Available Online at www.ijpret.com
107
INTERNATIONAL JOURNAL OF PURE AND
APPLIED RESEARCH IN ENGINEERING AND
TECHNOLOGY
A PATH FOR HORIZING YOUR INNOVATIVE WORK
EFFECT OF WELDING HEAT ON FERRITIC STAINLESS STEEL
MAYANK A. GAODI1, PROF. S. P. AMBADE2, PROF. D. I. SANGOTRA2
1. M. Tech CAD/CAM, YCCE Nagpur, Nagpur, India 2. Mech. Eng. dept., YCCE Nagpur, Nagpur, India
Accepted Date: 27/02/2014 ; Published Date: 01/05/2014
\
Abstract: Influence of heat input on the microstructure and mechanical properties of Shielded Metal Arc Welded (SMAW) Ferritic Stainless Steel 409 M plates was studied. Three heat input combinations designated as low heat (433.61 J/mm), medium heat (465.56 J/mm) and high heat (490.23 J/mm) were selected from the operating parameters and Bead On Plate welding was carried out. Samples prepared using these combinations were subjected to microstructural evaluations and tensile testing so as to analyze the effect of thermal arc energy on the microstructure and tensile properties. The results indicate that the samples made using low heat input exhibited higher ultimate tensile strength (UTS) than those welded with medium and high heat input. Significant grain coarsening was observed in the heat affected zone (HAZ) of all the joints and it was found that the extent of grain coarsening in the heat affected zone increased with increase in the heat input.
Keywords: Bead On Plate, FSS, SMAW, Heat Inputs
Corresponding Author: MR. MAYANK A. GAODI
Access Online On:
www.ijpret.com
How to Cite This Article:
Mayank Gaodi, IJPRET, 2014; Volume 2 (9): 107-114
Available Online at www.ijpret.com
108
INTRODUCTION
Ferritic stainless steel (FSS) with 12 wt% Cr developed to feel the gap between stainless steels and the rust prone carbon steels has been attracted as low cost utility stainless steels. The ferritic steels are characterized by good corrosion properties, very good resistance to stress corrosion cracking and moderate toughness. Higher levels of chromium yield better oxidation resistance and the absence of nickel results in good properties in sulphur-containing environments at high temperatures. Low alloyed ferritic stainless steels are also used in mild environments where freedom from maintenance is sought or where a ‘non-rusting’ material is required. Their typical applications can be found in the coal mining industry for bulk transport of coal and gold, for cane and beet sugar processing equipment, road and rail transport, power generation, petrochemical, pulp and paper industries etc. The use of these steels in the past few years has been increased markedly with their successful applications in passenger vehicles, coaches, buses, trucks, freight and passenger wagons.
Shielded metal arc welding (SMAW) is a manual arc welding process that uses a consumable electrode coated in flux to lay the weld. An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. As the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination. Because of the versatility of the process and the simplicity of its equipment and operation, shielded metal arc welding is one of the world's most popular welding processes. It dominates other welding processes in the maintenance and repair industry. From the literature reviewed on the material processing of 409 M FSS it is observed that no significant work has yet been done on the effect of heat input on microstructure and tensile properties of shielded metal arc (SMA) welded has been reported. It was considered important that undertaking the present study would be beneficial in gaining an understanding about the metallurgical aspects that affect the service performance of these welded joints made using different heat input combinations.
2. EXPERIMENTAL DETAILS
2.1 Base and filler material used
Available Online at www.ijpret.com
109 solid electrode of 2.50 mm diameter. Table 1 shows the chemical composition of the base and the filler used.
2.2 Welding procedure
In present work bead on plate welding has been carried out on the prepared samples ensuring accomplishment of welding in a single pass and obtaining proper fusion. Before welding, the samples were thoroughly cleaned mechanically and chemically so as to avoid any contamination which later may result in a weld defect. The samples were properly clamped to avoid any sort of distortion during and after welding. After clamping the samples SMAW was carried out with welding conditions as mentioned in table no. 2. No preheat or post heat treatment was given to the specimens. Welding speed was carefully recorded using stopwatch for heat input calculations.
As it is well known that of all the welding variables, current is the most crucial element, three different heat inputs corresponding to three current values i.e. 80A (low heat input), 90A (medium heat input), 100A (high heat input) were selected. During and after welding the joints were visually inspected for their quality and it was ensured that all weld beads possessed good geometrical consistency and were free from visible defects like surface porosity, blow holes etc.
2.3. Specimen sampling
The specimens for tensile testing and microstructural studies were taken from the weld pads using wire-cut electrical discharge machine (WEDM).
2.4 Metallography
Available Online at www.ijpret.com
110
Fig 1: specimen for microstructural studies
2.5 Tensile test
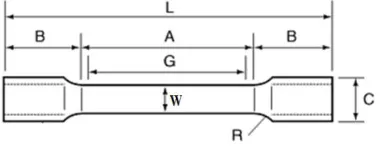
Three specimens per heat input combinations, were machined out from the weld pads as mentioned in Fig. 2. Each tensile specimen size was prepared in accordance with ASTM E08 standards. The specimens were tested on a servo hydraulically controlled digital tensile testing machine of 400 kN capacity.
Fig 2: Tensile specimen
Table 1: Chemical composition (wt.%) of the base metal and filler used
Alloy element C Si Mn P S Cr Ni Fe
Base (FSS) 0.043 0.520 0.327 0.029 0.003 11.607 0.136 Balance
Filler (ER 308 SS)
0.08 1.0 1.59 0.045 0.03 18.15 10.02 Balance
Table 2: Process parameters used
Parameters Low heat input Medium heat input High heat input
Welding process SMAW SMAW SMAW
Welding Machine EWM EWM EWM
Polarity DCEN DCEN DCEN
Available Online at www.ijpret.com
111
Welding Current 80 A 90 A 100 A
Welding Speed 3.41 mm/s 3.30 mm/s 2.97 mm/s
Efficiency 0.70 0.70 0.70
Heat Input 433.61 J/mm 465.56 J/mm 490.23 J/mm
3. RESULTS AND DISCUSSION
3.1. Metallographic studies
Measured areas of fusion zone and HAZ of different weldments are shown in Table 3. As indicated by these values it is found that as heat input increases the fusion areas also increase proportionately. The same trend is followed for the HAZ area associated with each of these specimen. Optical micrographs showing the microstructures of weld zone, fusion boundary and HAZ for different heat input combinations are presented from Figs. 3–5.
3.2. Tensile properties
The effect of welding heat on the tensile properties of FSS was studied by performing tensile tests on the welded samples. The variation in the tensile strength of the steels with number of passes is shown in table 4. It can be seen that there is a significant reduction in tensile strength with increasing the heat input.
Table 3: Microstructural details
Sample name Extent of HAZ from weld metal (mm)
FSS 1 (Low heat input) 2
FSS 2 (Medium heat input) 2.6
Available Online at www.ijpret.com
112
Fig 3: Optical micrograph showing the microstructure of fusion boundary and HAZ(a) and weld metal (b)(low heat, at 20 ×).
Fig 4: Optical micrograph showing the microstructure of fusion boundary and HAZ(a) and weld metal (b)(medium heat, at 20 ×)
Fig 5: Optical micrograph showing the microstructure of fusion boundary and HAZ(a) and weld metal (b)(high heat, at 20 ×)
Table 4: Tensile properties
Sample Tensile strength (MPa) Yield strength (MPa) Elongation (%)
Parent Metal 465 205 26
FSS1
(low heat input)
440 188 20
FSS 2
(medium heat
input)
418 163 16
FSS 3
(high heat input)
Available Online at www.ijpret.com
113
4. CONCLUSIONS
1. It can be seen that there is a significant reduction in tensile strength with increasing heat inputs.
2. The microstructure obtained showed that the true HAZ includes the region where microstructures have been altered due to both grain coarsening and carbide precipitation. 3. As we increase the heat input the heat affected zone increases.
4. The accumulated heat has been distributed between the welding structure and the heat released into the surroundings due to convective heat transfer.
5. Near the fusion boundary the size of the grains in HAZ is found to be coarser at higher heat inputs and finer at lower heat inputs.
5. REFERENCES
1. K. Shanmugam, A.K. Lakshminarayanan and V. Balasubramaniany, 2009, “Tensile and Impact Properties of Shielded Metal Arc Welded AISI 409M Ferritic Stainless Steel Joints”, Journal of Material Science and Technology, Vol.25 No.2, 2009.
2. Djarot B. Darmadi, Anh Kiet Tieu, John Norrish, “A validated thermal model of bead-on-plate welding” Heat Mass Transfer Journal (2012) 48:1219–1230.
3. Zakaria Boumerzoug, Chemseddine Derfouf, Thierry Baudin, “Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steel” Journal of scientific research,2010.
4. Ravindra Taiwade, Awanikumar Patil, Ravindra Ghugal, Suhas Patre, Ravin Dayal, “Effect of Welding Passes on Heat Affected Zone and Tensile properties of AISI 304 Stainless Steel and Chrome-Manganese Austenitic Stainless Steel” ISIJ International, Vol. 53 (2013), No. 1, pp. 102– 109, 2013.
5. P. Sathiya, G. R. Jinu, and Navjot Singh, “Simulation ofWeld Bead Geometry in GTAWelded Duplex Stainless Steel (DSS)”, Scholarly Research Exchange, Volume 2009, Article Id 324572.
6. Dragi Stamenković, Ivana Vasović, “Finite Element Analysis of Residual Stress in Butt Welding Two Similar Plates”, Scientific Technical Review, Vol - Lix No.1 2009
Available Online at www.ijpret.com
114 8. Bipin Kumar Srivastav; S.P. Tewari, Jyoti Prakash.2010.A review on effect of arc welding parameters on mechanical behaviour of ferrous metals/alloys. International Journal of Engineering science and Technology; Vol.2 (5), p1425-1432.
9. A K Lakshminarayanan , V Balasubramanian, " Evaluation of Microstructure and Mechanical Properties of Laser Beam Welded AISI 409M Grade Ferritic Stainless Steel", Journal Of Iron And Steel Research, International. 2012, 72-78.