Separation of Tin, Silver and Copper from Waste Pb-free Solder
Using Hydrochloric Acid Leaching with Hydrogen Peroxide
Sookyung Kim
1, Jae-chun Lee
1, Kwang-sek Lee
2,+1, Kyoungkeun Yoo
2,+2and Richard Diaz Alorro
31Mineral Resources Research Division, Korea Institute of Geoscience & Mineral Resources, Daejeon, 305-350, Korea
2Department of Energy & Resources Engineering, Korea Maritime and Ocean University, Busan, 606-791, Korea
3Department of Metallurgical and Minerals Engineering, Curtin University, Kalgoorlie, 6430, Australia
The waste lead (Pb)-free solder leaching process in hydrochloric acid (HCl) solution with hydrogen peroxide (H2O2) followed by
separation of copper (Cu) and tin (Sn) was investigated to separate tin, silver (Ag), and copper as an individual component from waste Pb-free solder. The dissolution of Sn increased with increasing temperature and HCl concentration. The concentrations of Sn and Cu increased to 27090 g·m¹3and 191 g·m¹3, respectively, under the leaching condition with 1 kmol·m¹3HCl, 0.8 kmol·m¹3H
2O2at 50°C and 400 rpm for
120 min, while Ag is not detected in all leaching tests. The Sn and Cu components are thus successfully separated from Ag by hydrochloric acid leaching with hydrogen peroxide. To precipitate selectively Cu ions from the leach solution, the method to add Sn powder has been investigated. Thus, 92.8 g·m¹3(1.46 mol·m¹3) of Cu could be removed successfully from the leach solution with Sn under the following conditions; 30°C in
temperature; 400 rpm in agitation speed; 0.3 ml min¹1in N
2flow rate; 0.1 g Sn powder addition to 100 cm3leach solution. [doi:10.2320/matertrans.M2014289]
(Received August 11, 2014; Accepted September 29, 2014; Published November 8, 2014)
Keywords: lead-free solder, hydrochloric acid leaching, cementation process, recycling
1. Introduction
The environmental regulation such as WEEE (the Waste of Electrical and Electronic Equipment) and RoHS (the Restriction of the use of certain Hazardous Substances) restricts the use of lead (Pb) in electric home appliances due to its toxicity.1,2) Lead-free solder has been investigated to
substitute the tin/lead solder, and various Pb-free solder series containing tin, silver, copper, bismuth, antimony, and zinc were developed.3)Simple melting processes have been
used to reuse waste Pb-free solder.4)The melting processes,
however, could cause air pollution due to the gas emission generated from combustion of organic flux in the Pb-free solder.4)
Hydrometallurgical processes have been investigated as alternative processes for recycling of waste Pb-free solder. Rhee et al. performed the feasibility study on Sn recovery from lead frame scrap using sodium hydroxide with sodium persulfate as an oxidant.5) Kim et al. investigated the
leaching behavior of tin in NaOH solution to recover tin from waste Pb-free solder.6)There have been a few studies on
the recycling of waste Pb-free solder under the acidic condition although nitric acid leaching tests were performed to recover valuable metals from waste Pb-free solder4)and
printed circuit boards.7)
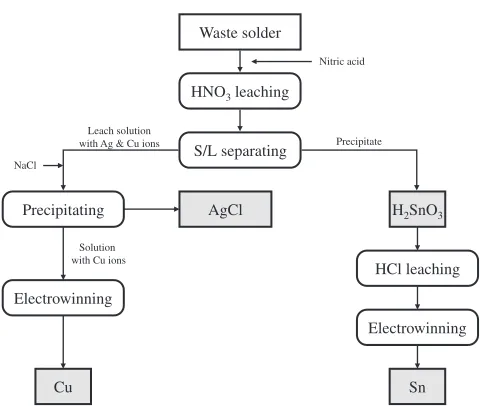
In the previous study,4)a recycling process using nitric acid
leaching was proposed to recover Sn, Ag, and Cu from waste Pb-free solder as shown in Fig. 1. During nitric acid leaching, silver and copper are dissolved while tin precipitates into stannic acid or stannic oxide. Subsequently, silver ion precipitates selectively from leach liquor by adding NaCl, and then copper is recovered by electrowinning. Therefore, Sn, Ag, and Cu could be recovered successfully as individual component. However, the waste Pb-free solder should be
leached twice by nitric and hydrochloric acid to recover tin metal, and the treatment of NOx gas emission will be required to avoid air pollution.
The present study is aimed to develop a new recycling process using hydrochloric acid to avoid air pollution due to NOx gas and to simplify leaching processes. The effects of the parameters such as hydrochloric acid concentration, leaching temperature, pulp density, and agitation speed, on the dissolution of Sn, Ag and Cu are discussed. In addition, the precipitation of Cu by adding Sn powder was investigated to separate Cu and Sn from the hydrochloric acid leach solution.
2. Experimental Procedure
2.1 Materials
The Pb-free solder of Sn-Ag-Cu series covers approx-Waste solder
HNO3leaching
S/L separating
Precipitating
Electrowinning
AgCl
Cu NaCl
H2SnO3 Leach solution
with Ag & Cu ions
HCl leaching
Electrowinning
Sn Precipitate Nitric acid
Solution with Cu ions
Fig. 1 Schematic diagram of the recycling process of waste Pb-free solder using nitric acid leaching.4)
[image:1.595.307.547.340.543.2]imately 70% of reflowing Pb-free solder market.3,8,9) The
waste Pb-free solder of Sn-Ag-Cu series was obtained from a recycling company in Korea, which was generated from the fabricating processes of printed circuit boards for electronic home appliances. The waste solder was dry-sieved with 125 µm (120 mesh) sieve, and the solder with less than 125 µm contained 90.2% Sn, 4.11% Ag, and 0.65% Cu as main components and 0.022% Bi and 0.021% Pb as minor components, and any other metals were not detected. The X-ray pattern (see Fig. 2) of the solder shows the presence of phases such as Sn and Ag3Sn. All the chemicals used in this
study are of reagent-grade.
2.2 Leaching procedures
The leaching tests of the waste Pb-free solder in hydrochloric acid solution were performed in a 500 dm3
three-necked Pyrex glass reactor using a heating mantle to maintain temperature. The reactor wasfitted with an agitator and a reflux condenser. The reflux condenser was inserted in one port to avoid solution loss at high temperatures. In leach solution, the concentrations of HCl and H2O2 were adjusted
to 0.11 kmol·m¹3 and 0.30.8 kmol·m¹3, respectively, and then 200 dm3of the leach solution was placed into the reactor and allowed to reach the thermal equilibrium (3090°C). A 2 g of the solder powder under 125 µm was added to the reactor in the experiments except the pulp density test, and the agitator was set at 200600 rpm. During the experiment, 3 cm3of the solution sample was withdrawn periodically at a
desired time interval (10120 min) with a syringe.
2.3 Separation test of Cu and Sn
The separation tests for Cu and Sn was performed by adding Sn powder (75 µm, Junsei Chemical Co. Ltd.). The leach liquor was obtained under the leaching conditions; 400 rpm agitation speed, 1 kmol·m¹3 HCl concentration, 0.3 kmol·m¹3 H2O2 concentration, 50°C temperature and
1.5%pulp density. The separation tests were conducted in a 250 cm3Pyrex reactor, which was equipped with water jacket for temperature control. Tin powders (0.1 to 0.5 g) were added to 100 cm3of the leach solution at 400 rpm and 30°C, with or without introducing nitrogen gas (0.3 ml min¹1flow
rate). For measuring the concentrations of Cu, 2 cm3 of
solution was sampled with a syringe and was prepared for analysis following the same procedure as mentioned above (section 2.2).
2.4 Analytical methods
The sample wasfiltered with 0.45 µm membranefilter and then thefiltrate was diluted with 5% HNO3 solution for Cu
and Ag analyses and 15% HCl solution for Sn analysis, respectively. The sample solutions were analyzed by an atomic absorption spectrometry (AA7000, Shimadzu Co. Ltd.) and an inductively coupled plasma-atomic emission spectrometry (ICP-AES, JY-38 plus, Jobin Yvon Ltd.).
3. Results and Discussions
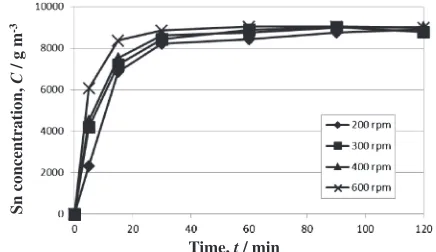
The hydrochloric acid leaching test of the waste Pb-free solder at agitation speeds in the range 200600 rpm was carried out to examine the effect of liquid film boundary diffusion surrounding the solid particles on the leaching efficiency of the solder in 1 kmol·m¹3 HCl at 50°C with
0.3 kmol·m¹3H
2O2. As can be seen from Fig. 3, the leaching
efficiencies of Sn are independent of the agitation speeds after 30 min. Therefore, in all subsequent leaching tests, a working agitation speed of 400 rpm was selected to ensure effective particle suspension in the solution while minimizing the effect of liquidfilm boundary diffusion surrounding the solid particles.
Figure 4 shows the effect of HCl concentration on the dissolution of Sn from the waste solder in 0.1 kmol·m¹3 to 1 kmol·m¹3 HCl solution with 0.3 kmol·m¹3 H
2O2. The
leaching efficiencies of Sn increased with increasing HCl concentration, which would result from the increase in tin solubility. In the leaching test at 1 kmol·m¹3 HCl, the
leaching efficiency increased to more than 99% so
Intensity (cps)
Degree / 2θθ
Sn Ag3Sn
Fig. 2 XRD pattern of the waste Pb-free solder of Sn-Ag-Cu series used in this study.
Sn concentration,
C
/ g m
-3
Time, t / min
Fig. 3 Effect of agitation speed on the dissolution of Sn from the Pb-free solder in 1 kmol m¹3HCl at 50°C with 0.3 kmol m¹3H
2O2.
Sn concentration,
C
/ g m
-3
Time, t / min
Fig. 4 Effect of HCl concentration on the dissolution of Sn from the Pb-free solder at 400 rpm and 50°C with 0.3 kmol m¹3H
[image:2.595.317.535.70.196.2] [image:2.595.62.280.70.196.2] [image:2.595.320.534.244.369.2]1 kmol·m¹3HCl concentration was selected in all subsequent
leaching tests. The effect of H2O2addition was investigated
in 1 kmol·m¹3 HCl at 50°C and 400 rpm, with and without
0.3 kmol·m¹3 H
2O2. Figure 5 shows the H2O2 addition
improved the dissolution of Sn in the 1 kmol·m¹3 HCl solution. In this experiment without H2O2, 7.2 g·m¹3Cu was
detected in the leach solution after 120 min leaching while Ag was not detected.
Figure 6 shows the effect of temperature on the dissolution of Sn from the waste solder in 1 kmol·m¹3HCl solution with 0.3 kmol·m¹3H2O2. The dissolution temperature was varied
in the range 3090°C, while all other parameters were kept constant. As can be seen from Fig. 6, higher temperatures yielded higher dissolution rates of Sn from the solder in the beginning of the leaching, while the difference of leaching efficiencies is negligible after 30 min, where the leaching efficiencies are more than 99%.
The effect of pulp density from 1%to 3%was investigated under the leaching condition; 1 kmol·m¹3HCl, 0.8 kmol·m¹3
H2O2, 400 rpm, and 50°C. In the leaching tests, tin was
oxidized with hydrogen peroxide as the following equation.
Snþ2H2O2þ4Hþ¼Sn4þþ4H2O ð1Þ
where 0.3 kmol·m¹3 H2O2 could oxidize 0.15 kmol·m¹3Sn,
because the tin concentration with pulp density of 3% are 0.253 kmol·m¹3, 0.8 kmol·m¹3 H
2O2 was used in the pulp
density test considering that hydrogen peroxide is a relatively unstable compound.10,11)
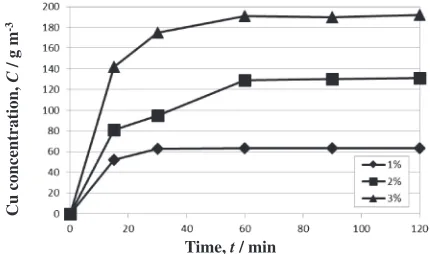
As shown in Fig. 7, tin concentration increased to 27090 g·m¹3in the leaching test with 3% pulp density, and
the leaching efficiencies of tin increased to more than 99%
regardless of pulp density. Figure 8 shows the leaching behavior of Cu obtained in the same experiment shown in Fig. 7. The concentration of Cu increased to 63 g·m¹3,
131 g·m¹3 and 192 g·m¹3 in the leaching test with 1%, 2% and 3% pulp density, respectively, while that of Ag was not detected in all leaching tests (data not shown). Silver ion has been found to precipitate by reacting with Cl¹ ion by the following equation
AgþþCl¼AgCl# ð2Þ
The standard Gibbs free energies of Ag+, Cl¹and AgCl(s)
are 77.16 kJ·mol¹1, ¹131.0563 kJ·mol¹1, and ¹109.86
kJ·mol¹1, respectively.12,13) The solubility product (K sp) of
AgCl is calculated to be 10¹9.82using the data at 25°C. This
result indicates that Ag ions precipitate easily and rapidly as AgCl because the solubility of AgCl is extremely low. Consequently, Ag could be precipitated and separated successfully from Sn and Cu by HCl leaching with H2O2.
Cementation is the process of precipitating the metals from a solution using the electrochemical reaction between two metals.14) By cementation process using Sn powder, the precipitate of Cu was expected as shown below.
Cu2þþSn¼Cu# þSn2þ ð3Þ
2Cu2þþSn¼2Cu# þSn4þ ð4Þ
where the standard redox potentials of eq. (3) and (4) are calculated to be +0.48 V and +0.33 V, respectively.15)
In eqs. (3) and (4), 1.46 mol·m¹3 or 0.73 mol·m¹3 of Sn
(17.3 mg or 8.7 mg of Sn to 100 cm3 of leach solution) is
Time, t / min
H2O2
H2O2
Sn concentration,
C
/ g m
-3
Fig. 5 Effect of H2O2addition on the dissolution of Sn from the Pb-free
solder in 1 kmol m¹3 HCl at 400 rpm and 50°C with or without
0.3 kmol m¹3H 2O2.
Time, t / min
Sn concentration,
C
/ g m
-3
Fig. 6 Effect of temperature on the dissolution of Sn from the Pb-free solder in 1 kmol m¹3HCl at 400 rpm with 0.3 kmol m¹3H
2O2.
Sn concentration,
C
/ g m
-3
Time, t / min
Fig. 7 The leaching behaviors of Sn in 1 kmol m¹3HCl at 400 rpm and
50°C with 0.8 kmol m¹3H 2O2.
Cu concentration,
C
/ g m
-3
Time, t / min
Fig. 8 The leaching behaviors of Sn in 1 kmol m¹3HCl at 400 rpm and
[image:3.595.62.279.70.197.2] [image:3.595.318.537.73.196.2] [image:3.595.319.534.247.374.2] [image:3.595.62.279.252.380.2]required to precipitate 92.8 g·m¹3 (1.46 mol·m¹3) of Cu. As
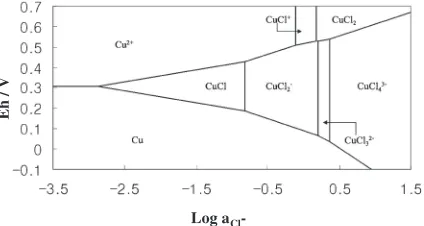
shown in Fig. 9, Cu concentrations decreased and then increased by the addition of 0.1 g to 0.3 g of Sn powder, though the Sn amount of 5 or 10 times more than that required in eqs. (3) and (4) was added to the leach solution. On the other hand the Cu concentration decreased and then remained constant to nearly zero by adding 0.4 g and 0.5 g of Sn powder. Figure 10 shows the Eh-logaCl- digram for the
Cu2+/Cu+-Cl¹-H2O system at 25°C where the activity of
each species is assumed to be 1.16)At low Cl¹concentration, Cu exists as copper metal or cupric ion (Cu2+), whereas cuprous ion species become stable with increasing Cl¹ concentration. Since CuCl2¹ ion as Cu+ species is
predom-inant at 1 kmol·m¹3Cl¹, copper leaching could be expected as the following equation.
CuClþþCuþ3Cl¼2CuCl
2 ð5Þ
The cuprous species could be oxidized by oxygen under the open condition to air as shown in eq. (6).
4CuCl
2 þO2þ4Hþ¼4CuClþþ2H2Oþ4Cl ð6Þ
The remaining copper ion in Fig. 9 could play a role in re-oxidizing copper metal precipitated, and the cuprous species might be oxidized by contacting oxygen. Thus, because the reactions shown in eqs. (5) and (6) could be repeated, copper concentration increased with time as shown in Fig. 9. Therefore, nitrogen gas was introduced into the reactor to avoid the oxidation by oxygen. Figure 11 shows the copper behavior by cementation using Sn powder with N2purging.
The copper concentration decreased and then remained constant at low Cu concentration. These results indicate that copper components could be separated successfully from the leach solution.
Based on the above results, a recycling process for the waste Pb-free solder of Sn-Ag-Cu series is proposed as shown in Fig. 12. Copper and tin are dissolved by hy-drochloric acid leaching with hydrogen peroxide, and then copper ions were selectively precipitated from the leach solution by cementation process with tin powder, where tin powder could be substituted by Pb-free solder because it contains about 90% Sn as a main component. Finally tin would be recovered by subsequent electrowinning process. The mixture of copper precipitated and tin powder remained in the cementation process will be sent to the leaching process. Accordingly, copper concentration would increase in the leach solution by repeating the recycling process. When the copper concentration increased to sufficient level, copper ions should be removed by another separation process such as solvent extraction. Further efforts will be required to recover copper from the leach solution.
4. Conclusion
The hydrochloric acid with hydrogen peroxide leaching process for the treatment of waste lead-free solder followed by separation of Cu and Sn was investigated to recover Sn, Ag and Cu as an individual component.
The dissolution of Sn is independent of agitation speed at more than 200 rpm, but increases with increasing the
Eh /
V
Log aCl
-Fig. 10 The Eh-logaCl- digram for the Cu2+/Cu+-Cl¹-H2O system at
25°C.16)
Cu concentration,
C
/ g m
-3
[image:4.595.61.278.69.198.2]Time, t / min
Fig. 11 The behavior of Cu by adding Sn powder in the leach solution at 50°C and 400 rpm with N2purging.
Waste solder
Leaching
S/L separation
AgCl
Leach solution with Sn & Cu ions
Sn
HCl + H2O2
Cementation
Electrowinning
Sn powder
Sn powder + Cu precipitate
Cu Solvent extraction
Electrowinning
Fig. 12 The recycling process of Pb-free solder (Sn-Ag-Cu series) proposed in this study.
Cu concentration,
C
/ g m
-3
Time, t / min
[image:4.595.316.535.70.196.2] [image:4.595.306.548.237.436.2] [image:4.595.65.277.239.352.2]temperature and HCl concentration. Silver is not detected in the all leaching tests. The Sn and Cu components are thus successfully separated from Ag by hydrochloric acid leaching with hydrogen peroxide. To precipitate selectively Cu ions from the leach solution, a method comprising of the Sn addition has been investigated. The re-dissolution of Cu was observed due to the oxidation of remaining cupric ion and subsequent re-oxidation of cuprous ion by oxygen. The introduction of nitrogen gas during the cementation process prevents Cu from re-dissolving. Thus, Cu could be separated successfully from leach solution containing Sn by the addition of Sn powder, whereas Sn could be recovered by electrowinning from the Cu free solution.
Acknowledgments
The paper is based on the Basic Research Project of the Korea Institute of Geoscience and Mineral Resources (KIGAM) funded by the Ministry of Trade, Industry & Energy (MOTIE) of Korea.
REFERENCES
1) M. A. Marino, R. M. Brica and C. N. Neale:Environ. Prog.16(1997) 208214.
2) M. Tsunekawa, Y. Sasaki, Y. Nakamura, M. Ito, N. Hiroyoshi and K. Yoo:Mater. Trans.49(2008) 21192123.
3) H. Ma and J. C. Suhling:J. Mater. Sci.44(2009) 11411158.
4) K. Yoo, J. C. Lee, K. S. Lee, B. S. Kim, M. S. Kim, S. K. Kim and B. D. Pandey:Mater. Trans.53(2012) 21752180.
5) K. I. Rhee, J. C. Lee, C. K. Lee, D. H. Yang and K. S. Chung: Proc. 2nd Int. Symp. Metall. Process. the Year 2000 and beyond and the 1994, (TMS Extraction and Process Metallurgy Meeting, 1994). Vol. 2, pp. 515526.
6) S. K. Kim, J. C. Lee, J. Jeong and K. Yoo:Mater. Trans.53(2012) 22082210.
7) A. Mecucci and K. Scott:J. Chem. Tech. Biotech.77(2002) 449457.
8) J. Pan, J. Wang and D. M. Shaddock: J. Microelec. Electron. Pack.2
(2005) 7283.
9) L. J. Turbini, G. C. Munie, D. Bernier, J. Gamalski and D. W. Bergman:IEEE Trans. Electron. Pack. Manuf.24(2001) 49.
10) M. M. Antonijevic, M. Dimitrijevic and Z. Jankovic:Hydrometallurgy 46(1997) 7183.
11) S. P. Barik, K. H. Park, P. K. Parhi and J. T. Park:Hydrometallurgy 111112(2012) 4651.
12) A. J. Bard, R. Parsons and J. Jordan:Standard Potentials in Aqueous Solution, (Marcel Dekker Inc., New York and Basel, 1985) p. 72. 13) A. J. Bard, R. Parsons and J. Jordan:Standard Potentials in Aqueous
Solution, (Marcel Dekker Inc., New York and Basel, 1985) pp. 295 296.
14) T. Havlik: Hydrometallurgy; Principle and Applications, (Woodhead Publishing Limited, Cambridge, 2008) pp. 256257.
15) C. M. A. Brett and A. M. O. Brett: Electrochemistry, (Oxford University Press Inc., New York, 1993) pp. 416419.