-x
L.,lI:TE(ll JOI'R.\'AL OI' L,\'Gl.\t:l:RI\G .4.\'D TI:( ll\OLO(;l' l( l) 2t)0.1: 1-'6-]
T } I E I N F L T : E N C E
O F I \ ( ; O - I ' G E O } I E T R Y
O N T E } . I P E R A T L
I T E
D I S T I I I B T ] T I O N
I \ H ( J S S 3 I 6
D U R I N G
H O T R O L L I \ G
' A l a n r u . ( ) . . f . and rAivedun. P. O '
) t t . c l r u n i c a l l - n g i n c r r i n g l ) c p a r l m c n t .
l . a r l o k c A k i n t o l a l n i v c r r i n o l - l c c h r r o l o g l . l ' . I l . B . { 0 0 0 . O g b o l n o s o . \ i g e r i a r \ l c r l r a n i c a l
l - n g i r r c c r i n g l i t p a r t l n c r r t . I n i r c r r i l v o f I b a d a n . l b a d a n . \ i g c r i a l . - \ l a i l : l o l e s r l t t a l a h o o . c o n t
I B , S ' I ' R . . I C 1
'l-hc
ellt'ctt of'ttruteriol geott,(tr)' on rollitrg purunteters suclt os yield stress,
rolliug luad and
!o,'quc ltuye been ttudiul. Irt tltis rntrk, .gtontelricol varialiort is introduced into the Reverse Soirrllx'ich
Rollitrg.llodel (RS.lI1 /or higlt tilrh(,tt stainless steel t)'pe 316 (HCSS3l0, The modiJicatiott ulford\
tt'uluutitttt ol'tltt possible efl'ect oJ g(ometry o/ tlrc in-goitrg strip of HCSS3|6 on temperature
ilistrihutirtrr in tht mutarial during hot rolling. Simulution of the model was carried out usi,tg
I"'OR I'R.|.\' 7. I'he cotnputer code x,us vulidated with hot rolling experinental data from n'o high
-rctcrsirtg hot nillitrg mills tsillt il(fcrent roll diunreter. Resulls uf the simulotiotr revealed a
symmetricol temperature distribution lfutm the rollitrl4 surfaces, to the mid-tltickness of the specimert
whtrt it pcuked.
'fltis
puttert, x'us co,tsistent
Jitr specimens with differe,tt georrtetry'. The resulrs
slutwad u!:reetne,tl tlitlt crperincntul inferences,
K c v r r o r d s :
( i e o r n e t n ' .
l { c r c r s e S a n d r r
i c h \ l o d c l . I { o l l r n s . fe m l l e r a t u r e
l \ 1 ' t t o D l ' ( " 1 l o \
I ( o l l r r r , . : r : l l r c l l r s t p f o c e s s t h a t r s u s e d to r r ) l r \ c r l r r r c l l l . r n t ( ) f l n r s h c d $ r O u s h t p r o d u C t s . , r ir e lr J r L ' s t r h s c i l t r c r t t l t r c d u c e d t n s r r s a n d \ ( ) n \ r ' : l c \ l r n l o h a s r c t i r r n r s s u c h a s s h e c t s . r o d s a n d p l ; r t c s I l r r s p r r t c c . s r n r o l v e s p a s s a s e o l ' h e a l e d n t e t a l h r t \ \ c c n ts o r o l l s t l r a t ro t a t c rn o p p o s l t c d r r e c t r o n s l l ' r g I t a ) ) l h c - r v o r k r n g o t ' I i r g h s t r e n g t h m e t a l s a n d ; t l l o " ' s r r r t o t h r n s a u s c s c a u s c s c \ c e s s i v e d i s t o r t i o n o f t h e r o l l s ( A l i i n l a a n d S a n s o n r e . l 9 ? 3 ) . I { o l l r n g o f hruh stren!.lth nratcnals sarrdurched bct\\'een lavers o l s o l i t ' r r n a t c r t a l . k n o u n a s s a n d u i c h r o l l i n g . c r o l v e d a s a l t e r n a t i v e t e c h n r q u e d e r o i d o f r o l l r l r s t o r t i o n l A r n o l d a n c l W h i t t o n . 1 9 5 9 : .A t k i n s a n d \ \ : e t n s t e i n . 1 9 7 r t 1 I h i s r o l l i n g t e c h n i q u e h a s b e e n firactrsL'd ilr rnduslrv lbr nranv years ln the p r o d u c t r o n o l ' l r n r r t c t l q u a n l l t l e s o f e x p e n s i v e . h r g h -s t r c n -s l h s h c e t s ( . ' \ l i r n t r r a n t l S a n s o m e . 1 9 7 - l I
I l o $ e r c r . a r u \ c r s c s t t u a t l o n t o s a n d $ i C h r o l l r r r , . : l t a : b L ' ( ' n ! ' ( ) n l l n r t e r l t o c x r s l r n I l i q h c a r b c i n . t r r n l c s s . l c c l - l l ( r r l l ( S S r l ( r t r r l t c ' t t l t o t r o l l e t i a t
i r " . r : t r a r t t t . t l L ' \ J I l r l i r ) \ . . r( r i u c t t ( ) r r r r . . \ t _ r c . l r t i . l 9 $ J . ' r . i ' f . l l c r c l r r , : i r s t r c l r g t i r s u r l i c c s c l a t l I l o r r ' ; . n g t l t c o r e { l r ' : . l t l - ) t ' l h r s h a s b e c ' n a t t r r b u t e d t o . n r r s s r h l c tc l l r p c r J t r l r L ' tr f , r l l c n l l n l h e t h r o u g h -r i -r c k -r -r c : s o i . i i i c i r i . i i ; l l ! : i n c l p r c u p i t a t r o r r h a r d e n i n g { \l\ !'rhln. (,S6 ) I lence . thc Reverse Sandrr ich \ l o J t ' 1 . ( l t S \ l r r r lr r c h p l r . ' d i c t s ro l l i n g p 3 r r n l r l e r c s u . I t u s t L - l r : l e I J l u r c . r ' t e l d s t r c s s . l o a d . l c n i t . r
-Holomon paramet€r and load at drfferent zones rn the t h r o u g h - t h r c k n e s s o f H C S S 3 l 6 d u r i n g h o t r o l l r n c . * ' a s d e r e l o p e d ( S h o b o u ' a l e . 1 9 9 8 ) .
Srudies on the effects of drfferent paramelers on the hot rolhng characteristics of metals and allc'1 s have been enhanced through computer models. Anthonro and Renato, (19961 srudied the effect of the finish rolling temperature and cooling rate on lhe development of tlre microstructure and mechanlcal propertres of a Mn-Si-Cr-Mo dual-phase steel surtable for hot rolling using computer models. Similarly.. ihe American Iron and Steel Institute (AISI) recenrlr' funded a research on micro strucrural studies on hot strip rolline. rrhere a user-friendly mathematical model describing the tlrrough - thickness thermal and mlcr.r stnrctural changes during hot rolling u'as delelop.'d. The models. capable of predicting final mechanrcal properlres tor IJigh Snength Lou' Allov (HSI-At stsel grades. rvere validated rvith data obtained from testrn.l c,rnductecl on the steel grades usrng Gleeble rnd
I orsion nrachines. The predictions \\'ere validatrd br i o m p 3 r ' 1 : o n
" r ' r t h m e a s u r e m e n t s f r o m r o l l r n e n r : l i s { T a p e : t r ; ' . 1 9 9 9 t .
llantu, 0.J. anil Aiyedun, P.O. / LAUTECII Journal of Engineering and Tcchnolot:.r' I ( t ) 200.1: t7-61
geometry on hot torsion test results and tbund out that lbr dynamically crystallizing matenals, stratn -peak stress increases as the gauge length i radius ratio decreased below 2.0.
This work is therefore aimed at investigating the possible effect of geometry of HCSS3 l6 ingot on the temperature distribution pattern in the material during hot rolling. (ieometrical variations u'ill be introduced into the Reverse Sandwrch Model through different width-rrerght ( w I ltl rano of the specrmen (Fig.l(c)). The modified model will then be simulated and validated rvith hot rolhng experimental data for different hot rolling schedules.
Background to the StudY Rolling Theories
. Lennard. 1980. reported that Sim's theory is gcnerally adopted as a theory of hot rolling, characterized rvith sticking throughout the roll gap, while the Bland and Fords theory is basically a theory lbr cold rolling, w'here sliding takes place throughout the arc ofcontact. The latter has however been found applicable to hot rolling of HCSS 316, u'here there is a mixed sticking - sliding condition (Aiyedun 1984: Ayedun and Sellars, 1998). This is the situation for hot rolling of HCSS3l6 at 900'C
-1 2 0 0 ' C . ( 0 - 1 5 ) % o r e d u c t i o n s a n d ( 0 . 0 7 - 1 . 5 ) s ' strain rates.
'I'enrperature
Estimation during Hot Rolling During hot rolling, the strain rate effects, espc'cially at low values (0.01 -1.5) s-'. change contact times with the rolls and are manifested in terms of pronounced temperature effects. Temperature distributions are predicted by solving the diflbrential equation that governs heat flow through two-dimensional hnite difference computer model (Aiyedun, 1986).The general validity of the rnodel have been confirmed by rolling Aluminum, Lead. and Steels with good agreement between the predicted and observed temperatures (Aiyedun. 1984). Adopting similar approach. and in order that the pitfall of assuming an average rolling temperature for the through- thickness of HCSS316 be avoided, especially at low strain rate (Aiyedun, 1984), the RSM was developed (Shobowale, 1998). IIIATERIALS AND METHODS
The Reverse Sandwich Model is modified to accommodate geometry variation in the in-going strip. The modified model presented below was ", simulated using FORTRAN 77, to generate results . *which were further processed with the EXCEL " 'f.package, to reveal any possible influence of ingot
^
geonretry on temperature distribution pattern in HCSS3l6 during hot rolling.
( t'tre Ntodified Reverse Sandrvich l\lodel
\-. The Revelse Sandwich Model has been lirlly described by Shobowale, ( 1998 ), Alanru, ( 1 0 0 1 ) a n d A l a n r u a n d A i y e d t r n , (2 0 0 2 ) . I n t h i s rrork. onlt' tltc ltortion on tellrperatttre tltstrllrttltttlt lts
u,ell as the lntroduced geometrical model rs plesented. The temperature at the core (ntrd thickness) of the specimen is given as:
I
T,,,^,
= i-0" -frl
2 '
where: T1 TM temperature
I
T r = L ( T r - z : ) r
2 '
Where:
T,
T,
T _ t
" K
where; K
Model constant, values rolling speed.
I furnace tentperature.
the mean rolling
2 exit surface temperature, l
- Reverse Sandrvich
of rvhich are functions of the
9 ( r , < 1 0 , K = 1 . 5 9
l 0 S v < 4 5 , K = 1 . 4 0
Thus: for
4 5 3 v < 1 0 0 . K
= 1 . 1 9
1 0 0 < v < 1 8 0 .
K = 1 . 1 6
where, V is measured in mms-1.
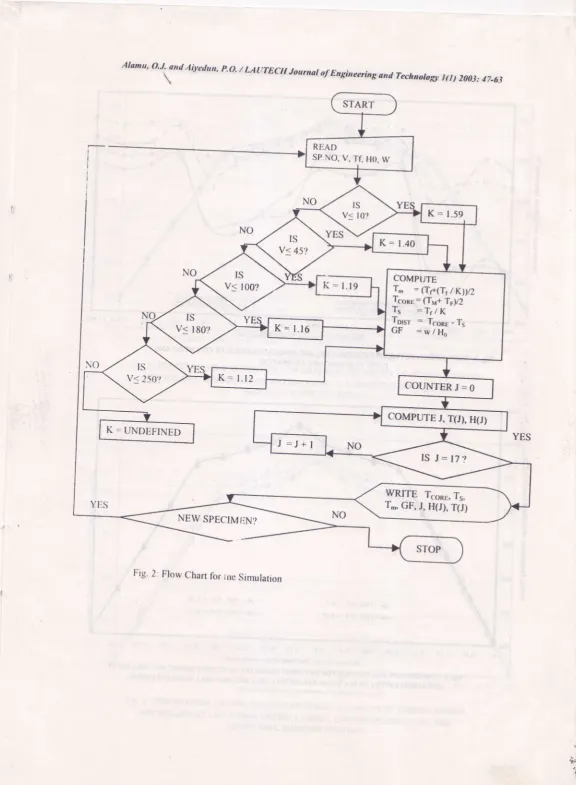
In the model, the ingot thickness \\'as partitioned into l7 zones [Fig.l(c)las follorvs
h r = 0
for
h: = Ho/I7
2 < n < 7
h n - 1 = h . + l 7 < n < 9 h " : H o i 2
1 5 2 n > h n * q = hn+l for
for
1 5 < n < 1 7
H n - r
: H r
The model's prediction of temperature in these zones are:
f o r l ( n ( 4 a n d 1 5 2 Tn*1 = Tu + 0.2 Torsr f o r 8 < n < 9
T n * 1 = T p 1 5 1
f o r 5 < n ( T a n d l l > '
Tn, r : Tn * 0.0+ TDrsr F r o m F i g . l 1 c ) . ir ; g o t with varying rvidth - herght here defined as :
l { '
for
n > t z . l
I b
I
" a n , )
geometry can be varted ratio (geomctry factor).
{,, =
I
I
-F
I
Alomu, O.J. and,l$'edun, P.O. / L/II|TECH Journal ol Engintariug aud Tcchnololi.t' l(l) 2003:1'-6.1
u herc : the ingot.
It,, initral height of
the rolled nraterial. E x p e r i m e n t a l
1'o generate a database for validatrn-rr the sinurialion oi' the modified RSM. prelirrrrnary r r r c t 0 l l o g r a p h r c . h ( ) t t o r s r o n te s t s . a n r l h o t r o l l i n r r c\pcnnlcl)ts u'ere perlirrntetl ort tirc as-rccerved s r o u s h t I l C ' S S - 1 I ( r ( u i t h N b . \ ' u n d ' f i r n c l u s r o n s ; i n t h c t L ' n l p e r a t u r e r a n g e ( ( r 0 0 1 2 0 0 ) ( ' C a n d s t r a i n r a t e r a n s e o l ' ( - 3 . ( r X l 0 ' ' - ' 1..1) s - r . l' h e u ' r o u g h t n r a l c r i a l r r a s I l i u h C a r b o n S l a i n l e s s S t e e l ; A S t r l E S A - 2 . 1 0 l i o n r ll e a t 1 8 2 5 6 - 2 C . p r o d u c t o f G . O . C a r l s o n I n c . . I ) A . . ( r . S . A . l ' h e c h e n r i . : r l c o m p o s i t i o n o f H C S S 3 l 6 a n t i r e s u h s o f t h e p r c l r r r r i n a r y s f t r d 1 , o n t h e a s rcccn'ecl matenal are as shou'n in Table' I. The nralcrial \\as cut into slabs of- snrall sizes and hot rolicci. I'hc hot rollin.rt c\pennrents *ere per'lbrnred ( ) n t\\o Iirhoratorl n r i l l s ; a l 0 0 0 k N , 2 - h i g h . s i n g l e stand. rcvr-rsible nrill u,rth rolls ol' 25.l 0urrn tlrunretel bl 2(16.0nrnr balrel length and -s0T (498kN) c a p a c i t y ' . 2 - h i t h r e v e l s i b l e , H i l l e 5 0 l r o l l r n g n r i l l s ith rolls ol- tlianrcter I --l9.7nrnr.
S i n r u l a t i o n o f t h e N l o d e l
1 ' h e g e o m e t r i c l a c t o r o f e q u a t r o r r ( 7 ) s a s inte grated into the Reverse Sandn rch \lode l. S i m u l a t r o n o f t h e n e u n r o d c . l ( d e s c r r b e d i n ( l ) ( 7 ) above) \\'as carried out using |ORTRAN 71 language. Figure 2 shoss the flou chart for the colnputer code. strch uas devcloped in a simple u s c r f r i e n d l v a n d i n t r ' r a c t i v c l b r n t . ' l - h e r e q u i r e d input data are rolling speed. furnace tenlperature, r n i t i a l a n d l l n a l h e i g h t o f t h e s p c c i n r e n . a n d spccinrcn rr idth. Fronr the output of the progranr the nlcan temperature, the temperature distribution across the thickness of the material and the core tenperature of the rolled specimen at different specimen geometries will be revealed.
Program Validation
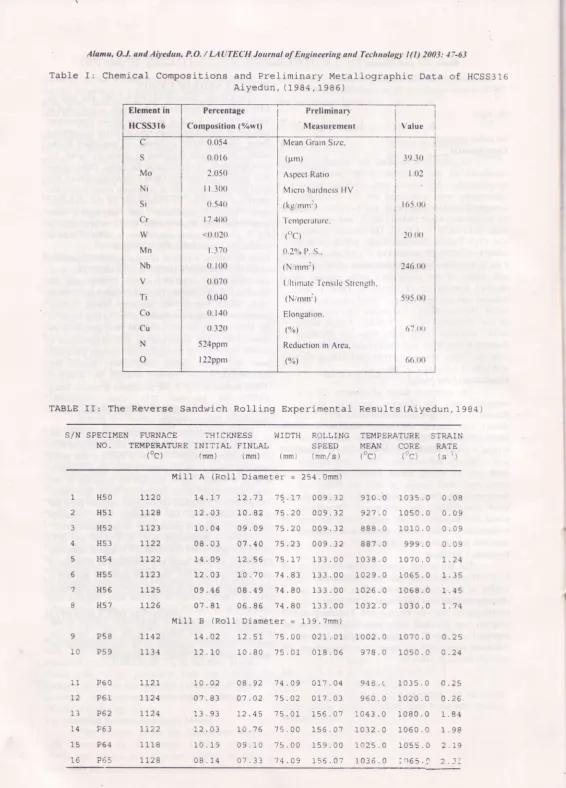
The hot rolling experiment performed on tICSS3 l6 provided a data base for assessment of the validity of the simulated nrodel. Table I shows the chemical composition and results of the preliminary nretallographic tests on the rnaterial. The computer program was executed using experimental values preserlted in Table II. A total of sixteen different specimens rvere tested and these cover the specinlen schedule shown in ]'able III.
R E S I ' 1 , I' S A N I ) l ) l S C U S S | O i r
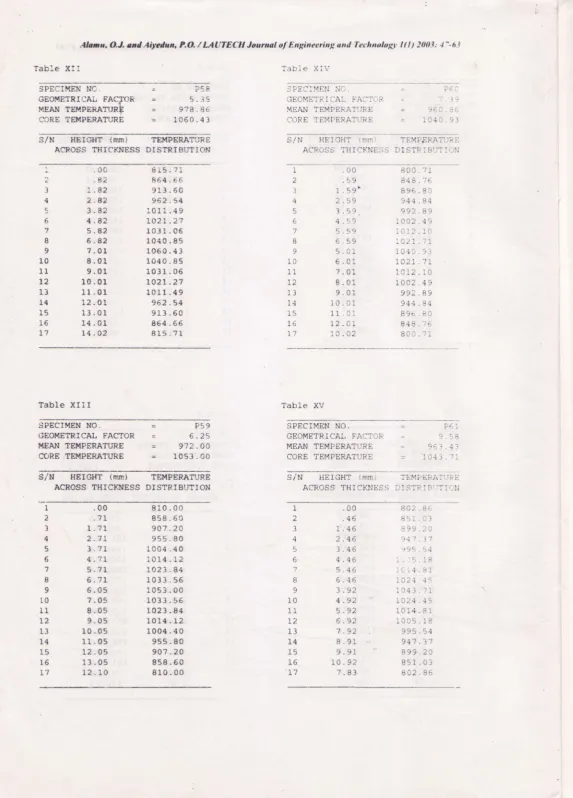
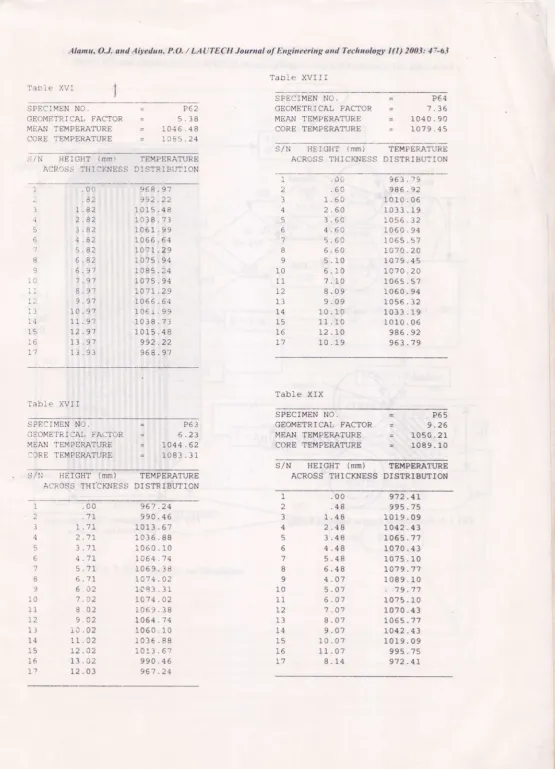
-1'he Output ol the FOR-IRAN code, run u ith ari IBM compatible Pentiunr (r) Processor, is presented in Tables IV-XIX. Each of the tables shows temperature data for HCSS-I l6 specimen rvith different geometrical forms. The geometric variations are quantified by the width ; hcight ratio evaluated as geometric factor, for each specimen, as computed in the tables. Other output data include the nricl-thickness (core) temperature and Iocal terrrperature values al seventeen zones across the nratcrial's thickness. A comparison of the sinrulated mcarl rolling tempe rature and specime'n's core temperature u'ith experimental values is presented in Fr_q. 3. The temperature distribution in tables IV-XIX is g r a p h i c a l l y i l l u s t r a t e d i n F i g . 4 - F i g . 8 .
I:rom the tables. a pattern of variation in temperature across the specimen's thickness is evident. 'l'his is ih agreenrent r"ith works of Aiyedun, (1984) ustn-Q, lhr-lJlancl and Ford's Theory (BF) and Shoborvale. (1998) u here Sim's theory was adopted. During rolling, lemperature changes continuously, due to heat losses to the cnvironment. to the rolls and heat generated by delbrmation. The validity of the present simulation is lirrthcr confirmed by the agreement betrveen sintulated i core and mean rolling temperature) results and crperinrental values earlier obtained by Aiycdun, (198-l) as seen rn Fig. 3; the maximum deviation being ).i-17.,, for specimen Il5l. Core temperafure c h a r a c t c n s t l c s o l ' l I C ' S S 3 l 6 h a v e b e e n re p o r t e d o n b y O l c t l i r a n a n d A l a r n u . ( 2 0 0 2 )
I jronr thc spccirnen schedule (Table lll), the I I C S S I I ( r s l a b s d e s i g n a t e d a s I 1 5 0 . H 5 l " H 5 2 a n d H 5 3 have drlll'rent geon.retries and were rolled at low strain rates (=0.09s'') (u = 9.32mms.r1 rvith large diameter rolls (25-l.0nrm). Frg. 4 showed no variation in the tenrperaturL' distlibution pattern for these Specrmens. 'l
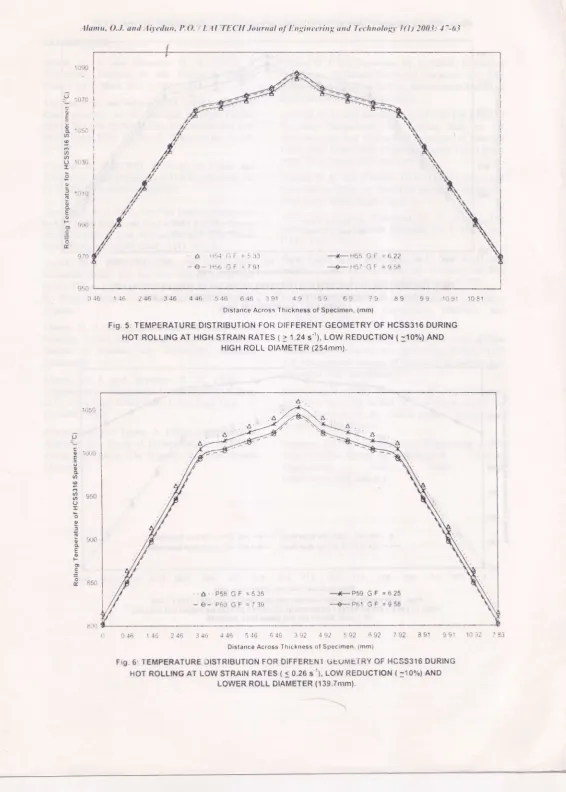
hc patterrr of a gradual temperature increase tiom the rollin_e sulfaces to the specimen core remained consistent at drllerent geometrical factors investigated. Similarly, Specimens H54, H55, H56 and H57 rolled at higher speed ( l33mms'r), i.e. higher srrain rate (>1 .24 s-r), rvith the same mill roll diameter (254.0mm) and reduction (=10%), and with different geometry, described sets of curyes that are almost super-imposing (Fig. 5). The foregoin_c,. on the one hand, suggests that geometry of LICSS3 l6 ingot does not have appreciable effect on the temperature distribution pattern in the material during hot rolling; on the other hand. the material geometry appeared to be independent of the speed ofrolling and. hence, the strain rates.
fr
l t ' , ,
= geonrctric lactor.
'
Alamu, O.J, and Aiyedun, P.O. / LAUTECH Journal of Engineering and Technologs; l(l) 2003: 47-63
T a b l e I : C h e m i c a l C o m p o s i t i o n s a n d P r e l i m i n a r y M e t a l l o g r a p h i c D a t . a o f H C S S 3 1 6 A i y e d u n , ( 1 9 8 4 , 1 9 8 5 )
c
S M o N i S r C r
w
M n Nb
Ti Co Cu N
o
Percentage Composition (%owt)
Preliminary Measurement
Mean Grain Size, ( p m )
Aspect Ratio Micro hardness HV (kg/mnrr) J'empcraturc.
fc)
0 . 2 % P . S . , (Nimm:)
[Jltinutc Tensi Ic Strength, lNlmm:)
Elongation. (%')
Reduction in Area, (V')
0.054 0 . 0 1 6 2.050 I 1 . 3 0 0
0.540 17.400 <0.020
t . 1 7 0 0 . t0 0 0.070 0.040 0 . 1 4 0 0.320 524ppm l22ppm
3 9 . 3 0
l . o 2
1 6 5 . 0 0
20.(x)
595.00
6 7 . ( X )
T A B L E I I : T h e R e v e r s e S a n d w i e h R o l l i n g E x p e r i m e n t a l , R e s u L t s ( A i y e d u n , 1 9 8 4 )
S/N SPECIMEN FURNAEE
NO. TEMPERATURE
( o c )
THICKNESS WIDTH
I N I T I A L F I N L A L ( m m ) ( m m ) ( m m )
ROLLING TEMPERATURE STRAIN
SPEED MEAN CORE RATE
( m m / s ) ( o c ) ( o c ) ( s 1 )
I
I
M i l I A ( R o I I D i a m e t e r = 2 5 4 . 0 m m )L
2 3
4
q
5 7
H 5 0 H5r. H52 H 5 3 H 5 4 H 5 5 H s 6 H 5 7
P 5 8 P 5 9
1 1 P 6 0 1 2 P 5 1 1 3 P 6 2 1 4 P 5 3 1 5 P 6 4 1 6 P 6 s
1 1 2 0 1 1 2 8 1 r - 2 3 L I 2 2 L T 2 2 1 1 2 3 LL25 I L 2 6
M i 1 1 TT42 1 1 3 4
1 1 " 2 1 rt24 rt24 L t 2 2 1 1 1 8 1 1 2 8
L 0 . 0 2 0 8 . 9 2 0 7 . 8 3 0 7 . 4 2 L 3 . 9 3 t 2 . 4 5 1 2 . 0 3 1 0 . 7 6 1 0 . 1 9 0 9 . 1 0 0 8 . 1 4 0 7 . 3 3
7 4 . 0 9 0 1 ? . 0 4 7 5 . 0 2 0 1 7 . 0 3 7 5 . 0 1 1 5 6 . 0 7 7 5 . 0 0 1 5 6 . 0 ? 7 s . 0 0 1 5 9 . 0 0 " r 4 . 0 9 1 5 5 . 0 7
L 4 .I 7 L 2 .7 3 ' 7 5 . . I 7 0 0 9 . 3 2 L 2 . 0 3 1 0 . 8 2 7 s . 2 0 0 0 9 . 3 2 1 0 . 0 4 0 9 . 0 9 ' 7 5 . 2 0 0 0 9 . 3 2 0 8 . 0 3 0 7 . 4 0 ' 1 5 . 2 3 0 0 9 . 3 2 1 4 . 0 9 L 2 - 5 5 ' 7 s - t 7 1 3 3 . 0 0 1 2 . 0 3 1 0 . 7 0 ' 7 4 . 8 3 1 3 3 . 0 0 0 9 .4 6 0 8 . 4 9 ? 4 .8 0 1 3 3 . 0 0 0 7 . 8 1 0 6 . 8 5 7 4 . 8 0 r _ 3 3 . 0 0 B ( R o l l D i a m e t e r = 1 3 9 . h m ) 1 4 .0 2 1 2 .5 1 ? 5 . 0 0 0 2 1 . 0 1 1 2 . r , 0 1 0 . 8 0 7 5 .0 1 0 1 8 . 0 5
9 1 " 0 . 0 1 0 3 5 . 0 0 . 0 8 9 2 7 - 0 1 0 5 0 . 0 0 . 0 9 8 8 8 . 0 1 0 1 0 . 0 0 . 0 9 8 8 7 . 0 9 9 9 . 0 0 . 0 9 1 0 3 8 . 0 1 0 7 0 . 0 1 . 2 4 1 0 2 9 . 0 1 0 6 5 . 0 1 . 3 5 1 0 2 6 .0 r . 0 6 8 . 0 1 . 4 5 1 0 3 2 . 0 1 0 3 0 . 0 r . 7 4
1 0 0 2 . 0 1 0 7 0 . 0 0 . 2 5 9 7 8 . 0 1 0 5 0 . 0 0 . 2 4
9 4 8 . r 1 0 3 5 . 0 0 . 2 5 9 5 0 . 0 r . 0 2 0 . 0 0 . 2 6 1 0 4 3 . 0 1 0 8 0 . 0 1 . 8 4 1 0 3 2 .0 1 0 6 0 . 0 1 . 9 8 1 0 2 5 . 0 1 0 5 5 . 0 2 . L 9 1 0 3 6 . 0 I ( 1 6 5 . ^ 2 3 i -9
.llan u, O.J. and .4iyedun, P,O. / LAITTECH Journal of Engineering and Technologlt I ( I ) 2003: 47-63
_ - T a b l - e I f I : H o t R o l l i n g S p e c r m e n S c h e d u l e
, , l
NATURE OF SPECIMEN
I
s p e c i m e n
c e o m e E r y F a c t o r ( w / h r )ROIJIJTNG PARAIfETERS
L o w r o 1 l - i n g s p e e d : L o w s t r a i n r a t e s :
( 0 . 0 8 , o . 0 9 , 0 . 0 9 , 0 . 0 9 ) s 1
H i g h r o 1 1 d i a m e t e r : ( 2 5 4 . o m m ) L o w r e d u c t i o n :
F u r n a c e T r a t u r e : ( = i n v a r i a n t ) H i g h r o l J - i n g s p e e d : ( 1 3 3 m m s - 1 ) H i g h s t r a i n r a t e s :
( \ . 2 4 , 1 . 3 5 , r . 4 5 , 1 . 7 4 ) s ' 1
H i . g h r o 1 1 d j - a m e t e r : ( 2 5 4 . 0 m m )
L o w r e d u c t i o n : ( = 1 0 * ) F u r n a c e r a t u r e : ( = i n v a r i a n l : ) L o w r o l l i n g s p e e d t ( < 2 1 . O 1 m m s 1 ) L o w s t r a i n r a t e s :
( 0 . 2 5 , 0 . 2 4 , 0 . 2 5 , 0 . 2 5 ) s '
L o w r o ] 1 d i a m e t . e r : ( 1 3 9 . 7 0 m m ) L o w r e d u c t i o n : ( = 1 0 t ) F u r n a c e T e m p e r a E u r e : ( = i n v a r i a n t ) H i g h r o l l i n g s p e e d : ( = 1 5 6 . 0 7 m m s H i g h s t r a i n r a t e s :
( 1 . 8 4 , 1 . 9 8 , 2 . ] - 9 , 2 . 3 1 ) s - r
L o w r o l l d i a m e t e r : ( 1 3 9 . 7 0 m m ) L o w r e d u c t i o n : ( = 1 0 t ) F u r n a c e T e m p e r a t u r e : ( = i n v a r i a n t )
P59, P60 and P61 rolled at low strain rates (=0.25s-'), =10o4 reduction and l39.7mm roll diameter have identical temperature distribution pattern, variation in the individual geometries notwithstanding (Fig. 6). Also, specimen P62, P63, P64 and P65, with different geometric factors, as revealed in Fig.7, showed no significant variation in their respective temperature distribution pattern. Besides, the simtlarity of Fig. 4 and Fig. 6 and of Fig.5 and Fig. 7 implies that temperature distribution pattern is independent of the roll diameter and specimen geometry.
CONCLUSION
It is concluded that the temperature distribution pattern in HCSS316 does not have appreciable effect on the geometry of the in-going strip, slab or billet during hot rolling at low and high strain rates, low reduc^tions (<10%), furnace temperature of about
I l25oC and geometric factor (width-to-height tatro) ( 9 . 3 2 m m s
H 5 C H 5 1 H 5 2 H 5 3
5 . 3 0 6 . 2 5 I . 2 7 9 . 3 7
Specimen G e o m e t , r y F a c t o r ( w / h r )
H 5 4 H 5 5 H 5 6 H57
6 . 2 2 ' 7 . 9 I 9 . 5 8
Specimen c e o m e t r y F a c t , o r ( w / h r )
P 5 B P 5 9 P 6 0 P 6 1
5 . 3 s
6 . 2 5 ' 7 . 3 9 9 . 5 8
t )
Houever, as seen in Fig. 8, the temperafure distnbution curves differ in gradient for rolling at lorv and high strain rates. Detailed ret'iew of this obsen'ation abounds in literatures (Aiyedun and Sellars, 1998; Shoboor.vale, 1998: Alamu, 2002: Alamu and Aiyedun, 200-1). At low rolling speed (low strain rate) the roll contact time increases. hence heat transfer to the environment and the roll increases significantly, leading to a large mean temperature drop in the material. This results rn a high temperature gradient, which penetrates deep into the material's thickness. Conversely, at high strain rates. the contact time is greatly reduced, thus the temperature drop is comparatively mrnimal, and occurs predominantly at regions close to the rolling surfaces (Alamu and Taiwo, 2002; Alamu and Durorvoju, 2003). The contact time phenomenon forms the basis of a higher strength surface cladding a lou,er strcngth matrir. referred to as 'the reverse sanrrrv rc ir sr'rc-r- i' L.y r\iycJirii, ( I 93.1 ).
Fig. 6 and frig. 7 reveal a similar inference to that drasn fronr Fig. 4 and Fig. 5. Sirecimen P58,
S p e c i m e n G e o m e t , r y F a c t o r ( w / h r )
P 6 2 5 . 3 8
P 6 3 6 . 2 3
r o . t / . J b
P 5 5 9 . 2 6
I
I
Alamu, O.J. and Aiyedun, P.O. / LAITTECH Joumal of Eugineering aud Technololil l(l) 2003: 47-6-l
c * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
C HOT ROLLING TEMPERATURE DISTRIBUTION PROGRAM
C W r i t t . e n b y : O . J . A L A M U & P . O . A i y e d u n
c * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * t * * * * * * * * * * * I M P I . I C I T R E A I , * 8 ( A - I { , O - Z )
D I M E N S I O N T ( 1 7 ) , H t i 7 )
C H A R A C T E R T O L A * 2 0 , S P N O * 6 , R S P N S D A T A I N / ' N ' / , T Y / ' Y ' f
W R I T E ( * , * ) ' E n t e r a F i l e n a m e f o r t h e R e s u L t . . ' R E A D ( . * , 25 ) TOLA
O P E N ( U N I T = 7 , F I L E = T O L A , S T A T U S = ' N E W ' )
1 . 0 W R I T E ( * , * ) ' S u p p l y t h e S p e c i m e n I d e n E i f i c a t . i " o n N u m b e r . ' R E A D ( * , 12 ) SPNO
W R I T E ( * , * ) ' S u p p l y t s h e R o l l i n g S p e e d . ' R E A D ( * , * ) V
W R I T E ( * , * ) ' S u p p l y E h e F u r n a c e T e m p e r a t u r e . ' R E A D ( * , * ) T F
W R I T E ( * , * ) ' S u p p 1 y t h e f n i t i a l H e i g h c o f t h e S p e c i m e n . ' R E A D ( * , * ) H O
W R I T E ( * , r ) ' S u p p l y t , h e l , l i d t h o f t h e S p e c i m e n . ' R E A D ( * , * ) W
W R I T E ( 7 , * ) \
W R I T E ( 7 , * ) W R I T E ( 7 , * I ' 2 0 F O R M A T ( A 1 )
REIJATIONSHIP BETWEEN ROLLING SPEED (V) AIID THE REVERSE SANDWICH ROI,LING MODEI, CONSTA$IT (K)
I F ( V . L E . 1 O . O ) T H E N A K = l . 5 9
E L S E I F ( V . L E . 4 5 . O ) T H E N A K = l . 4 0
E L S E I F ( V . L E . 1 O O . O ) T H E N A K = 1 . 1 9
E I , S E I F ( V . L E . 1 8 0 . O ) T H E N A K = 1 . 1 5
E L S E I F ( V . L E . 2 5 O . O ) T H E N A K = 1 . 1 2
ELSE
W R I T E ( 7 , * ) X A K I S I ' N D E F I N E D " STOP
ENDIF
COMPUTATION OF MEAN TEMPERATURE, SURFACE TEMPERATURE, TEMPERATURE DISTRIBITTION, MIDDIJE TEMPERATURE, AI\TD
TEMPERATI'RE DISTRIBUTION ATONG MATERIAIJ THICKNESS (T1. . .T].7) T M E A N = ( T F + ( T F I A K ) ) / 2 . 0
T M I D = ( T M E A N + T F ' , / 2 . O T E = T F / A K
T D I S T = T M I D - T E T ( 1 ) = T E .
D O 7 r T = 1 , 4
? T ( . 1 + L ) = T ( J ) + 0 . 2 * T D I S T D O I J = 5 , ?
8 T ( J + 1 ) = T ( J ) + 0 . 0 4 * T D I S T T ( 9 ) = ( T M E A l . t + T F ) / 2 . 0
M = 0
D O 9 J = 8 , 5 , - 1
c
c
-1''1
llamu, O.J. and .4iy'edun. P.O. / LAI|TECH Joarual of Engineering and Technology l(l) 2M3: 47-63
1 1
M - M + 1
T ( J * 2 ) = T ( M * 2 )
M 1 = - 1
D O 1 1 J = 1 5 , 1 \ , - 2 T / J i = T ( M i )
M l = M 1 + 2 T ( 1 7 ) = T ( 1 )
E S T I M A T I O N O F T H I C K N E S S V A R I A T I O N V A R I A T i O N ( H 1 . . . . H 1 7 ) A L O N G H E I G H T i { ( i ) = c
H ( 2 ) = H o / 1 ' 7 . a I F i i . E ( j . u ; ' i H E N H r J + 1 \ = H O / 2 . O
E L S E I F ( J . E Q . 1 6 ) T H E N H ( J + 1 ) = H O
E L S E
H ( J + 1 ) = s ( J ) + 1 E N D , I F
COMPUTATION OF GEOMETRICAL FACTOR c F = w / H O
\
CORRESPONDING TO TEMPERATURE
1 3 C O N T I N U E 2 5 F O R M A T ( A 1 4 )
2 6 F O R M A T ( 1 X , ' S P E C I M E N . N O . - I A 4 , / T X , ' G E O M E T R I C A L F A C T O R = ' F 5 - 2 } 2 7 F O F M A T { ] X , ' M E A N T E M P E R A T U R E = ' F - } . 2 t
3 I F O R M A T ( 1 L , ' C O R E T E M P E R A T U R E = ' F 7 . 2 1 2 B F O F - M A T { 1 X , r 2 , 6 X , F 5 . 2 , 6 X , F 8 . 2 )
W R I T E ( ' 7 , 2 6 ) S P N O , G F W R I T E ( ' 7 ,2 7 ) T M E A N w F , r T E ( 1 , 3 2 ) T ( 9 ) W P i T E ( " , * ) ' W R I T E ( 7 , " ) ' S l N
w R r T E ( 7 , * ) '
W R I T E ( 7 , } ) '
H E I G H T (m m ) ACROSS THICKNESS
TEMPERATURE' D I S T R I B U T I O N '
D O 8 8 J = 1 , 1 7
B 8 W R I T E ( ' 7 , 2 8 ) J , H ( J ) , T ( J ) W R I T E ( ' 7 , " ) '
W R I T E ( * , 2 9 ) T O L A
2 9 F O R M A T ( 1 X , 1 3 H E n r e r , e d i t , A 1 4 , 2 9 H f o r t h e o u t p u E o f t h e p r o g r a m ) 3 0 W R I T E ( * , * ) ' D O Y O U W I S H T O C O N T I N U E ? ( Y / N ) '
R E A D ( * , 2 0 ] , R S P N S
I F ( R S P N S . E Q , I Y ) G O T O 1 O I F ( R S P N S . E Q , I N ) G O T O 3 1
W R l l ' E ( * , * ) ' I N ' T A L I D R E S P O N S E | ! E N T E R ( Y / N ) U S I N G U P P E R C A S E T E T T E R '
c o 1 ' o 3 0
l d L t l = I Y
Alano O,J, nnd AiS'edun, P.O. / LAUTECH Journnl o[ Engincting o 'tl I'echnology I ( I ) 2003: 4--6;t ftllt (IV - XIX) rOutput ol th€ Tdnp€rature Digtribution Sinulation
T a b l e V I
SPECII!tE!( NO.
GEOMETRICAI, FAC?OR MEAN fEMFERATURE CORE TEMPERATURE
H 5 0 5 . 3 0 9 r 2 . 2 0 1 0 1 6 . 1 0
S P E C I M E N N O .
GEOMETRICAL FACTOR MESI TEMPERATURE CORE TEMPEMTURE
L 2 7 9 1 4 . 6 4 1 0 1 8 . 8 2
S/N }TEIGHT {mm) TEMPERATURE
A C R O S S T H I C K N E S S D I S T R I B U T . O N Si N IiEIdHT (lnm)
ACR,OSS tHlCKNESS
TEMPERATURE D I S T R I B U T I O N
I a _l q b 1 n n . 8 3 r . 6 3 2 . 8 3 3 . 8 3 1 . E 3 5 . 8 3 5 . 8 3 ? , 0 9 8 , 0 9 9 . 0 9 1 0 . 0 9 1 1 . 0 9 1 2 , 0 9 1 3 .0 9 1 4 .0 9 1 4 . 1 ?
? 0 4 . 4 0 7 6 6 , 7 4 8 2 9 . 0 8 8 9 7 . 4 2 9 5 3 . 7 6 9 6 6 . 2 3 9 7 8 . 1 0 9 9 1 . 1 6 1 0 1 5 . 1 0 9 9 1 . 1 5 9 7 8 . 7 0 9 6 6 . 2 3 9 5 3 . ' 1 6 8 9 1 . 4 2 8 2 9 . 0 8 7 6 6 . 7 4 1 0 4 . 4 0
. 0 0
. t v 2 . 3 9
3 . 5 9
4 . l Y
5 . 5 9 6 . s 9 > , v z
6 . 0 2 8 . 0 2 9 . 0 2
T L . U 2 1 2 . 0 2 1,0 . 04
1 0 6 . 2 9 7 6 8 . 8 0 8 3 1 . 3 0 8 9 3 . 8 1 9 5 6 . 3 2 9 6 8 - 8 2 9 8 7 . 3 2 9 9 3 . 8 2 r 0 1 8 . 8 2 9 9 3 . 8 2 9 8 1 . 3 2 9 6 8 . 8 2 9 5 6 . 3 2 8 9 3 . 8 1 8 3 1 . 3 0 7 5 8 . 8 0 7 0 6 . 2 9 8 o 1 n 1 1 1 3 1 4 1 5 1 5 1 a I 5 o 7 I t 1 n 1 1 1 3 t b l 7
? a b 1 e V T a b L e V I I
S P E C I M E N N O .
GEOMETRICAL FACTOR MEAN TEMPERATURE CORE '1'EMPERATI]RE
H 5 l 9 . 3 1 9 1 3 . 8 3 I 0 \ 1 . 9 2 S / N H E I C H T ( m n ) T E M P E R A T U R U
A C R O S S T l l l C K l i E s ^ S D l S T R I B U ' r I C N
S ? E C I M E N N O .
.3OME?RICAL FACTOR I'il JA"t'i TEMPEFATURE CCRE TEMPERATURE
t { 5 1 6 . 2 5 9 I 8 . ' 7 2 1 . 0 2 1 . 3 6
s / N H E I 0 H I ( m m ) ACROSS TI{ICKNESS
TEMPERATURE D I S T R I B U T I O N
1 1 J 4 5 5 7 I t l 0 I I L 2 1 3 I C 1 5 1 6 ''t i
' 1 1
1 . 7 1
3 . 7 1 4 . 7 1 c t i
6 . 1 1 5 . 0 2 7 . O 2 I . 0 2 9 . 0 2 1 0 . 0 ? 1 1 . 0 2
t a . 9 2
1 3
. 0 2
1 2
. 0 3
' 7 0 9 . 4 3 7 1 2 . 2 2 8 3 5 . 0 0 a 9 7 . i 9 e 6 0 . 5 7 9 ? 3 . 1 3 9 8 5 . 6 9 9 9 8 . 2 4 t 0 2 3 . 3 6 9 9 8 , 2 4 9 8 5 . 6 9 9 7 3 . l 3 9 6 0 . 5 7 8 9 7 . 7 9 8 3 5 . 0 0 7 ' t 2 . 2 2 7 0 9 . 4 3
. 0 0
1 . , 1 7
5 . q t
4 . 4 7 5 . 4 ' t 5 . 4 ' 7 4 . 0 2
) . 9 1 6 . r Z 6 . V . : 1 n n ,
1 1 . 0 ?
a n ?
/ u ) - t o
7 L 8 . 7 : 8 3 0 . . 5 5 8 9 3 . 0 i 9 5 5 . 4 6 9 6 ' t . 9 5
> o u . { . t
9 9 2 . 9 3 r c ' . ' 7 . 9 2
9 9 : . 9 - 1 9 e 0 . - l - 1 9 6 ' 7 . ) 5 9 ! r 5 . 4 5
o ( ) 1 ^ .
8 3 0 . 5 6 ? e 3 . 1 L
h €
-lltuu. o..1. (,t.1 -lit'cdun. P.O. / l...ll'tli('ll ,lourual of f.nsintr,tingaud Te<,hnologlt l(l) 200* 1,.6.1
t
t
. , ,
.iEi)MU':'R I CAL FA,.l'I'iiR '4EA}i TEMPERATI-:RE
L v K r . : g l v l H E l ( A l . J X E
: - l r
- l r r ; n r -
, * i ;
A . ] R O S S T H i C I . N I , S S
= H 5 4
= 5 . 3 : l
= r o 4 4 . 6 2
= r u 6 . J . i a
TEMPERATURE DISTRIBUTION
S P E C ] M E N N O .
GEOMETRICAL FACTOR MEAN TEMPERATURE
CORE TEMPERATURE E
H 5 6 7 ' 9 t 1 0 4 ? . 4 1
1 0 e 6 ,
? 1
S/N HEIGHT (mm) TEMPERA?URE
ACROSS THICKNESS DISTRIBTI"TION
o
7 I
q
. 8 . 1
: . 8 3 2 . 8 3 4 . 8 3 5 . 8 3 5 . 8 3 ? . 0 5 8 . 0 s
q r - \ q
1 0 . 0 s 1 1 n C .
1 2 . 0 5 1 4 . 0 5
r a , v >
9 6 ' 7 . 2 4 9 9 0 . 4 6 : 0 1 3 . 6 7 1 0 3 5 . 8 8 1 0 6 0 . 1 0 L O 6 4 . 7 4
r v o : r . J t '
1 0 7 4 . 0 2 1 0 8 3 . 3 1 1 0 ? 4 .0 2 1 0 5 9 . 3 8 L O 6 4 . 7 4 1 0 6 0 . 1 " 0 1 0 3 6 . 8 8 1 0 1 3 , 5 7 9 9 0 . 4 6 9 6 7 . 2 4
1 ' , 1 1 I I 1 l_ I
. 0 0 . 5 6 1 . 5 6 2 . 5 6 3 . 5 5 4 . 5 6 s . 5 6 6 . 5 5 4 . 7 3 5 . 7 3 6 , 7 3 ' t
. 7 3 8 . ? 3 9 . 7 3 1 0 . ? 3 1 1 . 7 3 9 . 4 6
9 6 9 . 8 3 9 9 3 , 1 0 1 0 1 6 , l s 1 0 3 9 . 5 6 1 0 6 2 , 9 3 1 0 6 ? , 5 9 L 0 7 2 , 2 4 1 0 ? 6 . 9 0 1 0 8 6 , 2 1 1 0 7 5 , 9 0 I 0 7 Q . 2 4 1 0 5 7 , 5 9 1 0 5 2 . 9 3 1 0 3 9 , 6 6 1 0 1 6 , 3 8 9 e 3 , 1 9 e 5 9 . 8 3
l-:
l 4 tr o "7 8 0 ,l)
3
6 7I i t - ie I X ' a b l e X I
: i ; ] E C I M E N N O . .;EOMETRICAL
FAETOR M!,AN TEMPERATURE IIARE TEMPERATURE
-H 5 ?
e ' 5 8
1 0 4 e , 3 4
1 0 8 ? , 1 7
S/N HEIGHT (mm) TEMPERATURE
ACROSS THICKNESS DISTRIBUTION
- T i E C I M E N N O .
' :il,'-\METRICAL FACTOR \.'..\N TEMPEMTT]RE
.
;iE TEMPSRATURE
H 5 s
1 0 4 5 . F E , 1 0 8 4 . 2 8
i { E T G H T ( m m ) iI]ROSS THICKNESS
TEMPERATURE DI STRI BUT I CN
5 5
I
1 1
1 . 7 1 2 . 7 L 3 . ? 1 4 . 7 L
) , I L o . f I
5 . 0 2
1 -az
3 . 0 2 ) . 0 2 1 0 . 0 2 r i . 0 2 t t . v z 1 3 .0 2 1 2 . 0 3
9 5 8 . 1 0 9 9 1 . 3 4 1 0 1 4 . 5 7 l - c 3 ? . 8 1 1 0 6 1 . 0 4 1 0 6 5 . 6 9 1 0 7 0 . 3 { - -
1 0 ? 4 . 9 8 l t ) 8 4 . 2 8 1 0 7 4 . 9 8 1 0 7 0 . 3 4 1 0 6 5 . 6 9 1 0 5 1 . 0 4 r 0 3 ? , 8 1 1 0 1 4 . 5 7
9 9 1 . 3 4
q ( a 1 n
. 4 6 ] - 4 6 2 . 4 6 3 . 4 6 4 . 4 5 5 . ' t 5 6 . 4 6 3 . 9 1 4 . 9 0 5 . 9 0 5 . 9 0 7 . 9 0
U . : ' U 9 . 9 0 1 0 . 9 1
? . 8 1
9 7 0 , 6 9 9 9 3 , 9 9 1 0 1 7 , 2 8 1 0 4 0 , 5 8 1 0 6 3 , 8 8 1 0 5 8 . 5 4 1 0 7 3 . 1 9 x 0 ? ? . 8 5 1 0 9 ? , 1 7 1 0 7 7 , 8 5 1 0 7 3 . 1 9 1 0 6 9 , 5 4 1 0 6 3 . g B 1 0 4 0 , 5 8 1 0 1 7 , 2 8 e 9 3 . 9 9 9 7 0 , 6 9
Tabl.e XiI
Alonl" O.t- ttd Aiplun, P.O. / LAUTECH Joancl of Engineeriag and Technologl' I( I ) 2003: 47-63 T a b l e X I V
SPECItttEN NO.
GEOT,TETRICAL FACfrOR MEAI\I TEI{PERATURF CORE TM{PERATURi
P 5 8 5 . 3 5 9 7 8 - 8 6 1 0 6 0 .4 3
_ c P E C I M E N l \ t o .
G E C M E T R I C A L F A C T O R MEAN TEMPERATURE CORE TEMPERATITRE
t s D L '
' ; . 3 9 9 5 C . A 6 1 0 4 0 . 9 3
S , / N H E I C H T ( m m ) T E M P E F A T U R E A C R O S S T H I C K N E S S D I S T R I B U T I C N
S/N HEICHT {nm}
AEROSS THICKNESS TEMPERATURE DISTRIBUTION i 2 1 4 5 6 ? 8 9 1 0 1 1 t 2 1 3 1tl 1 5 1 6 L 1
. 0 0 -a2 1 . 8 2 2 . 4 2 3 . 8 2 4 . 8 2 5 . A 2 6 - 4 2 7 . O 1 8 . 0 1 9 . 0 1 1 0 . 0 1 1 1 . 0 1 1 2 . O t 1 3 . 0 1 1 4 . 0 1 1 4 . 0 2
8 1 5 . 7 1 4 6 4 . 6 6 9 1 3 . 6 0 962 -s4 1 0 1 1 . 4 9 t o 2 1 . . 2 1 1 0 3 1 . 0 6 1 0 4 0 . 8 5 1 0 5 0 . 4 3 1 0 4 0 . 9 5 1 0 3 1 .0 6 L O 2 r . 2 7 1 0 f 1 . . f 9
9 6 2 . 5 4 9 1 3 . 6 0 8 6 4 . 5 6 8 1 5 : 7 1
. 0 0 . 5 9 1 . 5 9 ' 2 . 5 9 3 . 5 9 . 4 . 5 9 5 . 5 9
b . 5 v f . u l 6 n 1
7 . 0 1 8 . 0 1 9 . 0 1 1 0 . 0 1 t ] . 0 1 1 2 . 0 1
8 0 0 . 7 1
o 9 6 . / E
8 9 5 . 8 0 9 4 4 . 8 4 9 9 2 . 8 9 t o o 2 . 4 9 t 0 1 2 . 1 0 t 4 2 7 . ' 7 7 1 0 4 0 . 9 3 1 0 1 2 . 1 0 t o 0 2 . 4 9 9 9 2 . 8 9 9 4 4 . 8 4 8 9 6 . 8 0 8 4 8 . 7 6 8 0 0 . 7 1
L 2 1 4 5 o 1 I 9 l 0 I I L Z l . J
L 4 I 5 t'7
T a b l e X I I I Table XV
SPECIiIEX NO.
GEOMETRICAL FACTOR !'IEAN TE!{PERATI'RE CORE TEI{PERATURE
P 5 9 6 . 2 5 9 7 2 . O O 1 0 5 3 .0 0
S P E C I M E N N O .
GEOMETRICAL FACTOR MEAN TEMPERATURE CORE TEMPERATURE
P 6 1 9 . 5 8 9 5 1 . 4 3 1 " 0 4 3 . ' 1 r
S/N HEIGHT ('nmI
ACROSS TIIICKNESS
TE!,IPERATURE DTSTRIBUTION
S/N HEIGHT (mn) TEMPERATURE
ACROSS THIEIO{ESS DISTRItsI.;TION 1 2 3 4 5 6 7 I 9 l 0 l 1 L 2 1 3 14 1 5 l 5 L 7 3 4 5 7 I 9 1 0 t 2 1 3 l 4 1 5 l 6 L 7
. 0 0 _ 7 1 1 . 7 1 2 - 7 L 3 . 7 1 4 - 7 L 5 . 7 1 6 . 7 L 5 - O s 7 - 0 5 8 . 0 5
9 . 0 s
1 0 . 0 s
1 1 . 0 5 1 2 .0 5 1 3 . 0 s 1 2 .1 0
8 1 0 . 0 0 8 5 8 . 5 0 9 0 7 . 2 0 9 s 5 . 8 0 1 0 0 4 .4 0 1 0 1 4 . 1 2 1 0 2 3 .8 4 1 0 3 3 . 5 5 1 0 5 3 .0 0 1 0 3 3 - 5 6 1 0 2 3 . 8 { 1 0 1 4 . t 2 r . 0 0 4 .4 0 9 5 5 . 8 0 907 -20 8 5 8 . 6 0 8 1 0 - 0 0
. 0 0 . 4 5 1 . 4 6 2 . 4 6 3 - 4 6 4 . 4 5 5 . 4 6 6 . 4 6 3 . 9 2 4 . 9 2 5 . 9 2
o . > z
7 . 9 2 8 . 9 1 9 . 9 1 L 0 - 9 2 7 . 8 3
8 0 2 - 8 6 8 5 1 . C 3 e 9 9 . 2 0
e 9 5 . 5 4 i _ 1 5 , 1 8 1 0 i 4 . 8 1 r u z c . q i 1 0 4 3 . 7 r I O 2 4 . 4 5 1 0 1 4 . 8 1 1 0 0 5 . r . 8
9 9 5 . 5 4 9 1 7 . 3 ' l 8 9 9 . 2 0
6 5 I . U J
8 0 2 . 8 5
Alanu, O.J. and Aiyedun, P.O. / LAUTECH Journol of Engiueering and Technologr l(I) 2M3: 47-63
T a b i e X V I I I
T a b i e X V I I
I
S P E C I M E N N O . GEOMETRICAL FACTOR MEAN TEMPERATURE CORE TEMPERATURE
P 6 2 1 0 4 6 .4 8 1 o 8 5 . 2 4
S P E C I M E N N O .
GEOMETRICAL FACTOR MEAN TEMPERATURE CORE TEMPERATURE
P 6 4 ? . 3 5 1 0 4 0 . 9 0 1 0 7 9 . 4 5
S / N H E I G H T ( M M ) T E I I P E F E T U R E A C R O S S T H I C K N E S S D I S T R I B U T I O N S / N H E I G H T ( m m )
A C R O . S S T H I C K N E S S
TEMPERATURE D I S T R I B U T I O N
1 l 5 o j 1 4 5 6 o 9 1 0 1 1 T 2 1 J 1 4
l - 5
1 5 I 7 . 0 0
. 6 2 1 A )
2 . 8 2
5 . 6 2 a . 6 2 I . 6 2
6 . 8 2 5 . 9 7 7 . 9 7 I . 9 ' 7 9 . 9 7 1 0 . 9 7 L L . 9 7 L 2 . 9 7 1 3 . 9 7 1 3 . 9 3
9 6 8 . 9 7 9 9 2 . 2 2 1 0 t 5 . 4 8 1 , 0 3 8 . 7 3 1 0 5 1 . 9 9 1 0 5 5 . 5 4 L O " t L . 2 9 1 0 7 5 . 9 4 1 0 8 5 . 2 4 I O 7 5 . 9 4
L V t L . Z >
1 0 6 6 .6 4 1 0 6 r . 9 9 1 0 3 8 . 7 3 1 0 1 5 . 4 8 9 9 2 . 2 2 9 6 8 . 9 7
, b u
t - .6 0 2 . 6 0 3 . 5 0 4 . 5 0 5 . 5 0 5 . 5 0
q 1 n
6 . 1 0 7 . 1 0 8 . 0 9 9 . 0 9 1 0 . 1 0
I I . I U
1 2 . 1 0 1 0 . 1 9
9 6 3 . 7 9 . 9 8 6 . 9 2 1 0 1 0 . 0 6 1 0 3 3 . 1 9 1 0 5 6 . 3 2 1 0 6 0 . 9 4 1 0 5 5 . 5 7 1 0 7 0 .2 0 1 0 ? 9 . 4 5 1 0 7 0 . 2 0 1 0 6 5 . 5 7 1 0 6 0 . 9 4 1 0 5 6 . 3 2 1 0 3 3 . 1 9 1 0 1 0 . 0 6 9 8 5 . 9 2 9 5 3 . 7 9
T a b l e X V I I
T a b l e X I X SPECIMEN NO.
GEOMETRICAT FACTOR MEAN TEMPERATURE CORE TEMPERATT'RE
P 5 5 9 . 2 6 1 0 5 0 . 2 1 1 0 8 9 . t 0
S/N HEIGHT (mM) TEMPERATI.,RE
ACROSS THICKNESS DISTRIBUTION S P E C I M E N N O .
GEOMETRICAL FACTOR MEAN TEMPERATURE CCRE TEMPERATURE
P 6 3 6 . 2 3 t o 4 4 . 5 2 1 0 8 3 . 3 1
s/N HEIGIfT (mm)
ACROSS THITKNESS TEMPERATURE DISTRIBUTION I
)
3 5 b '7 8 9 1 0 l 1 L 2 l l t 4 t 5 L 7 1 3 4 5 6 7 c 9 1 n 1 1 T 2 1 3 t 4 1 5 1 51 ' l
. 0 0
' 1 1 I . 7 L 2 . 7 L 3 . 7 1
q ? 1
6 . 7 1 6 . 0 2 7 . 0 2 8 . 0 2 9 . O 2 1 C . 0 2 1 1 . 0 2 1 2 . 0 2 1 3 . 0 2 1 2 . 0 3
9 6 7 . 2 4 9 9 0 . 4 6 1 0 1 3 . 6 7 1 0 3 6 . 8 8 1 0 6 0 . 1 0 ] - 0 6 4 . ' t 4 1 0 5 9 . 3 8 I O 7 4 . 0 2
f u o J . J l
] - 0 7 4 . 0 2 1 0 6 9 . 3 8 L 0 5 4 . ' 7 4 1 0 6 0 . 1 0 1 0 3 6 . 8 8 1 0 1 3 . 5 7 9 9 0 . 4 6 9 6 7 . 2 4
. 0 0 . 4 8 1 . 4 8 2 . 4 8 3 . 4 8 4 . 4 8 5 . 4 8 6 . 4 8 4 . O 7 5 . 0 7 5 . O 7 ' 7 . O 7 I . 0 7 9 . 0 7 1 0 . 0 7 1 1 . 0 7 8 . r - 4
.4lamu. O.J. and Aiyedun. P.O. / L.'II TECH Journal of Eugiuetring aud Technologj; I ( I ) 200-l: 17-6.1
FlG. I (a) Normal Rolline Proccss
Alama' o'J' and Aiyedun, p.a / LAT.TECH
Joarnal of Engineering ond rechnorolgt I(r) 200j: 47_6j
COMPUTE T . : G + G j t K ) l / z Tcone= (Tv+ Tr/2 T s : T s l K Totsr = Tconr-T. G F = w / H 6
K = l . 1 6
COMPUTE J, T(J), H(J)
K = TINDEFINED
I S J : t 7 ?
WRITE Tcoae, Ts, T.. GF. J. H(J), T(J)
NEW SPECIMIJN?
Fig. 2: Flow Chart for ine Simulation
{
b;
:
:
-{ roso E
o o
3 looo
o o o c
I
; 950
E q
E
900
Alanu, 0.J. and Aitedun{,O. / LAITTECH Journul of Engineering aud Technologl' I ( l) 2003: 17-63
H51 H52 H53 H54 H55 H56 H57 P58 P59 P60 P61 P62 P63
High Carbon Stainless Steel 316
Specimen-Fig.3: GOMPARISON BETWEEN EXPERIMENTAL AND STMULATED RESULTS FOR MEAN AND CORE TEMPER,ATURE ESTIMATION
" t r - ' H 5 0 : G F = 5 . 3 ---€- H52 G.F = 8 27
- l - H 5 1 G F = 6 2 5 ---#-H53 G F = 9 37
0 4 7 1 . 4 7 2 4 7 3 4 7 1 4 7 5 4 7 6 4 7 4 0 2 5 0 2 6 0 2 7 0 2 e A ? 9 4 2 l C C 2 1 1 0 ? i - { i ) 3 oastance Across fhickness of Specrmen. (mm)
F i g . 4 : T E M P E R A T U R E D I S T R I B U T I O N F O R D I F F E R E N T G E O M E T R Y O F H C S S 3 1 6 D U R I N G H O T R O L L I N G A T L O W S T R A T N R A T E S { : 0 . 0 e s ' } , L O W R E D U C T T O N ( - 1 0 % } A N D H | G H R O L L O I A M E T E R ( 2 5 4 m m } .
d.
C
E rso
I I e v, o
3 eoo o
(.,
I
o
$ eso
il
o o E o
-- aoo E
E
c t
X MEAN; EXPERIMENTAL
{-CORE: EXPERIMENTAL
,|lanu, O.J. and.4i1'cdun, P.O. / L,.ll'TECII Journal o.f Engintering und Trchnologl, l(l) 200-l:4t-63
1 0 9 0
"o 1o7o s
E
C
L roso o
@
o a o 1 0 3 0
i
6
o
t ' " ' "
o E a F ^ ^ ^
=
9 7 0
1 4 6 ? 4 6 3 4 6 4 4 6 5 4 6 6 4 6
. 3 9 ' t 4 9 5 9 6 9 7 9 8 9 Distance Across Thickness of Specimen, (mm)
9 9 1 0 9 1 1 0 3 1
o
o
5 ruoo
E 6 o
o o Q o c n
o o
o
b 900
o F
:
E 6 J U
F i g . 5 : T E M P E R A T U R E D I S T R I B U T I O N F O R D I F F E R E N T G E O M E T R Y O F H C S S 3 1 6 O U R I N G HOT ROLLTNG AT HIGH STRATN RATES ,21.24 s'1), LOW REDUCTTON (:10%) AND
HIGH ROLL DIAMETER (254mm).
c 0 1 6 1 4 6 2 4 6 3 4 d 4 4 6 5 { 6 6 4 6 3 9 2 { 9 2 5 9 2 6 9 2 7 9 2 E 9 1 9 9 1 1 0 3 2 7 8 3 O i s t a n c e A c r o s s T h i c k n e s s o f S p e c i m e n . ( m m )
F i g . 6 : T E M P E R A T U R E D I S T R I B U T I O N F O R D I F F E R E N I U E U M E T R Y O F H C S S 3 1 6 D U R I N G H O T R O L L I N G A T L O W S T R A I N R A T E S ( : 0 . 2 6 s ' ' ) , L O W R E D U C T I O N ( ; 1 0 % ) A N D
L O W E R R O L L D i A M E T E R {139.7mm1. . . 4 - 1 1 5 4 G F - 5 3 3
- € - H 5 6 G F = 7 9 1
Alamu, O-J. and Aiyedun, P.O. / LALTTECH Journal ol Engineering and Technologlt I(l) 2003: 47-63
o; rozo
o
.E
q 10fo
o I
o
I roeo o
e
: 10i0o
o e
E I ggo
o
=
o E
970
2.8 3.48 4.46 5.4E 6.46 4.O7 5 07 6.07 7.O7 8 07
Oisiance Acro3r Thickness ot Spectmen, (mmf
Fig. 7I TEMPERATURE OISTRIBUTION FOR DIFFERENT GEOMETRY OF HCSS3l6 DURING HOT ROLLTNG AT HtcH STRATN MTES ( 2 1.84 s-t), LOW REOUCTION ( ;10%) AND
LOWER ROLL DIAIIETER (139.7mm).
1.71 2.71 3.71 4.71 5.71 6.71 6.02 7.O2 E.Oz g.O2 10.02 11 02 12.02 13.02 12.03 Oistance Across Thickness of Speclmen, lmm)
Flg.8: GOMPARTSON BETWEEN TEMPERATURE DTSTR|aUTpN AT LOW (: o.o9 s.') Ar{D HIGH ( > 1.84 5'II STRAIN RATES FOR DIFFERET.IT GEOMETRY OF HCSS31O DURTNG HOT ROLLING
AT ( 310%f REDUCTTON ANO 2s*mtt *Oaa OtAMETER.
9 . 0 7 1 0 . 0 7 1 1 . O 7 8 1 4
= i080
E'*
Io c
o
I eso
lt (tt
()
I soo
oe
f ; a m
oq
E
o F 600
ct
=
o
E r g r
t
iiit-
.-. .-. 4 - - P 6 2 G .-. F = 5 .-. 3 8 - €- P64: G . F . = 7.36
- - t s - P 6 3 : G F : 6 2 3 ' * - P 6 5 : G F : 9 . 2 6
: l F : . .
'.)3.
- \
-- . . . : . : f . : _ _
_ ,
. . . _ . _ . . : . * . r
q . ..\
- iI- Hsr G.F. = 6.25 (Lovv Strain Rate) --G-H55: G F. = 6.22 (High Srain Rate)
---.g.:.:'t':'
- ? . 1 . 7 " ' 6 '
/.-A'
1 '
' ' 6 .. H50: G.F. = 5.30 (Low Strain Ratel -H54: G.F. = 5.3i! (HiSh $rain Rate)
'\.\
\.
t.
A
a '
A
4 '
4'
E
' \
Alamu, O.J. and Aiyedan, P.O. / LAIiTECH Jourual of Engincering and Technologlt I(l) 2003: 47-63
Rf F-ERENCES
A l o n l a . A . A . a n d S a n s o n r e , D . H . ( 1 9 7 3 ) . A Theoretical Analysis of the Sandwich Rolling P r o c e s s I n t . J . M e c h . S c i . , l 5 ( l ) : I - 1 4 .
Aiyedun. P. O. and Sellars, C. N.{. (1998), Effects of Fine Prpcipitate on the Strength of l{igh Carbon SS3 l6 fiot Flat Rolled at Lorv Reductions and Lorv Strain Rates NSE Technical Transactions 33 (4): b7- I (X).
Aiyeclun. P. O. (1984) A Srudy of Loads and 1'orques for Light Reduction in Hot Flat Rolling, Ph. D. Thesis, University of Sheffield.
A i y e d u n . P . O . ( 1 9 8 6 ) . t l o t F l a t R o l l i n g S i m u l a t i o n by Use of the Bland and Ford's Cold Rolling Theory lor llCSS3 16 at Lou' Reduction and Lorv Strain R a t e s . P r o c , l n t . A M S E ( ' o n f . , 3 ( l ) : l 4 - 3 6 .
A l a n r u , O . J . ( 2 0 0 1 ) I n t e g r a t i o n o f t h e R e v e r s e Sandrvich Model into the [Iot Rolling Bland and Ford's Theory lbr Load and Torque Calculations, M. Sc. Pro.;ect Report, University of Ibadan, Ibadan, N r g e l i a .
Alanru. O. J. (2002) Simulation of Temperanrre Gradient in l-lot Flat Rolling at Low StrainRates, Joumal of Science and Technology Research (Accepted).
Alamu. O. J. and Aiyedun. P. O. (2003) A Comparison of Temperature Gradient rn Hot Rolling at l-orv and High Strain Rates J. Scr. Engr.Tech., l0 ( l ) : 4 6 4 4 - 4 6 5 4
Alamu, O. J. and Tai'*'o, A. (2002) Computational Approach to a Study of Deformation in HCSS3l6 during tlot Rolling, The Nigerian Academic Forum (Accepted).
r\lamu, O. J. and Durowoju, M. O. (2003) Evaluation of Zener - Hollomon Parameter Variation with Pass Reduction in Hot Steel Rolling, International Journal ol' Environmenlal Issues (Accepted)
Antonio, A. G. and Renato, R. V. (1996) The Effect ol' Finishing Temperature and Cooling Rate on the Microstructure and Mechanical Propertres of as - hot rolled Dual Phase Steel. Antonio Augusto Gornr home page, (htp: /l wwrv.Geocrties.com)
Arnold, R. R. and Whitton. P. W. (1959), Srress and Deformation Study for Sandwich Rolling Hard Metals. Proc. Instn. Mech. Engrs. Pp 3-13.
Atkin, A. G and Weinstein A. S. (1970, l-he Deformation of sandwich Materials lnt. J. Mech. Sci. ( 1 2 ) l: 6 4 1 - 6 5 7 .
Banaclough, D. R.. Whittaker, H. J., Nair, K. D. and Sellars. C. IU. (1973) Effect of Geometrl on Hot Torsion Testing. J. Testing and Evaluation, l, 220. I-enard, J.G. (1980) Roll Deformation in Cold Strrp Rolling Journal of Engineering Materials and - l e c h n o l o g y ,
1 0 2 (l ) : 3 8 2 - 3 8 3 .
Ojediran, J. O and Alamu, O. J (2002) A snrdy of Core Temperature Characteristics of Hot flat Rolled HCSS 316 International Journal ofResearch in Science and Education 2 (2), (accepted).
Shobowale. B. (1998) The Reverse Sandwich Elfect in HCSS3 16 Hot Flat Rolled at Lorv Strain Rates and Low Reductions, M. Sc. Project Report. Universit;- of Ibadan, Ibadan, Nigeria.
Tapestry, (1999) Microstructural Engineering in llot strip \{ills The Centre for Metallurgical Process
Ingineering, UBC home page