Continuous Casting of Magnesium Alloy Sheet Using Semisolid Slurry
Futoshi Kido and Tetsuichi Motegi
Department of Mechanical Science and Engineering, Chiba Institute of Technology, Tsudanuma 275-0016, Japan
In our semisolid casting method, magnesium alloy slurry was made using an inclined cooling plate instead of electromagnetic or mechanical stirring during solidification. The semisolid slurry was fed into a twin-roll caster and continuously cast into 2 to 3 mm thick sheets with a maximum width of 200 mm. The microstructures of the sheets contained refined and globular primary crystals. The most important factors are casting temperature and twin-roll speed that influences sheet casting. The sheet obtained by this process was examined for roll workability, hardness, and Erichsen value. The results were excellent; thus, the casting sheet is suitable for deep drawing.
[doi:10.2320/matertrans.M2011252]
(Received August 18, 2011; Accepted December 19, 2011; Published February 8, 2012) Keywords: semisolid, magnesium sheet, casting, twin-roll
1. Introduction
Semisolid casting technology requires solidliquid coex-istence in slurry containing fine and globular crystals. This study focuses on the sheet casting of magnesium alloy that requires plastic working parts instead of die casting.
In general, many processes (e.g., slab casting, hot and cold rolling, and heat treatment) are required for producing thin magnesium sheets. Therefore, the production cost is much higher than for aluminum alloy sheets.
We performed semisolid casting of many aluminum alloys and magnesium alloys to make continuously cast billets.15) In these processes, an inclined cooling plate is used for making semisolid slurry. Copious nucleation is generated and crystals grow on the inclined cooling plate. They thenflow down with the molten alloy. Finally, semisolid slurry is easily obtained in the container. We applied this process to make 2 and 3 mm thick magnesium sheets using a horizontal twin-roll caster. Hence, the sheet production process could be simplified. The plasticity of the sheet obtained was examined by a rolling test, hardness test and the Erichsen test.
2. Experimental
2.1 Apparatus for continuous casting
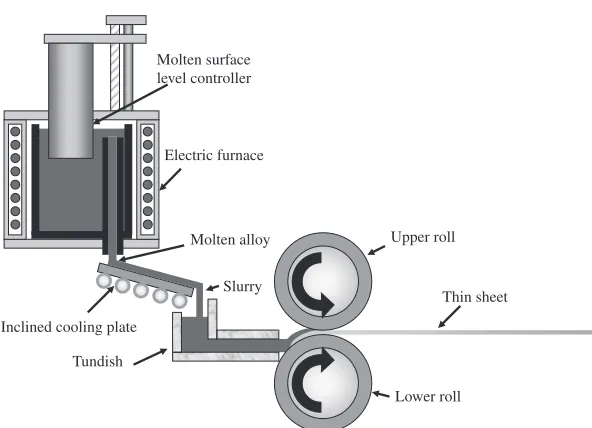
Figure 1 illustrates the experiment apparatus, which was composed of an electric furnace, an inclined cooling plate, and a twin-roll caster. First, 10 kg of AZ31B magnesium alloy (Table 1) was melted in a stainless steel crucible lined with magnesia set in an electric furnace. The molten alloy was covered withflux and argon gas. When the molten alloy temperature reached 933 K, a stainless steel rod protected by the magnesia layer on its surface was lowered into the molten alloy, and the molten surface was raised. The molten alloy was then run into the molten alloy-supply pipe set in the crucible. The molten alloy flowed down onto the inclined cooling plate held at a constant temperature by water-cooling. The semisolid slurry was run through the tundish and nozzle and into the twin-roll caster.
The important factors in this process affecting the quality of the sheet are the tundish position and the roll speed. Therefore, these factors are examined in this investigation.
2.2 Casting conditions
Preliminary experiments were performed to determine the casting conditions for obtaining optimum semisolid slurry: casting temperature, length and incline angle of the cooling plate. The casting temperatures were 913, 923, and 933 K. The plate lengths were 50, 100, 150, and 200 mm. The angles were 30, 45, and 60 degrees. The molten alloyflowed onto the cooling plate and was cast into the chilled mold. The microstructures were examined with an optical microscope.
2.3 Nozzle position
The running semisolid magnesium slurry must be prevented from burning or oxidizing. We used a closed-top tundish composed of a basin and a nozzle made of insulating material. To examine the influence of the height of the nozzle from the center of the lower roll on the sheet casting, the distances between them were set to 120, 130 and 135 mm. Here, the sheet thickness (3 mm) and roll speed (15.0 m/min) werefixed.
2.4 Rolling speed
We used a twin-roll made of pure copper to obtain a high-speed continuous casting sheet. The roll was 300 mm in diameter and 250 mm in width. The rolls were water-cooled internally, and no parting compound was used on the roll surface. The roll speed ranged from 12.5 to 20.0 m/min.
2.5 Rolling test
[image:1.595.304.548.309.341.2]A 2 mm thick sheet was obtained by machining the casting sheet. We used a sheet that was made by a normal casting slab to compare with our semisolid casting sheet. The 50 mm-long, 30 mm-wide, and 2 mm-thick samples for the rolling test were taken from 0, 45, and 90 degrees against the casting direction. Both semisolid casting sheet and the normal casting sheet were rolled by the same roll reduction. These Table 1 Chemical compositions of AZ31B magnesium alloy used
(mass%).
Al Zn Mn Si Cu Fe Ni Ca Mg
test pieces were heated to 293, 323, 373, 423, 473, 523, 573, and 623 K by an electric furnace and rolled by cold 2-high mills. A 0.05 mm reduction per pass was employed. The rolling test was terminated when the edge of the sheet cracked.
2.6 Hardness and erichsen tests
The Vickers hardness test was performed to examine the rolled test piece. The Erichsen test was performed for as-cast sheet. The Erichsen test conditions were a testing rate of 5 mm/min, a dice diameter of 55 mm, and a testing temperature of 293 K.
3. Results and Discussion
3.1 Determination of casting conditions
Figure 2 illustrates the influence of casting temperature, plate length and inclined angle on the grain size. The finest grain was obtained at a casting temperature of 913 K, plate length of 150 mm and angle of 60 degrees.
3.2 Nozzle position
Sheet thickness is influenced by the position of the tundish. A height of 120 mm from the lower roll to the nozzle produced sheets 1.5 to 3 mm thick; that of 130 mm produced sheets 2 to 3 mm thick; and that of 135 mm produced sheets 3 mm thick. The sheet surface contacting the lower roll was smooth, but that contacting the upper roll was rough. When the nozzle was near the lower roll [Fig. 3(a)], the semisolid slurry did not run smoothly into the twin-roll. Therefore, the top surface of the semisolid slurry did not contact the upper roll perfectly, resulting in a rough surface.
In contrast, when the nozzle was at the same level as the upper and lower roll gap [Fig. 3(b)], the semisolid slurry was suitably supplied into the roll gap, and the slurry contacted both rolls. Hence, both sheet surfaces were very smooth.
3.3 Influence of twin-roll speed
As the roll speed increased from 12.5 to 20.0 m/min, the Molten surface level controller
Electric furnace
Inclined cooling plate
Tundish Upper roll Lower roll Thin sheet Molten alloy Slurry
Fig. 1 Schematic illustration of the horizontal continuous casting apparatus.
(a) (b) (c) 40 45 50 55 60 65 70 75 80
50 100 150 200
A
verage grain size,
D
/μ
m
Length of plate, L/mm 30° 45° 60° 40 45 50 55 60 65 70 75 80
50 100 150 200
A
v
erage grain size,
D
/
μ
m
Length of plate, L/mm 30° 45° 60° 40 45 50 55 60 65 70 75 80
50 100 150 200
A
v
erage grain size,
D
/
μ
m
Length of plate, L/mm 30° 45° 60°
[image:2.595.149.445.64.278.2] [image:2.595.324.529.327.759.2]sheet surface became black at 17.5 and 20.0 m/min roll speed because the semisolid slurry did not solidify perfectly and the liquid remaining on the surface was burned. At the same time, the upper surface of the sheet was rough because the slurry was not supplied at a constant rate.
3.4 Microstructures of semisolid continuous casting
sheet
Figure 4 presents continuous casting sheets that were 3 mm thick and 120 mm wide, produced at a roll speed of 15.0 m/min.
The width and thickness of the sheet were uniform, and both surfaces are very smooth. The gray granular crystals are primary alpha magnesium that nucleated and formed on the cooling plate. The crystals are distributed along the casting direction. The average size of the primary crystals is 45 micrometers. The matrix structure is veryfine and consisted of alpha magnesium and Mg17Al12 metallic compound, which was the liquid in the slurry. The same result was obtained for a 2 mm-thick sheet, and the average size of the primary crystals was 35 micrometers.
3.5 Rolled sheet
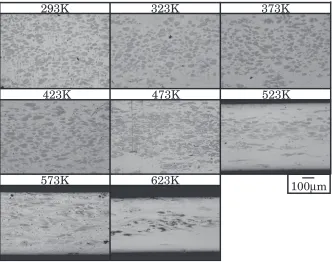
Figure 5 depicts the continuous casting sheet after machining and its microstructure. Figures 6 and 7 present the microstructures of semisolid casting test pieces and
(a) (b)
Fig. 3 Casting in roll gap. (a) Low tundish setting position. (b) High tundish setting position.
50mm
100μm
Primary α
−
Mg Casting directionFig. 4 Outside of a 3 mm-thick AZ31B magnesium alloy sheet.
100μm
Fig. 5 Continuous casting sheets after machining and its microstructure.
623K
573K
523K
473K
423K
373K
323K
293K
100
μ
m
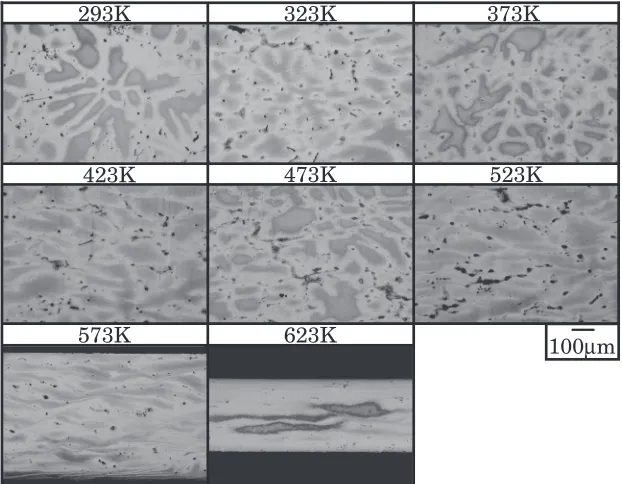
[image:3.595.307.547.139.276.2] [image:3.595.307.546.318.462.2] [image:3.595.63.275.344.450.2] [image:3.595.133.465.509.771.2]normal casting them after rolling. Whereas the primary magnesium crystals were very fine in semisolid casting test pieces, the primary crystals were large in the normal casting test pieces.
Figure 8 depicts the relationship between heating temper-ature and accumulative rolling reduction for each test piece. The grains of semisolid casting test piece were smaller than those of the normal casting test piece. No difference was observed among the rolling directions of 0, 45, and 90 degrees in semisolid casting test pieces. However, there were clear differences between the accumulative rolling reduction of semisolid casting test pieces and that of the normal casting test pieces for cold rolling because the shape and size of the primary magnesium crystals were different.
3.6 Hardness
Figure 9 indicates the influence on the Vickers hardness of the rolled test pieces at different heating temperature. The maximum hardness of semisolid casting test piece is 85 HV at 373 K and that of the normal casting one is 83 HV at 473 K.
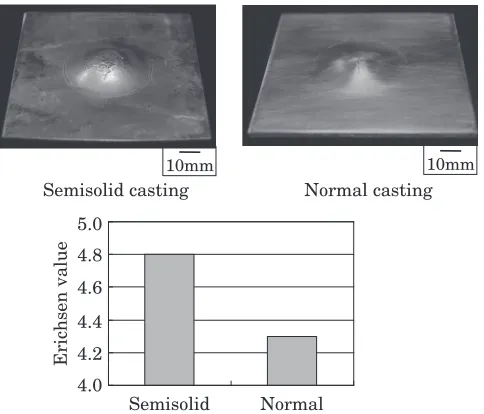
3.7 Erichsen value
Figure 10 presents the results of the Erichsen Test for each test piece. The Erichsen value of semisolid casting test piece is much higher than that of the normal casting test piece. This result indicates excellent formability by deep drawing.
4. Conclusions
In order to develop thin magnesium sheets by continuous casting, semisolid slurry was made using an inclined cooling plate, and the slurry was cast into a twin-roll caster. The sheets obtained were examined for rolling workability, microstructures, hardness, and Erichen value. The results obtained are as follows.
(1) The best casting conditions for semisolid slurry are clearly obtained.
(2) The tundish position greatly influences sheet casting conditions and surface roughness. The best position is the same level as the center of the roll gap.
623K
573K
523K
473K
423K
373K
323K
293K
100
μ
m
Fig. 7 Microstructures of normal casting test pieces after rolling at different heating temperatures.
90 80
70
60 50 40 30 20 10 0
Heating temperature, T/K
273 323 373 423 473 523 573 623 673
Semisolid casting (0° ) Semisolid casting (45° ) Semisolid casting (90° ) Normal casting
T
otal reduction rate of rolling (%)
Fig. 8 Relationship between heating temperature and accumulative rolling reduction for each test piece.
45 50 55 60 65 70 75 80 85 90
273 323 373 423 473 523 573 623 673
V
ickers hardness (HV)
Heating temperature, T/K
Semisolid casting
Normal casting As-cast normal casting
As-cast semisolid casting
Total reduction rate of rolling (%)
21.0 29.8
31.8 36.8
45.0 38.4 36.7 30.0
[image:4.595.143.454.71.313.2] [image:4.595.50.289.352.502.2] [image:4.595.309.546.352.508.2](3) The roll speed also influences the thickness and surface conditions of the sheet. A higher roll speed yields thinner sheets.
(4) Primary magnesium crystals are uniformly distributed in the continuous casting sheet.
(5) After rolling, the microstructure of the primary crystals is veryfine, and the sheet has excellent roll workability, hardness, and Erichsen value.
(6) The sheet obtained by this process is suitable for deep drawing.
REFERENCES
1) T. Motegi, K. Kondo, C. Ryu and S. Aoyama: Proc. 4th Decennial Int. Conf. on Solidification Processing, (1997) pp. 1416.
2) T. Motegi, F. Tanabe and E. Sugiura:Mater. Sci. Forum396402(2002) 203208.
3) T. Motegi, E. Yano, N. Nishikawa and Y. Tamura: Proc. 7th Int. Conf. on Semisolid Processing of Alloys and Composites, (2002) pp. 831836. 4) E. Yano, N. Wada and T. Motegi: J. Japan Inst. Metals66(2002) 1131
1134.
5) T. Motegi, E. Yano, N. Wada and Y. Tamura:Mater. Sci. Forum419422 (2003) 605610.
10mm 10mm
Semisolid casting Normal casting
Erichsen value
Semisolid Normal
5.0
4.8
4.6
4.4
4.2
[image:5.595.50.292.69.276.2]4.0