Parameters pridiction of tig and mig welding by tensile sterength
Full text
Figure
Related documents
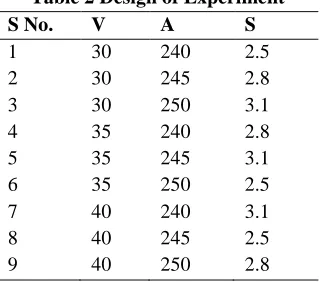
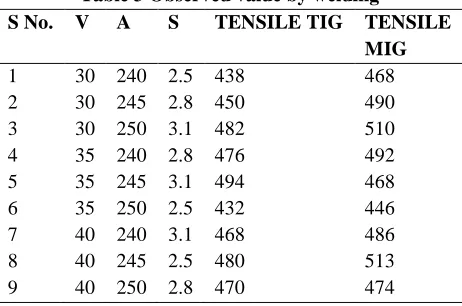
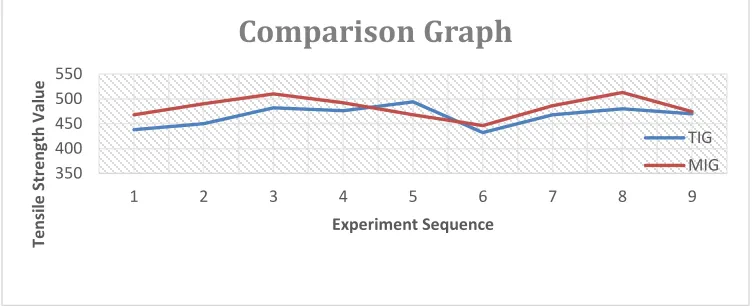
This experimental study aims at optimizing various Gas Tungsten Arc welding parameters including welding voltage (V), welding current (I), gas flow rate (GFR), nozzle to
The hydroxyl radical-aided thermal pretreatment in this study integrated two steps of previous pretreatment to form a simple technology and used a high temperature of hot
This systematic review compares the overall survival between hepatectomy and palliative therapy in patients with liver metastases from gastric cancer.. Methods: Two
Table 4: Exploratory factor analysis of the Quality of Life Scale (QOLS) using 584 Americans with chronic illness (Study 1) and 170 Swedish women with chronic rheumatic disease
The order requires each AVS service/office to develop and implement a plan for its functions under the AVSSMS, including the structure of its safety
We also observed that even when cell separation failed and various bizarre cortical configurations arose as a consequence, new oral apparatuses remained normal, as did the
specifically into the implementation or successes of the Intel English language Program in Saudi Arabia. 3) This study provides a better understanding of the effectiveness of using
