ABSTRACT
Previous studies of thermophilic anaerobic digestion were
reviewed. Batch digestion (55°C) was used to develop a
thermophilic seed population from OWASA mesophilic digestion
sludge. Buffering was deemed to be beneficial. A sequence of 3 digestions produced a strong, viable thermophilic population. A ratio, intermediate alkalinity to partial alkalinity, was shown
to be a good measure of the important volatile acids to bicarbonate alkalinity ratio in anaerobic digestion. A
continuous thermophilic anaerobic digester was operated at
10 days hydraulic residence time, at 55°C, with daily draw and
feed. Operation was stable, with steady state achieved after
two residence times. Volatile solids destruction was 43 % and
gas generated was 900 ml/g volatile solids destroyed. Fecal
Coliforms and fecal streptococci were measured by the 5 tube Most Probable Number method. Fecal coliforms were reduced 5.8 logs,
down to logjDl.4. Fecal streptococci were reduced 2.75 logs down
to logju3.19. Proposed Class A pathogen reduction requires
logjQ2.00 for both indicator organisms. Therefore, the process
will not meet the proposed Class A requirement based on indicator organism levels in the effluent. Additional work is needed on
actual pathogen destruction using thermophilic anaerobic
digestion.
I'd like to thank my primary advisor, Mike Aitken, who
counseled me throughout this project, Mark Sobsey who contributed
valuable suggestions on MPN procedures, and Don Francisco who was
always a willing consultant at the Wastewater Research Center.
Of course, my fellow students and researchers at the Wastewater
Research Center always made it an enjoyable and cooperative place
to work. I appreciate OWASA funding this project, I trust it
answers some questions they had about thermophilic anaerobic
digestion. In particular I'd like to single out Walter
LIST OF TABLES AND FIGURES...v
1. INTRODUCTION...1
2 . LITERATURE REVIEW...3
2.1 Full-scale, Mixed, Thermophilic Digestion...4
2.2 Full-scale, Unmixed Thermophilic Digestion...9
2.3 Thermophilic Digestion in Moscow, U.S.S.R...11
2 . 4 Early Laboratory Experiments...11
2.5 Experimentation in the 1950's and 60's...13
2.6 Recent Laboratory Studies...15
2 . 7 Discussion...18
3. BATCH DIGESTION, DEVELOPMENT OF THERMOPHILES...24
3 .1 Method...24
3.2 Results...2 5 4. INTERMEDIATE/PARTIAL ALKALINITY RATIO (IA:PA)...35
5. CONTINUOUS THERMOPHILIC ANAEROBIC DIGESTION...40
5 .1 Method...40
5.2 Results...4 2 6 . DESTRUCTION OF INDICATOR ORGANISMS...59
6. 1 Method...59
6.2 Results...63
7 . CONCLUSIONS...70
REFERENCES...___...72 APPENDIX
MPN Raw Data
MPN Medium Formulas
1 .1 Proposed Criteria for Sludge Classification...2
3 . 1 Batch Digestions...26
5.1 Continuous Digestion - Steady State Operation...58
6 . 1 Summary of MPN Data...69
FIGURES 3 .1 Batch Digestion Run # 1...29
3 . 2 Batch Digestion Run # 2...30
3 . 3 Batch Digestion Run # 3...31
3 . 4 Batch Digestion Run # 4...32
3 . 5 Batch Digestion Run # 5...33
3 . 6 Batch Digestion Run # 6...34
4.1 Titrations, Addition of Acetate...37
4.2 Alkalinity, Addition of Acetate...38
4.3 IA:PA, Addition of Acetate...39
5 . 1 Continuous Digester Equipment...41
5.2 Feed Fixed Solids...43
5.3 Feed Volatile Solids...44
5.4 Feed Total Solids...45
5 . 5 Combined Feed Solids...46
5.6 Effluent Solids...47
5.7 pH...48
5.8 Alkalinity...49
5 . 9 Intermediate : Partial Alkalinity...50
5.10 Daily Gas Generated...51
5.11 Cumulative Gas Generated...52
5.12 Fraction Volatiles Destroyed...53
5.13 ml Gas / g Volatiles Destroyed...54
6.1 Effluent Fecal Coliform - MPN...64
1 1. INTRODUCTION
The Orange County (NC) Water and Sewer Authority (OWASA)
presently applies stabilized wastewater sludge to agricultural
land and desires to continue the practice. Recently proposed
federal regulations (7) will change how sludge is defined
regarding its usage for land application. OWASA sponsored this
project to investigate the applicability of thermophilic
anaerobic digestion to meet the proposed Class A sludge
requirements for pathogen destruction. As stated in the proposed
rule:
To achieve Class A reduction, the pathogenic
bacteria, viruses, protozoa and helminth ova
in the sewage sludge must be reduced to below detectable limits...An alternativerequirement is presented in the proposed rule
for Class A pathogen reduction because of the
difficulty in demonstrating that all four
types of pathogens are below detectable limits. EPA is proposing that when thetemperature of sewage sludge is raised (53
degrees Celsius for 5 days or 55 degrees
Celsius for 3 days) and the density of fecal
coliforms and fecal streptococci (enterocci)
per gram of volatile suspended solids are
each equal to or less than 100, the Class A
pathogenic reduction requirements areachieved.
The proposed rule changes sludge classification from
technology based to performance based. Presently sludge is
classified as being treated by a "Process to Significantly Reduce
Pathogens" (PSRP), or the more effective "Process to Further
Reduce Pathogens" (PFRP) (37). The proposed federal regulations
pathogen content of the sludge. Performance requirements are
1isted in Table 1.1.
Table 1.1
Summary of Criteria Proposed by EPA for
Classification of Sludge Destined for Land Application (7)
(per gram of volatile suspended solids)
Organism Class A Class B Class C
Salmonel la spp. <.3 2 log reduction 1.5 log reduction
viruses <.1 pfu 2 log reduction 1.5 log reduction
protozoa <.1 no limit no limit
helminths 11 egg no limit no limit
Indicators^
fecal coliform 12 log,(j 16 log|Q 16.3 log,Q
fecal streptococcus 12 log,(j 16 log,Q 16.7 logjQ
This report contains an extensive literature review of
thermophilic anaerobic digestion, procedures developed to obtain
a viable thermophilic seed sludge using batch digestion, and data
on fecal coliform and fecal streptococci destruction using a
bench scale, continuous thermophilic anaerobic digester.
Criteria for indicators can be met in place of criteria for
individual pathogens. For Class A sludge, indicators can only be
used to meet criteria if a high temperature treatment process is
2. LITERATURE REVIEW
A review of the literature concerning thermophilic anaerobic
digestion of municipal sludge was conducted, and the main body of
the review attempts to present a synopsis of the advantages and
disadvantages of the process. For concise, authoritative works
on the broader subjects of sludge digestion and land application
the reader is directed:For anaerobic digestion of municipal sludge, the review
of Parkin and Owen in 1986 with 151 references. (28)
For thermophilic anaerobic digestion - the review of
Buhr and Andrews in 1976 with 51 references. (3)
For land application of municipal sludge - A report of
the Task Committee of the American Society of Civil
Engineers in 1987 with 292 references. (39)Operating anaerobic digesters in the thermophilic range, 45°
to 65°C, has been known to be feasible for many years. The
question is whether or not the claimed advantages - increased
rates of digestion, greater destruction of volatile solids, and
greater destruction of pathogens - outweigh the claimed
disadvantages of reduced process stability, increased heat
requirements, higher concentrations of dissolved constituents
increased odor intensity of the digested sludge (2). EPA has expressed substantial doubt that anaerobic digesters can be
operated reliably at temperatures above 49°C (37). As a result,
EPA does not include thermophilic anaerobic digestion in the list
of Processes to Further Reduce Pathogens (37). This list is
currently used as a guideline for classifying wastewater sludges destined for land application.
Few, if any, full scale plants in Europe use thermophilic anaerobic digestion for sludge stabilization (2). Review of
publications generated as part of the Commission of the European Communities activity "Treatment and Use of Organic Sludges and Liquid Agricultural Wastes" confirm that Europeans are pursuing other processes for sludge stabilization and pathogen reduction. Such processes include prepastuerization or thermophilic aerobic digestion followed by mesophilic anaerobic digestion (1,4).
2.1 FULL-SCALE, MIXED, THERMOPHILIC DIGESTION
Three, full-scale studies of mixed thermophilic digesters have been reported in the literature. The first was conducted at Los Angeles' Hyperion Plant (10,11,13); the second was done at the West-Southwest Sewage Treatment Works in Chicago (32), and the third in Elmira, Ontario (34).
In general, although each study examined many parameters,
Los Angeles was most interested in improving the dewatering
characteristics of digested sludge using thermophi1ic digestion.
existing digesters by taking advantage of the increased rate of digestion in the thermophilic temperature range.
It is interesting that in all three locations, start-up and/or operational difficulties occurred which resulted in
increased volatile acid concentrations, pH reduction and
"souring" of the digesters. However in all cases the digesters were brought back under control. Garber, at Los Angeles in 1953, increased the temperature of a mesophilic digester over a 3 month
period to 49°C while continuing to load volatile solids at a rate
of 1.65 kg m"^ d"^ (10). No operational problems occurred and he
was able to drop the temperature 5°C and return to 49° with no
upset. Loading was doubled and no problems occurred, however on
a mass basis, volatile solids destruction and gas generation may have been reduced slightly. Volatile acids increased six-fold over mesophilic digestion and were about 800 mg/1.
In 1972 Garber again reported operation of a thermophilic digester at Los Angeles (11). A mesophilic digester loaded at 1.3
kg VSS m"^ d"^ was increased in temperature at a rate of 0.56^C per
day to a final temperature of 52.2°C. At this point volatile
acids were above 4000 mg/1, the volatile acids to alkalinity
ratio was high at 1.0, pH was below 7, and gas production had
stopped. The digester was "sour". Loading was stopped and temperature maintained for 4 months, but the digester showed no
change. Temperature was reduced to 49°C and over a 3 week period
gas production and methane levels increased, volatile acids
satisfactory operation for the next 6 months at a loading rate of
1.3 kg m'^ d"^. Temperature was then increased 0.56°C per day to
53°C and souring occurred again. After returning to stable
operation again at 49°C Garber was able to operate the digester
successfully between 46 and 51°C at loading rates of 2.0 kg VSS
m"^ d"^. In 1982 Garber reported (13) that thermophilic anaerobic
digestion had been operating in Los Angeles since 1953. He
concluded that at a temperature of 49°C, a temperature
differential of less than 0.8°C must be maintained; and at 52°C
the temperature differential must be less than 0.28°C. It is this
report that probably led EPA to conclude (37) that a thermophilic
anaerobic digester cannot be successfully controlled at
temperatures above 50°C.
In 1982, Rimkus, Ryan, and Cook (32) reported on results of full scale thermophilic digestion at the West-Southwest treatment works in Chicago. They raised the temperature of a mesophilic
digester in 3°C increments by increasing the temperature O.e'^C
per day for 5 days and then allowing the digester to stabilize for an additional 2 to 3 weeks. The digester was operating at 14
days detention time. At 46°C the volatile acids increased
twelve-fold to 600 mg/1, but digestion continued to proceed
normally. With the temperature at 53°C, at the 39th week,
volatile acids increased to 2300 mg/1 and the volatile acids to
alkalinity ratio had increased to 0.3. Gas production per unit
volatile solids added decreased. During the next 7 weeks
7
acids to alkalinity ratio was 0.3. Gas production was reduced by
^5 %. The digester then stabilized and volatile acids remained
below 500 mg/1 for the duration of the 130 week study. Loading
was increased to achieve a 7 day detention time and it was
concluded that the digester could be successfully operated at
this rate between the temperatures of 51 and 54°C.
In 1977, Smart and Boyko (34) reported on extensive studies
of full scale thermophilic anaerobic digestion done in Ontario,
Canada. Although this was the most detailed report reviewed,
little information was given on startup. It is apparent though
that some problems occurred as evidenced by a high level of
volatile acids, a high volatile acid to alkalinity ratio, and
erratic gas production during startup. Loading during the
startup phase was 1.3 kg m'^ d'' volatile solids and temperature
54°C. The digester was brought under control after 20 weeks,
possibly by recirculating digested sludge from a secondary
digester, although that is not clear. Successful loading up to
3.2 kg m'^ d"' at 53°C was achieved during the study, with volatile
acids at 2400 mg/1.
All three locations were able to operate successfully at
detention times as low as 7 days. In general good mixing and
tight temperature control were required to do this. All three
locations reported slight increases in volatile solids
destruction over mesophilic digestion. On the question of
process stability, results vary somewhat. However, all locations
maintenance problems once the process had stabilized. All
locations reported somewhat different operational requirements,
mostly focusing on temperature and mixing. It should berecognized that each location had different concentrations and
proportions of sludge feed, reactor configurations, heating
methods, mixing methods, and startup methods which would affect
operational performance. Even in Los Angeles, during the
extended use of thermophilic anaerobic digestion, feed type,
reactor configurations, heating and mixing all changed, which may
account for variations in operational control requirements as
reported by Garber (11,12,13).
All plants were able to achieve a stable process once the microbial population had been established. If desired, the detention time could be about 1/2 that of mesophilic digestion with no loss of volatile solids destruction or gas generation and quality. Pathogen destruction was greatly enhanced over
mesophilic digestion. Garber (13) reported that operating at
49°C, fecal coliform concentration was reduced to log,q3.73/1 GO
ml, a more than 3 log reduction over mesophilic digestion. Fecal
streptococcus was reported as log|Q4.15/100 ml, a more than 2 log
reduction over mesophilic digestion. Although an improvement
over mesophilic digestion, neither fecal coliform or fecalstreptococcus concentrations would meet the proposed Class A
requirement.
9
However if shorter digestion times are used, and a sludge to
sludge heat exchanger is employed to heat the incoming sludge
with the outgoing effluent, energy requirements might become
quite similar. Regarding energy usage, a great deal depends on
operating conditions, geographical location, and digester design.
Sludge liquids were reported by Garber (11) to have a 50 to 100 %
increase in ether solubles, COD, nitrogen, phosphorous and heavy
metals. The Chicago study (32) indicated a 75 % increase in
total solids in the supernatant. All three studies reported an
increase in odor intensity of the thermophilic sludge. In fact it
was reported that the primary reason the West-Southwest Plant in
Chicago did not switch to thermophilic anaerobic digestion was
concern about the odor of the sludge (8).
2.2 FULL SCALE, UNMIXED, THERMOPHILIC DIGESTION
In 1931, full-scale plant tests were run in Aurora, Illinois
comparing mesophilic to thermophilic digestion of raw sludge in
unmixed, single-stage digesters at 12 days detention time (9).
Conclusions were that slightly greater volatile matter
destruction was obtained than with mesophilic digestion, but the
supernatant was of much poorer quality. Also it was stated that
although the digested thermophilic sludge was somewhat thicker,
it was more difficult to dewater.
From 1942 to 1944 full-scale plant studies were done at
Jackson, MI (9). Mesophilic digestion was compared to
unmixed tanks in series each. Feed sludge was three parts waste
activated sludge to one part primary sludge. The first tank in
each train was heated to 29°C (mesophilic) and to 52°C
(thermophilic). The secondary and tertiary tanks were not
heated, but maintained temperature above ambient for the
mesophilic train and well above ambient for the thermophilic
train. Residence time in the primary digesters was 24 days and
the secondary and tertiary digesters had 16 days residence time
each. Results showed that thermophilic digestion produced more
gas and more volatile solids reduction than mesophilic digestion.
Also the supernatant drawn from the tertiary tank was of better
quality with thermophilic digestion. The mesophilic train was
then shut down, and the loading on the thermophilic train
effectively doubled. Temperature of the thermophilic primary
digester was set at 56°C. Gas generation and volatile solids
reduction, at the higher rate, were equivalent to what the
mesophilic train had produced at the lower rate. Supernatant
quality was significantly poorer than with mesophilic digestion.
The Jackson study also experimented with different heating
methods. Conventional hot water coils became encrusted with
sludge and corroded at thermophilic temperatures. Aspiration of
hot gases directly into the sludge was tried, but rejected
because of odors escaping with venting gas. Steam injection
directly into the sludge was selected as a satisfactory method of
heating. The amount of water vapor in the gas at thermophilic
2.3 THERMOPHILIC DIGESTION IN MOSCOW, U.S.S.R. (31)
Since 1934 laboratory investigations of thermophilic
digestion have been carried out in the U.S.S.R. Since 1958, eight
full-scale digesters of 5200 M^ each have operated at 51°C with a
residence time of 9 days. The digesters operate in two stages in
the thermophilic range with continuous loading of sludge. It was
reported that no viable eggs of helminths were found in the
digested sludge. Heating was by steam injection. Mixing was
deemed to be very important. As of 1977 (3), Moscow continued to
operate sludge digestion thermophi1ically.
2.4 EARLY LABORATORY EXPERIMENTS
Much of the early work in thermophilic digestion focused on
developing a thermophi1ically digesting sludge starting from
either ambient or higher mesophilic temperatures. In 1930
Heukelekein showed that when primary sludge was incubated with
ambient digested sludge in a batch reactor at 45 to 60°C, there
was a prolonged period with no gasification. However once
gasification commenced, it proceeded at a rapid rate. The total
time of digestion was 25 to 30 days. By then using the sludge
produced under these thermophilic conditions for the seed, total
time of digestion was reduced to 18 to 20 days (17). Later in the
same year, Heukelekian varied the ratio of thermophilic seed to
primary solids in a batch reactor (18). Results showed that
increasing the ratio of sludge to seed increased digestion time.
volatile solids basis, and 44 days for an 11.4:1 ratio. The
effect of added buffers (lime, ammonium carbonate, ammonium
bicarbonate, and dipotassium phosphate) on sludge digestion time
was also evaluated. With the buffers, digestion time was not
dependant on sludge to seed ratio, up to a ratio of 8:1. In
fact, in all cases digestion time was less than the 12 days
achieved in the 2:1 ratio which had no buffers. This study also
looked at the effect of temperature on gas generation rate. It
was determined that 55°C appeared optimum, with a sharp reduction
in rate at temperatures over 60°C.
In 1932 Heukelekian studied the effects of environmental
conditions on the seeding properties of thermophilic seed sludge
(20). He determined that the degree of digestion of seed sludge
affected the digestion time of mixtures made from it. Sludge as
seed from batch reactors performed best when 90 to 95% of the
total gas had been produced. Storage of thermophilic sludge up
to three months did not cause deterioration in its seeding value,
regardless of whether the sludge was stored at SO^C. or 20°C.
Storing sludge digested at 20°C for 40 days at 50°C decreased the
time required to complete the digestion of a mixture of seed
sludge and primary sludge from 37 to 20 days.
Heukelekian also studied adaptation and acclimation
requirements for a sludge to give efficient digestion in a range
between 28 and 42°C (21). In batch studies he found that when
sludge was digested using a seed from a 20°C digester, the time
increased. However when that digested sludge was used as the
seed for another digestion at the same temperature, the time
required for digestion was shortened. It appears, therefore,
that the larger the difference between the temperature at which a
sludge was produced and the temperature at which it will be used
for digestion, the greater will be the initial retardation and
the greater will be the benefit of re-use of the sludge.
Heukelekian's work showed that it is imperative not to draw any
conclusions from digestion at different temperatures without
preliminary acclimation of the sludge.
In 1937 Fair and Moore (6) concluded that the optimum
temperature for sludge digestion in the mesophilic range was
37°C, and 53°C in the thermophilic range. At the thermophilic
temperature, time of digestion was less than half that at the
mesophilic temperature.
2.5 EXPERIMENTATION IN THE 50'S AND 60'S
Golueke, in laboratory experiments, studied the effect of
temperature on digesters fed once per day (14). Sludge was
acclimated at temperatures from 30 to 65°C. after which digesters
were operated at a detention time of 30 days and solids loading
of 0.13 kg VSS M"^ d" . Mixing was done once per day. Digesters
operating from 30 to 40°C began producing gas immediately. Seven
day acclimation was required for a 45°C digester, and 21 days for
50 to 65°C digesters. Volatile matter destruction was 40% at
65°C. Gas production tracked volatile solids destruction.
Volatile acids increased with temperature and a dramatic increase
was observed from 500 mg/1 at 50°C to 2000 mg/1 at 55°C.
Chromatographic analysis of the acids indicated the same
concentration ratios of acid type regardless of digestion
temperature. All the sludges had the same blackish color, gritty
texture and tarry odor. Some equipment problems resulted in
short term temperature reductions of 5 to 10 degrees lasting
several hours; in all cases this resulted in sharp reductions in
volatile solids destruction. Apparently once temperature was
re-established, digestion proceeded as before.
Digestion failure, brought on by a gradual increase in
organic loading, was studied by Pohland and Bloodworth in
1963 (30). Experiments ranging in length up to nearly one year
were carried out at 36, 52 and 60°C. Extensive data were
collected and reported, particularly relating to digestion
"souring" (which the authors referred to as retardation and
severe retardation). Unfortunately, it is apparent that the
tests in the thermophilic ranges were hampered by not starting
with an acclimated seed. Therefore even at the beginning of the
experiment, at the lowest organic loading, digestion was
retarded. As expected, upon retardation volatile acid
concentration increased. However the study also demonstrated
that the relative quantities of individual volatile acids changed
considerably, depending primarily on the degree of inhibition of
digestion, butyric increased somewhat, and propionic
concentration increased the most. Therefore the mechanism of
degradation of propionic acid to either gas or lower molecular
weight acids was affected to the greatest degree by adverse
environmental conditions.
2.6 RECENT LABORATORY STUDIES
Ghosh extensively studied single and two-phase anaerobic
digestion at both mesophilic and thermophilic temperatures (15).
The two-phase experiments examined the effect of separating the
acid and methanogenic phases of digestion by using two reactors
in series. Residence times were 1 to 2 days for the acid phase
and 2 to 13 days for the methane phase. Experiments were
performed with the reactors operating in several temperature
combinations, with a mesophilic temperature of 35°C and a
thermophilic temperature of 55°C. Comparison was made to single
stage digesters operating at the same loading rates, residence
times and temperatures. Conclusions were that two-phase anaerobic
digestion stabilized municipal sludge at higher efficiencies than
single stage digestion.
Unfortunately, the study was flawed in several ways, some of
which were pointed out by Pfeffer (29). It was noted by Ghosh
that thermophilic digestion was inhibited for reasons he
attributed to inhibition of acetogenic bacteria and acetate
7.5, was likely to be inhibitory at 55°C. After review of the
experimental details, it is possible that the thermophilic
inoculum was not well acclimated. Therefore the only true
comparisons that can be made among Ghosh's results are between
two-phase and single stage mesophilic digestion. One interesting
result of the study was the much higher concentrations of
isovaleric and caproic acids found in the thermophilic digesters
compared to the mesophilic reactors. These acids are known to
have more unpleasant odors then the lower aliphatic acids
(formic, acetic) (27).
Lee et al repeated much of the work of Ghosh with greater
success, and in addition examined pathogen destruction (24).
Feed was a 2:1 mixture of waste activated and primary sludge.
Reactors were operated on a draw and fill mode every eight hours.
Digester temperatures of 35° and 53°C. were investigated. Single
stage digesters were operated at detention times of 10 and 20
days. Two-phase digesters were operated at 1 day in the acid
phase and 9 or 19 days in the methanogenic phase. Low volatile
acids to alkalinity ratios indicated that all digestions ran
well. Contrary to Ghosh's results, it was found that volatile
solids reduction in the single stage digesters were essentially
the same as in the two-phase digesters for both mesophilic and
thermophilic conditions. Gas generation was not reported. At 20
day detention times, slightly more volatile solids destruction
occurred than at 10 days.
2
Three indicator bacteria and one virus were chosen for
determination of pathogen destruction. They were fecal coliform,
Escherichia coli, fecal streptococcus and enterovirus. Ascaris
ova die-off was determined in batch tests for helminth
destruction rates. For mesophilic operation, two-phase digestion
increased the log bacterial reduction by 0.5 for fecal
streptococcus and by 0.91 for fecal coliform compared to single
stage at 20 days residence time. However, no additional
reduction in viruses were observed with two-phase mesophilic
digestion vs. single stage. Under mesophilic conditions, virus
destruction was 60% greater with 20 day than with 10 day
residence time. Thermophilic operation frequently resulted in
reduction of bacteria and viruses below detection limits
(discussed further below). Acid phase digestion alone resulted
in more than 4 log reduction in fecal coliform and Escherichia
coli, slightly less for fecal streptococcus. Except for one
sample, all virus determinations for thermophilic effluents were
below detectable limits, resulting in a reduction of at least 2
logs. Tests on Ascaris eggs showed that no eggs were viable
after 4 hours at 53°C.
Therefore it was determined that thermophilic anaerobic
digestion at 53°C reduces to essentially undetectable levels
indicator bacteria, enterovirus, and viable Ascaris eggs for
detention times as low as 10 days. Unfortunately, the detection
limits were set at log,QCFU/100 ml = 3.00. This is an order of
the values were above the detection limit, indications are that
the thermophilic process studied would not meet the Class A
requirement based on indicator organism destruction.
2.7 DISCUSSION
The most important requirement for a stable and efficient
anaerobic digestion process is a large and viable population of
methane producing bacteria. In order to achieve this it is
necessary to provide adequate solids detention time, good mixing,
and a proper environment. For thermophilic digestion, good
mixing and control of environment are more critical than with
mesophilic digestion, particularly for short detention times in a
thermophilic digester.
It is apparent from the literature that several researchers
were able to operate well controlled and stable thermophilic
digesters. Others, however, had problems. The reasons why some
processes were successful and others were not are not always
clear. It is also not always clear why some operations required
a particular controlled environment while others had more
options. For instance in 1954 Garber reported he was able to
operate a digester at 49°C successfully while allowing the
temperature to vary by as much as 5°C within 48 hrs. In 1982,
however, he required temperature control within +,-0.8° at 49°C.
Some parameters had changed such as methods of mixing and
heating, and undoubtedly there were other differences not noted
The initial requirement for a stable and efficient
population of thermophilic bacteria is the development of that
population. Two methods have been employed. The first, favored
by operators of plant size digesters, is to increase the
temperature of the digester gradually until the desired
temperature is reached. Careful monitoring of control parameters
is required to insure the methane producers are not inhibited and
washed out. The second method is to mix a portion of digesting
sludge with fresh sludge in a batch reactor and increase the
temperature immediately to the desired point. Digestion begins
after a period of acclimation, reaches a peak, and then falls off
as the biodegradable solids are consumed. It has been shown that
when this sludge is then used as seed for the next digestion, the
acclimation period is greatly reduced, and is optimum by the
third batch.
It is fairly well agreed that thermophilic sludge digestion
is carried out by anaerobes that have optimal growth temperatures
in the thermophilic range. It has been shown in batch studies
that if a reactor operating well in the thermophilic range is
suddenly dropped in temperature down to the mesophilic range and
maintained there, digestion will essentially cease for at least 3
months. This would indicate that digestion was being carried out
by facultative thermophiles that grow extremely slowly in the
mesophilic range, and that microorganisms with optimal growth
As noted above, there are two approaches to thermophilic
reactor startup. One school of thought believes that by
increasing the temperature quickly, some thermophiles might be
killed off that would otherwise be nurtured along with gradual
temperature increases. Another belief is that the long and slow
process of increasing the temperature in small steps is fraught
with peril. Changes in loading, temperature or other
environmental parameters might sour the digester and require
essentially starting over. It is likely that different microbial
populations would predominate in the two approaches.
Raising the temperature quickly under batch conditions has a
different effect on the microbial population than slowly raising
the temperature of a continuous digester. Under batch conditions
the mesophiles would quickly die off. The facultative
thermophiles would go through a period of acclimation and would
not be washed out since there is no digester discharge. After
several days a growth phase occurs with no competition from
mesophiles. As the stationary phase is reached, gas generation
levels off. Gas generation then decreases during the endogenous
phase. It has been shown that left alone, at thermophilic
from a secondary tank can be recycled to the primary tank to
restore the thermophilic microbial population.
Another important factor is to have efficient mixing of
sludge in anaerobic digesters. If mixing is not adequate, the
process is less efficient and less stable. Amazingly, supposedly
fully mixed digesters have been shown to exhibit from 10 to 89%
dead space and from 18 to 72% short-circuiting (26). Mixing
problems reduce the effective digester size, increase temperature
differentials within the digester, reduce the contact between the
microorganisms, food and enzymes, and reduce the rate at which
products are taken away. Two of the most successful thermophilic
trials employed mechanical mixing. The Ontario full scale
digester used two turbine mixers with draft tubes (34) and the
most successful bench scale trials used a single immersed high
speed turbine in a narrow vertical cylinder (24). These trials
ran at 54° and SS^C respectively. The prevalent method of full
scale digester mixing today is by gas recirculation, in use
primarily because of the low maintenance required relative to
mechanical mixing. The evidence is circumstantial, but it should
be noted that Garber seemed to have better stability in the
1950's with his mechanically mixed digester than in the I970's
with his digester that was gas mixed (10,12). The full scale
thermophilic digester in Chicago was mixed by sludge
recirculation pumping and was claimed to be stable at 52°C and
able to handle changes in temperature of up to 3°C in 24 hours
efficient mixing should be well understood and carefully planned
for.
There have been claims and counter-claims regarding
increased volatile solids destruction and enhanced gas generation
using thermophilic digestion. It appears that any enhancement is
dependent on feed makeup and operating conditions. It can be
said with some confidence, however, that with thermophilic
digestion volatile solids reduction and gas generation should be
at least as good as with mesophilic digestion, and residence
times can be decreased substantially, perhaps by 1/2. One
problem with thermophilic digestion gas is that the vapor
pressure of water is 42 mm at 35°C and 118 mm at 55°C. Therefore
considerably more water is contained in gas from a thermophilic
digester than from a mesophilic digester. This presents
particular problems in warm climates where the water is less
likely to condense and reflux back into the digester on its own.
The definitive study to date on pathogen destruction was
done by Lee et al, at the behest of EPA (24). It should be noted
that two of the coauthors work for EPA in their Cincinnati, Ohio
laboratories and are involved in developing sludge regulations.
Lee et al concluded that "thermophilic anaerobic digestion at
53°C reduces to essentially undetectable levels indicator
bacteria, enterovirus, and viable Ascaris eggs for an SRT as low
as 10 days". Unfortunately the detection limits they set were
fecal coll form and fecal streptococcus concentrations above the
detectable limit of 1000 CFU/100 ml.
EPA did not designate thermophilic anaerobic digestion as a
PFRP because they believe the operation cannot be well controlledabove 49°C (37). This belief is based on the experiences of
Garber (11,13), but two other full scale trials have been
successfully run at above 53°C (32,34); and as discussed above,
the EPA has shown that bench scale thermophilic digestion can be
very well controlled at 53°C.
Odors are a concern with thermophi1ically digested sludge.
Malodorous sludge is perceived as poorly stabilized and possibly
harmful. If thermophilic sludge can meet Class A requirements, it
may still have an odor some people might find offensive. The
odor is probably the result of increased volatile acids(particularly the higher aliphatic acids butyric, valeric, and
caproic) and ammonia in the sludge. Two-phase digestion greatly
reduces the volatile acids in the methane phase, which will3. BATCH DIGESTION, DEVELOPMENT OF THERMOPHILIC POPULATION
As discussed in chapter 2, two basic methods for development
of a viable thermophilic seed sludge are found in the literature.
The method that has been used to start up full scale digesters is
to very slowly increase the digester temperature from the
mesophilie range to thermophilic, while continuing to feed
sludge. This method takes from 6 months to 1 year and is subject
to souring as documented in the literature. The second method,
as documented by Heukelekien in the 1930's, is to mix a two to
one ratio of primary sludge to mesophi1ically digested sludge on
a volatile solids basis, and immediately subject the mixture to
thermophilic temperatures under batch conditions. The second
method was employed for this project.
3.1 METHOD FOR BATCH DIGESTIONS
Mesophilie digested sludge and raw primary sludge were
obtained from the OWASA Mason Farm treatment plant. Two parts
primary sludge and one part mesophilic sludge, on a volatile
solids basis were mixed together and placed in a two liter glass
bottle which served as a batch reactor. Two grams of sodium
bicarbonate were added as a buffer. The bottle was placed in a
constant temperature water bath maintained at 55°C (+,- 0.2°).
The top of the bottle had a rubber stopper with a glass tube
inserted to allow gas to escape. Gas obtained as the digestion
proceeded was trapped and measured by displacement of an
first run was then used as seed for Run # 2, using the same 2 to
1 primary sludge to digested sludge proportions. Run # 3 used
the digested sludge from Run # 2 in the same manner. This
sequential batch digestion was used to obtain a viable
thermophilic seed sludge.
The experiment, Run # 1, to develop a thermophilic sludge
from mesophilic seed was repeated in Run # 4, except this time no
buffer was added. After the digestion was complete, the
resulting sludge was split into two aliquots. One portion of the
sludge was held at 55°C for 3 months and the other held at
ambient temperature for three months to determine if they
remained viable. These two sludges were then used as seed for
batch thermophilic digestions, once again using the 2 to 1
primary volatile solids to seed sludge volatile solids. Run # 5
used seed held at ambient temperature, and Run # 6 used seed held
at 55°C. Experimental details for each batch run are summarized
in Table 3.1.
3.2 RESULTS OF BATCH DIGESTIONS
Thermophilic digestion occurred in all runs. Results are
tabulated in Table 3.1. In the initial experiment using
mesophi1ically digested sludge as seed with a buffer added
(Run # 1), digestion began immediately. Gas production is
plotted in Figure 3.1. After digestion was complete, primary
sludge was added to a portion of the resulting thermophi1ically
Batch Digestions
RUN # I 1 I 2 3 1 4 I 5 ! 6
1
Seed 1
1
OWASA
meso
w/buffer
! from ! run # 1
1 1
from
run # 2
! OWASA 1 j meso I I no buffer!
Run 3 held @ ambient
! Run 3 1 held @ !55 deg. C Batch 1
Size (ml) 1 1600
1
! 1060
1600 ! 1200 1 5961
! 1421 Seed vol I
(ml) ! 519 1 260 559
1 1
i 400 i
2801
i 550
Seed % 1
solids I fixed 1 volatile | 2.12 0.83 1.29
I 2.88 1 1.38 1 1.51
2.42 1.11 1.31
1 1
i 2.38 !
! 0.91 1 ! 1.47 1
2.92 1.40 1.52
1
1 2.13 1 1.08 ! 1.05 Primary !
vol (ml) 1 1081
1
800 1041
t 1
! 800 1 316
1
871 Primary % I
solids ! fixed ! volatile j 1.75 0.54 1.21 1
i 1.86
1 0.39 1 1.47
1.62 0.40 1.22
1 1
! 1.86 ! 1 0.39 !
! 1.47 1
3.25 0.56 2.69
1
i 3.25
1 0.56 j 2.69
Total * I
Gas (ml) ! 8000
1
j 8250 8850
1 1
I 8370 i
46001
! 17900 Gas @ I
3 days I
(ml) !
2050
1
j 3800
1 r
5000
1 1
! 625 !
1 1 1 1
1735
1
! 1570
1 1
% of Tot 1 Gas in I
3 days j
1 1
26 %
1
j 46 %
1 1 1
56 %
1 1
! 7 % i
1 1 II38 %
1
! 9 %
1 1 1
Days to j 90 % Gas 1 Production,' 11.6 1 1 1 8.9
1 t
! 20.0 !
1 1 1 1
9.1
1
I 19.4
I 1
Gas per | volatiles |
fed (ml/g)!
612
1
I 701
1 1
697 ! 711 1
1 1
541
1
I 764
1 1
quickly. Gas production for Run # 2 is plotted in Figure 3.2.
The sludge resulting from this digestion was then used as seed
for Run # 3. Digestion rate was slightly improved over Run # 2
and gas production is plotted in Figure 3.3. This sequence of
three digestions developed a strong, viable population of
thermophilic anaerobes which was used to seed the continuous
digester during that portion of the project.
Three other batch experiments were conducted. In Run # 4
mesophi l.ical ly digested sludge which was stored for one month at
ambient temperature, in the absence of oxygen, was used as the
seed. No buffer was added. Although several days of lag
occurred, and total time of digestion was nearly twice as long as
in Run # 1, successful thermophilic anaerobic digestion did
occur. Gas production rate for Run # 4 is shown in Figure 3.4.
Digested sludge from Run # 4 was split and one portion
stored at ambient temperature in an oxygen free atmosphere. The
other portion was stored at 55°C in an oxygen free atmosphere.
After three months storage the ambient temperature sludge was
used as seed for Run # 5, and the thermophi1ically stored sludge
was used as seed for Run # 6. Both seeds had remained viable and
digestion proceeded. Digestion proceeded more quickly with the
sludge stored at ambient temperature, but more volatiles were
destroyed with the sludge stored at thermophilic temperature.
Figures 3.5 & 3.6 show gas generation of Runs 5 & 6.
exception that a thermophilic seed sludge can be developed
readily by batch digestion, and does not appear to be killed off
by storage at ambient or thermophilic temperatures in the absence
Batch Digestion Run # 1
Mesophilic Seed
10
8
ml gas (Thousands)
Figure 3.1
Mesophilic seed Sludge from OWASA
Two to One primary sludge to seed mix
on a voiatiles basis
Batch size « 1600 ml. Temp - 55 deg. Celcius
Primary voiatiles fed = 13.08 grams
Buffered with 2 grams sodium bicarbonate
10 15
DAYS
20 25 30
Thermophilic Seed from Run # 1
10
8
6
ml gas (Thousands)
Figure 3.2Seed taken from digested sludge of Run # 1
Two to one primary solids to seed mix
on a volatiles basis
Batch size ' 1060 ml. Temp => 55 deg Celcius
Primary volatiles fed = 11.8 grams
0 10 15
DAYS
20 25 30
CO
Thermophilic Seed from Run # 2
10
8
ml gas (Thousands)
Figure 3.3
0
Seed from digested sluge from Run #2
Two to one primary to seed sludge
on a volatiles basis
Batch size « 1600 ml. Temp > 55 deg Celcius
Primary volatiles fed
ͣ
12.7 grams
10 15
DAYS
20 25 30
Stored Mesophilic Seed, No Buffer
10
8
ml gas (Thousands)
Figure 3.40
Mesophilic seed from OVVASA
Stored at ambient one month
Two to one primary to seed sludge
on a volatiles basis
Batch size = 1200 ml. Temp = 55 deg Celcius
No buffer added
Primary volatiles fed » 11.8 grams
10 15
DAYS
20 25 30
00
Thermophilic Seed held at Ambient temp
ml gas (Thousands)
Figure 3.50
Thermophilic seed from Run # 4 held at
ambient temp, for 3 months
Two to one primary to seed sludge
on a volatiles basis
Batch size » 596 ml. Temp > 55 deg Celcius
Primary volatiles fed
ͣ
8.5 grams
0 6 8
DAYS
10 12 14
Thermophilic Seed held at 55 deg. C.
20
ml gas (Thousands)
Figure 3.6
15
10
0
Thermophilic seed sludge form Run # 4
held at 55 deg. Celcius for 3 months
Two to one primary to seed sludge
on a volatiles basis
BAtch size - 1421 ml. Temp > 55 deg. Celcius
Primary volatiles fed "> 31.9 grams
10 15
DAYS
20 25 30
4. INTERMEDIATE ALKALINITY / PARTIAL ALKALINITY RATIO (IA:PA)
Determination of alkalinity by titration to pH 4.3 is a
common measure used to monitor buffering capacity during
anaerobic digestion. However since the carbonic acid
-bicarbonate equilibrium has a pKg of 6.3 (35), it has been
suggested that a better measure of bicarbonate buffering is
titration to pH 5.75 (23). This effectively removes the impact
of volatile acids from the titration since most of them have a
pKg near 4.8 (27). It is also of great interest to monitor the
concentration of volatile acids during anaerobic digestion, since
it is well known that increases in volatile acids indicate a
relative reduction in methanogen activity, and foreshadows
digester "souring" (28). However, methods to measure volatile
acid concentrations directly in sludge are laborious and not
always performed by wastewater treatment plants.
A simple titration method has been proposed to measure the
relative concentrations of bicarbonate buffering and volatile
acid concentration (33). Titration to 5.75 is performed and
recorded as partial alkalinity (PA), then titration is continued
to 4.3 and recorded as intermediate alkalinity (lA). The ratio
of intermediate to partial alkalinity is analogous to the ratio
of volatile acids to bicarbonate alkalinity. As IA:PA increases,
the ratio of volatile acids to bicarbonate alkalinity would
increase. An experiment was conducted to show this is true.
OWASA mesophilic sludge was titrated to pH 4.3 and the IA:PA
added to match initial sludge pH) were made to sludge from the
same batch and titrated (Figure 4.1). This simulates increases in
concentration of volatile acids in the sludge. It can be seen in
Figure 4.2 that partial alkalinity, a reflection of bicarbonate
buffering, remained nearly constant. Intermediate alkalinity,
analogous to organic acid concentration, increased. It is also
important to note that total alkalinity also increased with
increasing acetic acid concentration, which is usually considered
good. However in this case the increase in total alkalinity was
was due entirely to increases in volatile acids, which are
normally associated with digester problems.
Examination of the calculated IA:PA in Figure 4.3 shows a
smooth increase as the concentration of volatile acids increased.
Since volatile acid concentrations for thermophilic digestion
have been reported in the literature from a few hundred mg/1 up
to several thousand mg/1, the IA:PA ratio was chosen as a simple
method to monitor changes in bicarbonate buffering and volatile
Titrations - Mesophilic Sludge
Additions of Acetate
Figure 4.1
Titration of 50 ml OWASA mesophilic
digeted sludge
Acetate ion added as Sodium Acetate solution
adjusted to pH 7.2 with acetic acid
Volume increase less than 1 ml
Acetate ion addition simulates
an increase in volatile acids
15 20 25
ml 0.1N HCI
— standard
'^ * 1000 mg/l Ac
+ 500 mg/l Ac
+ 2000 mg/l Ac
Alkalinity - Mesophilic Sludge
Additions of Acetate
Alkalinity (mg/l as CaC03) (Thousands)
Figure 4.22.5
2
Total alkalinity - titrated to pH 4.3
Partial alkalinity - titrated to pH 5.75
Intermediate alkalinity - titrated from pH 5.75 to 4.3
1
None
+500 mg/l +1000 mg/l
Additions of Acetate
+2000 mg
— Total Alk
Partial Alk
Intermediate Alk
CO
IA:PA - IVIesophilic sludge
Additions of Acetate
•1 -4
A:PA Ratio
Figure 4.3
1.1
y"
1
-y^
0.9
-"
ͣ
ͣ
y^
0.8
-. ^^^^-.-.^-^
0.7
-^^.^--^'^^'^^
0.6
r\
r-^^^
1 1 ͣ
0.5
None
+500 +1000
Additions of Acetate (mg/l)
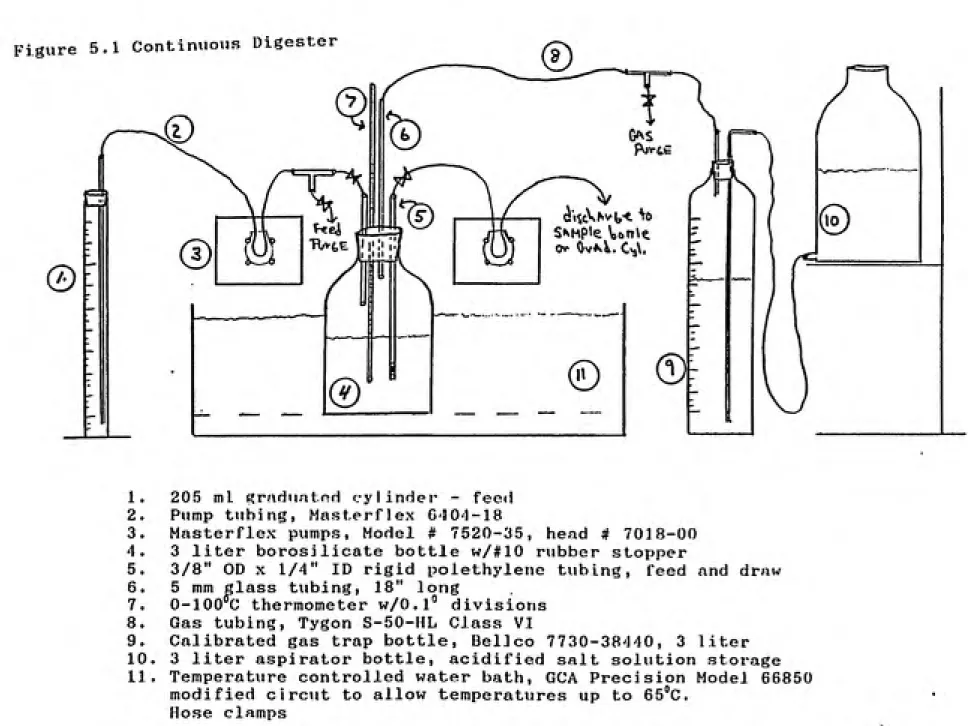
5. OPERATION OF THE CONTINUOUS THERMOPHILIC ANAEROBIC DIGESTER
A continuous digester was placed in a temperature controlled
water bath and operated at 55°C for 41 days. Hydraulic residence
time was 10 days, and the digester was drawn then fed daily. The
digester was a three liter Pyrex bottle with a # 10 rubber
stopper in the top. Four holes were drilled in the stopper to
accommodate the feed tube, draw tube, gas discharge tube, and a
thermometer to monitor temperature. Masterflex peristaltic pumps
were used for both draw and feed. Gas was collected in a
calibrated tube with three liter capacity, displacing an
acidified (pH < 4.3) saturated NaCl solution. The water bath was
set for 57°C since this temperature was determined to achieve an
average 55.5°C in the digester. The water level in the bath was
maintained approximately one inch higher than the level within
the digester at all times. Figure 5.1 is a schematic of the
equipment.
5.1 METHOD
Each day, at about the same time, the following procedure
was performed. Temperature of the bath was measured.
Temperature within the digester was recorded. The digester was
well mixed, swirling it by hand, and the temperature within the
digester recorded again. Two hundred ml of sludge were drawn
from the digester. Fifty ml of this drawn sludge was titrated
with 0.1 N HCl to pH 4.3 and the full titration curve recorded.
#^
#k
•^
Figure 5.1 Continuous Digester
^
1. 2. 3. 4. 5. 6. 7. 8. 9. 10, 11
205 ml graduated cylinder - feed Pump tubing. Masterflex 64 04-18
Masterflex pumps, Model # 7520-35, head # 7018-00
3 liter borosilicate bottle w/#10 rubber stofiper
3/8" OD X 1/4" ID rigid polethylene tubing, feed and draw
5 mm glass tubing, 18" long
0-100 C thermometer w/0.1^ divisions
Gas tubing, Tygon S-50-HL Class VI
Calibrated gas trap bottle, Bellco 7730-38440, 3 liter 3 liter aspirator bottle, acidified salt solution storage Temperature controlled water bath, GCA Precision Model 66850
•
Methods 209A and 209D (36). One hundred m1 of sludge from the
OWASA fermentation digester were mixed with 150 ml of waste
activated sludge. This matches the approximate proportions
normally fed to OWASA mesophilic digestion. The mixture was
warmed to about 45°C. Two hundred ml of this mixture were fed to
the thermophilic digester, after purging the feed line of
residual sludge. The digester was mixed, swirling by hand.
Feed sludge from OWASA was obtained every three days,
measured for solids by methods identified above, and stored at
4°C for the next two days feed. Feed was changed every 3 days,
except during the indicator organism destruction runs where feed
was constant over 5 days. Gas volume generated each day was
measured by lifting the calibrated gas trap tube to equilibrate
pressure with the digester, and recording the amount of liquid
that had been displaced. Gas was then discharged to zero the
calibrated tube. Some of the discharged gas was burned over a
bunsen burner to make sure it burned as expected for a gas with a
large proportion of methane.
5.2 RESULTS
Figures 5.2 through 5.13 show continuous digestion operating
conditions. Initially the continuous digester contained 1.8
liters of thermophi1ically digested sludge obtained from the
batch digestions. Total and volatile solids were rather low at
1.45 and 0.8% respectively. Feeding began on day 1, and the draw
2
1.5
continuous digestion - 10 day HRT
Weight % '^'Qure 6.2
0.5
-^
-^^-^M^
«^«*********V« /***>*
*---•---
ͣ
---''^^^ ^---'---'---""^ ^'---'---^- TJf-Nf-*
^1f-»^A—"• • • ^^ ~^\.
ͣ
.***^ ***t
/-+-+-^^^^^^^V,y^^'~^^^
J_______ I____________I_____________1____________L 0 6 10 15 20 25 30 35 40
DAT
-^ WAS -^FERMENTED ~*-TOTAL
continuous digestion - 10 day HRT
Weight %
Figure 5.3^e^^^
ttY
*^le
\
f^ t ͣ» t/ V^Mk ./H^y «
*-^ͣ
^ ͣ*-*V*^
^^....v^
y,-^ -*—\
N_*.
.^^-^^
-|_-(-H^H-+
V-M-^-+
Vh-/ \-f-/
-M-S
\
4-f-10 15 20 25
DAY
30 35 40
WAS
FERMENTED —<^ TOTAL
5
continuous digestion - 10 day HRT
Weight % ^*9"^^ ^-^
-*-M-r"^^
f-*-*-,^
^-^^Z"*"*^"*"^' V-^_____^—X,
2 h
0 5 10 15 20 25 30 36 40
DAY
continuous digestion - 10 day HRT
Weight %
Figure 5.50
.*.-_.^-"-*--^.-.-.^-^
^ 3f-^
/
-^M^
-*-*-ͣ
*- t t ')(:
-k
N I I I I l-t-l I'
I I I I I t^-H-K^ . .>H-4-
ͣ^ͣ
N-I,. ... I J_________________L
5 10 15 20
DAY
25 30 35 40
continuous digestion - 10 day HRT
Weight %
Figure 5.6
1.5
1
0.5
0
_ͣ—•—»_
^^I^^^-^Nm^-*
xj^-4HSj^-^iHS|f-^
+^H^^^
0 10 16 20
DAY
25 30 35 40
continuous digestion - 10 day HRT
Figure 5.7
continuous digestion - 10 day HRT
mg/l as CaC03 (Thousands)
Figure 5.8
„a---B_—•-\
v^
^/
-M-M-^-^-^
Total alkalinity - titrate to pH 4.3
L/+^.
Partial alkalinity - titrate to Ph 5.75
^ HHH^^ir*--*-*-^!^,^,^^^.
Intermediate alkalinity - titrate between pH 5.75 and 4.3
0
10 15
20DAY
25 30 35 40
^~ Total alk -+- Partial alk -*— Intermediate alk
Intermediate : Partial Alkalinity
continuous digestion - 10 day HRT
0.65
Ratio
0.56
0.45
0.35
0 10 15 20
DAY
Figure 5.9
25 30 35 40
continuous digestion - 10 day HRT
ml gas per day (Thousands)
Figure 5.10continuous digestion - 10 day HRT
100
ml gas (Thousands)
Figure 6.11Fraction volatiles destroyed
continuous digestion - 10 day HRT
fraction volatiles destroyed
Figure 5.12ml gas / gram volatiles destroyed
continuous digestion - 10 day HRT
generation was 1800 ml/day which was in the lower range of gas production achieved throughout the study. Examination of the
IA:PA ratio indicated a slight increase in volatile acid concentration during the first 3 days of operation. This
corresponds to a slight drop in pH over the same period. Volatile
solids destruction reached a stable value of approximately 43%
within 3 days. Day 3 is the point where the digester began
performing in an obviously well controlled manner. Steady-state
was not achieved until much later simply because the
concentration of solids in the feed was much higher than the initial seed concentration of the digester. Two to three residence times were required to bring the digester solids concentrations up to steady-state conditions.
Throughout the 41 day study, pH was remarkably consistent
and after 2 residence times was 7.52 (+,-0.03). The IA:PA ratio stayed below 0.45 and no major changes were noted in the
titration curves. Gas production ranged between 1800 and 2500 ml/day with no obvious reason for the variation. Gas production
is better illustrated as cumulative production, and is shown to be consistent in Figure 5.11. Gas produced per gram volatiles destroyed was approximately 900 ml/g. Total alkalinity (titrate to pH = 4.3) was consistent throughout the run at slightly over
3500 mg/1 as CaCOj. Partial alkalinity (titrate to pH = 5.75), a
reflection of bicarbonate ion buffering, was consistent at aboutalso consistent at about 1100 mg/1 as CaC03. Temperature of the
water bath remained constantly at 57°C (+,-0.2°). Since the
digester was not being continuously mixed, some temperature variation occurred within the digester. Each day, prior to
mixing, temperature in the center of the digester was 54.5°C
(+,-0.3°). After mixing the temperature was 55.6°C (+,-0.4°). At the
wall of the digester, prior to mixing, it can be assumed that the
temperature was close to the water bath temperature of 57°C.
Therefore on a daily basis there were temperature variations
within the digester totaling about 2.5°C, which did not impede
successful operation of the continuous digester. No correlation
was noted between temperature variation and gas production.
It appears that volatile solids were being destroyed at high rates during the first two days of operation, but little gas was
generated. This accounts for the more than 10 days it took for calculated cumulative gas generated/volatiles destroyed to get over the 800 ml/g mark. It is possible that in the initial two days volatiles were being destroyed to make volatile acids, but also questionable was the method used to remove effluent during these first two days. The method may have artificially lowered the volatile solids concentration in the sample (i.e. the
digester may not have been well mixed, and the effluent contained
To summarize, a continuous thermophilic anaerobic digester was operated, in a well controlled manner, at 10 days residence
time and 55°C, for 40 days, using OWASA sludge as feed. Volatile
solids destruction and gas production per volatile solids
destroyed were well within the rule-of-thumb limits taken from Metcalf & Eddy (25). Volatile solids destruction was somewhat
: After Three HRT's of
Continuous Digestion
MEAN
STANDARD
DEVIATION
RANGE
MIN MAX
PH 7.53 0.02 7.49 7.57
Alkalinities (mg/l as CaC03)
TA (4.3)= 3525 44 3480 3630
PA (5.75)= 2413 38 2370 2520
IA= 1113 40 1060 1200
IA:PA= 0.46 0.02 0.42 0.49
EFFLUENT DRAWN %
Total solids 2.45 0.05 2.37 2.56
Fixed solids 0.97 0.02 0.93 1.01
Volatile solids 1.49 0.03 1.42 1.55
FEED (g)
WASTE ACTIVATED SLUDGE
Total solids 4.09 0.18 3.91 4.33
Fixed solids 1.18 0.03 1.14 1.22
Volatile solids 2.91 0.15 2.77 3.11
FERMENTED SLUDGE
Total solids 2.90 0.59 2.17 3.55
Fixed solids 0.55 0.17 0.34 0.74
Volatile solids 2.35 0.42 1.84 2.82
TOTAL FEED %
WASTE ACTIVATED SLUDGE Total solids
Fixed solids
Volatile solids
FERMENTED SLUDGE
Total solids Fixed solids Volatile solids
COMBINED FEED %
Total solids Fixed solids Volatile solids
2.46 0.11 2.35 2.60
0.71 0.02 0.68 0.73
1.75 0.09 1.66 1.87
1.16 0.24 0.87 1.42
0.22 0.07 0.14 0.30
0.94 0.17 0.74 1.13
3.61 0.34 3.21 4.02
0.93 0.09 0.82 1.03
2.69 0.25 2.40 2.99
Gas/day (ml) 2209 287 1850 2750
Fraction Volatile solids (vs)
Destroyed 0.44 0.00 0.43 0.44
gas/vs destroyed (ml/g)
gas/vs fed (ml/g)
902 393
7 2
894 390