Rochester Institute of Technology
RIT Scholar Works
Theses
Thesis/Dissertation Collections
1-1993
A study of the effect of water-pick up of UV curable
offset ink on its curing time and its end use
properties
Ike Siti Fatnasari
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please [email protected].
Recommended Citation
A STUDY OF THE EFFECT OF WATER-PICK UP OF
UVCURABLEOFFSET INK ON ITS CURING TIME AND ITS END USE PROPERTIES
by
Ike S. Fatnasari
A thesissubmittedin partialfulfillmentofthe
requirementsforthedegreeofMasterofScience in the School of
Printing
Management andSciences intheCollegeof
Imaging
ArtsandSciencesofthe RochesterInstituteofTechnology
May
1993School of Printing Management and Sciences
Rochester Institute of Technology
Rochester, New York
Certificate of Approval
Master's Thesis
This is to certify that the Master's Thesis of
Ike Siti Fatnasari
With a major in Printing Technology
has been approved by the Thesis Committee as satisfactory
for the thesis requirement for the Master of Science degree
at the convocation of
May, 1993
date
Thesis Committee:
Chester J. Daniels
Thesis Advisor
Joseph L. Noga
Graduate Program Coordinator
Title of thesis A Study of The Effect Of Water pick up of UV Curable
Offset Ink on its Curing Time and its End Use Properties
I, Ike Siti Fatnasari , hereby
grant permission
to the Wallace Memorial
Library of the Rochester Institute of Technology to reproduce my thesis in
whole or in part. Any reproduction will not be for commercial use or profit.
Ike S. Fatnasa ri
IK..e'
s .
:fM""t-IAfA-it-I
Date: May 1993
Signature of Author:
ACKNOWLEDGMENTS
The author would like to express a
deep
gratitude to Perum PercetakanUang
Republik Indonesia for the opportunity thatthey
have provided to study at RochesterInstitute of Technology. Theirtrustand support were extendedthrough the period ofthe
studyandpreparingthisthesis.
This thesis could not have come about without the assistance of the Thesis
Committee in the School of
Printing
management andScience at Rochester Institute ofTechnology.
A very special note of appreciation is extended toMr. Chester J. Daniels for his
enthusiasm for the subject, his extra time and efforts in technical guidance and for his
permission to use the equipment in the Ink and Paper
Laboratory
of the Technical and Education Centerof the Graphic Arts. The author also thanks Mr. Ching-Yih Chen forhis adviceand technical guidance. Gratitudeis also extended toProf. Sam Hoff for his
permissiontouseArgon UVTrix
Curing
unit.Theauthoris also gratefultoProf. Charles A. LayneandProf Cliff Frazier. Their
comments and advice minimized error and add to the completeness ofthis thesis. The
authorisalso thankfultoProf. J. Noga for hisadviceand encouragementthroughout the
durationofthe studyatRochester InstituteofTechnology.
TABLE OF CONTENTS
Page
LISTOFTABLES vi
LIST OFFIGURES viii
Abstract ix
Chapter 1 Introduction 1
Endnotes forChapter 1 5
Chapter 2-Theoretical Basesofthe
Study
6Endnotes for Chapter 2 12
Chapter 3 ReviewofLiterature 14
Endnotesfor Chapter 3 17
Chapter 4- Hypotheses 18
Chapter5
-Methodology
/ DesignStudy
201. Thewaterpickupcharacteristics 20
2. Tack 21
3.
Curing
rate 224. Enduse Properties 23
4.1 Film Hardness 23
4.2 Abrasionresistance 24
TABLEOF CONTENTS
(CONTINUED)
Page
4.3 Adhesion resistance 27
Chapter6- The Results 30
1. Waterpickupcharacteristics 30
2.
Curing
time 353. Resistance Properties 42
3.1 Film Hardness 42
3.2 Abrasionresistance 43
3.3 Adhesionresistance 45
3.4 Resistanceproperties ofdifferentsubstrates 47
4. Other Findings 49
4.1 Tack 49
4.2 Different
Curing
Stages 52Chapter7
-Summary
andConclusions 54Bibliography
57AppendixA Material Data 61
AppendixB EquipmentData 66
Appendix CMeasurementResult 70
LIST OF TABLES
Table Page
1 Waterpickuptests 21
2 Water pickuprate offourcolors processUV inks 31
3 Anovatablewaterpickuprate 35
4
Curing
timeoftheUV inks 375
Curing
timeofUVinkswith neutraldensity
386 Anovaofcuringtime 39
7 Substratesproperties 40
8
Curing
timeforovercoat varnish ondifferentsubstrates 409
Oneway
anovafor differentsubstrates 4110 Film hardnessoffourcolor processUVinks 42
11 Analysis of varianceforscratch resistance/filmhardness 43
12 Abrasionresistance ofUV inks 44
13 Anovaforabrasionresistance 45
14 AdhesionresistanceoffourcolorsUVinks 46
15 Anova foradhesion resistance 46
16 ResistancepropertiesofUVvarnish ondifferentsubstrates 47
17
Oneway
anovaforresistanceproperties 4818 Tackvalue ofthefourcolorprocessUVinks 50
19 Abrasionranksfordifferentcuringstages 53
20
Summary
ofhypothesestesting
55LIST OF TABLES
(Continued)
Table Page
21 Water pickupofUV inkswithFountain Solution 1 71
22 WaterpickupofUV inkswithFountain Solution 2 73
23 WaterpickupofUV inks withDistilled Water 75
24 TackoftheUVinksatlowerspeed 77
25 TackoftheUVinksathigherspeed 79
26
Curing
timedata 8127 Beltspeeddata 82
28
Curing
timecalibrationtable 8329 Scratchresistancedata 84
30 Abrasionresistancedata 85
31 Adhesionresistancedata 86
LIST OF FIGURES
Figure Page
1 Cureratefor differentinkcolor 8
2 UV TransmissionofInkpigments 9
3 Typicalemulsificationcurves 15
4 The Gardco/Hoffman Tester 24
5 Panel holders 25
6 Themovement ofGACAT Comprehensive Abrasion Tester 26
7 The cuttingpatternforadhesiontest 27
8 Classificationof adhesiontestresults 28
9 Water pickupas afunctionoftheink 32
10 Water pickuprate as afunctionoffountainsolutionforeachink 33
11 Theprint withblue laminated film 38
12 TackofUV inks comparedtoconventional ink 51
13 Three different curing stages 52
14 Calibrationcurvefor curing unit speed 82
ABSTRACT
The curingtime and theend usepropertiesare asimportantas printing qualityfor
theprinter. Shortercuringtime equals morejobsandhigher productivityeachweek. The latest available
technology
fordecreasing
curing timeis Ultraviolet curing technology.This
technology
uses ultraviolet radiation as theenergysource toexcitetheactive site ofthe monomerin the ink to start thepolymerization process. The desiredresult is a hard
polymerizedinkfilm. Anotheradvantage ofUltraviolet curing
technology
is that theinkis solventless. The screen printing process has the advantage of
being
a single-fluidprinting process. Ink is the only chemical compound to be considered in this printing process.
Lithography
requires compatibility between inkand fountain solution. Extensiveresearch has been done to betterunderstand the relationship between fountain solution
and
ink,
primarily with conventional ink. The water pickup characteristics ofconventional ink is mainly studied fortheeffect ofwateronthe printing quality. Dueto the nature of Ultraviolet
ink,
the water-ink relation is more complicated. The waterpickup
by
the ink is thoughttohavean effect on the curingprocess. This thesis studiesthe effect of water pickup of ultraviolet inkoncuring time and end use properties. The
water pickup of the ink was varied
by
using three levels of acidity for the fountainsolution. To simulate the actual printing condition, the fountain solutions used were those commonlyused on press. Threeresistance properties
including
filmhardness,
abrasion resistance and adhesion resistance were measured in this study for responses
relating toend use. The effect ofthesubstrate absorptivity on thecuring time was also reviewed.
This study indicates that the higher water pickup of the Ultraviolet ink needed
longercuring time. There is a significant effect ofacidity offountain solution on water
pickupofthe ink.
Curing
time is considerablyaffectedby
the color ofthe inkorby
the transmission properties of the pigment. Cyan acts like a neutraldensity
filter on theprintedfilm. Increased absorptivityofthesubstratehelps shortenthecuringtime.
Water pickup of the UV inks affects its film hardness. High water pickup
decreased film hardness. On the other
hand,
theeffect of water pickup of the ink withregard toabrasion resistance and adhesion resistanceisinsignificant.
Tackas a rheological propertyofthe inkand the curing stages are also reviewed
Chapter 1
Introduction
Quality
of a printed product consists ofits physical quality(meeting
customer'sspecification),price and
delivery
time. Themethod requiredtoachieve a product ofhighquality will vary according to printing process. For the Lithographic process, one important requiredfactor toproduce a good result is the so-called "water-ink balance".
Water or fountain solution in this process is responsible to
keep
the non-image areaclean. Braun * reported thatthe behavior ofLithographic ink is primarily governed
by
the amount of water pickup
by
theink,
the position of the ink/water equilibrium, thenature of the emulsion and the
drop
size distribution. Fountain solution is not purelywater, italso consists of several additives to meet the requirements ofthe process. The chemicals in fountainsolutioninfluencethewater-inkrelationshipoftheprocess.
Drying
timeisalso aqualityattribute. Shorterdrying
timereducesturnaroundtimeand
drying
related problems such as set-off. The Environmental ProtectionAgency
regulationsinusageof volatile solvents make radiationcuringtechniques seem tobethe betterchoice over conventional
drying
mechanisms. Radiation curing techniquesinvolvepolymerization ofmonomers and low molecular weight polymers initiated
by
radiationenergy. This technique eliminates the needfor spray powder. Radiation curing inks are
in their implementation. Radiation curing processes are classified according tothe type
of energy source applied. Three processes currently available are Electron
Beam(EB),
Infrared(IR)
and Ultraviolet(UV). UV curing has the largest volume of the specializedradiation curable ink and varnish market. It offers faster
drying
rate with more simpleequipment thanother radiationcuring techniques. The final ink film properties ofthe
printing issuperiorto thatof conventionalink.
Theink contains a photoinitiatorthatacts as a catalysttoinitiatethereaction. As
withother chemicalprocesses, polymerization will beinfluenced
by
suchfactors such asthe concentration of the reactive sites and the irradiationenergy. The reaction could be
inhibited
by
the presence of other chemicals and the impurities from a variety ofsources.
The purpose of this study was to investigate the effect of the water pickup
characteristic of UV curable offset inks on its curing rate and end use properties.
Considering
thepriceand thecomplexityofUV curingequipment, theinvestigation wasconducted
by
comparing different UV offset inks in laboratory/process simulation. Thereforethe behaviorofUV curable inkonthe press is beyondthescope ofthis study.This study was further limited
by
the fact that most ink formulations are proprietary,therefore the study of formulation was notspecifically addressed butwill probably be inferred on theBasis ofMaterial
Safety
data sheets and whateverthemanufacturermaywas willingtoshare. The informationonthecuringunit wasalsolimitedto that whichis
availableinthemanufacturer's datasheet
The result of the
testing
will be useful for the printer that intends to use UVcuring
technology
sinceimplementing
a newtechnology
requires a thoroughlithographic printers to decide the best
technology
to be used for them. On the otherhand,
the inkindustry
may find theresult ofthis study useful for the improvementof UVcurableink.Definitions :
Radiation is the term to describea passage ofenergy from a
transmitting
source to anabsorbing
body
withoutinteractionwithanyintervening
matter.^UVoffsetinks are solvent-freelithographic inks which
dry by
polymerization of monomers and molecular weightpolymersinitiated
by
theabsorption of ultravioletlight.-* Ultravioletcuring isaconversionof acoatingfrom itsapplication statetoits final stateby
means of a mechanism initiatedby
ultraviolet radiation generatedby
equipmentdesignedforthatpurpose.
Conventional inks are solventbased lithographic inks and
dry by
absorption, oxidationor evaporation. Sometime it isalso calledoleoresinousink.
Water Pick upcharacteristic is thedegreeofthewater picked up
by
theink. Since waterpickup of the ink is measured over cumulative period of time, the water pickup characteristicinthisexperimentis statedintermsofwaterpickuprate.
Tack is a rheological parameter indicative of internal cohesion of the fluid and is
defined as a function of the force required to split athin fluid film of aprinting ink or
vehicle betweentworapidly separatingsurfaces.
Resistance Properties are theinkcharacteristics toresistcertain forms of chemical and
physical attack
during
their life span. In this study three resistance properties will bemeasured.These includethe
following
:- Film Hardness : the
Two end points defined are the force required to slightly mark the film and the force
requiredtoscratchthefilm intothesubstrate.
- Abrasion
resistance: theabilityofafilmtoresist
being
worn away andto maintain itsoriginal appearance andstructurewhen subjectedtorubbing,scrapingor wear. 4
- Adhesion
: the property
denoting
the ability of a material to resist delamination orseparationinto twoor more layers. Delaminationisseparation of onecoat orlayerfrom another coatorlayerorfromthe substrate.-*
Curing
rate is howfasttheinkcouldbe driedby
thecuringprocess. Inthisexperiment,Endnotes forChapter 1
1.
Braun,
E,
"Studieson offsetinks- Effectof pigments ontheformationofemulsions",
AmericanInk
Maker, 1985,
p. 262.
Chatterjee,
P.C. andRamaswamy, R.,
"UltraViolet RadiationDrying
ofinks",
TheBritishInk Maker,
February
1977,
p.763. R. H. Leach
(ed.),
ThePrinting
InkManual,
4thed., Van Nostrand Reinhold(International),
London,
1989,
p. 5164. Paint-Test forFormulatedProductsandApplied
Coatings,
AnnualBookofASTMStandards,
Volume06.01, ASTM,
Philadelphia,
1991Chapter 2
Theoretical Basesofthe
Study
Ultravioletcurableinks ingeneral havethe
following
composition *Pigment 15- 20 %
Prepolymers 35- 25
%
Monomers
(including
oligomers) 10- 25%Photoinitiatorpackage 5- 10%
Additives 1 5%
100%
The low viscosity monomer, usually referred as
diluent,
acts like the solvent inoleoresinousink. Itwets thepigmentanddeterminesthe rheologyoftheUV ink.
Being
amonomer, diluent in UV inks are chosen from
difunctionality
species which will alsochemically reactwith each other andtherest oftheinktoformpolymer. Prepolymeracts
as a hardresin portion oftheinkand contributes toits
hardness,
gloss, adhesion,strengthand
flexibility
of the ink. The radiation sensitive material in the ink is calledphotoinitiator. Itcatalyzes the polymerizationreaction. A small part ofitwill beusedup
in the reaction but the rest will be left unbound in the cured polymer. ^ This residual
Curing
process willinvolvethree stages:(1)
Initiation(2)
Polymerchainpropagation(3)
TerminationInitiation is the firststage ofthe reaction where the free radicals needed in thereaction
are generated. Photoinitiatorsare effective sources ofphotochemicallygeneratedradicals
to start the polymerization. The photoinitiators are broken-down to free radicals
by
exposure to UV radiation in the 200-400 nm waveband. The concentration and the
reactivityofthe photoinitiatorinfluence theaverage molecular weight and the technical properties of the polymer. The most common chemicals used as photoinitiators in UV
inks are the carbonyl function. The Initiation reactions usually follows the
following
form3 :
1. AB
^
AB*Energy
absorptionby
a photoinitiator andexcitation2. AB* AB
Fluorescenceand phosphorescence
3.AB* +AB AB+AB*
Energy
transfer4. AB* A + B
Formationoffreeradicals
The freeradicals react withdouble bonds in UV curable resin toform propagating
chain species. The free radicals begin to open the double bond in the monomer and
oligomer and theparts begintohookontoeach other
forming
a cross-linkingchain. The furtherreactions ofpropagating chain species form polymer chains are similarto those8
and stop to react. Ultimate termination occurs as the rate of polymerizationdecreaseto
zero
by
a decrease in free radicals or molecular mobilityas the viscosity ofthe systemincreases . Certain materialscan interfere inthe propagation
step causing the reaction
terminatebeforeitiscompleted.
The overall reactions are more complicated since some ofthe pigments in theink
compete with thephotoinitiator to absorb UVradiation. The absorbancy propertyof the
pigmentto UV irradiation determines theefficiency ofthe curing process. The pigment
thatabsorbed ahighportion ofUV lightwill retardthecuringrate oftheinks. Otsubo ^
reported thatfor thesame film thickness, magentainkshows thefastest curing rate and
followed
by
yellow,cyan andblack. Theresearchconductedby
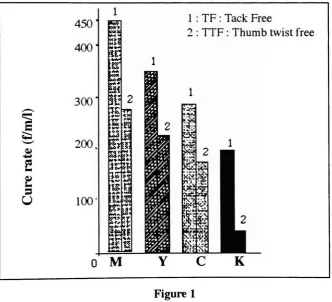
Bassemiret al "alsoledtothesame conclusion as shownin figure 1.
2
sU
450 4001 300200.
100 K7 ?fc-V1 :TF : Tack Free
2 :TTF: Thumbtwistfree
[image:20.546.100.433.313.615.2]m
a: essm
f&! 2 3 xtct suam
m
0M
Figure 1They
definedthecure stateby
twodifferentmethods, as thumbtwistfree(TTF)
and tackfree (TF). Thethumb twistfreemethodinvolved the applicationof5 kgs pressure while
a rotary
twisting
motion is applied to the film with the thumb. Tack free method isdefinedas theabsenceofstickinessorinktransferwhenthefilmis touchedor comeinto
contact withanother surface. Since TTFmethodismore severe thanTFmethod, thecure rate ofTTF is slowerthanTF. Magentaappears tohave the fastestcure rateamong the
four color process. The unit of cure is expressed in f/m/1
(ft/min/lamp)
to provide theinformation forscaling purposes from
laboratory
test toactual press condition at givenspeed.
Further, they
measured the UV transmission of a set of process colorantsdispersed ina non-absorbant oil.Theresultisshownin Figure 2.
4> (J G es
a
c CO Ct
a* 60 50 40 30 20 10 n Magentaf
^/
/
Yellow^'
^ B,ack
"*"~-Cyan
230 260 270 300 330 350
[image:21.546.91.476.290.506.2]Wavelength
(nanometers)
Figure 2
UV TransmissionofInkPigments."
Thecolorantcharacteristicsmaybe explained
by
the differenceofthecurerateby
10
which is the casein Figure 1. Metallic pigments reflect most ofthe UV irradiation and
should reduce the amount ofUV energy absorbed
by
the film to form polymer. 7 Thischaracteristic willinfluencethecuringrateoftheinks. Thechoice of pigments shouldbe
suitable forthephotoinitiator. As anexample, anepoxysystem photoinitiatorhas acidic
active species which should not bemixedwith basicpigments.
They
will neutralizetheactivityofthephotoinitiator.This photoinitiatorwithacidic pigmentswillalsoshortenits
shelf-life and lead to gellation
during
storage. >* Some pigments commonly used inconventional inkare not suitable for UV ink formulation since some resin available for
UV ink has poorpigment-wettingcharacteristics.
In the lithographic process the image and non image areais separated
by
applyingfountain solution onto printing plate. The ink-water balance is crucial in this type of
process. Water-miscible resins whichare morepopularin UV screenprinting ink should
be avoided for UV litho ink. A study
by
Mac Phee and others10indicates that the
fountain solution on press is mostlycarried
by
the ink. Someofthefountain solutionistransferred to the substrate and is absorbed and the rest evaporates from the
inking
system. In both cases the fountain solution deposits impurities in the ink. The water
soluble impurities can reactwith thefree radicals
thereby
preventing particle generationand
inhibiting
polymerization processes. There is always a risk that the photoinitiatorwill leach into the fountain solution with a subsequent reduction in cure efficiency.
Acidity
of the fountain solution will also be very critical regarding the active site ofphotoinitiators. It also defines the amount of the water picked-up
by
the ink.1 * The NPIRI Task force on WaterPick-up
reported that the fountain solutions provide lowerwater pick-up than distilled water. Lower pickup characteristic of the ink performs
better on the press and reducethe effectof waterin
drying
time. Surland l3 concluded11
thepH and
conductivity
ofthedampening
solution, andtoparticularinkanddampening
solutionconstants".The ultraviolet system ofink
drying
utilizes radiantUV-light energyas thedriving
force toconvert afluid ink intoa
dry
abrasion-resistantink inafractionof asecond.Theenergy requiredin the processis generated
by
mercuryvapor quartz lamps. To cure theink completely, UV irradiation must reach the bottom of the film and must generate
sufficientfree radicals throughout thefilm. Therefore forthesamelevel ofenergy used,
the thicknessofthefilmwilldeterminethecuring time. Thepolymerization process can
be retarded or terminated in the presence of oxygen. An incomplete polymerization process will influencethe resistance propertiesof the
dry
film. Therub resistanceofthefilm and theoverall adhesion might alsobe affected. The rub resistance testis used to
Endnotes for Chapter 2
1. R.H. Leach
(ed.),
ThePrinting
InkManual,
4thed., Van Nostrand Reinhold(International), London,
1989,
p.5252.
Ibid,
p. 5263. Dr. R. Holman B.Sc. Ph.D. & Dr. P.
Oldring
Ph. D. BA(ed.),
UV & EBCuring
Formulation for
Printing
Inks Coatings &Paints,
SITA-Technology,London, 1988,
p. 10
4. R.H. Leach
(ed),
ThePrinting
InkManual,
4thed.,Van Nostrand Reinhold(International), London, 1989,
p. 5345.
Otsubo, Y,
et. al., "Rheological MeasurementsofCure RateofUVInks",
JournalofApplied Polymer
Science,
Vol.31,
JohnWiley
&Sons,
Inc.,
1986,
p. 20996.
Bassemir,
R.W andBean, A.J.,
"Parametersof ultravioletprintinginks",
TAGAProceedings,
191A,
p. 1337.
Chatterjee,
PC. andRamaswamy,
R.,
"UltraViolet RadiationDrying
ofInks",
TheBritish Ink Maker,
February
1977,
p. 768. A. A.
Gamble,
"RadiationCurable Offset Inks : ATechnical andMarketing
Overview",
RadiationCuring
of Polymer , RoyalSociety
ofChemistry, London,
1987,
p58.
9.
Bisset, D.,
"A Review ofAcceleratedDrying",
The British InkMaker,
February
1977,
p.69
13
10.
MacPhee, J.,
"Further insightintothelithographicprocess- withspecialemphasis
on wherethewatergoes",TAGA
Proceedings,
1985,
p.29711.
Koniecki,
J.et. al., "Ink/Paper/Fountain SolutionInteractions",
TAGAProceedings,
1983,
p. 25812.NPIRI Task Forceon waterpick-up, "Effectofinkwaterpick-uponprintability ina
highspeed lithographicpress", TAGA
Proceedings, 1990,
p. 22613.
Surland,
Aage,
"Factorsdetermining
theefficiencyoflithographicinks",
TAGAChapter 3
Review ofLiterature
Ink formulation has a great influence on its properties. The combination of
pigments, varnish, solvent and additives are formulated to meet certain properties for
eachprinting process. Solvent in conventional inkacts as viscosityreducerto
help
flow.It physically interactswiththevehicle components. Onthe other
hand,
viscosity reducerin UV ink is adiluent (low viscositymonomer)and "... willultimately forma part ofthe
cured polymer matrix.Thusthechoice ofmaterialused, notonly influences therheology
ofthe ink or varnish, butcan have a profound effect onthe characteristics ofthe cured
product."*
The complexity of the interaction ofdiluent in UV ink formulation makes
the choice of material more difficult. Increased
functionality
of the diluent leads to afaster cure, but this is often at the expense of adhesion and scuff resistance.^ The
resistance of UV-cured coatings to water vapor and chemicals depend on the type of
prepolymer and reactivediluentselected.D
K. Nate and T Kobayashi 4 investigated the adhesive characteristics of
Ultraviolet Radiation Curable resins. The UV curable resin was applied to aluminium
oxide substrate/plate usingscreen printingtechnique.
They
mentionedthat photoinitiatorandUV radiation condition(time and
distance)
would not affect theadhesive strength.They
also mentioned that : "Tensile strengths of the UV resins decreased
by
water15
absorption in all cases". There is a significant effect of the additive on the tensile
adhesive strength oftheresinespeciallydueto thepresenceof
boiling
water.Golovoy
-*reportedthatwaterabsorption
by
thepolymer reducesitsmechanicalproperties.Mostwaterpickupcharacteristics ofthelithographicinks were studiedinrelation to
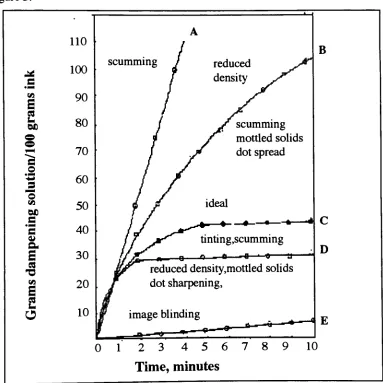
ink rheology andpress perfomance. Surland^ reported that the emulsification curve of
[image:27.546.74.457.204.587.2]the
ink/dampening
solutioncanbe usedtopredictpress perfomance as shownby
Figure 3.
G
V)
2
Oft
O
o Vi Oft c
'3
(A
3
2
O
01 23 456789 10
Time,
minutesFigure3
16
He also mentioned that the addition of isopropil alcohol to the
dampening
solutionimproves emulsification characteristics. In the case of UV curable lithographic
ink,
Tasker pointed outthat twoofthethreeUV inks used weredifficulttorun. Mostofthe
constituents of these UV inks were soluble in isopropanol. These are extracted
by
isopropanol in the fountain solution. This studyalso indicated that inks emulsify water
by
first-orderreaction andhavealimitontheamountof waterthey
can emulsify.Water-ink balance is also a problem with UV ink. Some lithographic processes use propanol
solution in place of propanol substitute and problems have been experienced with UV
Endnotes for Chapter 3
1. Dr. R. Holman
B.Sc.Ph.D,
andDr. P.Oldring
Ph.D.BA(ed.),
UV&EBCuring
Formulationfor
Printing
Inks Coatings &Paints, London,
SITA-Technology,1988,
p. 1622.
Ibid,
p. 1633.
Decker,
C,
"EffectofUV RadiationonPolymers",
Handbook ofPolymer Science andTechnology,
Vol.3,
MarcelDekker,
Inc.,
NewYork,
p.5414.
Lieng-Huang
Lee(ed.),
"Adhesive CharacteristicsofUltraviolet CurableResins",
AdhesionandAdsorption of
Polymers,
Volume12B,
PlenumPress,
NewYork,
1980,
p. 551-5615.
Golovoy,
A. andCheung,M.E,
"Waterabsorption anditseffect on polyacrylate",Journal ofApplied Polymer
Science,
Vol.35,
JohnWiley
&Sons, 1988,
p. 15116.
Surland, Aage,
"Factorsdetermining
theefficiencyoflithographicinks",
TAGAProceedings, 1983,
p. 1917.
Tasker,
W. et.al, "Water pick-uptestfor lithographicinks",
TAGAProceedings, 1983,
p. 176
8. J.B.
Emerson,
"A User's ViewoftheApplicationofRadiation CurableMaterials",
Radiation
Curing
ofPolymers,
TheRoyalSociety
ofChemistry, London,
1987,
p.39Chapter 4
Hypotheses
The waterpick-upcharacteristic ofUV curable inksand its effectoncuring rate
and end use propertiesisthesubject ofthis study.Thequestions answered are :
1. Relatedtowaterpickupandcuringtime
1.1 Do differentcolor ofUV inks differinwaterpickuprate ?
1.2 DoesthewaterpickupoftheUVcurable inkaffectits curingrate?
1.3 Doestheacidityoffountainsolution affectthewaterpickuprate oftheink ?
1.4 Do differentsubstratesinfluence thecuringrate?
2. Relatedto theend use properties
Does thewater pickupaffect film
hardness,
abrasion resistance and adhesionresistanceofthe end product?
Hypotheses
There were sevenhypothesesformulated fromtheseresearch questions :
1. Relatedtowaterpickupandcuringtime
1.1 DifferentcolorofUV inks havesimilarwaterpickuprate
19
1.2 Waterpickedup
by
theink doesnotaffectthecuring rateoftheink1.3 Theacidityof
fountain
solutiondoesnot affectthe waterpick-upcharacteristicoftheink
1.4 The curingrate willbesimilarfordifferentsubstrates.
2. Relatedto theend useproperties:
2.1 Waterpick-upoftheUV curableink doesnot affect film hardness.
2.2 Waterpick-upoftheUVcurableink doesnot affect abrasion resistance.
2.3 WaterpickupoftheUVcurableink doesnot affect adhesion resistance
Ifthenull hypothesesare rejectedatthe95%confidence levelthealternate hypothesis
is then inferred. To test the above hypotheses the regression analysis and analysis of
variance were applied. Theregression analysis was used tofind the relationship between
variables. The oneway analysis of variance andcrossed designanalysis of variance were
Chapter 5
Methodology
The studyto test thehypotheseswas conducted as follows:
1.The waterpick-upcharacteristics.
Water pickup characteristic of several UV inks were determined using the Duke
Ink-Water Emulsification Tester. The testprocedure followedthe method specifiedin ASTM
D4942-89 test method B. One set of measurements in a ten minute period required 50
grams of the ink and 100 ml of fountain solution. The clean
bowl,
mixer and spatulawere weighed before and aftertheaddition of 50 grams ofink. 20 ml Water/Fountain
solution was added to the ink and were mixed for one minute at 90 rpm. After each
mixing period, the free water was returned to the beaker glass containing the unused
water. The ink with the spatula and the mixer were weighed. For the next mixing
interval,
the returned and unused water was mixedbefore itwas addedto the ink. Thesesteps were repeated until the cumulative mixing time total was 10 minutes. The water
picked up
by
the inkafter each mixing periodwas determinedgravimetrically
using thefollowing
equation :21
P=(W-S)xl00/S,
where :
P : waterpickup,%or mlwater/
lOOg
ink.W : weightofthespecimenplus waterpickedupafter eachmixing
interval,
g,andS : weight ofinitialspecimen, g.
Condition of the
instrument,
water and ink sample was kept constant in roomtemperature. Distilled water and twokind ofRosos fountain solution were used in this
experiment. Each measurement was repeated 3 times (ASTM specified two
measurements).The designoftheexperimentisshownin Table 1.
Table 1
Water pickuptests.
Inks Fountain Solution
Distilledwater Rosos RV 1000 Rosos G-C #1
pH =6.6 pH =3.4 pH=7.1
Yellow
(Y)
Y-6.6 Y-3.4 Y-7.1Magenta
(M)
M-6.6 M-3.4 M-7.1Cyan
(C)
C-6.6 C-3.4 C-7.1Black
(K)
K-6.6 K-3.4 K-7.12. Tack
The tack of the ink was measured using the LTFInkometer from
Thwing
AlbertInstrument Company. The Inkometer is connected with an electronic readout. The
measurement procedure followed the ASTM Standard Method D4361-89. The
cooling
waterwassetat90
F.
Thevolumeoftheinkwas 1.32mL(thickness 12.3 urn). 800rpm22
rollers of the Inkometer. The Inkometer and a stopwatch were started simultaneously.
Thefirst readingwastakenat20seconds afterInkometeroperated andtheneveryminute
foratotal period oftenminutes. Themeasurementwas repeated three timesforeachink
at each speed.
3.
Curing
rateThe UV Trixcuring unitforscreen printing was used tocure theink in thisstudy. This
apparatus is Manufactured
by
Argon Industrie Meccaniche Italy. The radiation sourceand the speed of the belt in this curing unit can be varied. In this experiment, the
intensity
ofthe radiation source was keptconstantforall inksand the timerequired forthe curing process was measured
by
varying the speed ofthe belt. The speed displayedby
the machine was calibratedby
passingpaperthrough theunit anddeterminedthe timerequired forthepapertopassthrough thecuring unit. A stopwatchwas used. The safety
feature of the machine will shut down the whole unit if the heat build up exceed a
specified temperature(75-85 C). The heatbuild up isdetermined
by
theintensity
ofthelamp
and speed of the belt. The fullintensity
at the slow speed can shut down themachine. Forthis study, thespeed ofthe machine was maintained above25ft/min. Ifthe
ink was not cured at the slowest speed, it was passed through the curing unit several
times. Since thelengthofcuringunitis
known,
thecuringtimewill be:t=
l/s*60*f,
where: t: curingtimeinsecond
1 : lengthofthecuringunit=2250mm
s : beltspeedinm/minute
23
The degree ofthedrynessoftheink filmwas testedusing arubbingtestor set off
test as standardized in ASTM D3732-82 (Reapproved 1989). One sample was put in
contact with a sheet of paper
immediately
aftercuring.Theothermethod usedwasdry
tothe touch. Thedegreeofsetoff will define thedryness oftheink. All theUV inkswere
printed on coated paper. To find the effect of different substrates on the curing rate, a
clear overcoat varnish was usedtopreparethesample andwas appliedto:
1. Conventional inkprintedonmylar/plastic
2. Conventional inkprinted on coated paper
3. Conventional inkprinted on uncoated paper
For this experiment,the overcoatvarnishwas applied using wire-woundrod #3 and the
inkwas printed usingtheLittle Joe Proof Press. The inkused was metered usinga metal
adjustable clearance applicator. The volume ofthe ink for each clearance stripe was
approximately 0. 1mL. Thevolume oftheinkusedinthis studywas0.1 mL.
4.End Use Properties
Theend use properties testedwerefilm
hardness,
abrasion resistance anddelamination.4.1 FilmHardness
The film hardness was testedusing theGardco/ Hoffman S.A.M. Tester. As specifiedin
ASTM STP
500,
5.1.2.5,
to determine scratch resistance, the low range of the testershouldbe used. The low range includea force from 20 grams to250 grams. The tested
filmwas placed on afirm horizontal surface. Theforceofthe testerwas setto thelowest
24
away from operator)andpushed away. Ifthefilmwas not marked atthelowest
force,
theforce was increased until the film was marked. The force required to slightly mark the
film was defined as the lower end. The force was continuously increased until the ink
film was scratch through to the substrate. This force was defined as the upper end of
scratchresistance. Theseprocedureswere repeatedfor fivedifferentprints.
r
d
e b
c
JL
JA
a :
Locking
nut on reverse sidec : Load Control dial
e : Hoffmancutter
b:Fulcrumselection on reverse side
d:Pull Direction
Figure 4
The Gardco/ Hoffman tester.
4.2Abrasion Resistance
Tosimulate actual resistance to
handling
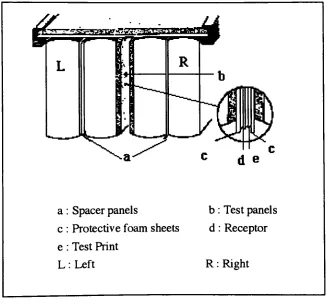
moreaccurately, the abrasion resistance ofthe25
specified in ASTM standard method no. D5181-91. The tested printed sheet and a
receptorpaper were puttogetherface toface.Twopieces offoam sheeting were used as
a
backing
for the specimen and the receptor to provide uniform pressure over the testsurface and prevent the particles from
imbedding
into the sensitive surface of panelholder. This sandwich was clamped in the panel holder of the GA CAT with a known
force and were made toslide over each otherat a known
frequency
and at adeterminedtimeperiod(this arrangementisshownin
Fig
5).a : Spacerpanels
c: Protectivefoamsheets
e:Test Print
L:Left
d
eb: Testpanels
d: Receptor
[image:37.546.104.430.253.561.2]R: Right
Figure 5
26
Forthis measurement, the
following
conditionswereapplied :Sidepressure : 20psi
Top
pressure :40psiSpan : 1.0inch
Frequency
:2.0 Hz.Time : 120sec.
Threetypesofreceptors availableare :
CI ,
Glossy
coated paper suitablefor lowestqualitygraphics(leastabrasive).- A-0
toA-5for intermediateabrasivenessand
A-6,
trimite600 (mostabrasive).- B2-2 to
B3-3,
forevaluatingtheabrasivenessof another printed panel.Thisexperiment usedtheA-0toA-5typereceptors which are imperial
lapping
filmwithaluminium oxide abrasive particles of different sizes
(3,
9,
12,
30 and 40 um, [image:38.546.93.482.359.624.2]respectively).
Figure 6
27
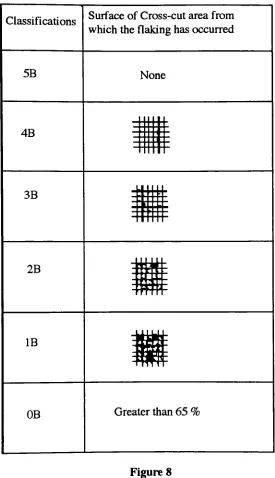
4.3 Adhesion Resistance
The delamination of the film was tested using the peel offtest or Scotch tape test as
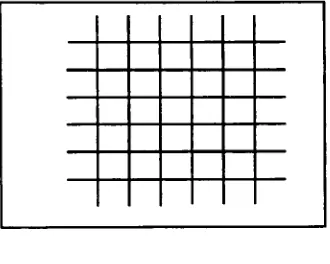
specified in Standard Method ASTM D3359-90 method B. Figure 7 shows the cut
pattern appliedto the ink film. Thecut shouldbethrough theink film intothesubstrate.
There are6cuts 2mm apartasillustratedinFigure 7. Aftercutting,thefilmsurface and
[image:39.546.194.359.236.368.2]cuttingedgewas smoothened
by
a softbrushtoremoveflakes.Figure 7
The cuttingpatternforadhesiontest
A three inches (75 mm)
long
size of tape was placed smoothly andfirmly
over the cutink film. Within 90+/-30 seconds application,the tape was removedrapidly
by
pullingit off at as closeto an angle of 180 as possible. The tape used was 0.75 inch (19 mm)
wide semitransparent pressure-sensitive Scotch tape no. 519 and transparent
pressure-sensitive Scotch tape no. 600 from 3M. ASTM recommend to use tape from the same
28
Classifications SurfaceofCross-cutareafrom
whichthe
flaking
hasoccurred5B None
4B
]""
3B zx:HI
-*
-I:
i
2B Z'.'.Z
IB
Ii
[image:40.546.93.368.85.563.2]OB Greaterthan65 %
Figure 8
ClassificationofAdhesionTest Result.
29
Thefilm surface aftertape testwillbeclassifiedtothe
following
scale :5B Theedges ofthecuts arecompletelysmooth;none ofthesquaresofthe
lattice is detached.
4B Small flakesofthecoatingaredetachedat
intersections,
lessthan5%oftheareaisaffected.
3B Smallflakes ofthecoatingaredetachedalongedges and atintersectionsof
cuts. Thearea affectedis 5to 15%ofthelattice.
2B Thecoatinghas flaked alongtheedges andonpartsofthesquares.
Theareaaffectedis 15to35% ofthelattice.
IB The coating has flaked alongtheedges of cutsin largeribbons and whole
squareshave detached. Theareaaffectedis 35to65%ofthelattice.
Chapter6
The Results
1. Water pick-upcharacteristics.
The ink used for this project was Ultraviolet Ink manufactured
by
Tjemani TokaIndonesia under licensed
by
TokaShikisho,
Japan. The set consisted of four colorprocess
inks,
i.e. yellow, magenta, cyan and black. Two Rosos fountain solutions andcommercial distilled water were used to test the water pickup rate of the inks. The
fountain solution was used tosimulatethe actual condition on the press. Distilledwater
isconsidered a standard solution for many
laboratory
procedures was usedinlaboratory
measurements of water pickup. The acidity offountain solutions were chosen between
acid and neutral asthepH range and thatwhich is normally found inthepress room. The
completedataoftheseinksandfountainsolutions are shownin Appendix A. Theresults
ofthe water pickup rate test is shown on Table 2. Each numberis the average of three
measurements asdisplayed inAppendix C. % Water pickuptends to increase overtime
for all these inks in three fountain solutions.
However,
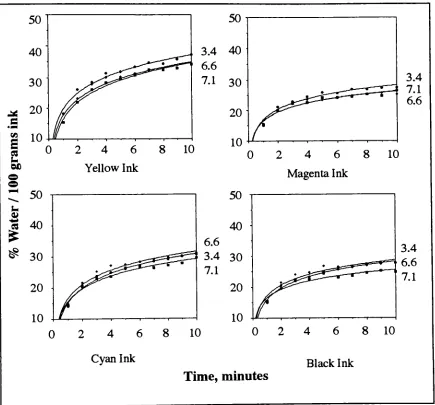
these rates are lower than thewater pickup of conventional offset ink. The data were also plotted against time and
classified according to the pH and to the ink color. The water pickup rate of the inks
usingeachfountainsolution are shownin Figure 9.
31 tfi >
2
Q. o c<S
t-S 3 o2
3 *EL u5
5
Si
a
COCO&
s
3
3
5
co C i-H ON CN CN CN
a
CO CN CO CN?S
m CN CN ecn
a
fc
o
CN
8
o
CN
S
8
$
>
D
i>
u
^
o<N CM CNa
VO CN CN VO CN55
ON CN 8 c cj in88
00CN
88
CN00
. t
3
CNS
CO
CO
ii
D.
01
>n ON CN CN
CN
CN CN
a
S
in CN
^
vO CN CJ IS o cn co 008
co CO COin
3
$
&
O
CN
O-O
<L> in 1t CN 00 CN On CN o CO CN CO CN CO CN CO CO CQ CN
$
.-HON
IB
CO CN CO00
CO in
O
O
in i-H
CN
a
a
VO
CN CN
VO
CN CN
5
S
Onr-ON
in
8
CN
o
3
i-H8
CN vO
8
CN o 3 o CL VOO
2;
CNin
CN
r-CN c^
8
On CN o CO CO 8 a CJ ON CO cn
a
CNX
CNin ON 00
s?
On CO CN in II zc O-ou cs lO r 1 cn CN CN CN in CN in CN VO CN VOCN CN CN
3
o
8
ON COCN3
CO CO CO ON CN vo ON CN a *<
"3
2;
ocn CN
CN
?]
CN?i
S
in CN in CN in CN
S
in(N 00CO CN
CN
m
3
8
<nCO
5
2
o (NCN?]
a
in CN VO CN vo CN CN
S
3
OS
00a
8
CN
CO
8
^
c CJ a CD
>
u I 1
o
cn
a
CNin CN VO CN 00 CN ON CN On CN o CO cL
CO c co
CO
a
mCNCN in On 00
8
On CO CN in II ZC D. OXCS m CNCN
a
inCN inCNVO
CN
vo
CN
J5
o m.I
s
$
s
S
3
9
s
VO
CN
13 >
00
r 1 CM
a
CO COCO
CO CO CO
m
CO CO
s CM CO ^r m VO r 00 On o
H
32
G
3
2
OC2 4 6 8 10 12
Time,
minutespH=3.4
Yy=19.6+17.64Log(x)
RA2=0.977 R=0.988Cy=15.14+15.64Log(x)
RA2=0.985 R=0.992My=16.8+ 11.61
Log(x)
RA2=0.953 R=0.976Ky=15.92+ 12.3
lLog(x)
RA2=0.983 R=0.991
pH=6.6
Yy=17.55 +17.45Log(x)
RA2=0.944 R=0.971 Cy=16.49 +15.07Log(x)
RA2=0.960 R=0.979
Ky= 17.16+ 11.
47Log(x)
RA2=0.916 R=0.957
My=16.4+
9.93Log(x)
RA2=0.933 R=0.966
pH=7.1
Yy=16.27 +18.47Log(x)
RA2=0.986 R=0.992
Cy=15.53 +
13.58Log(x)
RA2=0.964 R=0.981
My=16.32 +10.09Log(x)
RA2=0.948 R=0.974
Ky=16.54 +8.97Log(x)
[image:44.546.59.491.48.527.2]RA2=0.923 R=0.961
Figure 9
Waterpickupwithdifferent fountainsolution as afunctionoftheink.
Theyellow ink appearedto have the highestwaterpickuprate ofthe tested inks ineach
33
solution. The data point fitted the logarithmic equation and yielded high coefficient
correlation
(R)
foreachinkandfountain solution.To more clearly show the effect of pH to each
ink,
the above curves wereclassifiedaccordingto thecolor as shown
by
Figure 10.50
JX 20
c ^
3
10GS U
Oft
^H
50
U
O
GS 40
#
3020
10
50
2 4 6
YellowInk
8 10
0 2 4 6 8 10
Magenta Ink
50
I ' -T"
0 2 4 6 8 10
Cyan Ink
0 2 4 6 8 10
Black Ink
[image:45.546.57.492.157.562.2]Time,
minutesFigure 10
34
Yellow,
magenta and black inks showed the same tendency. The rate is higher at thelower pH. The rates of pH=6.6 and pH=7.1 for yellow and magenta are close to each
other. The solution with the acidityof6.6 was distilled water. Although distilled water
and fountain solution with the acidity of7. 1 are chemically very different and have
different formulationand conductivity, theeffect ofacidity appears to be important for
theseinks. The narrow pH range between these two solution did not have a significant
differenceinthe waterpickup foryellow and magenta inks. Ontheother
hand,
thecyanink behaved differently. The highestwater pickup rate for the inks tested was reached
when the inks were emulsified with distilled water. Distilled water had the lowest
conductivity among all the solutions used in this experiment. Even though lower pH
yielded ahigherwaterpickuprate,theconductivityappears tohave alargereffect onthe
waterpickuprateforcyan ink.
The overall effect of acidity and different inks to the water pickup rate were
tested using ANOVA forcrossed design. The purpose of this significance test was to
draw verbal conclusions about this study
by
using a numerical test. The calculated Fvalue is compared to the F critical value from the table. The rejection of the null
hypothesis implies a difference between the subjects of the test The critical F value
from the table is denoted
by
F(a,v^,V2)
where a representtherisk,
vj
is the degreeoffreedomofthenumerator(the subjectofthe
test)
andi^
isthedegree offreedom ofthedenominator (residual orerror). ANOVA calculationforthis studywas performedusing
Minitab,
the statistical package intheRIT-VAXsystem. Theresult of this calculation is35
Table 3
ANOVA Tableofwaterpickuprate.
Source DF SS MS F P
PH 2 184.710 92.086 56.51 0.000
Time 9 6188.135 687.571 421.92 0.000
Ink 3 2131.396 710.465 435.97 0.000
pH*Time 18 37.217 2.068 1.27 0.209
pH*Ink 6 126.509 21.085 12.94 0.000
Time*
Ink 27 313.821 11.623 7.13 0.000
pH*Time*Ink 54 37.241 0.690 0.42 1.000
Error 240 391.112 1.630
Total 359 9409.603
Thecritical Fvaluefortheinkat 95 %confidence level is
F(0.053,240)
= 2.60. FromTable
3,
the calculated F for ink is higher than 2.6 . Therefore hypothesis 1.1 whichstated thatdifferentinks havesimilar waterpickup is rejectedat95 %confidence level.
Different UV inks performed differentwaterpickupcharacteristics. Since thecalculated
F of pH is also higher than
F(0.05,2,240)
=3.00,
hypothesis 1.3 which stated that theacidity offountain solutiondoes not affectthewaterpick-upcharacteristicofthe
ink,
isalso rejected at95 %confidencelevel. The acidityoffountainsolutionaffectedthewater
pickupcharacteristicoftheUV inks.
2.
Curing
timeThe curing timeofthe inkwere measured through several steps. The Argon
Curing
unit36
curing unit remains unknown
because
of the lack of calibration equipment namely aradiometer.Thetechnical sheet ofthemanual didnot stateanyinformation regardingthe
intensity
ofthelamp,
the unit of absorbed doseand theunit ofthe belt speed. The beltspeed ofthecuring unit was calibratedusinga stopwatch. The lengthofthe curing unit
was statedinthemanual. TherearefourUV
lamps,
twoofthem are300 W/inchand theother are200 W/inch.Two meters measuredtheabsorption
dose,
oneforeach side. Thefull capacity of the lamps will turn both absorption meters to 35 (70 in total). Half
capacityof each side will turn theabsorption meter
halfway
(15-18). In total, therewerefour
lamp
capacitysettings available. The first experiment used full capacity for bothside. In the middle of the experiment, the left
lamp
control burnt down. Allmeasurements were repeated using one setting, i.e. one fourth of the overall capacity.
The printed sheet was positioned in same spot in the curing unit to ensure a similar
curingpattern forall thesamples.
The curing system was used at the slowest speed. If the sample is completely
dry,
the speed is increased forthe next fresh sample until the speed with a slightly wetsample was found. Several samples were passedthrough thecuring unitusingthefastest
dry
speed andthe slightlywet speed. Iftheinkwas still wetusingthe slowestspeed, thesample was passed through the unit several times with the similar speed until it dried.
The procedure was repeated forothersamples of each color. Magenta inkappeared to
dry
withthe fastestspeed. Thereweredifferentrates dueto the differentpHforthesameink. Cyan appeared to be the mostdifficult inkto dry. The curing speed was slower at
low pHforyellow,magentaandblack. Thisresultledto theconclusionthathigherwater
pickup (lower pH) for yellow, magenta and black reduced the curing speed. This
conclusion was also validforcyaninksince the slowestcuringrate forcyan occurred at
37
The difference in time needed to
dry
the ink between cyan and the other colorwas considerable. The
summary
of the result of this experiment is shown in thefollowing
table.Table 4
Curing
timeoftheUV inksatdifferent fountain solution.Inks
Curing
time,secondspH=3.4 pH=6.6 pH=7.1
UV-Yellow 10.21 5.52 5.15
UV-Magenta 4.27 4.04 3.81
UV-Cyan 1 14.77 122.29 106.03
UV-Black 27.81 25.52 24.54
The cyan pigment appeared to act like a neutral
density
filter for the UV radiation.Referredto fig.
2,
there isa possibility thatthe cyan pigment inthis ink had lowerUVradiationtransmittance thantheblackcolorantorthewavelengthoftheUVenergy from
the Argon
Curing
Unit was longer than 300 nm. Therefore thedrying
process of thecyan inkwasinhibited.
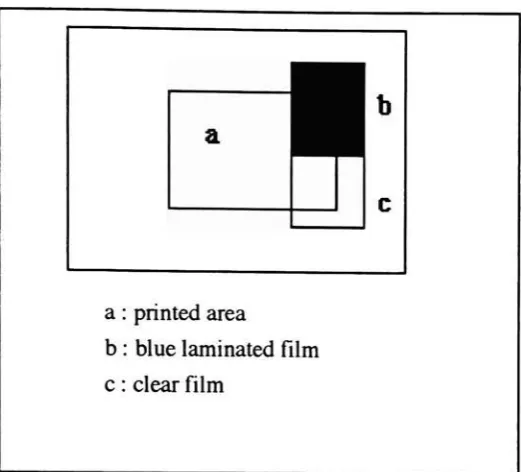
Toprovethe firstassumption, the magenta, yellow andblackprintswere covered
by
theblue laminated film and clearfilm. Theclearfilmprolonged thedrying
process ofthe magenta,yellow andblack inks. The blue laminatedfilm inhibitedthe
drying
processto somelarge extent. Thequantitative effect ofthis neutral
density
itself is differentfor38
Figure 11
[image:50.546.105.366.58.294.2]Theprint withblue laminated film.
Table 5
Curing
timeofUV inkswith neutraldensity.Inks
Curing
time,secondspH=6.6 Clearfilm Blue film
UV-Yellow 5.52 18.20 54.60
UV-Magenta 4.04 18.20 36.40
39
The hypothesis 1.2 stated that water picked up
by
the ink does not change thecuring rate of the inks. This
hypothesis
was tested using crossed design ANOVA inMinitab forthe completedataas shownin Appendix B. The calculated Fin Table 6 is
higherthan
F(0.05,2,48)=3.23.
Therefore hypothesis 1.2 is rejected at95 % confidencelevel. Water pickup ofthe UV inks changed the curing rate of the inks. Table 6 also
shows that the calculated F value for the ink is considerably higher than
F(0.053,48)=2.84which supporttheexperiment conducted
by
Bassemirand others.Table 6
ANOVAofcuringtime.
Source DF SS MS F P
PH 2 261 130 24.94 0.000
Inks 3 121394 40465 7739.82 0.000
pH*Inks 6 510 85 16.27 0.000
Error 48 251 5
Total 59 122416
The effectof the substrates were studied
by
applying conventional ink to threedifferentsubstrates and overcoatingthe ink film
by
theUV varnish. Dueto the UV inks'tack, it was impossible to print the UV ink on the uncoated paper. Three different
substrates were chosen
including
coated paper, uncoated paper and mylar film.Thickness,
porosity, roughness andoil absorptivityofthesesubstrates were measured as40
Table7
Substrates properties.
Substrates Thickness
Porosity
Roughness % K&N Oilper1000th inch mL/min um absorptivity
Domtar 50#offset 3.68 424 6.65 68.00
(Uncoated)
MOffset Austria 80# 7.13 1 1.33 25.96
(Coated)
Mylarplastic 2.75 0 1.90 9.46
The samples generated were cured andtested forresistance properties. The results were
as follows :
Table 8
Curing
timeforovercoat varnish ondifferent substrates.Substrates
Curing
time, secondsUncoated paper 12.17
Coated paper 22.6
41
Table 8 revealsthecuringtimefortheovercoat varnish ondifferentsubstrates.Uncoated
paper is the most absorbent substrate used in this experiment and produced the fastest
curing rate. Someofthevarnish applied totheprinted uncoated paper was absorbed
by
thepaper whichhelpedthecuringprocess.
The mylar plastic used is classified as a non absorbent substrate. It is the most
difficulttocure. Eventhoughthesample passedtherubbing test,thevarnishonthemylar
plastic was still slightly wet to the touch. To find out if this result is significantly
differentone to another, a
Oneway
ANOVA was usedto test the dataand produced thefollowing
table:Table 9
Oneway
ANOVA for differentsubstrates.Source DF SS MS F P
Substrates 2 342.2 171.1 15.13 0.005
Error 6 67.8 11.3
Total 8 410.0
The calculated F value is higher than F(0.05,2,6)=5. 14 which means substrates have
significant effect on the curing time. Hypothesis 1.4 states that the curing rate will be
42
3.
Resistance Properties
3.1 FilmHardness
Film hardness was measured at twodifferent levelsof scratch severity. Table 10 shows
the force required to scratchthe ink film. Foreach color, the required force to slightly
markthefilm is nearlyalike.Therequired forcetoscratchthefilm downto thesubstrate
are different for different pH with eachink. For
yellow, magenta and
black,
the highestscratchresistance propertieswere produced at pH=6.6(Distilledwater).AtpH=6.6these
inks generatedthe lowestwater pick-uprate. Thehighestresistance properties forcyan
was reached at pH=7.1 which had the lowest water pick-up rate for cyan. This
phenomenon led to the conclusion that the lowest water pickup will give the highest
scratch resistance.
Table 10
Filmhardnessoffourcolor processUV inks.
Apparatus: Gardco/HoffmanTester
Position : Lowrange,20
-250grams
Required force to scratch the
film,
in gramsInks pH=3.4 pH=6.6 pH=7.1
lower upper lower upper lower upper
Yellow 35 208 30 246 35 210
Magenta 30 170 36 192 30 190
Cyan 33 182 32 188 34 198
!
43
Hypothesis 2.1 was testedusing the MINITAB program as summarized in table
11.The calculatedFvalue forpH was higherthan F(0.05,2,96)=3.10which means that
hypothesis 2.1 was rejected at 95 % confidence level. Water pickup of the UV inks
affectedthefilm hardnessofthecuredfilm.ThecalculatedF valuefor ink isalso higher
than F(0.05,3,96)=2.7 which shows the significant effect of different ink to the film
hardness.
Table 11
Anova forscratch resistance/filmhardness.
Source DF SS MS F P
PH 2 5075 2538 25.83 0.000
Setting
1 890963 890963 9070.25 0.000Ink 3 14862 4954 50.43 0.000
pH*
Setting
2 3870 1935 19.7 0.000pH*Ink 6 2810 468 4.77 0.000
Setting*Ink 3 10065 3355 34.15 0.000
pH*Set*Ink 6 2861 477 4.85 0.000
Error 96 9430 98
Total 119 939937
3.2.Abrasion Resistance
Abrasionresistance was measured using the GA CAT Comprehensive Abrasion Tester.
44
displayed here were using receptor A-5 to ensure comparability. The result was
compared to the Rank Book from GAVARTI. The higher the number, the poorer the
abrasion resistance ofthesamples. Table 12shows therankoftheabrasion resistancefor
each color and each pH. Therewere no significantdifference amongpHs ofeach color.
Table 13 is the ANOVA summarytableof abrasion resistance to test hypothesis
2.2. The calculated F value for pH was less than F(0.05,2,24)=3.40 . Therefore
hypothesis 2.2 which stated that water pickup of UV inks does not affect abrasion
resistance ofthe curedfilm isaccepted at95%confidencelevel. On theother
hand,
thecalculatedFvalue for inkwashigher than F(0.053,24)=3.01 which indicated that there
wassignificant effectofdifferentinkstoabrasionproperties ofthecuredfilm.
Table 12
Abrasionresistance ofUV inks.
Apparatus: GA CAT Comprehensive Abrasion Tester
Receptor : A-5
PH Abrassionranks
3.4 6.6 7.1
Inks
UV-Yellow 4 5 4
UV Magenta 5 5 6
UV-Cyan 5 5 5
Table 13
AnovaforAbrasionresistance.
3.3. Adhesion Resistance
45
Source DF SS MS F P
PH 2 5.0556 2.5278 3.37 0.051
Inks 3 18.0833 6.0278 8.04 0.001
pH*Inks 6 11.1667 1.8611 2.48 0.052
Error 24 18.0000 0.7500
Total 35 52.3056
Adhesion testforthe samples was done using twodifferent Scotch tapes from 3M. The
pressure sensitive transparent tapecode no. 600 is more whitethan thepressure sensitive
tape code no. 519. Forall colorinks and pHs, these tapes yielded a similarresult. The rank ofthe adhesion properties of the samples wasjudged
by
counting the flakedareaand compared them toFigure 8 (ASTM Standard D3359). Theresultis shown in table
14. The highernumber, thebetteradhesion resistance ofthesamples.
The adhesion resistance was similar for each pH and ink's color. There was
difference among colors at similar pH. The result indicated that water pickup had no significant effect on theadhesion properties ofthe curedfilm. The ANOVA calculation
totesthypothesis2.3 isshownintable 15.
The calculated F value forthe pHwas only0.50 which was
considerably
lower46
UV inks does not affect the adhesion resistance of the cured film is accepted at 95%
confidence level. The calculated F value for the ink was significantly higher than
F(0.05,3,12)=3.49.
The null hypothesis is rejectedindicating
that the different inkssignificantly have differentadhesionproperties ofthecuredfilm.
Table 14
AdhesionresistanceoffourcolorsUV ink.
Adhesion rank of the ink film
Inks pH=3.4 pH=6.6 pFi[=7.1
600 519 600 519 600 519
Yellow OB OB 4B OB 4B OB
Magenta OB OB OB OB OB OB
Cyan 4B 4B 4B 4B 4B 4B
Black 4B 4B 4B 4B 4B 4B
Table 15
Anovaforadhesion resistance.
Source DF SS MS F P
PH 2 1.333 0.667 0.50 0.619
Inks __ 3
72.000 24.000 18.00 0.000
pH*Inks 6 4.000 0.667 0.50 0.797
Error 12 16.000 1.333
47
3.4 Resistancepropertiesofdifferentsubstrates
The
testing
methods to measure resistance properties of these samples were similar tothoseforUV inks'
samples.Table 16 showstheresult ofthesemeasurements.
Table 16
ResistancepropertiesofUVvarnish ondifferentsubstrates.
Resistance properties of the varnish + ink film Substrates Abrasion Adhesion Scratchresistance
lower upper
Uncoated 5 OB 30 166
Coated 7 4B 60 176
Mylar 3 5B 30 65
Different substrates gave different resistance properties. Coated paper had the lowest
resistancetoabrasionbutresisteddelaminationand scratch.Mylarhadgood resistanceto
abrasion and
delamination,
but easily scratched. Uncoated paper poorly resisteddelamination. The flaked formed was between the first layerto the substrate (between
inkand substrate). Forall the samples, therewas no apparent
flaking
between first layer(ink)
and secondlayer(Varnish).Table 17 shows theoneway ANOVA tableforthesemeasurements. ANOVA had
Table 17
Oneway
ANOVA forthe resistanceproperties.48
AnalysisofVarianceonabrasion
Source DF SS MS F P
Substrates 2 24.89 12.44 4.67 0.060
Error 6 16.00 2.67
Total 8 40.89
Analysis ofVarianceonScratchtest
AnalysisofVarianceon adhesion resistance
Source DF SS MS F P
Substrates 2 28302 14151 4.64 0.019
Error 27 82383 3051
Total 29 110684
Source DF SS MS F P
Substrates 2 45.17 22.58 17.30 0.001
Error 9 11.75 1.31
Total 11 56.92
For abrasion resistance, the calculated F value is lower than F(0.05,2,6)=5.14
which means substrateshaveinsignificanteffect on abrasion resistance ofthecuredfilm.
F(0.05,2,27)=5.45 is higher than calculated F value for scratch resistance which also
indicatesthatsubstrates have insignificant effecton scratch resistance. ThecalculatedF
value for adhesion resistance is higher than F(0.05,2,9)=8.02.
Among
these threeresistance properties, only adhesion resistance was significantly affected
by
the49
4. OtherFindings.
4.1 Tack
Inconducting thewaterpickupmeasurements, itwas foundthatthe UV inks were more
difficultto workthan theconventional
ink,
therefore tackmeasurementwas performed.Thetack was measured attwodifferent rotating speeds suchas 800rpm and 1200rpm.
The result is shown in table 18. The tack ofthe inks are significantly higher than the
conventional ink which is usually lessthan 25. Figure 12 shows the tackcurves derived
from table compared to the conventional ink. The conventional ink used was process
black ink RS-01 10-445. Magenta ink hada
flying(
misting) problem atthehigherspeed.Tacksofthe UV inks werehighat the
beginning
oftheprocess, afterthree minutes,thecurves tend to flattenout. The shape ofthe curves might be interpreted to