of the machine. Furthermore, one of them is also responsible for software and the other one is also responsible for the documentation part.
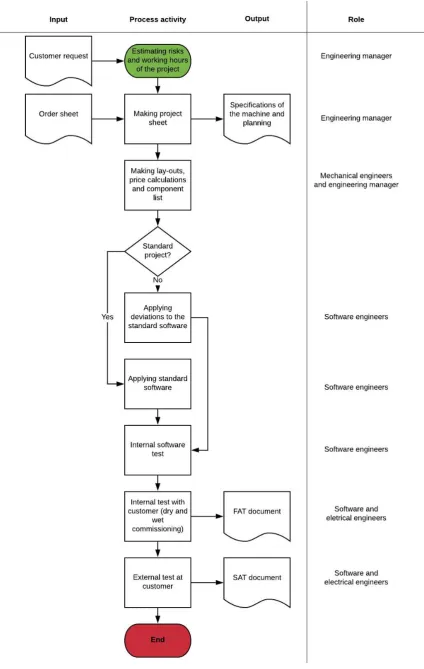
The engineering process (see Figure 8) is the next process after the customer signs the contract. The sales employee hands the project over to the engineering department and the
engineering manager starts with making a risk estimation and an estimation of how many hours the engineers need to spend on the project. Then, he makes a project sheet which contains the
19
3.2.5 The production process
At the production office there are two employees: the production manager and the supporting employee. These two employees are responsible for the preparation, planning and managing of the production, so that the company can deliver the machine complete and on time. furthermore, they need to do possible analyses, for example how tasks need to be divided, and need to take in mind the service needs of the customers. The production manager also does the pre- and post-calculations and the yearly stock count of the warehouse.
The flowchart of the production process (Appendix B.2) is the largest flowchart of all, but also the most important one for the whole process of building a machine. The flowchart actually contains two processes: the process of building the machine and the process of sending spare-parts to customers, which are not linked to each other. The spare-parts are sent to customers who already have a Universal machine installed in their factory.
3.2.6 The purchasing process
The purchasing office consist of two employees, one manager and one supporting employee, both responsible for purchasing materials for the production of the machine. The supporting employee takes care of the materials in the standard catalogue, while the manager takes care of the materials for the production of sub-parts of the machine. They are also responsible for requesting offers of different suppliers.
The purchasing process is a small process, where the employee checks which materials are missing in order to order these materials. Appendix B.3 shows the flowchart of this process.
3.2.7 The accountancy process
The accountancy and reception is dealt with by one employee. This employee is responsible for processing the invoices in the system, checking if everything is right and checking whether the customer already paid the invoice or not. If they already paid the invoice, the employee processes this payment in the system. If they did not yet pay, the employee makes sure the customers gets a notification of this.
As mentioned in Section 3.2.1 the accountancy process (see Appendix B.4) is a process that is conducted on itself. The employee can fulfill this task without other processes depending on it.
3.3 Problems within the business processes
[image:24.595.70.524.662.747.2]Within the different business processes at Universal Corrugated B.V. we found several problems linked to one (or more) of the seven types of waste (Chapter 2). Table 2 shows these problems and to which waste type we connect the problem. The department mentioned in the first column is the department that experiences the problem, so this is not always the department that causes the problem. We mention the department that causes the problem in the second column. We also found problems not linked to waste. The list after the table describes these problems.
Table 2.
Issues and types of waste per department Department Issue (“department that
causes the issue”)
Type(s) of waste Description
Sales Low level documents (engineering and service/spare-parts)
20 3D drawings instead of
2D (engineering)
Motion and over-production
The customer delivers 2D drawings of their factory lay out, while the sales employee gets 3D drawings of the engineering department. This is unnecessary and inefficient. The sales employee cannot match the Universal drawing with the
customer’s drawing. However, it is not always the case, because the customer sometimes requests a 3D drawing.
Unclear or incomplete drawings (engineering)
Motion and defectives
The employee receives incomplete drawings (e.g. with missing
measurements) of the engineering employees. This should be
corrected, thus the sales employee needs to ask for these corrections. Service /
Spare-parts
Unnecessary or too many materials are ordered (purchasing)
Over-production The stock of some materials in the system is not correct, which causes that the purchasing employee orders materials that are still in stock. Also, sometimes more materials than necessary are ordered due to communication mistakes.
Wrong materials ordered (purchasing)
Inventory Sometimes wrong materials are ordered. This causes the inventory costs to increase.
Low quality materials and information (plant manager and
engineering)
Defectives The materials ordered have low quality and also the information received by the department lacks quality.
Engineering Unclear or missing information (sales, service/spare-parts and engineering)
Motion and defectives
Information received by other departments or colleagues at engineering is not always as clear as it should be, so that the employee needs to retrieve this information. Also, employees sometimes cannot required information.
The unclear or
incomplete scope of the project (sales)
Motion and defectives
The scope of the project is often not clear or incomplete, which causes the employees to approach their colleagues to complete this scope and find out more about it. Lots of after care (plant
manager)
21 Production Unclear or incomplete
drawings and information (engineering)
Motion and defectives
The employee receives incomplete drawings (e.g. with missing
measurements). This should be corrected, thus the production employee needs to ask for these corrections. This is also the case for other information.
Too few or wrong materials ordered (third-party deliverers,
purchasing)
Waiting time Sometimes the deliverers do not completely deliver the materials or the company ordered the wrong materials. Other processes must wait for these materials to continue.
Sent products do not meet quality
requirements (third-party deliverers, plant manager)
Defectives and process
The third-party deliverers do not always send materials that are 100% accurate. The employees must then, when possible, adjust these materials so that they can be used. If it is not possible, the materials are thrown away and ordered again.
Unnecessary sub-assemblies produced (engineering)
Motion and over-production
During the assembly of the machine, changes are made sometimes. This also means some sub-assemblies are not needed anymore or do not meet the requirements.
Materials and
information/drawings are delivered too late (third-party deliverers, plant manager)
Waiting time Some materials are not always delivered on time. The employees must wait for these materials before continuing with their jobs. This is also the case for
information and drawings that should be received by colleagues. Not the right resources
to test quality (plant manager)
Defectives The resources for testing the quality of incoming products can be of better quality. Unnecessary materials
ordered (purchasing)
Inventory Some ordered materials are not needed and were still in stock. This causes the buffer to grow.
Purchasing Missing drawings (engineering)
Motion The employee must look for the drawings himself.
Accountancy Double documenting in the system (plant manager)
Transport The information that needs to be documented, is documented in the system of the employee and in the ERP system.
22
Table 2 clearly shows that Universal Corrugated experiences different types of waste. The two types of waste mentioned the most are motion and defectives. Employees must trace their information by themselves, because things are incomplete or unclear (motion). Also, the quality of materials, both from third-party delivered as from colleagues, is beneath the requirements (defectives). This means that most focus must lie on eliminating these two types of waste.
More problems not linked to waste:
• The end-product (the machine) is not standardized and new functions or features are always added. This increases costs. Because of this, competitors might be less expensive.
• After the contract is signed, many changes are applied to the machine due to, for example, engineering changes. These changes can no longer be charged to the customer, because they are not customer driven, and should be tackled before the contract is signed.
• Too many discussions about small things.
• The department do not give each other (sufficient) feedback. Also the management does not give the departments the feedback they might need.
• The employees do not always start with the highest priority tasks, but start with a lower priority task. They also tend to postpone important tasks.
• The software that is integrated in the machine is not well developed and not up-to-date. It is getting better, but the progress goes too slow.
• The steps for fulfilling a specific job are not documented. The functional and process
descriptions are missing. Because of this, the employees just do their jobs the way they want to do it themselves.
• The project sheet does not include all information necessary for some employees. For example, a technical document is missing that comes in handy for the software employees. • The electrical drawing program is outdated and not pleasant to work with.
• Some employees do not have sufficient knowledge about certain products. Also, new employees (especially in the shop floor) need a lot of training and guidance. This also comes
at the cost of other employees’ jobs and tasks.
23
4. Solution design
When comparing Lean Management to other alternatives for the optimization of processes, Lean Management is a method that stands out. The method is very broad and covers almost all aspects that need to be optimized at Universal Corrugated. However, the method cannot eliminate problems such as the low-developed software or the outdated electrical drawing program. We choose
different Lean tools to optimize the processes and eliminate the waste at the company. The research question answered in this chapter is:
• What Lean tools are best to optimize the sales-engineering process at Universal Corrugated B.V.?
First, in Section 4.1, we list the criteria this research should meet. Also, we attach weights to these criteria to show how important the different criteria are. Then, the section gives scores to the alternatives to Lean Management and Lean Management itself. This eventually results in a table filled with scores.
Section 4.2 does the same as Section 4.1, but with the different Lean tools. The criteria we mention in this section are the criteria the Lean tools should meet. By this, we look closely at the sales-engineering process. This section results in a number of Lean tools that we can use further in this research. This section also answers the research question.
4.1 The best optimization method
In order to find out which optimization method is best to optimize the business processes at Universal Corrugated B.V., and specifically the sales-engineering process, we list some criteria. We take the following criteria in mind when evaluating the different methods:
• Criterion 1: The method can be applied to an SME in general.
• Criterion 2: The method must be applicable to at least the sales-engineering process. • Criterion 3: The method must help to eliminate (a large part of) the waste and problems of
the company.
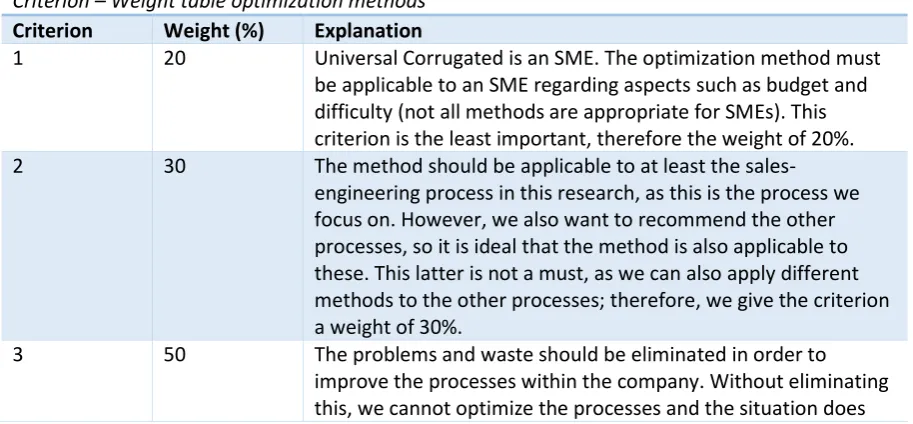
[image:28.595.70.527.558.770.2]To show the importance of the different criteria, Table 3 shows what weights (summing up to 100%) we attached to them. We explain the motivation for these weights in the column “explanation”.
Table 3.
Criterion – Weight table optimization methods Criterion Weight (%) Explanation
1 20 Universal Corrugated is an SME. The optimization method must be applicable to an SME regarding aspects such as budget and difficulty (not all methods are appropriate for SMEs). This criterion is the least important, therefore the weight of 20%. 2 30 The method should be applicable to at least the
sales-engineering process in this research, as this is the process we focus on. However, we also want to recommend the other processes, so it is ideal that the method is also applicable to these. This latter is not a must, as we can also apply different methods to the other processes; therefore, we give the criterion a weight of 30%.
24
not change. Applying one or more methods to eliminate the problems is the most important thing in this research, therefore we give this criterion a weight of 50%.
The next step in determining which method is best for this research, is to give scores (from 1 to 5) to Lean Management and its alternatives regarding the criteria. Then, we calculate the total scores of the different method by summing up the multiplications of the score by the weight
(∑3𝑖=1𝑤𝑖∗ 𝑠𝑖 | 𝑤 = 𝑤𝑒𝑖𝑔ℎ𝑡, 𝑠 = 𝑠𝑐𝑜𝑟𝑒, 𝑖 = 𝑐𝑟𝑖𝑡𝑒𝑟𝑖𝑜𝑛). The result of this is Table 4. Chapter 2
[image:29.595.77.460.237.385.2]explains the alternatives mentioned. Table 4.
Total score table optimization methods Criterion
Method
1 (20%) 2 (30%) 3 (50%) Total score (∑𝟑𝒊=𝟏𝒘𝒊∗
𝒔𝒊)
Agile 5 5 4 4,1
Deming cycle / PDCA 5 5 2 3,3
Lean Management 5 5 5 4,5
Theory of Constraints (TOC)
3 3 3 2,7
Total Quality
Management (TQM)
3 5 3 3,3
Looking at criterion 1 the scores are very high. Almost all methods are appropriate for an SME, regarding time, budget and difficulty. TOC and TQM are somewhat more difficult to implement than the other methods, so we give these methods a score of 3.
Criterion 2 has some high scores. Almost all methods are very appropriate for the optimization of the sales-engineering process, but also for the other processes, so we give four methods a score of 5. TOC focuses on system improvement and the production process, therefore we give this method a score of 3.
In criterion 3 Agile and Lean Management stand out, as they aim to improve quality and
communication and focus on continuous improvement and the customer’s needs. This is exactly
what Universal needs. Lean Management, however, provides tools for the elimination of some more problems compared to Agile. Therefore, we give Lean the score of 5 and Agile the score of 4. PDCA mostly focuses on quality management, so we give this method a score of 2. TOC and TQM also focus on quality improvement, but are also appropriate to eliminate at least one other problem, such as aiming at an efficient collaboration between colleagues. Therefore, the score of 3.
Looking at the table, the total scores result in the following top five: 1. Lean Management
2. Agile 3. PDCA 4. TQM 5. TOC
25
4.2 The best Lean tool
As Section 4.1 concluded that Lean Management is the best optimization method for this research, we take several Lean tools in mind. Chapter 2 describes these tools and their explanations. The tools all have different purposes and can be used for different problems in this research. To find out which tool is best to solve which problem, we establish a table with criteria, weights and scores.
When establishing the criteria, we take the triple constraint (Quality – Time – Budget) in mind. This results in the following criteria:
• Criterion 1: The tool improves the quality of the delivered documents/information transferred between the sales-engineering process at Universal Corrugated B.V. • Criterion 2: The tool decreases the overall lead time of the work done by the
sales-engineering process.
• Criterion 3: The tool decreases the quality costs caused by the sales-engineering process. Table 5 gives the weights that we attach to these criteria and the column “explanation” explains why
we choose these certain weights.
Table 5.
Criterion – Weight table Lean tools
Criterion Weight (%) Explanation
1 50 The quality of the documents transferred between the sales and engineering process is too low. This is also one of the most common waste types. It is important that this quality improves, so that the overall process of building a machine can also improve. We consider this to be the most important criterion, therefore we give this criterion a weight of 50%.
2 20 The least important aspect is the long lead time. The customer agrees to this lead time and the company always reaches the stated deadline. However, when the lead time is shorter, the customer may be more satisfied. Decreasing the lead time is the lowest priority improvement, therefore we give it a weight of 20%.
3 30 The Lean tool must help to decrease the quality costs caused by the sales-engineering process. These costs are a result of for example adjusting incorrect drawings (labor costs) and applying changes to the machine after the customer already paid
(production costs). This criterion is medium important, so we give it a weight of 30%.
26 Table 6.
Total score table best Lean tool Criterion
Tool
1 (50%) 2 (20%) 3 (30%) Total score (∑𝟑𝒊=𝟏𝒘𝒊∗ 𝒔𝒊)
5S 5 2 4 4,1
Kanban (Pull System) 2 4 4 3,0
Standardized work 5 4 3 4,2
5S scores very high at criterion 1, because it aims at improving quality. Also standardized work focuses on quality, which explains the scores of 5. Kanban does not focus on improving quality, so we gave this tool a score of 2.
Regarding criterion 2, 5S scores somewhat low, because a more efficient workspace and improved quality does not necessarily result in a shorter lead time. Kanban and Standardized work have a score of 4, because they can all lead to a reduction of the lead time.
The scores at criterion 3 range from 3 to 5. Standardized work indirectly results in lower production and quality costs. Therefore, we give this tool a score of 3. 5S has a higher influence on reducing the quality costs, so we give this tool a score of 4. Kanban is focused on eliminating overproduction, which reduces quality costs. This explains the score of 4.
The conclusion of this table is the following ranking: 1. Standardized work
2. 5S
3. Kanban (Pull System)
4.3 Conclusion
We choose Lean Management as the best optimization method for the business processes at Universal Corrugated, because this is the method that best covers the aspects we want to tackle in this research. Other methods we take in mind are Agile, the PDCA cycle, Total Quality Management (TQM) and the Theory of Constraints (TOC). In order to make this decision, we establish three criteria and attach weights to these criteria. Then, we give scores to the different methods regarding the three criteria. This results in a top-5 with Lean Management as best optimization tool.
We do the same with choosing the best Lean tool for the optimization of the business processes. The tools we take in mind are 5S, Kanban and Standardized work. We also establish three criteria with different weights. The criteria are based on the triple constraint (Quality – Time –
27
Chapter 5: Solution implementation
Chapter 4 resulted in a top three of best Lean tools to implement at Universal Corrugated B.V. This chapter describes how to implement these tools. First, in Section 5.1, we describe the general steps of implementing Standardized work and then apply this to the sales-engineering process at Universal Corrugated B.V. We do the same for 5S and Kanban in Sections 5.2 and 5.3, respectively.
• What steps should be followed when applying the chosen Lean tools to the sales-engineering process at Universal Corrugated B.V.?
5.1 Standardized work
Standardized work is a methodology in which procedures for manufacturing are documented so they capture best practices. The documentation must be easy to change (25 essential Lean tools, n.d.). According to Aernoudts (2015) standardization can lead to the following things:
• It provides a predictable outcome regarding improved safety, quality, delivery and costs. • It creates a rhythm for work which results in the prevention of overburdening.
• It helps people to structure their work.
Aernoudts also suggests six steps for the implementation of standardized work: 1. Define the work capacity and bottlenecks.
2. Identify the elements of work and the variability in time required to complete the work. For this step, we should use a Process Study Chart (Figure 9). This chart is used to record the time needed to finish a work element in a process (Narusawa & Shook, 2009).
3. Determine what element needs improvement.
4. Determine for this to be improved element what its purpose is, why it is necessary, where, when and how it should be done, and who should do it. Decide whether it is possible to eliminate, combine, rearrange or simplify the element. This step results in an optimized sequence of elements.
5. Test the optimized sequence. Measure the results to see if it has been improved.
[image:32.595.72.363.531.702.2]6. Make the new method a standard and teach people how to apply this standard. Also, make job instructions for the standard. Try to continuously improve the standard.
Figure 9. Process Study Chart (Narusawa & Shook, 2009)
In this method the procedures for manufacturing are documented. As the employees of Universal Corrugated have experienced that many things are not standardized or documented, the
28
quality, faster delivery and reduced costs. Table 7 describes how to apply the different steps of the implementation of standardized work into the sales-engineering process.
Table 7.
Application standardized work into Universal Corrugated B.V.
Steps How to apply?
1. Define the work capacity and bottlenecks The employees of both the sales and
engineering process must calculate the work capacity of each employee: how many tasks is an employee able to do during a day? By counting the amount of tasks for 5 days
straight, they can calculate the average of tasks per day. Of course, one task is bigger than the other, so we need to make a difference between different sorts of tasks. A task that takes at most 1,5 hour is a small task. A task that takes between 1,5 and 3 hours is a medium task and a task that takes at least 3 hours is a big task. To calculate the total amount of tasks per day, the small tasks need to be multiplied by 0,5, the medium tasks by 1 and the big tasks by 2. The amount of tasks per day can then be calculated by the following formula: 0,5 * [amount of small tasks] + 1 * [amount of medium tasks] + 2 * [amount of big tasks]. The employees also need to identify whether there are any bottlenecks during the tasks, which causes the tasks to take longer than necessary. These bottlenecks can be for example a non-optimized software system or colleagues that take too long to hand over required information.
2. Identify the elements of work and the variability in time required to complete the work
Using a Process Study Chart the employees can record the time needed to finish a task. In the
column “process steps” they have to write
down aspects such as “creating an offer” or “making a lay-out”. These are the tasks. The work elements are things such as “writing down customer specifications” and “determining measurements”. They have to do at least 5 time measurements of the work elements, so that they have a good insight into what the variability in time is. They also need to write down this variability per work element. They can calculate the variability per work element by means of the following formula: Variability =
∑ (𝑋𝑖−𝑚)2 𝑖
𝑁
(Xi = the separate time i of the work element, m = the average of all Xi’s =
∑ 𝑋𝑖 𝑖
𝑁 , N = the number
29 3. Determine what elements needs
improvement
By checking the variabilities of the work elements, the employees can determine what elements need improvement. These are the elements with the highest variability. 4. Determine for these to be improved
elements what its purpose is, why it is
necessary, where, when and how it should be done and who should do it
When the employees determined what
elements need improvement, the next step is to write down in detail all aspects of the element. These are things such as the purpose of the element and how it is done. Then, they need to find out whether it is possible to eliminate, combine, rearrange or simplify the element. Also, the managers of the different
departments must determine a working standard for each element and document this. By means of a working standard, the employees can perform the task quicker than before. When it is possible to eliminate, combine or rearrange the work elements, the employees can make a new sequence of work elements to do during their tasks.
5. Test the optimized sequence After the employees established a renewed sequence, they must make a new Process Study Chart to see whether the time to finish the task has been reduced. When it is not improved, the employees need to start over from step 2. 6. Make the new method a standard and teach
people how to apply standard
When the sequence is a working sequence with visible reduced times, they can make the new sequence the standard. However, to implement this, all employees must know about the standard and how to apply the standard. The managers must write down job instructions for the tasks so that all is clear for all employees.
5.2 5S
As mentioned in Chapter 2, 5S is a method that aims on the quality of the organization (Kogawa & Salgado, 2017). The five S’s of this method represent the following things:
• Sort/Seiri: eliminate what is not needed, keep what is needed.
• Straighten/Seiton: position things so that they can be easily reached when needed. • Shine/Seiso: keep things clean and tidy.
• Standardize/Seiketsu: maintain cleanliness and order.
• Sustain/Shitsuke: develop commitment and pride in keeping the standards.
Also, according to Randhawa and Ahuja (2017) the 5S method can result in achieving better productivity, a safe environment and less time wastage.