Effect of the Intensity and Frequency of Electromagnetic Vibrations
on Refinement of Primary Silicon in Al-17%Si Alloy
Yoshiki Mizutani
1;*, Satoshi Kawai
2, Kenji Miwa
1, Kazuo Yasue
1,
Takuya Tamura
1and Yasuji Sakaguchi
11Light Metals Solidification Processing Group, Institute for Structural and Engineering Materials,
National Institute of Advanced Industrial Science and Technology, Nagoya 463-8560, Japan
2Department of Materials Science & Engineering, Nagoya Institute of Technology,
Nagoya 466-8555, Present: IBIDEN Co. LTD., Gifu 501-0695, Japan
Electromagnetic vibrations, which are the interaction between a static magnetic field and an alternating electric field, were applied to the structural refinement of Al-17%Si hyper-eutectic alloy. The relationship between the intensity and frequency of the electromagnetic vibrations and the refinement of primary silicon particles is quantitatively investigated. In the frequency range from 10 Hz to 30 kHz, the vibration
frequency near 1 kHz was most effective for the refinement of silicon particles, and silicon particles of sizes up to approximately 5mmwere
refined at that frequency. The level of refinement increased with increasing the intensity of electromagnetic vibrations. A primary silicon particle was sufficiently refined with a magnetic field intensity of only approximately 1.6 Tesla (T).
(Received January 22, 2004; Accepted April 28, 2004)
Keywords: electromagnetic vibrations, refinement, frequency, solidification process, aluminium-silicon alloy
1. Introduction
In order to improve the mechanical properties of metallic materials, it is well known that refinement of the micro-structure is effective. As microstructural refinement methods, rapid cooling,1,2) addition of refiners3–8) and application of ultrasonic wave vibrations9–12)are considered. However, the use of refiners has some problems in that refiner materials are often expensive and the recycling of used materials becomes difficult. The rapid cooling method is able to obtain very fine microstructures on the micro- and nanoscales. But this method has the serious drawback that the size or shape of the sample material is very restricted, due to the necessity of achieving an enormously high cooling rate. The application of ultrasonic wave vibrations is able to refine the crystal grain even in the bulk material, and also has other effects, such as the uniform dispersion of inclusion materials and degassing. However, this method has also serious problems such as the dissolution of a transmitter when it is applied at high temperatures and the attenuation of vibrations in regions remote from the vibrator.
Interaction between magnetic field and electric field is also able to generate vibrations in a molten metal. This method enables the resolution of the problem occurring when the ultrasonic wave vibrations are applied at high temperatures, and thus it is considered to be a promising process. Recently, several studies13–21) on refinement by the simultaneous imposition of static magnetic field and alternating electric field have been carried out. When alternating current is passed through a molten metal perpendicular to the static magnetic field, the molten metal is alternately forced by the Lorenz force and vibrated directly at the frequency of the alternating current. Stirring by the electromagnetic vibrations or a shock wave due to the collapse of cavities generated by the vibrations is considered to refine the solidified structure.
Vive`s applied the electromagnetic vibrations to commercial aluminum alloys, and achieved their microstructural refine-ment.3–17)Radjai and co-workers investigated the effects of the frequency and the intensity of electromagnetic vibrations on the microstructural refinement of Al-Si alloys18,19) and gray iron.20) Kawaiet al. demonstrated the generation of a compression wave by the imposition of an alternating current on a local region of a sample, not on the whole sample, and achieved the microstructural refinement of Sn-Pb alloys.21) Against this background, the electromagnetic vibration process is considered as a promising process for micro-structural refinement.
For Al-17mass%Si hyper-eutectic alloy, Radjai et al. reported that primary silicon crystals were refined by microexplosion phenomena, namely the burst phenomena of cavities generated by electromagnetic vibrations, when Al-17mass%Si specimens were imposed by electromagnetic vibrations with a frequency of 50 Hz.18)In another work,19) they reported that the most effective frequency of electro-magnetic vibrations was 500 Hz for the refinement of primary -dendrites on Al-7mass%Si alloy. In this work, a relation-ship between the intensity and frequency of the electro-magnetic vibrations and the microstructural refinement of Al-17mass%Si alloy is quantitatively investigated.
2. Experiments
Al-17mass%Si hyper-eutectic alloys were prepared by using pure aluminum alloys (99.9%) and Al-24.3mass%Si mother alloys. Specimens 6 mm in diameter and 20 mm in length were obtained from the prepared Al-17mass%Si alloys. Figure 1 shows the microstructure of as cast Al-17%Si alloy. This structure has granular primary silicon particles (black phase) with several 10mm in size. Each specimen was inserted into the center of a quartz tube (8 mm in outer diameter, 6 mm in inner diameter and 135 mm in length), and graphite electrodes (6 mm in diameter, 30 mm in
*Research Fellow of the Japan Society for the Promotion of Science
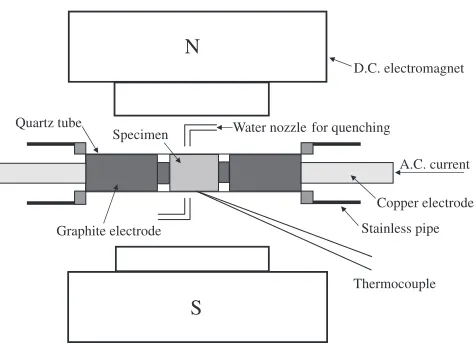
length) were inserted on either side of the specimen. These graphite electrodes were connected to copper electrodes to supply alternative current, in order to heat the specimen by the Joule heat of the graphite and impose electromagnetic vibrations on the specimen. A thermocouple was inserted at the center of the quartz tube through a hole (0.7 mm in diameter) in its wall. The quartz tube including the specimen was set between the poles of a D.C. electromagnet with a maximum magnetic flux intensity of approximately 1.6 Tesla (T), as shown in Fig. 2. To quench the specimen, water nozzles were arranged on either side of the specimen. The magnetic field acts on the specimen in the vertical direction, while alternative current passes along the specimen. As a result, an alternative Lorenz force is generated by the simultaneous imposition of these two fields, and the speci-men is directly vibrated at the same frequency as the alternative current.
The experiment on electromagnetic vibrations was carried out according to the following procedure. An alternating current with the intensity of approximately 60 A and a given frequency (from 10 Hz to 30 kHz) was supplied to the specimen and the graphite electrodes for heating. After
heating to the temperature of approximately 983 K, the specimen was held at this temperature. At this time, the alternating current intensity varied by approximately 10% among experiments due to the temperature control of the specimen. Then, a D.C. electromagnet was applied with a magnetic flux intensity of approximately 1.6 T as the maximum value, and consequently the specimen was imposed by the electromagnetic vibrations. The electro-magnetic vibration force is in proportion to the electro-magnetic field intensity and also of alternating current intensity. The intensity of the alternating current passed through the specimen was different in each experiment. However, the effect of error in the current intensity on the refinement is considered to be slight. Although the temperature of 983 K is above the liquidus temperature of Al-17mass%Si as shown in the phase diagram of the Al-Si system in Fig. 3, the primary silicon particles still remain as solid particles in the melt for some time.22) Therefore, the remaining primary silicon particles will be refined when the melt is imposed by the electromagnetic vibrations. As another effect of the electro-magnetic vibrations, the melt was gradually cooled down due to the increase of contact with the quartz tube at a low temperature. After cooling to approximately 928 K, which is a temperature above the liquidus temperature, the alternating current was turned off and simultaneously cooling water was sprayed on the quartz tube to quench the specimen. The microstructure of the solidified specimen was observed by an optical microscope, and the size of the primary dendrite particles was measured.
3. Results and Discussion
When the Al-17%Si alloy melt containing remaining silicon crystals is held at the temperature of 983 K, which is above the liquidus temperature, melting of the silicon particles gradually occurs with increasing holding time. The effect of microstructural refinement due to the electro-magnetic vibrations might become unclear owing to the reduction of particle size by melting. From this viewpoint, the effects of holding time at 983 K on the size of remaining
Fig. 1 Microstructure of as cast Al-17mass%Si alloy.
N
S
Water nozzle for quenching
Thermocouple Stainless pipe Specimen
Quartz tube
Graphite electrode
Copper electrode A.C. current D.C. electromagnet
Fig. 2 Schematic illustration of electromagnetic vibration apparatus.
916K 983K
928K
1.59% 850K 11.3% 933K
973
873
773
673
0 10 20
Al mass%Si
17%
T
emperature ,
T
/ K
Fig. 3 Temperature range investigated in this experiment for
[image:2.595.55.285.71.266.2] [image:2.595.315.538.72.260.2] [image:2.595.51.289.306.478.2]silicon particles were investigated in the initial stage of this work. The specimen was quenched after holding for different length of time (0, 120, 180, 240 s) at 983 K, and the grain size of primary silicon was measured. Figure 4 shows the relationship between holding time at 983 K and the average size of primary silicon particles. A reduction of only approximately 15% in the average size of primary silicon particles occurred even with holding for 240 s. For the electromagnetic vibration experiments in this work, the melt was held for 120 s, by which time the average size of primary silicon particles reduced by only approximately 5%. This result clearly shows that the primary silicon particles are not refined sufficiently only by holding at 983 K.
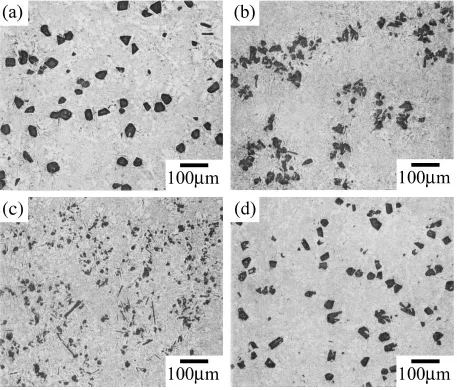
Figure 5 shows solidified the microstructures of specimens electromagnetically vibrated at frequencies of 60 Hz, 1 kHz and 10 kHz, along with that of a nonvibrated specimen for comparison. The nonvibrated specimen was obtained under a magnetic field of 0 T. Not only the silicon granular particles (black phase) but also the -dendrites (white phase) are observed in all specimens. Without the primary silicon particles melting, the composition of the residual melt is likely to become close to the eutectic composition. For the Al-Si binary system, it is well known that the coupled growth zone is skewed to Si-side,23,24) and the domain that the
-phase is able to nucleate as a primary phase exists even in the hyper-eutectic composition. Therefore, it is considered that the-phase nucleated and grew into dendrites in the melt by quenching. Although the primary silicon particles were
50
45
40
35
30
25
20
A
v
erage particle size,
d
/
µ
m
300 250 200 150 100 50 0
Holding time, t / s
long axis short axis
Fig. 4 Effect of holding time at 983 K on average particle size of primary
silicon.
Fig. 5 Microstructures of Al-17%Si alloy. (a) nonvibrated specimen (0 T, approximately 60 A, 100 Hz), (b)–(d) vibrated specimens
[image:3.595.71.528.370.760.2]coarse in the nonvibrated specimen as shown in Fig. 5(a), not only coarse particles but also fine particles existed in the specimen vibrated at the frequency of 60 Hz as shown in Fig. 5(b). In the case of the specimen vibrated at 1 kHz, coarse silicon particles decreased, and fine and needle-like particles of silicon were observed as shown in Fig. 5(c). It is considered that the coarse remaining primary silicon particles were crushed by micro-explosion, namely the burst phenom-enon of cavities generated by electromagnetic vibrations, as suggested by Radjaiet al.18) The melted amount of silicon was likely to be increased as compared with that in the nonvibrated specimen, because the decrease of particle size leads to an increase of surface area. The needle-like dendrites of silicon were considered to grow from the dense melt during water quenching. However, it is known that primary silicon crystals become not needle-like in shape, but granular, when hyper-eutectic Al-Si melt is quenched. It is unclear how the needle-like silicon was formed. In the case of the specimen vibrated at 10 kHz shown in Fig. 5(d), as well as in the nonvibrated specimen, only coarse particles of silicon were observed.
Figure 6 shows the size distribution of silicon particles in four specimens (nonvibrated, vibrated at 60 Hz, 1 kHz, 10 kHz). For the nonvibrated specimen, the dispersion of particle size has a wide range, and in particular many silicon particles are in the size range from 20mmto 40mm. When a specimen is vibrated at a frequency of 60 Hz, silicon particles of more than 30mm in size decrease and there are many silicon particles in the size range from 10 to 20mm. In the case of the specimen vibrated at 1 kHz, the number of silicon particles more than 20mmin size is negligible and those less than 10mm in size are a large majority. The specimen vibrated at 10 kHz has almost the same dispersion of silicon particles as the nonvibrated specimen.
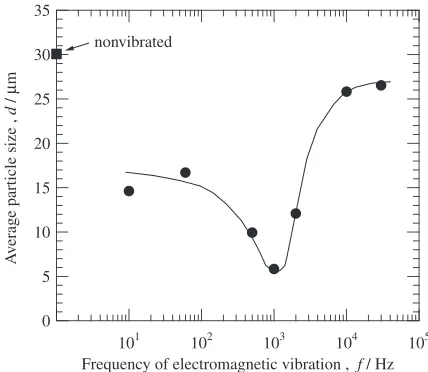
Figure 7 shows the arithmetical mean size of primary silicon particles in the specimens vibrated at frequencies from 10 to 30 kHz. Imposition of the electromagnetic vibrations was effective for the refinement of silicon
particles. However, even if the specimen is imposed on electromagnetic vibrations at frequencies higher than 10 kHz, refinement by the electromagnetic vibrations is negligibly effective. Alloy melt may not follow the vibrations of frequencies more than 10 kHz, because the period of vibrations is too short. Therefore, it is considered that few cavitation phenomena occurred, and then remaining silicon particles were hardly refined. These experimental results on Al-17%Si alloy clearly indicate that a vibration frequency near 1 kHz is most effective for the refinement of silicon particles. According to the electromagnetic vibration experi-ments on Al-7%Si alloy by Radjai and Miwa,19) the frequency near 500 Hz was most effective for the refinement of primary-dendrites. It is important to select the optimum frequency for the microstructural refinement of the target material.
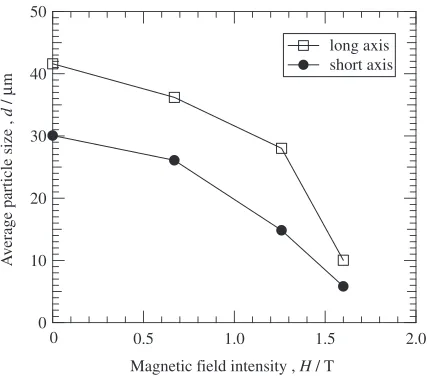
The effect of the intensity of the electromagnetic vibra-tions on the refinement of silicon particles is shown in Fig. 8. Primary silicon particles were refined with increasing intensity of a magnetic field, that is, with increasing intensity of electromagnetic vibrations. For Al-Si hyper-eutectic alloys, the primary silicon phase is sufficiently refined with a magnetic field intensity of only approximately 1.6 T.
4. Conclusions
In this work, electromagnetic vibrations were applied to Al-17%Si hyper-eutectic alloy, and the refinement of remaining silicon particles was quantitatively investigated in terms of the frequency and intensity of electromagnetic vibrations. In the frequency range from 10 to 30 kHz, the vibration frequency of near 1 kHz was most effective for the refinement of silicon particles, and silicon particles up to approximately 5mmin size were refined at that frequency. It was clarified that primary silicon particles were refined with increasing the electromagnetic vibration intensity. The primary silicon phase was sufficiently refined with a magnetic field intensity of only approximately 1.6 T. 35
30
25
20
15
10
5
0
Frequenc
y (%)
50 40
30 20
10 0
Size of primary silicon particle, d / µm nonvibrated 60Hz 1kHz 10kHz
Fig. 6 Size distribution of primary silicon particles. (magnetic field: 0 T for
nonvibrated specimen, 1.6 T for vibrated specimens, intensity of electric current: approximately 60 A).
35
30
25
20
15
10
5
0
A
v
erage particle size ,
d
/
µ
m
101 102 103 104 105
Frequency of electromagnetic vibration , f / Hz
nonvibrated
Fig. 7 Effect of vibration frequency on average grain size of primary
[image:4.595.319.533.73.259.2] [image:4.595.54.285.555.746.2]Acknowledgment
This research was partly supported by Research Fellow-ships of the Japan Society for the Promotion of Science for Young Scientists.
REFERENCES
1) M. Gremaud, M. Carrard and W. Kurz: Acta Metall. Mater.39(1991)
1431–1443.
2) G. A. Bertero, W. H. Hofmeister, M. B. Robinson and R. J. Bayuzick:
Metall. Trans.A22(1991) 2713–2721.
3) T. Stritharan and H. Li: J. Mater. Process Tech.63(1997) 585–589.
4) Y. C. Lee, A. K. Dahle, D. H. StJohn and J. E. C. Hutt: Mater. Sci. Eng.
A259(1999) 43–52.
5) S. A. Kori, B. S. Murty and M. Chakraborty: Mater. Sci. Eng.A283
(2000) 94–104.
6) C. Liu, K. Xia and W. Li: J. Mater. Sci.37(2002) 1515–1522.
7) C. T. Lee and S. W. Chen: Mater. Sci. Eng.A325(2002) 242–248.
8) E. Yano, Y. Tamura, T. Motegi and E. Sato: Mater. Trans.44(2003)
107–110.
9) E. A. Hiedemann: J. Acoust. Soc. America26(1954) 831–842.
10) O. V. Abramov: Ultrasonics25(1987) 73–82.
11) V. O. Abramov, O. V. Abramov, B. B. Straumal and W. Gust: Mater.
Des.18(1997) 323–326.
12) N. Enomoto, Y. Iimura and Z. Nakagawa: J. Mater. Res.2(1997) 371–
376.
13) C. Vive`s: Mater. Sci. Eng.A173(1993) 169–172.
14) C. Vive`s: Metall. Mater. Trans.B27(1996) 445–455.
15) C. Vive`s: Metall. Mater. Trans.B27(1996) 457–464.
16) C. Vive`s: J. Cryst. Growth158(1996) 118–127.
17) C. Vive`s: J. Cryst. Growth173(1997) 541–549.
18) A. Radjai, K. Miwa and T. Nishio: Metall. Mater. Trans.A29(1998)
1477–1484.
19) A. Radjai and K.Miwa: Metall. Mater. Trans.A31(2000) 755–762.
20) A. Radjai and K.Miwa: Metall. Mater. Trans.A33(2002) 3025–3030.
21) S. Kawai, Q. Wang, K. Iwai and S. Asai: Mater. Trans.42(2001) 275–
280.
22) R. Zhang, Q. Cao, S. Pang, Y. Wei and L. Liu: Sci. Tech. Adv. Mater.2
(2001) 3–5.
23) M. Pierantoni, M. Gremaud, P. Magnin, D. Stoll and W. Kurz: Acta
Metall. Mater.40(1992) 1637–1644.
24) D. R. Allen, M. Gremaud and J. H. Perepezko: Mater. Sci. Eng.A226–
228(1997) 173–177.
50
40
30
20
10
0
A
v
erage particle size ,
d
/
µ
m
2.0 1.5
1.0 0.5
Magnetic field intensity , H / T long axis short axis
0
Fig. 8 Effect of magnetic field intensity on average grain size of primary
[image:5.595.63.277.72.260.2]