JIEM
Journal of Vol. 2, No.www.jiems
Virtual
stream
A.Ayough
Abstract
In this pape (VMC) is p machines is processing types with type of syst nonlinear p operation, th problems ha Keywords programmin Received: Ma Revised: May Accepted: Aug
1.
Intro
Today's co capabilities companies and volum decision-m manufactur In CMSs, s the cell for demand is manufactur 1 Managemen * Correspond 2 Department 3 DepartmentMS
Industrial E 1, pp. 61-73s.icms.ac.ir
l man
ming and
1
*, A. Alem
er, a new ma presented to s considered path and the several iden tem, the cell programming he start time ave been gen
s
:
virtual mng. arch 2014-30 y 2014-17 gust 2014-09
oduction
ompetitive s. This com s that are dy me of produc making andring system shop floor i rmation Pha unstable, C ring system nt Departmen ding Author
t of Industrial t of Industrial
Engineering 3
nufactur
d sequen
m Tabriz2, A
athematical minimizing and lot-strea ere is a set o ntical machin
ls are not ph g model pre e at each oper
nerated to dem
manufacturin
market has mpetitive and
ynamically l ct demand a planning m (CMS) wa
is divided in ase, it is ass CMS is not m (DCMS) c
nt, Caspian ins
Management Management
and Manag
ring ce
nce dep
A. Javani 3
model for th g the comple aming is poss of machines nes in each t hysical and M
sented, the ration, the st monstrate th
ng cells; S
s led the m d turbulent linked to pro are variant fr
in a dyna as introduce nto more ma
sumed that able to me can be used
stitute, Qazvin
t, Shahid Behe t, Kar Higher
gement Stud
ells sc
pendent
he problem o etion time o
sible. In Vir
for process type locating Machines can
scheduling d tart time of m he implement
Scheduling;
manufacturi market con oduction ne from a perio amic enviro ed.
anageable u demand is et changes d based on m
n, Iran. eshti Universi Institute, Qaz dies
chedulin
setup t
of job sched of all jobs. S rtual manufac ing each ope g in different
n be shared decisions inv machines and
tation of the
lot-streamin
ng compan nditions hav eeds. In a dy od to anothe
onment and
units by phy constant th in demand. multi-period
ity, Tehran, Ira vin, Iran
ng con
times
duling in virt Sequence de cturing cells eration. The t locations in
between the volve assign d sub-lot size model and s
ng; Mathem
nies to imp ve resulted i ynamic env er period tha
d flexibility
ysically grou hroughout th
. In such a d planning
an.
nsiderin
tual manufac ependent set
, each job ha re are multip n the shop f e cells. In M ning a mach es of each job
olved by Lin
matical mod
prove their in a new ge ironment, c at this variab
y. Therefor
uping the m he product l case, dynam horizon. In
ng
Virtual manufacturing cells scheduling considering lot-streaming…
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1 Page 62
at the start of each period, cells are reconfigured. When the demand change is high, replacement equipment will cost a lot. Some researchers suggested, virtual manufacturing cell (VMC) to overcome the defects of traditional CMS. In this type of system, the cells are not physical and we can have shared machines between cells. Logical grouping of jobs and machines are only in the production control system and the imagination of workers. A new approach to layout at VMC, is the scattered arrangement in which for increasing the availability, similar machines are scattered throughout the shop floor. This paper addresses the VMC problem with lot-streaming tactic.
Researches have done on the scheduling of virtual manufacturing cells. If, due to performing various operations by each vehicle (machines sharing between cells), at no one, preparation time sequence dependent machinery is not considered. While this can lead to the calculation of real and direct impact on the completion of all jobs. In this study, we focus on the scheduling of operations in VMC with scattered layout and consider sequence dependent setup time to thereby minimize the completion time of all jobs and the distance traveled by the work. We also consider lot streaming strategy that provides the ability to split the jobs.
2.
Literature review
MacLean et al. for the first time in 1982 introduced the concept of virtual manufacturing cells. According to them virtual cell is not as a physical grouping of machinery, but it is as data files and processes on a controller computer (MacLean et al. 1982). Irani et al. developed a two-stage flow based approach for formation of VMCs with an objective of minimizing traveling distances (Irani et al. 1993). Kannan and Ghosh in 1996, Kannan in 1997 and 1998 explored the many part-family based scheduling rules in process layout (Kannan VR. 1997). In 2003, Ko and Egbelu presented a methodology for designing VMCs. They carried out a comparative study of dynamic and static manufacturing systems at the intent of examining the influence of variations in the product mix on the shop performance. The total preparation time and total distance transport components were considered as a measure of performance (Ko K-C and Egbelu PC. 2003). Mak et al. provided a non-linear programming for scheduling VMCs and ant colony optimization algorithm is presented (Mak et al. 2007). Kesen et al. in 2009 compared three types of cell systems, processes and virtual cells using simulation (Kesen et al. 2009). Kesen et al. gave mixed integer linear programming model with objective function for minimizing job completion time and distance jobs profiting (Kesen et al. 2010). In 2012 its previous models developed so that the job could be divided into smaller tasks (lot streaming) (Kesen SE. and Gungor Z. 2012).
3.
Problem description and model formulation
3.1. Virtual manufacturing cells
Journal of In
floor (Sort to more tha Given the a
Because V production majority o and are ei analysis an application In many m Changing effort. The operations
3.2. Prob In this stu integer line Model inpu job and se machine, s In the prob each job in processing shown by
ndustrial Engin
t distributed an one cell above assum
VMCs are p n, lot-stream of the aforem
ither neglig nd/or reflec ns of schedu manufacturin production erefore, sequ
scheduling
blem descri udy, a mode
ear program uts include equence of sequence de
blem of vir nvolves hj
g time of op Nj. Lot-stre
neering and M
d) and each at the same mptions, a V
Figure
proposed fo ming strateg mentioned gible or inc cts certain uling that re ng systems,
plan from uence-depen g.
ption el is propos mming mode the time of them. Also ependent set
tual manufa successive peration ojh
eaming is a
Management S
can have a time. VMC system
e 1. Schematic
for small-siz gy has to b papers hav cluded in pr
application equire an ex the sequen a part into ndent set-up
sed for the el will be a f each opera o the numb tup time and facturing cel operations on machine allowed sinc tudies (JIEMS different sp
m can be sh
c representat
zed and m be conside ve assumed
rocessing t ns, it adver xplicit treatm nce of jobs p o another o
p times can
scheduling single objec ation, the nu ber of mach
d travelling lls scheduli . ojh is hth
e i. jobs are ce there are
A. Ay
S), Vol. 2, No
peed. In the
hown in Figu
tion of VMCs
medium-sized red in the
that set-up times. Whil rsely affect ment of set-processed o one can spe n be conside
g of virtual ctive, which umber of job hine types
time betwe ing, we hav operation e produced e alternative
yough, A. A
o. 1.
ese systems
ure 1.
s layout
d companie VMC sche p times are
le this assu ts the solu -up times (A on a machin end a signif ered as an i
manufactu h is also the bs, batch siz
and the nu een machine ve m machin
of job j an in Groups t e machines
Alem Tabriz
a machine
es that per eduling pro
sequence-in umption sim ution quality Allahverdi e ne affects se ficant set-u important fa
uring cells. e goal of min
ze, operatio umber of ea es are neede nes and n j nd Pijh show
that lot size s for operat
z, A. Javani
Page 63 can belong form batch oblem. The ndependent mplifies the y of many et al. 2010). et-up times. up time and factor in the
The mixed nimizing. ons for each
ach type of ed.
jobs so that ws the unit e of job j is ion ojh. So,
Virtual manufacturing cells scheduling considering lot-streaming…
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1 Page 64
successive operations can be overlapped. Since machines are positioned in different locations in the layout, after the operation ojh is completed on machine i and before the operation oj,h+1 is started on machine k, dik unit of travelling time occurs for job j. Sifj is setup time for machine i while it is working for job f and now it wants to do job j. so sij is setup time for machine i while it is standby and now it wants to do job j. As a result, according to the amount of operations Sifj or Sij, setup time between two sequence for machine i must be considered.
Problem of VMC scheduling includes: Assigning proper machine to each operation Obtain the sub lot size for each job
Calculated the starting time of each operation Determine the time to start the job in any order
All of the above should be selected so that all jobs will be done in the shortest time possible. The following assumptions should be considered:
Operations must be performed one after another according to the problem input Each machine can only perform one operation at a single time.
Sequence of operations, setup time depends on the sequence, process time, batch size and the travelling time between the machines are pre-determined.
The machines are fixed and do not change their location. Number of sub-lot for all jobs is fixed and known in advance.
All job must be available at time zero and is not acceptable in any new work. Each job can visit any machine at most once.
There is no preference for doing Jobs.
Machine Breakdown and maintenance activities are not considered.
Parameters:
i,k: indices for machine (i, k=1, . . . ,m) where m is the number of machines in the system j,f: indices for job ( j=1, . . . , n) where n is the number of jobs in the system
h,r: indices for operation (h=1, . . . , hj) where hj is the number of operations to be performed for job j
p,q: indices for sub-lot (p=1, . . . ,L) where L is the number of sub-lots
l: indices for order on each machine (l=1, . . . , li) where li is the number of operations assigned to machine i
Nj: lot size for job j
Pijh: unit processing time of operation ojh on machine i dik: travelling time between machine i and k
Sij: machine i setup time for doing job j while machine i was standby
Sifj: machine i setup time for doing job j while machine i was do job f in previous order. SQjhi: 1 if machine i capable of doing jth operation of job j to be, 0 otherwise.
M: sufficiently big number Decision variables
Cmax: makespan or maximum completion time of jobs to leave the system Vjp: number of parts to be produced for job j in lot p
A. Ayough, A. Alem Tabriz, A. Javani
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1. Page 65
Xijhlp: 1 if operation ojh for lot p is performed on machine i in order l, 0 otherwise
Zikjhp: 1 if operation ojh is performed on machine i and operation oj,h+1 is performed on machine k, 0 otherwise.
tjhp: starting time of operation ojh for the pth lot Tmil: starting time of work on machine i in order l
max
max
, 1, , 1
Minimize C Subject to
(1 ) , , , (1
(2
(1 ) , , , : , (3
(1 ) , , , , : 1 (4
jhp jp ijh ijhp
jp j
p
jhp jp ijh ijhp ik ikjhp j h p j
k
il ij ijhlp jp ijh i l ijhlp
il
C t V P M Y i j h p V N j
t V P M Y d Z t i j p h i k h h
Tm S X V P Tm M X i j h l p l
Tm S
, 1, , 1
, 1,
( )( ) (1 )
, , , , : , 2 (5
(1 ) , , , , : 1 (6
( )( ) (1 ) , , , , : 2 (7
ifj ifr l q ijhlp jp ijh i l ijhlp
f r q
i
il ij ijhlp jhp ijhlp
il ifj ifr l q ijhlp jhp ijhlp
f r q
il i
X X V P Tm M X
i j h l p l l l
Tm S X t M X i j h l p l
Tm S X X t M X i j h l p l
Tm S
, 1,
, 1,
(1 ) , , , , : 1 (8
( )( ) (1 ) , , , , : 2 (9
1 , (10
, : (11
1 , , (12
j ijhlp jhp ijhlp
il ifj ifr l q ijhlp jhp ijhlp
f r q
ijhlp j h p
ijh l p ijhlp i
j h p j h p
ijhp i
ijhp jhi
X t M X i j h l p l
Tm S X X t M X i j h l p l
X i l
X X i l l l
Y j h p
Y SQ
, 1, , 1,
ma
, , , (13
, , , (14
2 , , , , : , (15
1 , , , , : , (16
, , (17
0 , , , , : (18
0 , , , , : (19
ijhlp ijhp l
ikjhp ijhp kj h p j
ikjhp ijhp kj h p j
jp ijhp
i ikjhp
ikjhp i
i j h p X Y i j h p
Z Y Y i k j h p h h i k Z Y Y i k j h p h h i k V Y j h p
Z i k j h p i k Z i k j h p h h C
x 0 (20
0 and integer j,p (21
0 , , (22
0 , (23
{0,1} , , , (24
{0,1} , , , , (25
{0,1} , , , , (26
{0,1} , , , , (27
jp
jhp
il ijhp
ijhlp
ifrlq
ikjhp
V
t j h p Tm i l Y i j h p
Virtual manufacturing cells scheduling considering lot-streaming…
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1 Page 66
Objective function is to minimize the make span value that is used in order to minimize the total completion time of jobs. Constraint (1) ensures that the make span is greater or equal to the completion of all jobs. Constraint number (2) shows that summation of sub-lot size is equal to lot size for each job. Constraint set (3) guarantees that the succeeding operation of any job for any sub-lot can be started only after the preceding operation is completed and transported between respective machines. Constraint set (4 & 5) enforces that between the consecutive operations to be executed on any machine; the succeeding one can only be started after the preceding one is completed and setup time is spend. Constraint sets (6 & 7 & 8 & 9) guarantee that if Xijhlp is equal to 1 , the starting time of ojh for sub-lot p and the starting time of the work on machine i in order l plus setup time are the same. Constraints number (10) ensures that at most one operation will be done on every machine in order l. Also limits the number (11) shows that for machine i until l has not accepted its operation, it will not be able to get it another operation for order l + 1. Constraint (12) ensures that the ojh for the sub-lot p must be assigned to only one machine (Also, it should be allocated to one of the machines). On the constraint number (13) we can say that if machine i has the ability to perform ojh, it can select it.
Constraint set (14) makes sure that if operation ojh for sub-lot p is performed on machine i, this operation must be performed on machine i in any order. Constraint sets (15) and (16) ensure that if operation ojh and operation oj,hþ1 for sub-lot p are performed on machine i and k respectively, Zikjhp can only be equal to 1, 0 otherwise. Constraint set (17) ensures that if operation ojh for sub-lot p is performed on machine i, the number of items to be processed in job j for sub-lot p (ie, sub-lot size) must be greater than zero. The constraints (18) and (19) show that if the machine does not change or is ongoing on the last operation, Zikjhp value is zero. Constraint numbers (20), (21), (22), (23), (24), (25), (26) and (27) indicate that the variables are non-negative.
Kesen and Gunger in 2012 VMC developed a model for the VMC system scheduling so that the work could be divided into smaller tasks (lot streaming). This model has the following problems:
The main problems are the lack of a parameter that indicates the machine is able to perform which operations. To solve this problem we define the parameter SQjhi and we resolve this problem by taking the Constraints 13.
Also there is not suitable Constraints that covers all states of Zikjhp and For this purpose, Constraints of 18 and 19 were considered.
In this model Xijh.l+1,p can be 1 while Xijhlp was 0, that This had a negative impact on Tmil. For example, Tmil value in the first and second order was zero, but in third order, it starts to get value. To solve this problem, Constraint 11 was considered.
4.
Numerical examples
Journal of In
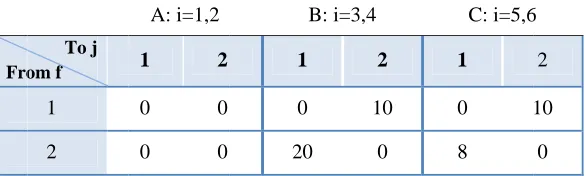
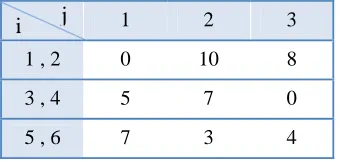
Example 1 are two un 4 is the ma In this sys each opera machine a machine 4 Table 3 re sequence d operation i can be con 2 and want job separat have receiv
ndustrial Engin
1: In this ex nique machi
aximum num tem, there a ation and ba and then Ty at 23 units epresents th dependent if machine i nsidered zer ts to start jo tely. For ex ved amount Table 1:
T
jo
Fro
neering and M
xample, the nes. Machin mber of ord
are two job atch size are ype C mach s of time do he setup tim
setup time i could not g o. For exam ob 1, setup xample, only
ts 1. Table 6 Machine typ
mach
able 2: Lot si
ob j se
1
2 A
Table 3 Tab To j om f 1 2 Management S
ere are three nes number er in machin bs that you
e given in t hine. Howe o the operat me of stand
for each t get a job tra mple, in the time will b y machines 6 shows the pes and indiv
hine type A B C izes, operatio equence ope B(25,2 A(32,35)
3: Machine se
ble 4: Sequen
1 , 2
3 , 4
5 , 6
A: i=1,2 2 1 0 0 0 0 i j tudies (JIEMS
e types of m r is availabl
ne.
can see in this table. F ever, for ty tion. Also b dby mode
type of ma ansfer to an
case of ma be 8 time un s 3 and 4 ca travelling t idual machin
on sequences
ration and pr 23) C(18
B(12,11)
etup time from
nce dependen 1 0 5 7 B: 1 0 20 A. Ay
S), Vol. 2, No
machine A, le in Table
Table 2. Th For example ype B mach
batch size t for differen achine. Acc other job, th chine type C nits. Table 5 an perform time betwee nes belonging
machine n 1 , 2
3 , 4
5 , 6
and process t
rocess time ,17)
C(15,14)
m standby m
nt setup time (
2 10 7 3 i=3,4 2 10 0
yough, A. A
o. 1.
B and C th 1. The num
he sequence e, each lot o hine, mach to produce j nt machines cording to he sequence C, if the ma 5 shows the a second op en machines g to each mac
number 2
4
6
time of the jo
lot si 20 17
mode (Sij)
(Sifj)
C: i=5,6
1
0
8
Alem Tabriz
hat for each mber of
sub-e and procsub-e of job 1 me ine 3 at 25 job 1 is 20 s (sij). Tabl the sequen e dependent achine has f e SQjhi valu peration of s. hine type obs ze 6 2 10 0
z, A. Javani
Page 67
type, there -lot is 2 and
ess time for eets Type B 5 units and time units. le 4 shows nce of jobs t setup time finished job ues for each job 2, they
Virtual
Journal of In
After c exampl lot 1 an all the dissolv should l manufactu ndustrial Engin Tab m
coding the a le, are show nd 2 of job 2 Jobs is 561 ved in 4 mi be noted th
j=1
J=2
uring cells s
neering and M
ble 5: the abi
Ta machine 1 2 3 4 5 6 above exam wn by figure 2 include 8 1 time units inutes and 3 hat the value
Figure i h 1 2 3 1 2 3 scheduling Management S
ility of machi
able 6: Trave
2 1 3 0 0 3 1 2 4 1 1 2 2 3
mple in ling e 3. Also su
and 9 item that is glo 37 seconds e of M, is in
e 2: Lingo sta
1 0 0 0 1 0 0 considering tudies (JIEMS
ne i to produ
elling time bet
3 2 1 0 2 3 1
o and solvi ub-lot 1 and s respective obal optimu
(See Figur ntended one
atus window o
3 2 1 0 0 0 0 0 0 1 1 0 0 0 g lot-stream
S), Vol. 2, No
uce hth opera
tween machin 4 1 4 2 0 1 3
ing it, mode d 2 of job 1 ely. As the s um for this e re 2 in the e hundred m
output in Exa
4 3 1 1 0 0 0 0 0 0 1 1 0 0 ming… o. 1
tion for each
nes 6 5 3 2 2 1 1 3 3 1 4 0 0 4
el outputs t include 10 shortest pos example. Th status win million. ample 1 5 0 1 0 0 0 1 job 6 2 4 0
that are ans 0 lot for the ssible time t he example ndow output 6 0 1 0 0 0 1 Page 68
wers to the m and sub-to complete e above was t Lingo). It
Journal of In As can differen sequen Accord The ne last ope Lags th
T
s
L
If the s gain a we do time of of mak comple machin make s Example 2 example, b Table 1. A and proces respectivel interval be
ndustrial Engin
n be seen, a nt jobs at a nce depende
ding to Figu ext operation eration in th hat occur be Time of trav sequence de Lack of appr setup time w
more realis not conside f the Jobs (m ke span, Bu etion time o nes, the amo span value in 2: This exa but in this Also, P = 2 a
ss time by ly. SQjhi va tween mach
neering and M
Fig
all the hypo a time and ent setup tim ure 2, opera n will start he machine etween the v velling betw ependent set ropriate ma was not con stic calculat er lot stream make span)
ut this doe of Jobs, Bu ount of mak ncreased to mple is dev example, w and L = 3 is the approp alues for job
hines is give
Management S
gure 3: Gantt
otheses are the sequen me is consid ation o21 pr at 352 and 6, the 561 t various oper ween machin tup time for achine for th nsidered, Co tion, sequen ming and s
increased to es not mean ut according
ke span wil 578. veloped in t we are plann
s considered priate mach
bs 1 and 2 en in Table
tudies (JIEMS
chart for Te
considered ce of opera dered.
rocess starts end at 448 times is read rations of a nes
r change job he allocation ompletion ti
nce depend solve above o 983 times n that the g to the setu
ll increase o
the previous ning to hav d. Table 7, hine. Table
is given in 5.
A. Ay
S), Vol. 2, No
st Problem N
d, For exam ations are in
s at 10 by m and finally, dy for deliv job, are Du
b allocated t n of the nex ime of Jobs dent setup ti e example ( s. Thus lot s number of up times an or decrease.
s example, ve 3 jobs. M
shows jobs 8 and Tab n Table 6 a
yough, A. A
o. 1.
No. 1
mple, no ma nvolved in d
machine 2 , the first su very.
ue to the fol
to each mac xt operation s is reduced
ime should (p=1), we w streaming is f sub-lot wi
nd travellin . In the abo
there were Machines N and sequen ble 9 show and for job
Alem Tabriz
achine is w doing jobs
and comple ub-lot of job
lowing:
chine
d to 546. So also be con witness the
s leading to ill be furth g time and ove example
2 jobs in th Number is a
nce operatio (Sij) and ( b 3 in Table
z, A. Javani
Page 69
working two strictly and
etes in 290. b 2 after the
in order to nsidered. If completion a reduction her reduced number of e, for P = 3
he previous available in ons of them (Sifj) values e 10. Time
Virtual manufacturing cells scheduling considering lot-streaming…
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1 Page 70
Table 7: Lot sizes, operation sequences and process time of the jobs
job j sequence operation and process time lot size
1 B(25,23) C(18,17) 20
2 A(32,35) B(12,11) C(15,14) 17
3 C(21,24) A(25,22) 27
Table 8: Machine setup time from standby mode (Sij)
Table 9: Sequence dependent setup time (Sifj)
Table 10: The ability of machine i to produce hth operation for each job (SQjhi)
After the example code in Lingo, optimum solution (global optimum) within 19 minutes and 25 seconds was obtained (Refer to Figure 4). The minimum time for completion of Jobs, 644 time units was achieved. Also V11 = 10, V12 = 10, V21 = 9, V22 = 8, V31 = 14, V32 = 13 was calculated.
3 2
1
8 10
0 1 , 2
0 7
5 3 , 4
4 3
7 5 , 6
3 2
1 3
2 1
3 2
1
14 10
0 0
10 0
0 0
0 1
7 0
8 0
0 20
12 0
0 2
0 12
16 0
0 0
0 11
0 3
6 5
4 3
2 1
1 1
0 0
0 0
1
0 0
0 0
1 1
2
0 0
0 0
0 0
3
i j
to j
machine type A :i = 1,2 B: i=3,4 C: i=5,6
from f
i h
Journal of In
5.
Discu
Virtual ma FMS (flexi problem o streaming and each jo jobs, each are scattere have offer completion of each ope
ndustrial Engin
ussion and
anufacturing ible manufa of VMC sy strategy tha ob is comp of them is c ed througho red a mixe n time of job
eration and
neering and M
Figure
Fig
d conclus
g cell is me acturing sys ystem sched at has not be osed of suc composed o out the wor ed integer bs. The mo the sub-lot
Management S
e 4: Lingo sta
gure 5: Gantt
sions
entioned as stem) benef duling with een studied. ccessive ope of multiple m
rkshop. Tra nonlinear st importan
size for eac
tudies (JIEMS
atus window o
chart for Te
a future lay fits. The ma h considerin
. We have c erations. Th machines w avelling tim programmin nt model out
ch job. The
A. Ay
S), Vol. 2, No
output in Exa
st Problem N
yout. This s ain issue add
ng sequenc considered t here are sev with differen me between ng model tputs are ma
size of the
yough, A. A
o. 1.
ample 2
No. 2
system plac dressed in t ce dependen
the case tha veral types o nt processin
machines i in order to achines ass
make span
Alem Tabriz
es in it both this paper, i
nt setup tim at there are s
of machine ng times. Th s also cons o calculate ignment, th is very sens
z, A. Javani
Page 71
h CMS and ncludes the me and lot several jobs to perform he machines sidered. We e minimum he start time sitive to the
i
Virtual manufacturing cells scheduling considering lot-streaming…
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1 Page 72
number of sub-lot. This study expansion is in some ways. To solve the large size, Time solution is increased highly by methods exact solution. Hence, the use of meta-heuristic algorithms can be useful for this purpose. Also monitor machine Breakdown and maintenance of a system can lead to the development of models and create new research.
References
1. Allahverdi, A., C. T. Ng, T. C. E. Cheng, & Kovalyov M., 2010. “A Survey of Scheduling Problems
with Setup Times or Costs”. European Journal of Operational Research 187 (3): 985–1032.
2. Arkat J. & Ghahve H., 2014. “Scheduling of virtual manufacturing cells with outsourcing allowed”.
International Journal of Computer Integrated Manufacturing: 1079-1089.
3. Baker K.R. 1995. “Lot streaming in the two-machine flow shop with setup times”. Annals of Operations
Research 57, 1-11.
4. Chen J., & Steiner G. 1998. “Lot streaming with attached setups in three-machine flow shops”. IIE Trans
30: 1075–1084.
5. Drolet JR., 1989. “Scheduling virtual cellular manufacturing systems”. PhD thesis, Purdue University.
6. Glass C. & Potts C., 1998. “Structural properties of lot streaming in a flow shop”. Mathematics of
operation research.
7. Hamedi M., Esmaeilian G., Ismail N., Ariffin M., 2012. “Capability-based virtual cellular manufacturing
systems formation in dual-resource constrained settings using Tabu Search”. Computers & Industrial Engineering: 953–971.
8. Irani SA., Cavalier TM., & Cohen PH. 1993. “Virtual manufacturing cells: Exploiting layout design and
intercell flows for the machine sharing problem”. Int J Prod Res 31(4): 791–810.
9. Kalir A., Sarin S., 2002. “Constructing Near Optimal Schedules for the Flow-Shop Lot Streaming
Problem with Sublot-Attached Setups”. Journal of Combinatorial Optimization: 23–44.
10. Kannan VR., Ghosh S., 1996. “Cellular manufacturing using virtual cells”. International Journal of
Operations and Production Management.
11. Kannan VR., 1997. “A simulation analysis of the impact of family configuration on virtual cellular
manufacturing”. Production Planning and Control: 14–24.
12. Kesen SE., Toksari MD., Gungor Z., & Guner E. 2009. “Analyzing the behaviors of virtual cells (VCs)
and traditional manufacturing systems: Ant colony optimization (ACO)-based metamodels”. Comput Opns Res 36(7): 2275–2285.
13. Kesen SE., Das SK., & Gungor Z. 2010. “A mixed integer programming formulation for scheduling of
virtual manufacturing cells (VMCs)”. Int J Adv Manuf Technol 43(5–8): 665–678.
14. Kesen SE., Das SK., & Gungor Z. 2010. “A genetic algorithm based heuristic for scheduling of virtual
manufacturing cells (VMCs)”. Comput Opns Res 37(6): 1148–1156.
15. Kesen E. & Gungor Z., 2011. “How important is the batch splitting activity in scheduling of virtual
manufacturing cells (VMCs)?” International Journal of Production Research: 1645-1667.
16. Kesen SE., & Gungor Z. 2012. “Job scheduling in virtual manufacturing cells with lot-streaming strategy
a new mathematical model formulation and a genetic algorithm approach”. Journal of the Operational Research Society, 63, 683–695.
17. Ko K-C , Egbelu PC., 2003. “Performance comparison of static and dynamic cellular manufacturing
system”. In: Proceedings of the first group technology / cellular manufacturing world symposium.p.1–6.
18. Mak K., Lau J., & Wang X. 2002. “Production Scheduling and Cell Formation for Virtual Cellular
Manufacturing Systems”. Int J Adv Manuf Technol:144–152.
19. Mak K., Lau J., & Wang X. 2005. “A genetic scheduling methodology for virtual cellular manufacturing
A. Ayough, A. Alem Tabriz, A. Javani
Journal of Industrial Engineering and Management Studies (JIEMS), Vol. 2, No. 1. Page 73
20. Mak K., Lau J., & Wang X. 2007. “An ant colony optimization algorithm for scheduling virtual cellular
manufacturing systems”. International Journal of Computer Integrated Manufacturing: 524-537.
21. McLean CR, Bloom HM, & Hopp TH. 1982. “The virtual manufacturing cell”.
22. Rezazadeh H., Mahini R., & Zarei M. 2010. “Solving a dynamic virtual cell formation problem by linear
programming embedded particle swarm optimization algorithm”. Applied Soft Computing: 3160-3169
23. Mak K., Ma J. & Cui X., 2011. “Integrated Multi-period Production Scheduling and Cell Formation for
Virtual Cellular Manufacturing Systems”. Engineering Letters.
24. Nomden G. & Zee D., 2008. “Virtual cellular manufacturing: Configuring routing flexibility”, Int. J.
Production Economics: 439–451.
25. Nomden G., Slomp J., Suresh c., 2006. “Virtual manufacturing cells A taxonomy of past research and
identification of future research issues”, Int J Flex Manuf Syst: 71–92.
26. Rezazadeh H., Ghazanfari M., Sadjadi S., Aryanejad B. & Makui A., 2009. “Linear programming
embedded particle swarm optimization for solving an extended model of dynamic virtual cellular manufacturing systems”. Journal of Applied Research and Technology: 83-108.
27. Saad SM., Baykasoglu A., GindyN NZ., 2002. “An integrated frame work for reconfiguration of cellular
manufacturing systems using virtual cells”. Production Planning & Control:381–93.
28. Slomp J., Chowdary V., Suresh C., 2005. “Design of virtual manufacturing cells a mathematical
programming approach”. Robotics and Computer-Integrated Manufacturing: 273–288.
29. Vakharia AJ., MoilyJP., HuangY.,1999. “Evaluating virtual cell sand multi stage flow shops”.