High-Cycle Fatigue Properties of Automobile Cold-Rolled Steel Sheet
with Stress Variation
Chang-Yeol Jeong
+Department of Nuclear and Energy System Engineering, Dongguk University, 707 Seokjang-Dong, Gyeongju 780-714, Republic of Korea
Since many components in the automotive body and chassis are produced by various manufacturing processes, have different chemical compositions, and are subjected to complex loading cycles, it is important to understand their loading mechanisms and susceptibility to damage. This research examined the mechanical properties of cold-rolled steel sheets and evaluated the effects of stress variations on fatigue behavior. Specifically, a series of load-controlled high-cycle fatigue tests were conducted by varying the stress levels of SPCC and SPRC340 sheet materials. The results showed that fatigue life and the fatigue limit increased with higher tensile and yield strengths. In addition, testing results indicated that the fatigue limit was higher than the monotonic yield strength due to cyclic hardening with plastic deformation during fatigue cycling. Regarding tensile properties upon pre-deformation, the yield strength increased with a higher amount of pre-deformation and was greater than the fatigue limit after deformation. Based on these experimental results, two types of fracture modes were observed under the applied stress range. General fatigue fracture mode, which denotes failure by crack initiation, propagation andfinal rupture at low stress amplitude, was observed with fatigue lives larger than 4©105cycles. On the other hand, constrained fracture mode occurred at stress levels higher than 0.89 times the tensile strength and exhibited a fracture surface without fatigue crack initiation or propagation.
[doi:10.2320/matertrans.M2013208]
(Received June 3, 2013; Accepted July 8, 2013; Published August 23, 2013)
Keywords: high-cycle fatigue, automobile, cold-rolled steel sheet, fracture mode
1. Introduction
Currently, the automotive industry has become subject to restrictive government regulations concerning fuel conserva-tion and safety along with environmental concerns. These regulations have prompted automakers to come up with innovative solutions in order to design lighter cars for reduced fuel consumption while simultaneously improving the overall structure of vehicles for occupant safety. For this purpose, weight reduction of the car body has been a main focus, and demand for increased vehicle safety has become a matter of considerable concern. Automotive structural sheet components are succeptible to fatigue at certain local areas where high stresses occur due to geometry and loading. Sheet components are often pressed in order to achieve the desired panel form as well as to improve panel stiffness. Especially, sharp press radii in combination with substantial sheet thickness reduction may exacerbate the stress applied to sheet components. Therefore, it is critical to assess the fatigue strength of pressed sheet materials. This investigation compared the high-cycle fatigue behavior of low yield strength steels (SPCC), a type of steel characterized by excellent deep drawability, with that of high yield strength steels (SPRC340) of varying static load-bearing capability. Both steels were manufactured through two processes. The first process used an electric furnace while the other involved a blast furnace, and the steels were tested as-received and after pre-straining in order to simulate the effect of the subsequent deformation process. Systematic study of the mechanisms of fatigue damage in terms of initiation and propagation of fatigue cracks to failure could provide greater insights into the alloy design of these steels and their subsequent engineering applications. Experimental results have shown remarkable differences in the mechanisms of
fatigue failure under the applied stress range regardless of the yield strength of steel sheets. Therefore, this investigation determined the fatigue strength and fracture mechanisms of cold-rolled steels with different yield strengths made by separate manufacturing processes.
2. Experimental
Two types of cold-rolled steel sheets for the automotive structure were used in order to investigate mechanical properties. One type was low yield strength steel (SPCC) while the other was high yield strength steel (SPRC340), and two manufacturing processes (blast furnace and electric furnace) were used. Table 1 lists the chemical compositions of the steel alloys. High-cycle fatigue tests were conducted to determine the effects of composition and manufacturing process on fatigue properties. To avoid the effect of sharp edges on fatigue strength, the gauge areas of all specimens were slightly smoothed out by hand polishing with fine (#2400) emery paper. Prior to the fatigue tests, to establish the value of the maximum applied stress, ·max, tensile tests according to ASTM E8 standards1) were performed on individual steel sheets. The initial ·max value for fatigue loading was selected to be about 0.9 times that of the ultimate tensile strength. The tensile properties were determined using a Shimadzu AG-IS tensile testing machine in velocity-controlled mode. The fatigue tests were carried out on a fully computerized servo-hydraulic MTS 810 fatigue testing system. The tests were conducted under load control according to ASTM E466 standards.2) To avoid possible buckling, all samples were subjected to zerotension fatigue cycles only, in a direction parallel to the rolling direction, using a load ratio (·min/·max) ofR=0 at room temperature. A sinusoidal waveform with a frequency of 40 Hz was used in all tests. The fatigue limit (maximum stress range or peak stress) was defined as the stress level below which no fatigue +Corresponding author, E-mail: jcy@dongguk.ac.kr
failure would occur at 107cycles. The fracture surfaces were examined using a scanning electron microscope (JEOL JSM-7400F) to identify the sites of fatigue crack initiation and the mechanisms of fatigue crack propagation.
3. Results and Discussion
3.1 Microstructures
The cold-rolled steels had a ferriticpearlitic microstruc-ture, as shown in Fig. 1. Both steels were fine-grain, with grain sizes ranging from 1922 µm (SPCC) and 1420 µm (SPRC340), which is typical for cold-rolled microstructures. In both cases, there were no discernible differences between the steel microstructures made using the electric and blast furnaces. Carbon contents of the steels were low, promoting a mainly ferritic microstructure. A ferrite matrix with a low amount of secondary phases and a few non-metallic inclusions can be characterized by high strain-hardening coefficients. This improves drawability due to prevention of
necking and maintenance of uniform elongation.3,4) Mn is often added as a de-oxidizer and as a solution-hardening element. Together with undesirable contaminants such as S or SiO2, Mn produces non-metallic inclusions such as MnO·MnS and 2MnO·SiO2 and also acts as a solution hardener. The solubility of Mn in ferrite is high, about 10%, at room temperature. P is also a solution hardener. Low carbon steels normally contain micro-alloying elements such as niobium (Nb ³0.02%) and titanium (Ti ³0.01%). Addition of these micro-alloying elements induces increases in strength and hardenability through microstructural refine-ment, solid-solution strengthening and precipitation harden-ing.5) Typical microstructures of the steels consisted of a ferrite matrix with embedded precipitates composed of titanium and niobium carbides (TiC and NbC), as shown in Fig. 1. This ferrite has different morphologies based on decomposition of austenite and has been identified as polygonal ferrite with equiaxed grains and a low dislocation density, Widmanstatten ferrite having elongated grains and a
(a) (b)
(d) (c)
[image:2.595.44.550.84.188.2]Fig. 1 Optical microscopy photographs showing the microstructures of (a) SPCC (electric), (b) SPCC (blast), (c) SPRC340 (electric) and (d) SPRC340 (blast).
Table 1 Chemical compositions of the cold-rolled steel sheets (mass%).
C Si Mn P S Cr Ni Cu Nb Ti Sn Fe
SPCC
(electric) 0.029 0.018 0.163 0.004 0.006 0.025 0.041 0.064 0.001 0.007 0.013 Rem
SPCC
(blast) 0.042 0.010 0.238 0.006 0.008 0.077 0.019 0.012 0.002 0.007 0.014 Rem
SPRC340
(electric) 0.047 0.028 0.790 0.009 0.003 0.036 0.044 0.092 ® ® 0.005 Rem
SPRC340
[image:2.595.102.492.204.512.2]dislocation substructure, granular ferrite containing islands of micro-constituents and a high dislocation density, and bainitic ferrite consisting of parallel ferrite laths and a high dislocation density.5)
3.2 Mechanical properties 3.2.1 Tensile properties
Tensile tests were conducted to measure the mechanical properties of the steel sheets with different chemical compositions made by separate manufacturing processes, and the results are shown in Fig. 2 and Table 2. The yield strengths of the electric furnace (thicker) and blast furnace (thinner) sheets were 179 and 169 MPa for SPCC as well as 234 and 213 MPa for SPRC340, respectively. For both steel sheets, increased thickness was associated with improved yield strength up to 10 MPa for SPCC and 21 MPa for SPRC340. A similar trend regarding yield strength with respect to sheet thickness was also observed in a previous work.6,7) Ductility characterized by percent elongation was somewhat different, ranging from about 39 to 47%, among different materials (Table 2). The ultimate tensile strengths (UTSs) of the electric furnace (thicker) and blast furnace (thinner) steels were 315 and 309 MPa for SPCC as well as 366 and 342 MPa for SPRC340, respectively, which were then used to correlate the fatigue limits of the steel sheets.
Figure 3 shows a fracture surface of the tensile specimens of SPCC tested inRT. As shown, thefine-grained cold-rolled steel exhibited ductile fracture tendency with a fine dimple structure as a result of smaller second phase particles. Further,fine slip lines were observed on the gauge surfaces in which the slip direction was inclined to the loading, axis as shown in Fig. 3.
3.2.2 Fatigue properties (1) High-cycle fatigue test results
The SN curves obtained for the four metal sheets are shown in Fig. 4. The fatigue limit (peak stress for R=0 condition,·FL) for the blast furnace SPCC (about 255 MPa) was lower than that for the electric furnace SPCC (265 MPa). The results showed a difference in fatigue limit of 10 MPa between the electric furnace steel and blast furnace steel, most likely due to the difference strength according to sheet thickness. Further, the fatigue limit of the electric furnace SPRC340 (320 MPa) was 25 MPa higher than that of the blast furnace SPRC340 (295 MPa). In this work, all fatigue limits of the steel sheets were larger than the monotonic yield strengths due to cyclic hardening with plastic deformation during fatigue cycling.8)This phenomenon has been reported in the previous works911) and is discussed in the next chapter.
(2) Effects of pre-straining
Figure 5 shows the experimental results of the tensile test after pre-straining. The main effect of pre-straining the test materials was to increase yield strengths from 179 to 301 MPa (SPCC) and from 234 to 371 MPa (SPRC340). This was due to strain hardening of the matrix, and during plastic deformation, many dislocations were generated. These dislocations influence each other through their stressfields, which leads to mutual obstruction and therefore reduction of dislocation mobility.9)Regarding the tensile properties after pre-deformation, the yield strength increased with a higher amount of pre-deformation and was greater than the fatigue limit after deformation. Therefore, it can be assumed that the increase in yield strength due to strain hardening was responsible for the improved fatigue performance of the pre-strained material. It has been widely observed that the fatigue strength of materials increases roughly in proportion to the yield and tensile strengths.12,13) In Fig. 6, the fatigue limit of the steels is displayed as a function of the tensile strength. As seen in the results, higher yield strengths often corresponded to higher fatigue limits. The fatigue limits of the steel grades investigated in this study were in the same range as previously reported values,911)and the ratio of the fatigue limit (peak stress,·peak) to the UTS was 0.85, which can be converted into 0.425 in a general expression of the ratio of the fatigue limit (stress amplitude,·a) to the UTS. It has been reported that forR=¹1 load condition, the ratio of the fatigue limit to the ultimate tensile strength (·FL/·UTS) is close to 0.5 for the low and medium strength steels.14)Here
·FLis usually taken as the stress amplitude (·a) which is half of the peak stress for R=0 condition. The ratio 0.425 is somewhat smaller than the value of previous data (0.5), which is caused by decrease of the fatigue limit due to
[image:3.595.49.548.85.158.2]Fig. 2 Tensile test results of the cold-rolled steel sheets.
Table 2 Tensile Properties of the cold-rolled steel sheets.
Sheet thickness (mm) Yield strength (MPa) Tensile strength (MPa) Uniform elongation
(%) Tensile elongation(%)
SPCC (electric) 0.8 179 315 24.3 45.7
SPCC (blast) 0.7 169 309 25.3 46.5
SPRC340 (electric) 1.2 234 366 20.3 39.3
[image:3.595.51.286.152.360.2]positive mean stress effects (R=0). These results are in line with the requirements for durable steel caused by strain hardening during cyclic deformation.
(3) Fracture mode
Figures 4 and 6 show the fracture ratio, defined as the ratio of applied stress to the UTS, which indicates a change in fracture mode. The fracture ratio for the four steels was 0.89 regardless of the steel type, which means that general fatigue fracture mode, which denotes failure by crack initiation, propagation and final rupture, occurred below 0.89. On the other hand, constrained fracture mode occurred at stress
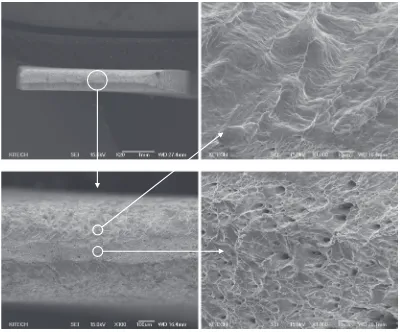
levels higher than 0.89 times the tensile strength with fatigue lives smaller than 4©105 cycles and exhibited a fracture surface without fatigue crack initiation or propagation. The fracture morphology under the applied stress range is shown in Fig. 8. Although a similar fracture trend has been reported for low carbon and interstitial free steels,7,15)the failure was mainly associated with fracture mode of no cracking in high stress range. In this study, slip bands played an important role in fatigue cracking. Specifically, it can be seen that cracks propagated along the slip bands. Slip bands on the fatigue specimen surface during fatigue cycling are shown in Fig. 7. Slip lines at 45°, which indicate the resolved shear stress in the principal loading direction is at a maximum, were observed in the low stress range as shown in Fig. 7(a). On the other hand, complex surface morphology was shown in the high stress range due to the multiple slip mechanisms as shown in Fig. 7(b). Further, fatigue crack initiation, growth and failure mechanisms in specimens during the fatigue test are shown in Fig. 8. Specifically, Fig. 8(a) indicates that crack on the flat surface of the test sample occurred at about 45°, and its growth tended to follow the direction perpendicular to the stress axis. Furthermore, the fatigue striation lines progressed up to rupture, and plastic defor-mation occurred at the left side of the surface. Meanwhile, under high stress range conditions, concentration of stress occurred at the center of the specimen gauge upon activation of multiple slips, resulting in constraint of uniform deformation within the interior of the gauge center, as shown in Fig. 8(b). Therefore, increased brittle condition, which
Fig. 4 High cycle fatigue results of the cold-rolled steel sheets.
[image:4.595.98.498.69.401.2] [image:4.595.56.282.441.614.2]implies the plain strain condition, was formed at the center of the gauge rather than at the edge of the specimen, inducing fatigue fractures from the center of the gauge and final rupture at the edge. In this study, two types of fracture modes under the applied stress range showed different roles for slip bands. These slip bands formed due to the interaction of cyclic stress with dislocation movement or coalescence of voids. There were some micro-cracks resembling small rips, which lead to the formation of secondary cracks. Wan
et al.16)proposed that fatigue initiation in low carbon steel is a possible mechanism of formation of intrusions and extrusions. Fractography of the low stress range specimen revealed that fatigue cracks initiate on the surface edges of steel sheets, crack path changes from slanted to flat with
increasing crack length, and the fracture is predominantly transgranular through striations.17,18)However, a transgranu-lar fracture is replaced by a non-crack fracture with increasing stress range likely due to void coalescence caused by an increase in slip density in the gauge, resulting in concentration of stress around the center of the gauge. In the present study, the fracture ratio of the transition from transgranular fatigue crack initiation and growth to non-crack fracture was 0.89 times the tensile strength of the steels. More research is needed to determine the fracture ratio values of other steels and materials as well as the physical meaning
(a)
(b)
(c)
Fig. 5 Effects of pre-strain on yield strength and fatigue limit, (a) SPCC, (b) SPRC340 and (c) yield strength and fatigue limit.
(a)
(b)
Fig. 7 Surface morphologies showing slip lines during fatigue cycling, (a) low stress range and (b) high stress range.
[image:5.595.61.278.70.568.2] [image:5.595.312.544.72.228.2] [image:5.595.312.540.282.602.2]of the ratio, which may be the critical transition boundary depending on the slip systems and crystal structures of materials. In conclusion, the micromechanisms of fatigue failure in cold-rolled steel sheets are characteristically different. In a high stress range, catastrophic fatigue failure occurs due to growth and coalescence of voids at the center of the gauge, whereas in a low stress range, slip band crack initiation is the primary mechanism of fatigue failure. This conforms to the above-mentionedfindings that fracture mode is indeed one of the major factors affecting the fatigue lives of materials.
4. Conclusions
(1) For cold-rolled low carbon steels, the fatigue life and fatigue limit increased with increasing tensile and yield strengths. In a load ratio (·min/·max) ofR=0 condition, fatigue limit was higher than the monotonic yield strength due to cyclic hardening with plastic deforma-tion during fatigue cycling.
(2) Regarding the tensile properties after pre-deformation, the yield strength increased with a higher amount of pre-strain and was greater than the fatigue limit after deformation.
(3) Two types of fracture modes were observed under the applied stress range. General fatigue failure mode,
which denotes failure by crack initiation and propaga-tion, was the first mode, whereas constrained fracture mode occurred at stress levels higher than 0.89 times the tensile strength and exhibited a fracture surface without fatigue crack initiation or propagation.
Acknowledgments
This work was supported by the HMC (Hyundai Motor Company) Research Fund. Thanks are given for their financial support.
REFERENCES
1) Annual Book of ASTM Standards, Designation: ASTM E 8M, 03.01 (2002) pp. 83104.
2) Annual Book of ASTM Standards, Designation: ASTM E 46696, 03.01 (2002) pp. 515519.
3) S. Okada, K. Sakata, M. Imanaka, K. Kyono and T. Hanazawa:JSAE Rev.17(1996) 313318.
4) F. Friedel, O. Maid and W. Warnecke: Conference Proc. Galvanised Steel Sheet Forum, (Automotive, London, 2000).
5) P. Cizek, B. P. Wynne, C. H. J. Davies, B. C. Muddle and P. D. Hodgson:Metall. Mater. Trans. A33(2002) 13311349.
6) S. M. Chan, L. C. Chan and T. C. Lee:J. Mater. Process. Tech.132
(2003) 95101.
7) D. Anand, D. L. Chen, S. D. Bhole, P. Andreychuk and G. Boudreau: Mater. Sci. Eng. A420(2006) 199207.
(a)
(b)
[image:6.595.112.484.67.429.2]8) M. T. Milan, D. Spinelli and W. W. Bose Filho: Int. J. Fatigue23
(2001) 129133.
9) K. Berchem and M. G. Hocking:Mater. Charact.58(2007) 593602. 10) T. Yakushiji, M. Goto, M. Kage and S. Hashimoto:ISIJ Int.37(1997)
11801188.
11) T. Yokoi, K. Kawasaki, M. Takahashi, K. Koyama and M. Mizui:JSAE Rev.17(1996) 210212.
12) A. Cottrell:An Introduction to Metallurgy, 2nd ed., (The Institute of Materials, London, 1995) pp. 422425.
13) A. Gustavsson, M. Larsson and A. Melander:Int. J. Fatigue19(1997) 613619.
14) H. O. Fuches and R. I. Stephens:Metal Fatigue in Engineering, (John Wiley & Sons, New York, 1980) pp. 6676.
15) K. Y. Rhee, D. S. Kwak and T. Y. Oh:J. Mater. Sci.37(2002) 1019 1025.
16) C. M. Wan, K. C. Chou, M. T. Jahn and S. M. Kuo:J. Mater. Sci.16
(1981) 25212526.
17) S. Majumdar, D. Bhattacharjee and K. K. Ray:Scr. Mater.64(2011) 288291.