Research Article
a
April
2018
Special Issue: National Conference on Emerging Trends in Engineering 2018
Conference Held at Sri Venkatesa Perumal College of Engineering & Technology, Puttur, A.P., India
Computer Science and Software Engineering
ISSN: 2277-128X (Volume-8, Issue-4)
Integrating Assembly Lines of Governors by Using Lean
Manufacturing Tools for a Automobile Industry
K Uma Maheshwar Rao B Channveer
Assistant Professor - Assistant Professor
-Department of ME, SMICH Department of ME, SMICH
560054, India. Banglore-560054,India
+91 7795025686 +91 9844105211
[email protected] [email protected]
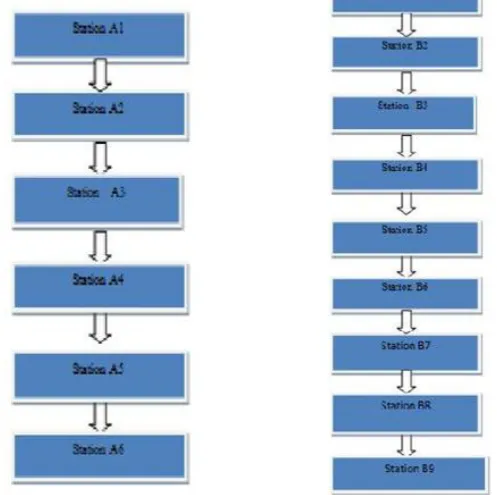
Abstract: The present dissertation work was carried in a xyz automotive industry. In order tointegrate the assembly lines of 'A' and 'B' type governors. These are used for controlling the speed of diesel engines. A type governor housings has been assembled through six different workstations of the assembly line and B type governor housings assembled through 9 different work stations. It was observed that, A and B assembly line cell efficiencies are 70% & 69% respectively. These cell efficiencies are poor compared as per industry standards(95%). Non value adding activity(NVA) times due to unnecessary material movement, operator movement, loading and unloading, non value adding work stations and large set up time of machines are identified using lean tools like value stream mapping(VSM), operator balance sheet(OBC) and single minute exchange of die. These NVA were eliminated by using lean layout concept and redesigned the assembly line. the redesigned A & B assembly line cell efficiencies are improved to 92% and 93% respectively.
Key words: Governors, VSM, OBC, lean line concept.
I. INTRODUCTION
The aim of the paper is to improve the assembly line cell efficiency and effective utilization of man power and space, this can be achieved through identifying the NVA and eliminating in the current assembly line identified NVA like unnecessary movement of man and material and loading and unloading and large set up times. the redesigning of two lines is based on lean line design concept.
Lean line design is a technique for implementing in planning for new assembly lines having both manual and semi automated workstations LLD technique is suitable for designing new line of manual and semi automated work systems. this LLD method is required result in optimized line, the quantitative way of redesign production and transportation according to the organization standard fallowing are the steps to be fallowed in the LLD technique.
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 258-262
II. PROBLEM STATEMENT
Problem observed in assembly lines of A & B type governor housings is poor line cell efficiency and ineffective utilization of man power. It is due to non value-added activities like unnecessary movement of man, material, non value adding work stations, zigzag flow and increased machine set up time and work station not ergonomically designed these things are resulting into large inventory.
2.1 Project objectives
Increase line efficiency
Effective utilization of man power
Reduction of material movement.
III. INITIAL CALCULATIONS BASED ON DEMAND
Customer takt time (CTT) it defines the rate at which parts to be manufactured in order to satisfy the customer demand in available operating time.
Eqn 1. CTT
Overall equipment efficiency is according to manufacturing industry production system they have standard for
manual and semi automated work systems is 85%
Planned cycle time (PCT) planned cycle time is the target cycle time it is product of customer takt time and overall
equipment efficiency which should be less than the customer takt time so that finished goods can be delivered well within the defined time[2].
PCT= CTT× OEE
Eqn 2. PCT
Table 1. CTT & PCT calculations for A&B type governors
A TYPE B TYPE
Planned operating time per 78300 78300
day seconds seconds
800 500
Demand per day units /day units/day
98 156
CTT seconds seconds
OEE 85% 85%
98 132
PCT seconds seconds
IV. ANALYZING PROCESS AND OPERATOR FLOW
Operation description sheet is used for identifying major non value adding activities time in the complete assembly line.
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 258-262
Process flow helps us to know how the assembly process goes through. Spaghetti diagram is used for analyzing the operators flow and through this we can identify the opportunity to identify and eliminate the unnecessary movement of man
V. OPERATOR BALANCE CHART
Operator balance chart explains us whether the man power is effectively utilizing or not.
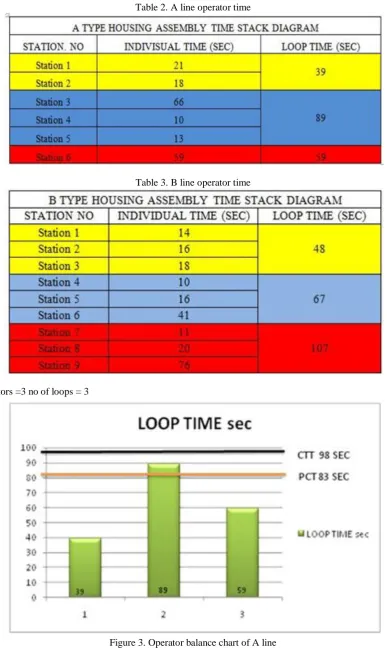
Table 2. A line operator time
Table 3. B line operator time
No of operators =3 no of loops = 3
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 258-262
Figure 4. OBC of B line
From the above figures 3 & 4 it is clear that man power is not effectively utilized in both A & B lines. In A line operator 2 is taking maximum time it is more than target cycle time hence it is critical in A line.
Assembly cell efficiency it indicates the performance of a production cell like operator efficiency line efficiency also important for a industry is calculated using fallowing equation.
Eqn 3. Cell efficiency
Cell efficiency of A & B line is 70.12% and 69% respectively.
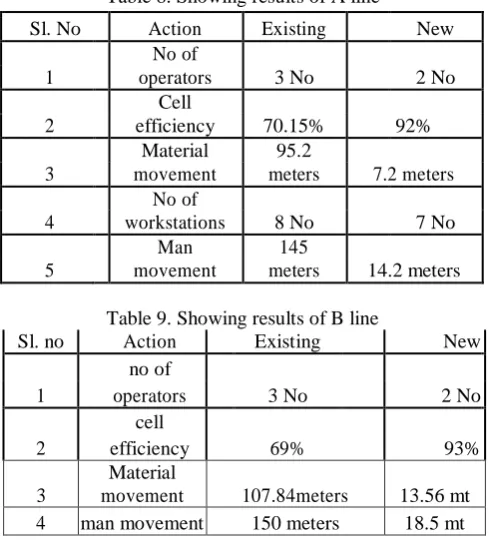
VI. RESULTS AND CONCLUSION
After eliminating the NVA and redesigning the assembly lines of A and B type lines we get new cycle times which is compared with the previous timings.
Table 8. Showing results of A line
Sl. No Action Existing New
No of
1 operators 3 No 2 No
Cell
2 efficiency 70.15% 92%
Material 95.2
3 movement meters 7.2 meters
No of
4 workstations 8 No 7 No
Man 145
5 movement meters 14.2 meters
Table 9. Showing results of B line
Sl. no Action Existing New
no of
1 operators 3 No 2 No
cell
2 efficiency 69% 93%
3
Material
movement 107.84meters 13.56 mt
ISSN(E): 2277-128X, ISBN: 978-93-87396-07-4, pp. 258-262
Above tables 8, 9 shows the results of A & B line in which we have reduced the man and material movement by designing new assembly line and non value adding work stations are eliminated and no of stations are reduced.
REFERENCES
[1] Ms. Surekha. S, Dr. R. V Praveena Gowda, Mr. Manoj Kulkarni" Integrating Assembly Lines based on Lean
Line Design Concept"International Journal of Advanced Research in Computer Engineering & Technology (IJARCET) Volume 2, Issue 6, June 2013
[2] A. S. Anand,ramdas, chandrashekar, prasanna chander" Design And Implementation Of Lean Line Concept In
Pe-Pump Assembly Line" sastech journal volume 12, issue 2, september 2013
[3] Chethan kumar C S, DR. N V R Naidu, "Application Of Vsm To Optimize The Gun drill production Process"
Published in IIIE national journal, vol 3no1 page no 06-08 jan 2012.
[4] Ashwini. K, Dr. S A Vasanth Kumar, Maya Ganesh" Layout Redesigning Using The Approach Of Lean Line
Design In A Manufacturing Industry” The International Journal Of Managementvol 2 Issue 3 ( July, 2013).
[5] V. Ramesh, K. V. Sreenivasa Prasad, T. R. Srinivas," Study On Implementation Of One-Piece Lean Line Design
Using Simulation Techniques: A Practical Approach" Journal of Industrial Engineering International Islamic Azad University, South Tehran Branch, January 2009, Vol. 5, No. 8, 20-36.
[6] Chethan kumar C S "Analysis and Implimentation of Lean Princioles in small & medium scale industry" during