Development of Adavanced Separation Technology of Rare Metals
Using Extraction and Crystallization Stripping
+1Junji Shibata
1,+2, Norihiro Murayama
1, Masakazu Niinae
2and Takashi Furuyama
31Department of Chemical, Energy and Environmental Engineering, Faculty of Environmental and Urban Engineering,
Kansai University, Suita 564-8680, Japan
2Faculty of Environmental and Urban Engineering, Yamaguchi University, Ube 755-8611, Japan
3Faculty of Community Service and Science, Tohoku University of Community Service and Science, Sakata 998-8580, Japan
In a present process to treat the tungsten carbide tool waste, the wastes are roasted in air and then an alkali leaching is carried out in an autoclave. An environmentally friendly process is required to recover rare metals (Co and W) from the wastes. The effect of mechano-chemical (MC) treatment on leaching of rare metals was investigated in this study. The solvent extraction and crystallization-stripping methods were applied to separate and recover tungsten and cobalt in the leached solutions.
The MC treatment for the rare metal leaching is effective to dissolve rare metals from the wastes due to the change in crystalline structure of WC and oxidation of WC with KMnO4. Cobalt ions are extracted with D2EHPA by a cation exchange reaction. Tungsten in the leachate can be extracted by TOA (tri-octyl amine) as an extractant, because tungsten species exist as a form of anionic species in acidic solution. The rare metals in organic phase are recovered as insoluble salts such as oxalates and ammonium salts in the crystallization-stripping process. [doi:10.2320/matertrans.M2012234]
(Received July 12, 2012; Accepted September 10, 2012; Published November 2, 2012)
Keywords: unheated oxidation, solvent extraction, crystallization-stripping, recycling
1. Introduction
Tungsten carbide (WC) is used for cemented carbide tool.1)
The crude products are manufactured by molding and
sintering the mixture of WC and Co powders.2) The
prescribed shape of cemented carbide tool products is obtained in the process ground with diamond. The powder born by this process contains WC of 55%, Co of 6.5%and impurity (SiO2, Al2O3 and so on) in general because of
passing through the filtration process with diatomite. The amount of the powder discharged from the manufacturing process is approximately 1000 tons/year. The material ore of tungsten is scheelite or wolframite which contains about 1%
in WO3. The demand of rare metals like W and Co is
increasing and they are contained in the cemented carbide tool wastes but their deposit is small. It is important to recover rare metals from waste in the viewpoint of the secure of resources, since it is going to be difficult to be supplied stably from the primary resources of various kinds of rare metals.3,4)It is necessary to establish the efficient separation
and recovery process for W and Co.
In the conventional treatment process, W is obtained as CaWO4through the following processes; oxidizing roasting
of WC at high temperatureleaching under high temperature and pressure with alkaline solution pressure filtration by
filter press precipitation of calcium tungstate (CaWO4)
vacuumfiltration. Cobalt contained in the raw material is not recovered because Co is precipitated in alkaline solution. Therefore, it will be largely requested to establish the environmentally friendly recovery process of W and Co simultaneously with unheated oxidizing and normal temper-ature and pressure leaching.5,6)
The new and efficient recycling process of W and Co from the wastes has been investigated in this study. The target wastes are discharged from the abrasive processing of crude products in cemented carbide tool manufacturing. The keywords of the study are unheated oxidizing, ambient temperature and pressure leaching, recovery of W and Co, solvent extraction method and crystallization-stripping. We investigated the separation of W and Co from cemented carbide tool waste in the leaching step by the dissolution of Co at low concentration of H2SO4. The MC treatment was
carried out by adding KMnO4 as an oxidizing agent to the
residue of H2SO4leaching in order to dissolve W under the
mild condition, namely, ambient temperature and pressure after changing WC to soluble K2WO4.711) Solvent
extrac-tion1214) and crystallization-stripping1517) were employed for the recovery of Co and W from the leachate.
2. Experimental
The separation of Co and W in the leaching step was investigated by the dissolution of Co from cemented carbide tool waste with low concentration of H2SO4. The cemented
carbide tool waste was sieved to ¹500 µm and used as the sample. This sample had no water and oil contents because it was dried at 70 degree C for 24 h. Table 1 shows the chemical composition of cemented carbide tool wastes used in this study. The leaching operation was carried out in the room temperature by changing H2SO4 concentration and
leaching time. The ratio of solid and liquid was 1 g : 20 cm3. After the separation of solid and liquid, leaching percentage was obtained by the measurement of metal ion concentrations
in the filtrate by an ICP Spectrometer (ICPS-7510,
SHIMADZU).
In the experiments of MC treatment of WC, the residue after Co leaching with 1 mol/dm3 H
2SO4 was used as a
sample. After mixing of the sample and KMnO4, MC
+1This Paper was Originally Published in Japanese in J. Jpn. Inst. Metals75
(2011) 613619.
treatment for the mixture was carried out by a planetary ball mill (Pulverisette-7, FRITSCH). The planetary ball mill consists of two mill pots (internal volume: 45 cm3) which are installed on the horizontal rotary disk (rotation: clockwise) and the mill pots themselves rotate (rotation: counterclock-wise) at the same rotating speed as the disk. Seven WC balls (diameter: 15 mm) and 3 g of mixed sample were poured into the mil pot made of WC. The rotating speed was set at 700 rpm and MC treatment time was changed. We prevented the mil pot from having fever by the natural cooling for 30 min every 15 min. The product obtained after MC treatment was analyzed by an X-ray diffract meter (RINT-TTR III, Rigaku). Sodium hydroxide of 1 mol/dm3was used
for the leaching of the product after MC treatment. The leaching was operated under the following conditions; the ratio of solid/liquid=1 g : 20 cm3, room temperature oper-ation and leaching time of 60 min. After the separoper-ation of solid and liquid, the leaching percentage was obtained by the measurement of metal ion concentrations in the filtrate according to the same way mentioned above.
In the separation of Co and W by solvent extraction, 0.5 mol/dm3 D2EHPA (Di-2-ethylhexyl phosphoric acid)
diluted with kerosene was used. The solution containing Co at 5 g/dm3 was used as the aqueous phase. The organic and
aqueous phases of 15 cm3 were poured into the centrifugal
tube and shaken for 30 min at 300 spm with a vertical shaker. After centrifugal separation for 15 min at 1500 rpm, the extraction percentage was calculated by the measurement of metal ion concentrations in the aqueous phase. Crystallization of Co was performed as follows; Co concentration in the organic phase was 5 g/dm3 and crystallization agent was oxalic acid solution. Crystallization-stripping was carried out by the same way as mentioned above. After the operation, aqueous solution and crystallized product were separated by afiltration. The metal ion concentrations in the organic and aqueous phases were measured by an ICP.
As the organic phase for W extraction, TOA of 0.5 mol/dm3 diluted with kerosene containing 1-decanol of
10 vol%as a modifier was used. The solution containing W at 10 g/dm3was used as the aqueous phase. NH
4OHNH4Cl
solution was used for crystallization-stripping of W. The extraction and crystallization-stripping operations were carried out by the same way as mentioned above.
3. Results and Discussion
[image:2.595.48.537.85.115.2]3.1 Leaching operation
Figure 1 shows the effect of H2SO4 concentration on
leaching of Co and W. Leaching of Co increases with an increase in H2SO4concentration and leaching of Co reaches
92% at 0.5 mol/dm3H
2SO4. On the other hand, leaching of
W shows the values as low as 5%. From the results of 92% Co leaching in 5 min leaching, the leaching rate of Co is fast, while leaching of W is almost constant regardless of leaching
time. This shows that WC is insoluble in acid solution. Therefore, it is possible to separate Co and W in the leaching step. The reason why leaching of Co does not reach to 100% is due to the insolubility of Co surrounded by WC. The concentrations of metal ions in the filtrate after 1 mol/dm3
H2SO4 leaching are 3.80 g/dm3 of Co, 689 ppm of W,
344 ppm of Fe, 34.4 ppm of Ti and minor amounts of some other impurities.
The dissolution of WC in an unheated condition was tried by transforming WC to water soluble K2WO4. For this
purpose, the MC treatment with the addition of KMnO4as an
oxidation agent was applied for the residue of acid leaching. The possibility for oxidation reaction of WC with KMnO4
was investigated from the thermodynamic calculation. The oxidation reaction is expressed as follows,
WCþ2KMnO4¼K2WO4þ2MnOþCO2 ð1Þ
The equilibrium constants for the above reaction are calculated to be 9.80©10171 at 273 K and 4.42©10124 at
373 K, which strongly indicate the progress of the reaction. It is true that the progress of the reaction is dependent on both the equilibrium constant and the reaction velocity. If the reaction velocity is very slow, the reaction does not happen irrespective of the value of equilibrium constant.
The effect of MC treatment on oxidation of WC was investigated based on the above calculation. X-ray diffraction analysis of WC in the residue and the products obtained after the MC treatment are shown in Fig. 2. The oxidation products, K2WO4 and MnO, are recognized in the product
after MC treatment. The MC treatment makes it possible to change the crystalline structure to amorphous, which is easy to dissolve in a leaching step.
Figure 3 shows the results for 1 mol/dm3 NaOH leaching
of the cemented carbide tool waste after a MC treatment.
H2SO4concentration, C/mol·dm-3
Leaching percent (%)
W Co
0 0.2 0.4 0.6 0.8 1
0 20 40 60 80 100
[image:2.595.331.536.93.332.2]Fig. 1 Effect of H2SO4 concentration on leaching of Co and W from tungsten carbide tool waste.
Table 1 Chemical composition of tungsten carbide tool waste (mass%).
W Co C Ta Fe Ti Al Mo Ni Cr V Si Cu
Leaching of W exhibits different behavior in the presence and
in the absence of KMnO4. In the absence of KMnO4,
leaching of W is about 25% regardless of the time of MC treatment. Thefine grinding of WC without the addition of an oxidation agent does not increase leaching of WC. Leaching of W in the presence of KMnO4increases with an increase in
MC treatment time and reaches to a constant value by 15 min
MC treatment. When the additional amount of KMnO4 to
the cemented carbide tool waste is 1 : 1 in mass base, the stoichiometric ratio in mole base is corresponding to 1 : 0.62. Similarly the additional amount of KMnO4 of 1 : 2 in mass
base is equal to 1 : 1.24 in mole base. Since the leaching of W is concerned with the additional amount of KMnO4, the
oxidation to K2WO4by MC treatment leads to an increase in
leaching of W.
The effect of leaching of W on NaOH concentration was examined in order to determine the leaching condition of the cemented carbide tool waste treated mechno-chemically. Leaching of W increases with an increase in concentration
of NaOH and reaches to 100% at 0.2 mol/dm3 NaOH. W
species is dissolved even at low concentration of NaOH due to the transformation of WC to water soluble K2WO4 with
the MC treatment, whereas the dissolution of W increases with increasing the concentration of NaOH because of the transformation to WO3 which is soluble in alkali solution.
In the product after MC treatment, there exist K2WO4soluble
in water and WO3 soluble in alkali solution. The effect of
leaching time on leaching of W was investigated. Leaching of W reaches to 100% by 5 min leaching operation, which indicates a fast leaching velocity of W. The MC treatment makes it possible to dissolve W at normal temperature and pressure without high temperature roasting.
The composition of the filtrate after leaching with 1 mol/dm3NaOH was analyzed. The leaching amount of W is 10.4 g/dm3and there exist trace amounts of Ta and Mo in the leaching solution. Manganese is not dissolved in the leaching solution regardless of excess additional amount of KMnO4.
From the X-ray diffraction pattern of leaching residue, the diffraction pattern of WC disappears, while the existence of MnO and Mn3O4 is recognized in the X-ray pattern. The
chemical of KMnO4 is reduced to MnO and Mn3O4 by the
MC reaction and then the dissolution of Mn is suppressed.
3.2 Solvent extraction and crystallization-stripping of
Co and W
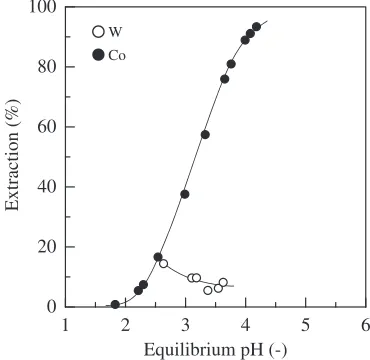
The extraction of Co with D2EHPA is shown in Fig. 4. The extraction of Co more than 90%takes place at pH over 4, while the extraction of W present in the solution becomes less than 10%. The separation factor is 185, which requires 23 stage counter-current extraction to separate Co and W. The crystallization-stripping of Co as Co oxalates is carried out from the organic phase by using oxalic acid solution. Figure 5 shows the results of crystallization-stripping from the organic phase containing 5 g/dm3Co with 0.1 mol/dm3
0 500 1000 1500 2000
10° 20° 30° 40° 50° 60° 70° 80° 500
1000 1500
0°
WC K2WO4
MnO
2θ (CuKα)
Intensity (a.u.)
WC (a) Original
(b) Product after MC treatment
Fig. 2 X-ray diffraction pattern of tungsten carbide tool waste before and after MC treatment in the presence of KMnO4.
Leaching percent (%)
Without KMnO4
Mass ratio 1:1 Mass ratio 1:2
0 10 20 30 40 50 60
0 20 40 60 80 100
Processing time, t/min
Fig. 3 Effect of MC processing time on leaching of W in the absence and presence of KMnO4.
W
Co
1 2 3 4 5 6
0 20 40 60 80 100
Equilibrium pH (-)
Extraction (%)
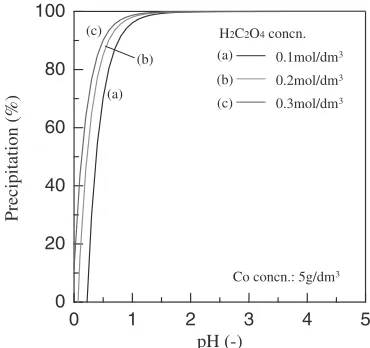
[image:3.595.64.278.69.345.2] [image:3.595.334.519.73.253.2] [image:3.595.77.261.401.576.2]oxalic acid. The stripping of Co happens in the pH range 04, whereas crystallization occurs in the pH region of 14. Because stripping of Co does not occur in the pH range over 4, the crystallization of Co decreases in this pH region. The metal oxalates have generally low solubility in aqueous solution, and the reaction and solubility product of Co oxalates are expressed as,
CoðC2O4Þ ¼Co2þþC2O42;
[image:4.595.336.518.71.252.2]Ksp¼ ½Co2þ½C2O42 ¼6:3108 ð2Þ The precipitation of Co oxalate is calculated from the above solubility product. The precipitation takes place at low pH and the pH region over 1.5 gives the perfect precipitation, 100%, though it depends on the oxalic acid concentration. The calculation is in good agreement with the experimental results shown in Fig. 6.
Figure 7 shows the extraction of W with 0.5 mol/dm3
TOA. In the acidic pH range, W exists as anionic species such as H3W6O213¹, HW6O215¹ and WO42¹ and so these
anionic species are extracted by an anion exchange reaction
with TOA.18,19)As cobalt ions do not form an anionic species with sulfate ions, Co is not practically extracted with TOA. The separation factor of W over Co is as¢=2,400, which means that 2 stage counter-current extraction is enough for the separation.
The crystallization-stripping is applied to the organic phase containing W, in order to obtain ammonium salt of tungstic acid. Using the solubility product of ammonium salt of tungstic acid,Ksp=1.63©10¹6, the precipitation diagram of
the ammonium salt can be calculated as a function of pH, as is shown in Fig. 8. Since the species of NH4+is dissociated
to NH3 (NH4+=NH3+H+,Ka=10¹9.3), the precipitation
of ammonium salt does not happen in the higher pH range. Figure 9 shows the crystallization and stripping of W with NH4OH/NH4Cl solution (total ammonia concentration=
6 mol/dm3). In the pH range over 4, stripping of W takes place to reach 100%at pH 7 due to the dissolved state of W species. On the other hand, the crystallization occurs at pH 5 and it takes the maximum crystallization, that is, 70% at pH 7.9. In the pH region more than 7.9, the concentration of NH4+decreases owning to the dissociation of NH4+. In the
0 1 2 3 4 5
0 20 40 60 80 100
Stripping and crystallization (%)
Stripping
Crystallization
Equilibrium pH (-)
Fig. 5 Stripping and crystallization of Co from 0.5 mol/dm3D2EHPA with 0.1 mol/dm3 oxalic acid. Initial metal conc. in org. phase: 5 g/dm3 Org. : Aq.: 15 cm3: 15 cm3Contact time: 30 min.
Precipitation (%)
pH (-)
0 1 2 3 4 5
0 20 40 60 80 100
0.1mol/dm3
0.3mol/dm3
0.2mol/dm3
(a)
(a) (c)
(c) (b)
(b)
H2C2O4 concn.
Co concn.: 5g/dm3
Fig. 6 Relationship between pH and crystallization of cobalt oxalate in aqueous solution calculated from solubility product.
W
Co
0 1 2 3 4
0 20 40 60 80 100
Equilibrium pH (-)
Extraction (%)
Fig. 7 Extraction of W and Co with 0.5 mol/dm3TOA treated with sulfuric acid.
0 2 4 6 8 10 12 14 0
20 40 60 80 100
0.1mol/dm3
6mol/dm3 1mol/dm3
Precipitation (%)
pH (-) Total NH3 concn.
W concn.: 10g/dm3
(a)(b) (c) (a)
(c) (b)
[image:4.595.78.264.73.252.2] [image:4.595.335.517.306.478.2] [image:4.595.76.261.318.492.2]pH over 5 the stripping of W does not happen and the existent amount of NH4+in aqueous phase decreases in the
pH over 8. As a result, the crystallization becomes a convex curve as a function of pH. It is due to the same reason why the crystallization is less than 70%.
3.3 Recycling process of W and Co from the tungsten
carbide tool waste
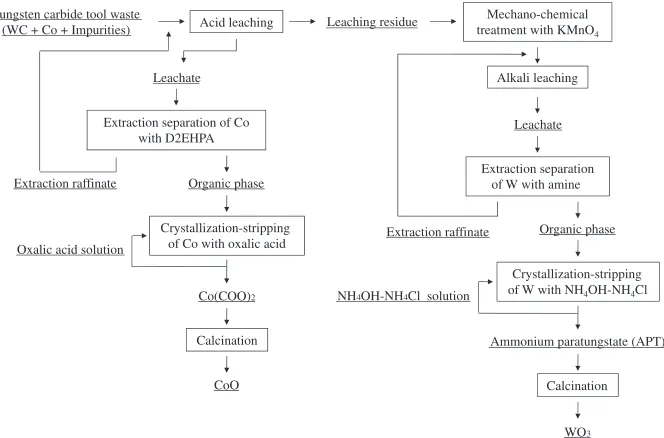
According to the experimental results, the environmentally friendly recycling process of W and Co from the waste is proposed as shown in Fig. 10. By leaching Co with dilute
H2SO4 from the waste, Co and W are separated in the
leaching step. Co ions in the leached solution are extracted with D2EHPA, and then crystallization-stripping with oxalic acid is applied to the organic phase in order to crystallize cobalt oxalates. WC in the residue after H2SO4leaching must
be transformed into oxides to dissolve in aqueous solution. The MC treatment is suitable for oxidizing WC in the
presence of KMnO4as an oxidation agent, and then K2WO4
is formed to dissolve in aqueous solution without heating at high temperature. The tungsten species in aqueous solution are extracted with the anion exchange type extractant like TOA, and then the organic phase is treated by the crystallization-stripping with NH4OHNH4Cl solution. The
above mentioned operations result in crystallization of ammonium paratungstate (APT). Both crystallization prod-ucts, Co(COO)2and APT, are transformed to metal oxides by
heating at low temperature, 573773 K.
4. Conclusion
In the recycling plant for the cemented carbide tool waste operating at present, high temperature roasting and alkali leaching in an autoclave are used. The green technology to effectively recover W and Co from the waste was investigated in this study. The key words of this study are unheated operation, simultaneous recovery of W and Co, crystallization-stripping and green technology.
Leaching of the waste with acid or alkali at normal temperature and pressure was applied to the waste, followed by the extraction and crystallization-stripping of Co and W. The crystallized products such as Co(COO)2and ammonium
paratungstate (APT) can be changed to metal oxides at low temperature, 573773 K.
This research is concerned with the treatment process for tungsten carbide tool waste generated in the grinding process of the crude products. Although this treatment process is difficult to apply to the used tungsten carbide tool with a certain shape, the technology and process proposed here is applicable to other wastes containing rare metals.
Acknowledgements
This research was supported by the Ministry of The Environment, The Environment Research and Technology Development Fund (K2105, K22067, K2312).
Stripping
Crystallization
0 2 4 6 8 10 12 14
0 20 40 60 80 100
Equilibrium pH 7.9 Stripping: 100% Crystallization: 70%
Equilibrium pH (-)
Stripping and crystallization (%)
Fig. 9 Effect of pH on stripping and crystallization of W in the presence of 6 mol/dm3NH
4OH/NH4Cl solution. Initial metal concn. in org. phase: 10 g/dm3Org. : Aq.: 15 cm3: 15 cm3Contact time: 30 min.
Extraction separation of W with amine
Crystallization-stripping of W with NH4OH-NH4Cl Tungsten carbide tool waste
(WC + Co + Impurities)
Mechano-chemical treatment with KMnO4
Alkali leaching Leachate
Extraction separation of Co with D2EHPA
Extraction raffinate Organic phase
Crystallization-stripping of Co with oxalic acid
Co(COO)2
Calcination
CoO Oxalic acid solution
Acid leaching
Organic phase
Ammonium paratungstate (APT)
Calcination
WO3 NH4OH-NH4Cl solution
Leachate
[image:5.595.77.261.70.251.2]Extraction raffinate Leaching residue
[image:5.595.134.466.551.770.2]REFERENCES
1) K. Kobayashi: Kikinzoku-reametaru no risaikuru gijyutu syusei, (NTS, 2007).
2) J. Kotani: Jidosya Gijyutu63(2009) 3235.
3) H. Minami: Kinzoku Shigen Repouto36(2006) pp. 300305. 4) K. Sugiyama: Ferrum12(2007) 444448.
5) T. Iguchi and A. Ikegaya: Reametaru no daitai zairyo to risaikuru, (CMC, 2007).
6) JOGMEC: JOGMEC NEWS16(2009) 89.
7) R. Mizuno, F. Saito and H. Mitsuo: Kirimoto Giho51(2004) 26. 8) Q. Zhang, J. Kano and F. Saito: Ceramics44(2009) 782790. 9) Q. Zhang and F. Saito: Kinzoku72(2002) 10681072.
10) J. Lee, Q. Zhang and F. Saito:Shigen-to-Sozai116(2000) 919922. 11) F. Saito and Q. Zhang:J. Soc. Powder Technol. Japan36(1999) 2740.
12) M. Tanaka and H. Akaiwa:Solvent Extraction Chemistry, (Shokabo Publishing Co. Ltd., 2000).
13) M. Tanaka:Yobaichusyutsu, (Kyoritsu Shuppan, 1965).
14) J. Shibata: Yobaichusyutsu no kagaku®Short Course of Materials Processing®, September, (2001) pp. 3277.
15) J. Shibata, A. Okuda, M. Sano and S. Nishimura: Nihonkogyokaishi
102(1986) 869874.
16) J. Shibata, S. Matsumoto, N. Murayama and H. Yamamoto: Metall. Rev. MMIJ18(2005) 4960.
17) K. Sasabe, J. Shibata and H. Yamamoto:Shigen-to-Sozai117(2001) 288292.
18) M. Sano, J. Shibata, M. Harada and S. Nishimura: Nihonkogyokaishi
104(1988) 537541.
19) M. Sano, J. Shibata, M. Harada and S. Nishimura: Nihonkogyokaishi