Densification Behavior of 316L Stainless Steel Parts Fabricated by Selective Laser
Melting by Variation in Laser Energy Density
Joon-Phil Choi
1,2, Gi-Hun Shin
1,3, Mathieu Brochu
2, Yong-Jin Kim
1, Sang-Sun Yang
1, Kyung-Tae Kim
1,
Dong-Yeol Yang
1,4, Chang-Woo Lee
4and Ji-Hun Yu
1,4,*1Powder & Ceramic Division, Korea Institute of Materials Science (KIMS), Changwon 51508, Republic of Korea 2Department of Mining and Materials Engineering, McGill University, Montreal, Quebec H3A 0C5, Canada 3Department of Materials Science and Engineering, University of Ulsan, Ulsan 44610, Republic of Korea
4Metal 3D Printing Convergence Research Team, Korea Institute of Machinery & Materials (KIMM), Daejeon 34103, Republic of Korea
Selective laser melting (SLM) is an attractive manufacturing technique for the production of metal parts with complex geometries and high performance. This manufacturing process is characterized by highly localized laser energy inputs during short interaction times which signifi-cantly affect the densification process. In this present work, experimental investigation of fabricating 316L stainless steel parts by SLM process was conducted to determine the effect of different laser energy densities on the densification behavior and resultant microstructural development. It was found that using a low laser energy density below 50 J/mm3 produced an instable melt pool that resulted in the formation of unmelted
particles, pores, cracks, and balling in the as-built parts with low densification. In contrast, the as-built parts at a high energy density above 200 J/mm3 showed irregular scan tracks with a number of pores and metal balls that decreased part density. The optimal laser energy density
range was accordingly determined to be 58–200 J/mm3 by eliminating obvious SLM defects, which led to near full densification. The SLM
samples fabricated using optimal parameters allowed observation of a microhardness of 280 Hv, ultimate strength of 570 MPa, and yield strength of 530 MPa that were higher than those of the as-cast and wrought 316L stainless steel. [doi:10.2320/matertrans.M2016284]
(Received August 10, 2016; Accepted September 7, 2016; Published October 14, 2016)
Keywords: selective laser melting, SS316L, laser energy density, microstructure, mechanical properties
1. Introduction
Additive manufacturing (AM), well known as rapid proto-typing in the mid-1980 s, is an advanced manufacturing tech-nology to capable of making three-dimensional (3D) struc-ture from a layer by layer materials deposition using digitally controlled machine tools1–4). According to the ASTM stan-dard5), all type of materials can be processed by AM, poly-mers being the most studied to data. Recently, interest in AM processes for metal parts production is significantly increas-ing for applications in diverse industries includincreas-ing aerospace, aviation, automotive, and medical4,6–10). One type of additive manufacturing technologies is selective laser melting (SLM). SLM allows the fabrication of 3D parts through the use of focused laser energy to powder beds directly from user de-fined 3D computer-aided design (CAD) models4,11–13).
Generally, this technology is considered as one of the most promising manufacturing techniques for metallic materials due to its ability to produce complex geometries with unique design and high accuracy that can be used not only for the prototyping step but also for small series productions2–4). During the SLM process, the metallic powders are complete-ly molten by the laser beam, which enables the production of individual parts with high density and excellent mechanical properties14–16). With respect to the material aspects, various investigations in SLM process have been conducted using 316L stainless steel (SS316L) powder because of its superior mechanical properties, including excellent corrosion and oxi-dation resistance, high heat resistance, and good weldabili-ty17–20).
In the SLM process, it is well known that there are more than 100 parameters affecting the quality of final products21).
These parameters include not only size, composition, and flowability of initial powder particles but also laser spot size, scan speed, scan spacing, scan strategy, and layer thickness of the process conditions. In particular, the laser energy density, E (J/mm3) plays a decisive role in the development of the porosity and microstructure during the SLM process. In gen-eral, the laser energy density (E) can be calculated by the fol-lowing equation22):
E= P
vht (1)
where P is the laser power (W), v is the scanning speed (mm/s), h is the hatch spacing (mm), and t is the layer thick-ness (mm). According to the eq. (1), the laser energy density E is simply controlled by the initial SLM process conditions of the laser powder, scanning speed, hatch spacing, and layer thickness. Thus, in this work, a parametric study was carried out to investigate the influence of the laser energy density on the densification and microstructural development of SS316L parts fabricated by the SLM process. The variation of the in-cident energy density was controlled by adjusting the laser scanning speed (v). The hardness and tensile properties of the fabricated samples were also evaluated, and consequently the suitable process window for SLM was properly determined.
2. Experimental Procedure
The powder materials used in this study was commercially available 316L stainless steel powder (CL20ES, Concept La-ser GmbH, Germany). As seen in Fig. 1 (a) and (b), the pow-der particles reveal mostly spherical morphology while some irregular shaped particles, and contains a small number of satellites. Moreover, the particle size distribution is prefera-bly narrow varying between 10 to 45 μm with an average
di-*
ameter of 28 μm (see Fig. 1(c)). The SLM experiments were conducted using a commercial machine (Mlab-Cusing, Con-cept Laser GmbH, Germany) equipped with Yb:YAG fiber laser (λ = 1075 nm) with an effective power of 100 W.
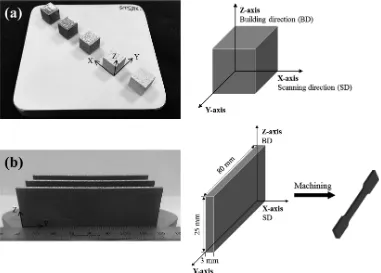
The SLM process is carried out in two ways as presented in Fig. 2. Small SS316L cubes (Fig. 2(a)) with size of 10 mm × 10 mm × 10 mm were at first prepared using different laser energy densities ranging from 10 to 1000 J/mm3 induced by variation of laser scanning speeds up to 3000 mm/s, in order to identify the suitable process parameters compared with the porosity and microstructure of as-built parts. Next, to analyze the mechanical properties, the subsize tensile specimens were prepared following the ASTM E823) procedure from the thin wall structure (Fig. 2(b)). The specimens were fabricated us-ing selective processus-ing parameters that produced the highest density: 2.5 mm in thickness, with a gauge length of 25 mm and a gauge width of 6 mm. All the specimens were prepared along with a Z-increment (vertical) at a constant laser powder of 90 W, a focused laser beam diameter of 110 μm, hatch spacing of 80 μm, and layer thickness of 25 μm. During the
SLM process in the present work, a 316L stainless steel base plate was used as a substrate for the deposits, and the line scanning strategy that laser moved bidirectionally (zigzag) across the surface was applied as schematically illustrated in Ref. 24). The build chamber was filled with an inert Ar atmo-sphere (Ar, 99.999%) to maintain the oxygen content less than 0.4%. Within the study, the term as-built refers to the SS316L parts prepared by the SLM process without any post treatments.
The phase analysis of raw materials and as-built SS316L samples was carried out by x-ray diffraction (XRD, AXS Bruker D5005 diffractometer, Germany) using Cu Kα target (λ = 1.5418 Å) in the angular range (2θ) 20 to 80 at a scan-ning peed of 4/min. In order to evaluate the compositional change during the SLM process, the SS316L samples before and after SLM were chemically analyzed using ICP (Spectro Arcos ICP-AES, Germany), C/S (Eltra CS-800, Germany) and N/O (Eltra ON900, Germany) measurements. The rela-tive density of as-built samples was measured by Archimedes method using distilled water. Microstructural observation Fig. 1 (a) SEM micrographs of the as-received SS316L powders and (b) their cross section, and (c) particle size distribution.
[image:2.595.79.520.70.184.2] [image:2.595.108.489.226.499.2]was performed by means of optical microscope (OM, Nikon Microphot Fax, Japan) and field emission scanning electron microscope (FE-SEM, Tescan MIRA-3, Czech Republic) equipped with an electron backscatter diffraction (EBSD) system. To reveal the microstructure, the as-built samples were subjected to mechanical polishing and chemical etching in diluted aqua regia solution (HCl:HNO3:H2O = 3:1:4) for 40 s, and particularly for EBSD imaging the samples were electro polished using a 5% perchloric acid solution. Tensile tests were performed in a universal testing machine (RB 301 UNITECH-T, R&B Inc., Republic of Korea) at room tem-perature with a head speed of 1 mm/s, and the Vickers hard-ness was measured on the cross sections (XY plane) using a Mitutoyo HM-211 microhardness tester (Mitutoyo Co., Ja-pan) at a loading of 0.5 kg and an indentation time of 20 s. Each mechanical test was performed at least three times un-der the same condition, and the average value was calculated. The tensile fracture surfaces were also estimated by SEM.
3. Results and Discussion
Figure 3 shows the effect of the applied laser energy on the relative density of the as-built samples while maintaining the constant value of laser powder, layer thickness, and hatching spacing of 90 W, 25 μm, and 80 μm, respectively. As shown in Fig. 3, the overall trend of increasing density from 83 to 99% of the theoretical density (% TD) was observed with in-creasing E up to about 58 J/mm3, after which the density was maintained at near full density of > 98.5% TD. This is due to the relatively high E caused by lower scanning speed that pro-motes a stable melt pool by increasing molten materials tem-perature. This may also lower the surface tension and enhance the wetting characteristics of molten materials resulting in smooth scan tracks and dense structure22,25). However, when the E was applied over 200 J/mm3, the density of the as-built samples decreased again. The reason for this phenomenon is that the SLM process at very high energy, E > 200 J/mm3 in this work, may increase the risk of balling and dross forma-tion in the melt pool, thereby lowering the density and surface quality3,26). In this context, there is a critical E value that fol-lows the proportional increase in the part density with
in-creasing laser energy density. Therefore, the proper E range can be determined to be about 58–200 J/mm3, which allows the high density above 98.5% TD to be obtained.
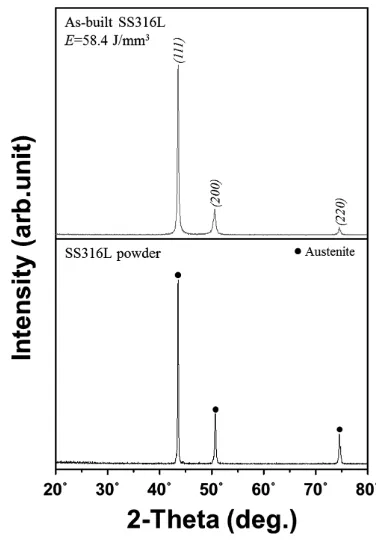
Phase identification of the raw powder as well as SLM pro-cessed sample with the highest density were conducted as shown in Fig. 4, particularly the analysis plane of SLM sam-ple is perpendicular to the building direction (Z-axis), i.e., XY plane in Fig. 2(a). It can be seen that all XRD patterns exhibited peaks corresponding to the fcc austenite phase (γ -Fe, JCPDS-ICDD, PDF No. 33-0397) without any detectable presence of ferrite. In addition, it was found that the diffrac-tion peaks after the SLM process were slightly broader com-pared to that of the raw materials, which suggested the pres-ence of residual stresses and dislocations introduced during the SLM process. It is a general feature in laser-processed materials because it contains rapid heating/cooling stages during the process, which results in an increase in the residu-al stress and dislocation density as previously reported27,28).
In the SLM process, laser energy input often causes an in-crease in raw materials vaporization, spatter generation, and chemical contaminations, which directly affects the composi-tion and quality of the as-built samples3,26). As a consequence, a chemical analysis of SS316L before and after SLM was conducted, as shown in Table 1. It is clear that the overall composition of SS316L did not substantially change during the SLM process. Also, the elements of C and O for the as-built samples were similar in chemical composition to that of the raw materials, which implies that no serious contamina-tion occurred during the process in the Ar atmosphere.
To evaluate the microstructural development during SLM process, the comparable microstructures of the top surface for the as-built cubic samples at different laser energy densities are shown in Fig. 5. These showed in good agreement with
Fig. 3 The variation of relative density of the as-built cubic samples with increasing laser energy density.
[image:3.595.329.517.494.764.2] [image:3.595.49.289.582.761.2]the results of Fig. 3. At a very low energy density (E = 29.2 J/
mm3) induced by a high laser scanning speed of 1600 mm/s, discontinuous laser tracks were clearly visible, and large and highly irregular pores were located at the melt pool boundar-ies, as depicted in Fig. 5(a). In addition, unmelted and loosely bonded particles were observed within an elongated pore (Fig. 5(a), ×500). This can be mainly attributed to the lower penetration of laser energy, which leads to the reduced melt pool size and increases the unmelted powder particles, as there is not enough to ensure sufficient bonding between the scan tracks and/or layers22). The highest part density (99.2% TD in Fig. 3) can be attained as an increase in laser energy density from 29.2 to 58.4 J/mm3. At this point, most of the defects such as imperfect bonding between the scan tracks, large and irregular pores disappeared. Instead, only a few mi-crovoids were detectable in the microstructure as demonstrat-ed in Fig. 5(b). Normally, the small pores occurring in the SLM microstructure were reported as the gas porosity and solidification shrinkage9). On an increasing the E up to 116.9 J/mm3 as indicated in Fig. 5(c), small and spherical pores generally surrounded by dense regions were observed over the sample. Here, the part density was measured to be
about 99% TD achieving near full density, but some defects as microcracks and voids were still remained in the micro-structure. Figure 5(d) shows the microstructure of the SLM sample fabricated at very high E (> 200 J/mm3). As observed in this figure, it was found that numerous pores and cracks were detected again inside the melt pools, and especially sev-eral closed and large pores up to 20 μm were present. This excessive energy input could result in a large molten pool with high liquid phase content affecting the formation of the elongated and more irregular melt pool, which causes the quality of final products to deteriorate by formation of large pores29,30).
Melt flow behavior is another factor that may have the ten-dency to influence the porosity development during SLM pro-cess and further affect the surface quality31,32). Figure 6 eluci-dates the representative top surface morphologies of SLM cubic samples manufactured using different laser energy den-sities of 29.2, 116.9, and 233.8 J/mm3, respectively, which contains the laser scanned tracks indicating the traces of melt flow during the SLM process. As seen in the figures, the SLM samples produced under the three conditions featured long bidirectional scanning tracks and the track width was con-Table 1 Chemical composition of the SS316L raw powder and the as-built sample at a laser energy density of 58.4 J/mm3 (mass%).
Element
Samples Fe Cr Ni Mo Si Mn S P C O
Powder Bal. 18.13 12.98 2.36 0.66 1.69 0.005 0.010 0.02 0.045
SLM, E = 58.4 J/mm3 Bal. 17.52 12.11 2.31 0.62 1.24 0.004 0.012 0.01 0.044
Fig. 5 OM micrographs showing the microstructure of the as-built samples at different laser energy densities of (a) 29.2, (b) 58.4, (c) 116.9 and (d) 233.8 J/ mm3.
[image:4.595.46.545.85.138.2] [image:4.595.69.521.100.323.2] [image:4.595.84.509.382.479.2]firmed to be approximately 85 μm, which is well in agree-ment with the hatch spacing of 80 μm, but the surface mor-phology was different. At very low E level of 29.2 J/mm3, discontinuous and spacing were observed in between the scan tracks, and a few pores were found in the irregular-shaped melt flow traces, as shown in Fig. 6(a). Furthermore, a large amount of unmelted (of partially melted) powder particles and metallic balls were clearly visible throughout the sample. This can be explained by the insufficient melting of the pow-der materials unpow-der the low energy input that generated the instable melt flow which was solidified before adequate met-allurgical bonding with the previous layer, incurring the de-fects formation22).
As the E was settled at 116.9 J/mm3 (Fig. 6(b)), the surface showed generally regular laser scan tracks and an overlapped melt pool region with a relatively smooth surface, but still contained a small amount of pores and spherical balls. Ac-cording to the research from Gu and Shen33,34), high laser in-put during the SLM process increases the molten materials temperature that establishes a stable melt pool with favorable melt flow characteristics including surface tension and wet-ting ability. This process results in sound metallurgical bond-ing and smooth melt tracks. At a laser energy density of 233.8 J/mm3 shown in Fig. 6(c), the laser scan tracks were continuous and overlapped in a well condition but a number of metallic balls were observed on the surface as compared to that of Fig. 6(b). This high energy input causes the longer dwelling time of laser beam on the surface of the molten ma-terials that results in an increase in the temperature of the melt pool that accordingly decreases the dynamic viscosity of the liquid phases in the melt pool. These combination effects lead to the overheating of liquid, and relatively unstable melt pool development. Under this condition, a number of small-sized liquid droplets tend to splash from the melt pool front being solidified, which leads to material spatters and balls forming on the surface33,34). Sometimes there is a contradictory rela-tionship between laser energy input and surface quality as elucidated in Fig. 6(b) and (c). Therefore, finding the optimal process parameters, i.e. laser energy density in this study, is very important in SLM process. Based on the above results, it is reasonable to conclude that the SLM process at a very low (E < 50 J/mm3) and high (E > 200 J/mm3) energy density is unsuitable for part building because it leads to pore genera-tion and balling and dross formagenera-tion that directly affects the quality of the final product.
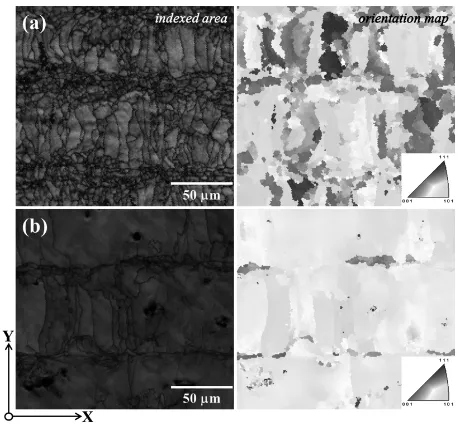
EBSD was further performed to evaluate the microstruc-tural characterization, especially the size and distribution of the grain structure, of the SS316L parts produced by SLM. Figure 7 discloses the representative EBSD orientation map of the indexed area for as-built samples at different E of 58.4 and 116.9 J/mm3, respectively. Both of the samples showed high density above 99% TD and relatively uniform micro-structure, as appeared in Fig. 3 and Fig. 5. However, a signif-icant difference in the grain size between the samples was clearly observed in Fig. 7; the average size was measured to be about 30 μm in the as-built sample for relatively low E (Fig. 7(a)), whereas the as-built sample under high E was composed of coarsened grains above 100 μm (Fig. 7(b)). This may have resulted from the different solidification and cool-ing rate of a melt pool in the SLM process, which are largely
dependent on the thermal gradient in the laser scan direc-tion35–37).
As reported by Li and Gu38), higher laser energy yields a high temperature and long life time of the molten pool, which gives rise to a large amount of liquid formation, and therefore it can be expected to produce smaller thermal gradient and slower cooling rate. As a consequent, this thermal behavior under high E could be detrimental to the refinement of micro-structure and resultant mechanical properties of the final component. Furthermore, at low E, the insufficient melt laser energy input to the powder layers could lead to a small amount of liquid formation and large thermal gradient in-duced by high cooling rate causing defect formation in the as-built parts, which corresponded to the E below 50 J/mm3 in this work, as described above in Fig. 3 and Fig. 5(a). Thus, it is worth noting again that the determination of the proper level of laser energy density is a critical factor for the SLM process in order to acquire the final component with high density, fine microstructure and resultant mechanical proper-ties at the same time. The in-depth aspect of the microstruc-tural evolution and related mechanical properties in the SLM process is currently under investigation for the SS316L and will be reported in a follow-up study.
Figure 8 depicts the correlation between hardness values and applied laser energy density of the as-built cubic samples, in which a clear tendency is observed where the hardness in-creases with part density shown in Fig. 3. The individual points of the hardness value are indicated an average of ten measurements with the standard deviation (except the maxi-mum and minimaxi-mum values). As seen in this figure, there was a general increase in the hardness value with increasing ener-gy density, and a maximum value of 240 Hv could be achieved at 58.4 J/mm3. Additionally, the average hardness value of the dense samples (> 98.5% TD) was measured to be about 235 Hv with a standard deviation of 3%, which corresponded to the typical hardness values from the previous experimental results of Ref. 39). A further increase in E, however, exhibited a considerable decrease in hardness to 187 Hv related to the Fig. 7 EBSD mapping of the as-built SS316L samples under different E of
[image:5.595.312.541.68.280.2]porosity changes in the as-built samples induced by the laser energy input where the standard deviation increased to >
10%. It is worth noting here that changes in the standard de-viation of the hardness mostly arise from the structural homo-geneity, and synchronously have an influence on the mechan-ical properties of the final products40,41). The as-built SS316L samples at both very low and high E were, therefore, believed to compose a relatively less uniform microstructure than that of the samples produced at the proper E condition.
Figure 9 illustrates the stress-stain curves for the as-built SS316L specimen with the highest density corresponding to a laser energy density of 58.4 J/mm3 (refer to Fig. 3). This typ-ically provides the mechanical behavior including elastic
de-formation, yielding followed by plastic deformation with work hardening, and final fracture. The testing results of SS316L samples produced by SLM and conventional meth-ods are summarized in Table 2. The as-built specimen showed higher yield strength (0.2% offset yield strength, σ0.2) and ultimate tensile strength (UTS) compared to those achieved from other manufacturing processes. The as-built samples also satisfied the literature values in the UTS range between 525 and 623 MPa for the cold finished wrought SS316L43). On the other hand, the elongation was lower than that of the as-cast sample, but still attained a relatively high elongation of more than 40% even in the as-built condition. This is main-ly attributed to the good metallurgical bonding between the adjacent layers and melt tracks that is well developed within the selected laser energy density in this work. The high duc-tility can also be explained by the stable austenitic micro-structure of SS316L not undergoing a phase transformation after the melting and subsequent solidification during SLM process42), as described in Fig. 4.
It should be noted here that the considerable increase in yield strength of 530 MPa can be achieved at SLM processed SS316L in the as-built condition whereas the typical yield strength of SS316L processed by conventionally manufactur-ing techniques is less than 300 MPa. This improved property seems to be mainly caused by formation of the fine micro-structure, as has been reported in various works44–46). Gener-ally, grain refinement leads to an increase in both the yield strength and tensile strength. The yield strength of the mate-rials is more related with the grain size in accordance with the Hall-Petch relationship47) where the smaller grain size gives higher material yield strength. It is also well known that the interaction of high density dislocations can improve the yield strength of the material. The SLM process, in this study, in-volves high cooling rate and rapid solidification that possibly produce the fine structures as shown in Fig. 7(a). This may subsequently lead to the generation of large residual stresses and high dislocation densities42), which in turns improves the mechanical properties of the resultant SS316L parts, as dis-cussed above in Fig. 4.
Figure 10 presents the fracture surface of SLM SS316L samples produced at E of 58.4 J/mm3 after tensile tests, as shown in Fig. 9. It can be seen in Fig. 10(a) that the sample shows ductile fracture morphologies without large voids and cracks that are considered critical sites for initiating the mate-rial failure during the tensile test. A higher magnification view of Fig. 10(b) displays dimple structures with uniform size distributed on the fracture surface, which confirms the main fracture mechanism is ductile fracture.
At low energy inputs during the SLM process, unmelted or partially melted particles are occasionally preserved in the boundary of the adjacent melt pools due to the lack of heat Fig. 8 Microhardness value of the as-built SS316L part with different
ener-gy density.
[image:6.595.54.284.258.427.2]Fig. 9 Typical stress-strain curves of the as-built SS316L specimen at a la-ser energy density of 58.4 J/mm3.
Table 2 Comparison the tensile properties for SS316L manufactured by SLM and by conventional processing methods43).
Samples σ0.2 (MPa) UTS (MPa) Elongation (%) References
SLM, E = 58.4 J/mm3 531.8 ± 2.7 573.3 ± 5.8 41.3 ± 1.4 this study
As-cast 262 552 55 43)
Wrought (cold finished) 255 525–623 30 43)
[image:6.595.54.284.480.655.2] [image:6.595.48.553.721.788.2]transfer, resulting in the formation of large and irregular shaped voids, as displayed in Fig. 5(a). On the contrary, when the laser energy density is excessive, the undesirable metal-lurgical pores are generated by entrapment of gases or im-proper closure of a keyhole48), as demonstrated in Fig. 5(d). The presence of these microstructure defects weakens the bonding between the consecutive melt tracks or neighboring layers, which have a significant effect on the mechanical per-formance49). In this study, the SLM defects can therefore be effectively eliminated by applying the optimal laser energy density of 58.4 J/mm3, improving the mechanical properties. Moreover, the selected laser energy density of 58.4 J/mm3 involves a grain refinement effect that enhances the mechani-cal properties of as-built SS316L parts because of the in-creased grain boundaries acting as barriers for dislocation motion50).
4. Conclusions
In this study, 316L stainless steel parts were successfully fabricated by applying a selective laser melting process with different laser energy densities. The relationship between the applied laser energy, densification, and microstructure of SS316L parts processed by SLM was effectively established. The results are summarized as follows:
(1) The densification behavior of SLM processed SS316L parts was effectively controlled by the applied laser energy density (E). Nearly fully dense (above 98.5% of the theoreti-cal density) samples were obtained at E ranging from 58 to 200 J/mm3 by eliminating the formation of macro defects. Furthermore, the as-built part with the maximum density of 99.2% TD was produced at E of 58.4 J/mm3 without any sig-nificant chemical changes.
(2) Several SLM defects such as pores, cracks, and irregu-lar melt tracks were found in the microstructure of as-built SS316L samples at both relatively low and high energy den-sity region, E < 50 and E > 200 J/mm3, respectively. The mi-crostructure of the as-built samples at 58.4 and 116.9 J/mm3 revealed sound metallurgical bonding and smooth melt tracks due to the formation of a sufficient melt pool, but a finer mi-crostructure could be obtained at energy density of 58.4 J/
mm3
(3) In this study, the as-built SS316L parts with a micro-hardness of 240 Hv, UTS of 570 MPa, EL of 40%, and σ0.2 of 530 MPa were achieved using the laser energy density of 58.4 J/mm3. In particular, the yield strength was considerably higher than that of conventionally manufactured samples. Consequently, the SLM process in this work is a reliable pro-cess to fabricate SS316L parts that can result in the inhibition
of the SLM defects as well as development of the grain refine-ment, thereby improving the mechanical properties.
Acknowledgements
This study was supported financially by Fundamental Re-search Program of the Korean Institute of Materials Science (KIMS). This work was also supported by the National Re-search Council of Science & Technology (NST) grant by the Korea government (MSIP), (No. CRC-15-03-KIMM).
REFERENCES
1) S. Upcraft and R. Fletcher: Assembly Autom. 23 (2003) 318–330. 2) G. Levy, R. Schindel and J.P. Kruth: CIRP Ann.-Manuf. Techn. 52
(2003) 589–609.
3) J.P. Kruth, G.N. Levy, F. Klocke and T.H.C. Childs: CIRP Ann.-Manuf. Techn. 56 (2007) 730–759.
4) L. Gibson, D. W. Rosen, B. Stucker: Additive manufacturing technolo-gy: rapid prototyping to direct digital manufacturing, (Springer, New York, 2010).
5) ASTM Standard F2792: Standard terminology for additive manufactur-ing technologies, (ASTM International, West Conshohocken, Pennsyl-vania, 2012).
6) B. Lyons: The Bridge. 42 (2012) 13–19.
7) P. Rochus, J.Y. Plesseria, M. Van Elsen M, J.P. Kruth, R. Carrus and T. Dormal: Acta Astronaut. 61 (2007) 352–359.
8) T. Vilaro, S. Abed, W. Knapp: Direct manufacturing of technical parts using selective laser melting: example of automotive application, (Pro-ceedings of 12th European Forum on Rapid Prototyping, Paris, 2008). 9) L. Hao, S. Dadbakhsh, O. Seaman and M. Felstead: J. Mater. Process.
Technol. 209 (2009) 5793–5801.
10) D.A. Hollander, M. von Walter, T. Wirtz, R. Sellei, B. Schmidt-Rohlf-ing and O. Paar: Biomater. 27 (2006) 955–63.
11) D.D. Gu, W. Meiners, K. Wissenbach and R. Poprawe: Int. Mater. Rev.
57 (2012) 133–164.
12) S. Dadbakhsh and L. Hao: J. Alloy. Compd. 541 (2012) 328–334. 13) B. Ferrar, L. Mullen, E. Jones, R. Stamp and C.J. Sutcliffe: J. Mater.
Process. Technol. 212 (2012) 355–364.
14) R. Morgan, C.J. Sutcliffe and W. O Neill: Rapid Prototyping J. 7 (2001) 159–172.
15) R. Morgan, C.J. Sutcliffe and W. O Neill: J. Mater. Sci. 39 (2004) 1195–1205.
16) I. Yadroitsev, P. Bertrand and I. Smurov: Appl. Surf. Sci. 253 (2007) 8064–8069.
17) J. E. Truman: Materials science and technology, (Vol. 7, Wiley, New York, 2005.)
18) M. Sumita, T. Hanawa and S.H. Teoh: Mater. Sci. Eng. C 24 (2004) 753–760.
19) B. Kocabekir, R. Kacar, S. Gunduz and F. Hayat: J. Mater. Process. Technol. 195 (2008) 327–335.
20) M. Imbaby, K. Jiang and I. Chang: J. Micromech. Microeng. 18 (2008) 115018.
21) I. Yadroitsev: Selective laser melting: direct manufacturing of 3D-ob-jects by selective laser melting of metal powders, (LAP Lambert Aca-demic Publishing, Saarbrucken, 2009).
22) A. Simchi: Mater. Sci. Eng. A 428 (2006) 148–158.
23) ASTM Standard E8: Standard test method for tension testing of metal-lic materials, (ASTM International, West Conshohocken, Pennsylva-nia, 2004).
24) L. Thijs, F. Verhaeghe, T. Craeghs, J. Van Humbeeck and J.P. Kruth: Acta Mater. 58 (2010) 3303–3312.
25) R. Li, Y. Shi, Z. Wang, L. Wang and W. Jiang: Appl. Surf. Sci. 256
(2010) 4350–4356.
26) J.P. Kruth, P. Mercelis, J. Van Vaerenbergh, L. Froyen and M. Rom-bouts: Rapid Prototyping J. 11 (2005) 26–36.
27) H. Luong and M.R. Hill: Mater. Sci. Eng. A 477 (2008) 208–216. 28) K. Guan, Z. Wang, M. Gao, X. Li and X. Zeng: Mater. Des. 50 (2013)
[image:7.595.47.291.69.154.2]581–586. Fig. 10 SEM micrographs of tensile fracture surfaces of the as-built
29) F. Verhaeghe, T. Craeghs, J. Heulens and L. Pandelaers: Acta Mater. 57
(2009) 6006–6012.
30) S. Li, G. Chen, S. Katayama and Y. Zhang: Appl. Surf. Sci. 303 (2014) 481–488.
31) C.L. Qiu, C. Panwisawas, M. Ward, H.C. Basoalto, J.W. Brooks and M.M. Attallah: Acta Mater. 96 (2015) 72–79.
32) C. Panwisawas, C.L. Qui, Y. Sovani, J.W. Brooks, M.M. Attallah and H.C. Basoalto: Scr. Mater. 105 (2015) 14–17.
33) D.D. Gu and Y.F. Shen: J. Alloy. Compd. 432 (2007) 163–166. 34) D.D. Gu and Y.F. Shen: Mater. Des. 30 (2009) 2903–2910.
35) B. Vrancken, L. Thijs, J.P. Kruth and J. Van Humbeeck: J. Alloy. Com-pd. 541 (2012) 177–185.
36) L. Thijs, K. Kempen, J.P. Kruth and J. Van Humbeeck: Acta Mater. 61
(2013) 1809–1819.
37) I. Yadroitsev, P. Krakhmalev, I. Yadroitsava, S. Johansson and I. Smur-ov: J. Mater. Process. Technol. 213 (2013) 606–613.
38) Y. Li and D.D. Gu: Mater. Des. 63 (2014) 856–867.
39) J.A. Cherry, H.M. Davies, S. Mehmood, N.P. Lavery, S.G.R. Brown and J. Sienz: Int. J. Adv. Manuf. Technol. 76 (2015) 869–879. 40) E.O. Olakanmi: J. Mater. Process. Technol. 213 (2013) 1387–1405.
41) B. Bazaz, A. Zarei-Hanzaki and S.M. Fatemi-Varzaneh: Mater. Sci. Eng. A 559 (2013) 595–600.
42) A. Riemer, S. Leuders, M. Thöne, H.A. Richard, T. Tröster and T. Nien-dorf: Eng. Fract. Mech. 120 (2014) 15–25.
43) D. Benjamin, C. W. Kirkpatrick: Properties and selection: stainless steels, tool materials and special purpose metals, (ASM International, Ohio, 1980).
44) L.E. Murr, E. Martinez, J. Hernandez, S. Collins, K.N. Amato, S.M. Gaytan and P.W. Shindo: J. Mater. Res. Technol. 1 (2012) 167–177. 45) T. Niendorf and F. Brenne: Mater. Charact. 85 (2013) 57–63. 46) P. Kanagarajah, F. Brenne, T. Niendorf and H.J. Maier: Mater. Sci. Eng.
A 588 (2013) 188–195.
47) B.P. Kashyap and K. Tangri: Acta Metall. Mater. 43 (1995) 3971–3981. 48) W.E. King, H.D. Barth, V.M. Castillo, G.F. Gallegos, J.W. Gibbs, D.E.
Hahn, C. Kamath and A.M. Rubenchik: J. Mater. Process. Technol. 214
(2014) 2915–2925.
49) H. Gong, K. Rafi, H. Gu, G.D.J. Ram, T. Starr and B. Stucker: Mater. Des. 86 (2010) 545–554.