High Performance MED Plants
A. Ophir and A. Gendel IDE Technologies Ltd. Introduction
Although Low Temperature Multi Effect Distillation (LT-MED) is by far the most efficient thermal desalination process currently in use, it lately became apparent that further improvements must be applied in order to meet the growing competition throughout the world by reducing specific capital investment and desalinated water costs.
In general, the technological advances of the LT-MED, which resulted in reliable, durable and economical desalination plants producing high purity product water, are as follows (1):
1. The unique design of a falling film horizontal tube evaporator/condenser with high heat transfer coefficient, utilizing only latent-heat transfer, avoiding sensible heat pick-up, as in the MSF plants.
2. Superior thermodynamic efficiency and very low pressure drops at high volumetric vapor flows, as prevailing in low temperature operation. This enabled the optimization of the process for operation at a maximum brine temperature of 70°C.
3. The low temperature operation has made possible the utilization of economical and durable materials of construction such as aluminum alloy for heat transfer tubes, plastic process piping and epoxy-painted carbon steel shells which show a better resistance when matched with aluminum alloy or titanium.
4. The economy of using aluminum alloy tubes for heat transfer as compared with copper alloy tubes, which are essential for higher temperature plants (used by other distillation manufacturers), enables the increase of the heat transfer area per ton of water produced in the desalination plant for the same investment costs, results in a very low temperature drop per effect (1.5 – 2.5°C), enabling the incorporation of a large number of effects (10 to 16) even with a maximum brine temperature as low as 70 °C, consequently resulting in very high economy ratios (product to steam).The use of such material of construction proved to be successful after 25 years of operation in the Virgin Island plants.
5. Possibility of using low-cost/low-grade heat available through cogeneration schemes to minimize the energy cost component.
6. Minimal requirements for intake and pre-treatment systems.
In order to improve these advances the following steps are being considered:
1. Increasing the heat transfer coefficients further by utilizing corrugated oval tubes as heat transfer surfaces instead of the round tubes used in the MED plants today.
2. Extending the operation range by increasing the top temperature from 700C to about 850C.
A Brief Description of the MED Process
The existing MED plants utilize aluminum alloy-made horizontal tube, falling-film evaporative condensers in a serial arrangement, to produce through repetitive steps of evaporation and condensation, each at a lower temperature and pressure, a multiple quantity of distillate from a given quantity of input steam.
of effects is limited only by the temperature difference between the steam and seawater inlet temperatures (defining the hot and cold ends of the unit) and the minimum temperature differential allowed on each effect.
The incoming seawater is deaerated and preheated in the heat rejection condenser and then divided into two streams. One is returned to the sea as coolant discharge, and the other becomes feed for the distillation process. The feed is pretreated with a scale inhibitor and introduced into the lowest temperature group. The introduction to the lowest temperature group (backward feed flow) rather than to the highest is due to an effort to maintain the thermodynamic efficiency of the plant by reducing the irreversible mixing of the colder seawater feed with the hot effects temperature. Due to the falling film nature of the feed flow over the tubes a pump is required to move the water from the bottom of the effect to the top of the next one. In order to save pumps the effects are divided into groups and each has its own pump as shown on fig.1.
The input steam is fed into the tubes of the hottest effect. There it condenses, giving up its latent heat to the saline water flowing over the outer surface of the tubes, while condensation takes place on the inside of the tube, a nearly equal amount of evaporation occurs on the outside minus the amount required to preheat the feed to the evaporation temperature. The evaporation-condensation process is repeated along the entire series of effects, each of which contributes an amount of additional distillate. The vapor from the last effect is condensed by seawater coolant in the heat rejection condenser.
The low temperature differential affordable by the utilization of a large heat transfer surface made of the inexpensive aluminum alloy, on each evaporator (effect) in the train allows a large number of effects to be utilized while maintaining the maximum brine temperature below 70 C, thus significantly increasing the gain operation ratio (or economy ratio).
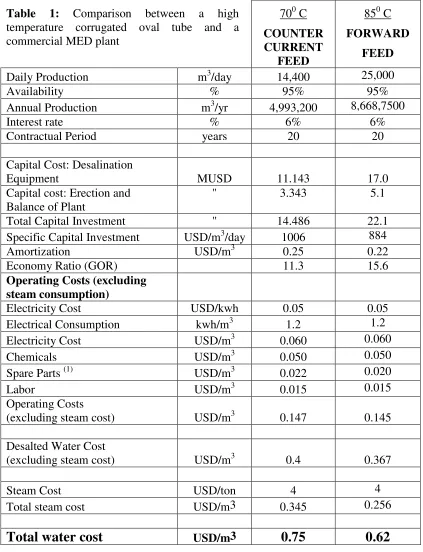
Table 1: Comparison between a high temperature corrugated oval tube and a commercial MED plant
700 C COUNTER CURRENT
FEED
850 C FORWARD
FEED
Daily Production m3/day 14,400 25,000
Availability % 95% 95%
Annual Production m3/yr 4,993,200 8,668,7500
Interest rate % 6% 6%
Contractual Period years 20 20
Capital Cost: Desalination
Equipment MUSD 11.143 17.0
Capital cost: Erection and
Balance of Plant " 3.343 5.1
Total Capital Investment " 14.486 22.1
Specific Capital Investment USD/m3/day 1006 884
Amortization USD/m3 0.25 0.22
Economy Ratio (GOR) 11.3 15.6
Operating Costs (excluding steam consumption)
Electricity Cost USD/kwh 0.05 0.05
Electrical Consumption kwh/m3 1.2 1.2
Electricity Cost USD/m3 0.060 0.060
Chemicals USD/m3 0.050 0.050
Spare Parts (1) USD/m3 0.022 0.020
Labor USD/m3 0.015 0.015
Operating Costs
(excluding steam cost) USD/m3 0.147 0.145
Desalted Water Cost
(excluding steam cost) USD/m3 0.4 0.367
Steam Cost USD/ton 4 4
Total steam cost USD/m3 0.345 0.256
Total water cost
USD/m30.75
0.62
Note: (1): 1% of Capital Cost
The Proposed Scheme
Heat transfer enhancement byusing corrugated oval tubes.
[image:3.595.87.510.71.623.2]cost of such elements per unit area will not exceed 20% higher than that of the regular 24 mm diameter tubes in the foreseeable future. 10 years ago IDE supplied a vapor compression desalination plant to Los Roques in Venezuela which has been in operation ever since. If properly treated, the unit operated at a performance corresponding to the above heat transfer coefficient.
Increasing the top temperature to 850C
Increasing the operation temperature range by increasing the top temperature from 700C to 850C would result in increasing the number of the effects thus increasing the GOR and, consequently, could reduce water cost. Also, at a higher temperature the efficiency of the ejector will similarly increase resulting in a further increase in the GOR. Some examples of market demands which might encourage the operation at higher top temperature is the recent nuclear reactor design trends in China to manufacture plants for generating steam for heating purpose alone at a temperature range between 70ºC to 90ºC. This equipment, while not designed for electricity generation, could be relatively inexpensive and when coupled with desalination plants, its cost could be as low as ¼ of the total investment in project and the fuel cost could be lower by one half than that of the fossil fuel
However, the conventional counter flow feed arrangement as utilized by IDE’s plants is not suitable for operation at high temperature since the higher brine temperature is always associated with high salinity , under which conditions the hazard in deposition of scale on the heat transfer surface is very high. If the mode of operation would change to a forward feed flow the higher brine temperature would be associated with lower salinity which might, by the assistance of partial decarbonization, decrease the probability of scale formation.
A forward feed operation requires preheating of the feed before its introduction to the hot effects. The feed heaters are usually operated in a forced circulation mode in which the coolant water flows inside the tubes and the vapor condenses in the shell side.
Comparison between a high temperature corrugated oval tube and a commercial MED plant
The following table compares the plant’s investment and water costs between a commercial LT-MED supplied to RELIANCE and a high performance plant (HPP) equipped with corrugated oval tubes and falling film type feed heaters and operated at a forward feed mode reaching a top brine temperature of 850 C. Both plants are fed with seawater having identical temperatures, as designed for the RELIANCE plant, and are constructed of 5.8 m diameter evaporator. The commercial LT-MED consists of 11 effects whereas the HPP consists of 15 effects and two feed heaters, each consists of three stages, which form an integral part of the evaporator train (see fig. 2). The commercial LT-MED produces 14400 t/d while having an economy ratio (GOR) of 11.3 the High Performance Plant (HPP) is capable of producing 25000 t/d, which is 74% higher with a GOR of 15.6.
Closing Remarks
This paper described the methods of improvements for the LT-MED technology. These improvements should have a significant impact on the economics of the installation by reducing both capital and operation costs.
As shown above, the proposed improvements would reduce the investment and the desalinated water cost by 8% and by 17.4% respectively while designing the plants for GOR = 11.3 as in the RELIANCE plant and for 15.6 in the proposed plant. It seems that the MED process could offer now attractive low costs which might compete with alternative technologies such as Reverse Osmosis.
Future Development
In order to cope with the problems of higher temperature such as corrosion and scale precipitation, the system approach to be applied is as follows.
A. Prevent scale on heat transfer surfaces, by:-
A1. High wetting rates by group wetting and intermediate pumps A2. Advanced anti scalants.
B. Enable economical use of aluminum alloy tubes and prevent corrosion, by:- B1. Ion traps (for heavy metals)
B2. Pre-deaeration of the seawater in a Titanium tube condenser, thus minimizing oxygen content, 0.05 ppm in the MED effects
References:
1. A. Ophir and F. Lokiec, Advanced MED Process for most economical seawater desalination. Desalination, 182, (2005) 187-198.
2. F. Pepp, J. Weinberg, D. Lee, A. Ophir and C. Holtyn, The Vertical MWD-MED (Multi-Effect Distillation) Process, International Desalination Technologies, Pasadena, CA, USA.
Fig. 3 RELIANCE-5-MED-14400
[image:7.595.85.511.448.686.2]