Microstructures and Tensile Properties of ECAE-Processed
and Forged AZ31 Magnesium Alloy
Lawrence Cisar
1;*, Yu Yoshida
1;*, Shigeharu Kamado
1, Yo Kojima
1and Fukashi Watanabe
21
Department of Mechanical Engineering, Nagaoka University of Technology, Nagaoka 940-2188, Japan
2Hitachi Metals MPF, Ltd., Minamiuonuma-gun Muika-machi 949-6772, Japan
In order to achieve same level of high strength and high ductilityas 6061 aluminum forging alloythat is currentlyused for automobile applications, AZ31 magnesium alloyrod with a large diameter of 40 mm was subjected to ECAE-processing, and the microstructures and mechanical properties of the ECAE-processed specimens were investigated. Furthermore, automobile knuckle arm was produced byforging using the ECAE-processed material, and the mechanical properties of the forged product and their strain rate dependencies were investigated under impact tensile load conditions. 4pass-ECAE-processed specimen has fine and uniform microstructure and a texture whose basal planes are mainlyparallel to the extrusion direction with some inclined at angles up to 45to the extrusion direction. Therefore, theyshow high ductility even if the tensile direction is parallel to the extrusion direction. The knuckle arm forged using the ECAE-processed material exhibits high elongation even in the high strain rate region. Furthermore, the tensile strength, fracture elongation and absorption energyof the forged product increase with increasing strain rate and their values are higher than those of T6-treated 6061 aluminum forging alloyspecified byJIS.
(Received October 23, 2002; Accepted January6, 2003)
Keywords: Mg–3 mass%Al–1 mass%Zn–0.4 mass%Mn alloy, equal channel angular extrusion, microstructure, texture, tensile properties, anisotropy
1. Introduction
Magnesium is the lightest material among structural metallic materials and it has attractive potentials like high specific tensile strength, good machinability, high recycl-abilityand so on. Therefore, it is drawing a huge attention as an eco-material.1) Recently, to deal with a environmental problems, mass reduction of automobiles has been intensified in order to improve fuel economyand minimize the emission of harmful gases. Consequently, a great number of researches on magnesium alloyis being carried out to develop suitable alloys such as heat resistant magnesium alloys,2) protium absorbing alloys,3)thixoforming alloys4,5)and so on, with the result that magnesium alloys could be used in several fields. However, magnesium has inferior cold workabilitybecause it has a hcp crystal structure and it has only one active slip plane at room temperature. At present most of the structural magnesium alloyproducts have been fabricated bycasting and die-casting. Wrought products that are fabricated by plastic forming such as rolling, extrusion and forging are almost not available. Therefore applying magnesium alloys to suspension and steering parts that requires high strength and ductilityhas not been achieved. However, remarkable improvements of ductilityof magnesium alloys have been reported in samples that addition of lithium to magnesium6,7) and have improved microstructure through grain refine-ment.8–10) Also, magnesium alloys with controlled texture have been reported to exhibit improved ductility.11–13)
Previous researches14,15) show that in magnesium alloys processed byEqual Channel Angular Extrusion (ECAE)16) using specimens that have a small diameter of about 15 mm, the grains are refined and a texture in which the basal plane is inclined at 45 to the extrusion direction is obtained. As a result, if tensile test is carried out such that the tensile
direction is parallel to the extrusion direction, basal slip occurs easilyand elongation is remarkablyimproved.14,15)
Due to the limited sample size, mechanical properties were evaluated using tensile specimens that were extracted such that the tensile direction was parallel to the extrusion direction and onlythe central part of ECAE-processed samples could be utilized. However, in order to effectively use ECAE-processed materials to make industrial products, larger materials are required.
Therefore, the aim of the present research is to evaluate the mechanical properties of ECAE-processed AZ31 magnesium alloysamples with a large diameter. Extruded samples of AZ31 alloyhaving a diameter of 40 mm, which is about the size required for practical application, were used to inves-tigate the effect of ECAE-process on microstructures and tensile properties. Furthermore, ECAE-processed materials were used to forge a steering part (knuckle arm) in order to evaluate the practicabilityof using ECAE-processed materi-als for industrial products. And using a high strain rate range of the order of1103s 1, the strain rate dependencies of the mechanical properties of the forged samples were also examined.
2. Experimental Procedure
[image:1.595.302.553.755.783.2]The magnesium alloyused in this studyis commercial extruded AZ31 alloybar. The nominal composition of the alloyis shown in Table 1. ECAE specimens were machined from the extruded bar into cylindrical specimens having a diameter of 40 mm and a length of 250 mm. ECAE proces-sing condition was such that the extrusion speed was 20 mm/
Table 1 Nominal composition of AZ31 magnesium alloy(mass%).
AlloyAl Zn Mn Fe Si Mg
AZ31 3.0 1.0 0.4 0.003 0.001 bal
*Graduate Student, Nagaoka Universityof Technology.
min, while the temperature of both the specimen and the die was 523 K. ECAE was carried out 1, 2, and 4 times, respectively. The specimens were rotated 180, 90, and 180 successivelyafter each pass.
Microstructures of the obtained specimens were observed using optical microscope in order to evaluate the changes in grain size and the homogeneityof the microstructures and so on. In addition, X-raydiffraction was used to construct pole figures, which were then used to evaluate the texture. Then the relationship between the microstructures and the tensile properties were investigated.
The tensile specimens were extracted from the top, middle and bottom parts of the extruded and ECAE processed samples, and theyhad a gage length of 10 mm and a gage diameter of 4 mm. The tensile tests were carried out at room temperature under low strain rate at an initial strain rate of 8:3310 3s 1. Also, some of the specimens were extracted in such a waythat the tensile direction is inclined to the extrusion direction at 0, 45, and 90in order to evaluate the anisotropyof the tensile properties.
Forging was carried out using 4-pass ECAE specimens, as-received specimens and extruded 6061 aluminum alloyfor comparison. The specimen temperature was 573 K for the magnesium alloysample and 673 K for the 6061 aluminum alloysample, while the die temperature was 423 K. Further-more, the forged 6061 aluminum alloywas heated at 793 K for 1.8 ks, quenched in water, and then aged at 448 K for 28.8 ks in order to prepare T6 treated specimens. Micro-structures of the forged samples were observed using optical microscope in order to evaluate the changes in the micro-structures that occurred during forging. Furthermore, Ex-truded specimens, 4-pass ECAE specimens, ExEx-truded + forged specimens, 4-pass ECAE + forged specimens and T6 treated 6061 aluminum alloywere subjected to tensile test under high strain rate range at an initial strain rate of
110 1–103s 1 in order to evaluate the strain rate dependencies of the mechanical properties of the specimens. The tensile specimens had a gage length of 6 mm and a gage diameter of 3 mm.
3. Results and Discussion
3.1 Mechanical properties of ECAE samples 3.1.1 Microstructure
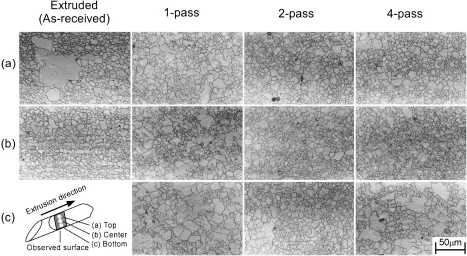
Figure1shows the microstructures of the extruded sample before ECAE processing, and those of ECAE processed samples. In 1-pass ECAE sample, more fine grains are observed at the top than at the bottom part. This is because during ECAE processing, friction between the specimen and the die is higher at the outer channel than at the inner channel and as result, the upper part of the specimen that is in contact with the inner channel experiences more shear force such that a high amount of strain is induced in that part of the specimen.17,18)On the other hand, in 2-pass ECAE sample where the specimen was rotated 180 after the first pass, eventually, strain is evenly induced in the sample and as a result, a homogeneous microstructure is observed throughout the specimens. Although grain growth occurs at the bottom part of 4-pass ECAE specimens, a relativelyhomogeneous microstructure is also obtained.
3.1.2 Texture
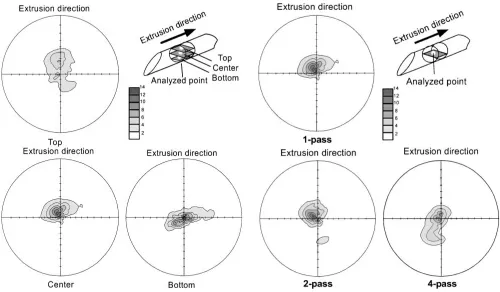
Figure2 shows the (0002) basal plane pole figures obtained for the different parts of 1-pass ECAE sample. At the top part of the sample, the basal plane is inclined at an angle to the extrusion direction. But as the bottom part is approached, a higher densityof the basal planes becomes parallel to the extrusion direction.
Pole figures obtained for the central part of 1, 2, and 4-pass ECAE specimens are shown in Fig.3. In all the specimens, although there is a high densityof basal planes parallel to the
[image:2.595.64.531.512.768.2]extrusion direction, as the number of passes increase there are also grains whose basal planes are inclined at angles up to 45 to the extrusion direction. However, the densityof the basal planes that are inclined at 45to the extrusion direction is not as high as that observed in specimens of small diameters.19) As described above, regions of the specimen close to the outer channel experience low shear force and in specimens with large diameters, the shear force is reduced further. Therefore, the difference in the textures of small diameter specimens and large diameter specimens is expected. 3.1.3 Tensile properties
The stress-strain curves in Fig.4 show the effect of extracted positions of specimens on the tensile properties of the extruded and ECAE processed samples. In all of the specimens, the tensile direction is parallel to the extrusion direction. In 1-pass ECAE sample, the specimen extracted at the top part exhibits a large elongation, however, as we go down to the bottom part, the elongation decreases but the proof stress increases. This is because of the fact that the basal plane is inclined to the extrusion direction in the upper part as shown in Fig.2, such that during tensile test, the basal plane, which is the most active slip plane, experiences high shear force, resulting in more slip and high elongation. On the other hand, due to fine grains and the homogeneous nature of the microstructure of 2-pass ECAE sample, the elongation increases and differences in tensile properties associated with extracted positions of specimens are small. In 4-pass ECAE specimens, the grain growth observed at the bottom part results in smaller elongation, but the top and central parts exhibit similar tensile characteristics. Compared to 2-pass specimens, the 4-pass specimens exhibit larger elongation, because as the number of passes increases, the basal planes
are increasinglyinclined at an angle to the extrusion direction.
Figure5 show the stress-strain curves of specimens extracted in different directions. In one-pass ECAE sample, the basal plane is parallel to the extrusion direction, therefore, if the specimen is extracted at 45to the extrusion direction, its proof stress decreases, but elongation increases. In the case of 0inclination, elongation decreases and but the proof stress increases. If the specimen is extracted perpendicular to the extrusion direction, the proof stress is almost the same as the specimen extracted at 45 inclination, but elongation is lower. In 2 and 4-pass samples, the proof stress of the specimens of 0 inclination decreases but elongation in-creases. This is because as the number of extrusion passes increases, the basal planes become more and more inclined to the extrusion direction as shown in Fig.3. Furthermore, in all samples, the elongation of the specimens extracted perpen-dicular to the extrusion direction does not increase regardless of the low proof stress. This result is due to the effect of the heterogeneous microstructure of the specimens as we move from the inner to the outer channel.
3.2 Mechanical properties of forged samples 3.2.1 Microstructure
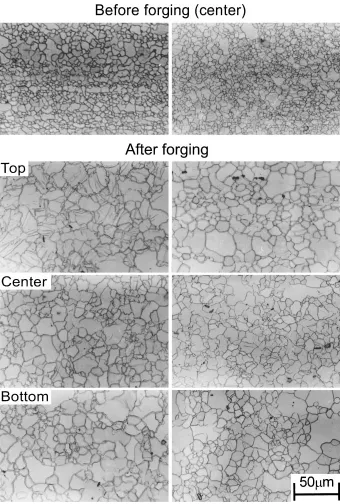
Figure6 shows the external appearance of the forged knuckle arm which is an automotive steering part. Also microstructures of a cross section of the forged specimens are shown in Fig.7. In both forged samples, the central parts have more fine grains than the top and bottom parts because of forging effect. However, compared to the microstructures of the samples before forging grain growth occurs due to high forging temperature. In the extruded + forged sample
Fig. 2 (0002) pole figures of specimens extracted from the top, center, and bottom parts of 1-pass ECAE sample.
[image:3.595.47.547.68.360.2]Fig. 4 Relationship between the extracted positions of specimens and tensile properties.
[image:4.595.129.465.71.401.2] [image:4.595.129.465.432.769.2]twinning occurs at the top part. In the extruded sample, in general, the basal plane is parallel to the extrusion direction and is also parallel to round surface of the sample.13,19,20) Therefore, when the forging direction is perpendicular to the extrusion direction, there are some grains with the basal plane parallel to the forging direction. In such case basal slip is difficult and tension twinning easilyoccurs. Generally, 4-pass ECAE + forged sample has a smaller grain size than the extruded + forged sample.
3.2.2 Tensile properties
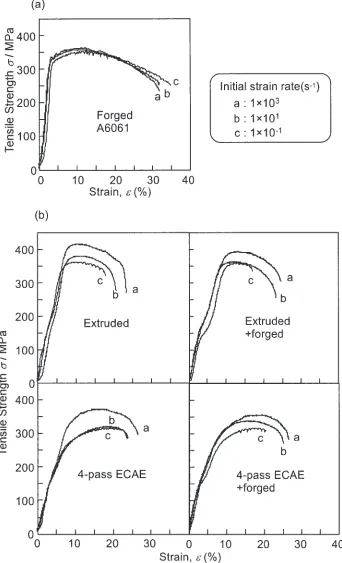
The stress-strain curves that are obtained from the high initial strain rate tensile test are shown in Fig.8. The strain rate does not affect the tensile properties of the forged
Fig. 6 External appearance of forged knucle arm.
[image:5.595.57.282.73.212.2] [image:5.595.48.388.265.769.2]specimens of 6061 aluminum alloy. On the other hand, in specimens of AZ31 alloy, as the strain rate increases, the tensile strength and elongation increase.
The relationship between strain rate and mechanical properties of the forged specimens investigated in the high strain rate region is clearlyshown in Fig.9. The 4-pass ECAE specimen and the specimen forged using ECAE processed sample exhibit lower tensile strength but higher
elongation, particularlyhigher uniform elongation and absorbed energythan the extruded sample and the specimen forged using the extruded sample. Although all of the investigated samples of AZ31 alloydo not exhibit higher tensile properties than the forged sample of 6061 alloy, their tensile properties are much higher than the standard values for the 6061 alloyspecified byJIS.
[image:6.595.127.469.74.637.2]4. Conclusions
(1) In ECAE-processed specimens with large diameter, when the number of passes is small, a heterogeneous microstructure is observed, and the basal planes are parallel to the extrusion direction. However as the number of passes increases, the microstructure becomes homogeneous and there is a high densityof basal planes that are inclined at an angle to the extrusion direction. Also, the anisotropyof the mechanical properties of the specimens decreases as the number of passes increases. (2) In the case of samples forged to knucle arm, the tensile properties of T6 treated 6061 aluminum alloydo not depend on strain rate. On the other hand as the strain rate increases, the elongation and absorbed energyof forged samples of 4-pass ECAE-processed AZ31 alloy increases.
(3) Although the tensile properties of the forged samples of AZ31 magnesium alloyare lower than those of 6061 aluminum alloy, they are higher than the standard value specified byJIS and if forging temperature is lowered, forged AZ31 alloywill have higher tensile strength.
Thus, it is possible to applyforged AZ31 magnesium alloyto automobile steering parts.
Acknowledgements
This studyis supported byNew Energyand Industrial TechnologyDevelopment Organization (NEDO) and Grant-in-Aid for Scientific Research on PriorityArea (B), ‘‘Plat-form Science and Technologyfor Advanced Magnesium Alloys’’ from Ministry of Education, Culture, Sports, Science and Technologyof Japan.
REFERENCES
1) Y. Kojima: Mater. Trans.42(2001) 1154–1159.
2) I. A. Anyanwu, S. Kamado and Y. Kojima: Mater. Trans.42(2001) 1212–1218.
3) H. Okumura, T. Tabata, A. Matsui, S. Kamado and Y. Kojima: Mater. Trans.42(2001) 1305–1311.
4) R. S. Rudi, S. Kamado, N. Ikeya, T. Araki and Y. Kojima: Mater. Sci. Forum.350–351(2000) 79–84.
5) S. Kamado, N. Ikeya, R. S. Rudi, T. Araki and Y. Kojima: Mater. Sci. Forum.350–351(2000) 205–214.
[image:7.595.98.494.71.482.2]6) Y. Yoshida, H. Yamada, S. Kamado and Y. Kojima:Proc. Fourth Pacific Rim Int. Conf. on Advanced Materials and Processing (PRICM4), ed. byS. Hanada, Z. Zhong, S. W. Nam and R. N. Wright, (The Japan Institute of Metals, 2001) pp. 1191–1194.
7) Y. Yoshida, L. Cisar, S. Kamado and Y. Kojima: Mater. Trans.43
(2002) 2419–2423.
8) A. Yamashita, Z. Horita and T. G. Langdon: Mater. Sci. Eng.A300
(2001) 142–147.
9) A. Bussiba, A. B. Antzy, A. Shtechman, S. Ifergan and M. Kupiec: Mater. Sci. Eng.A302(2001) 56–62.
10) J. C. Tan and M. J. Tan: Mater. Sci. Eng.A339(2003) 124–132. 11) T. Mukai, M. Yamanoi, H. Watanabe and K. Higashi: Scr. Mater.45
(2001) 89–94.
12) W. J. Kim, C. W. An, Y. S. Kim and S. I. Hong: Scr. Mater.47(2002) 39–44.
13) M. Mabuchi, Y. Chino, H. Iwasaki, T. Aizawa and K. Higashi: Mater.
Trans.42(2001) 1182–1188.
14) Y. Yoshida, H. Yamada, S. Kamado and Y. Kojima: J. JILM51(2001) 556–562.
15) Y. Yoshida, H. Yamada, S. Kamado and Y. Kojima:Proc. Fourth Pacific Rim Int. Conf. on Advanced Materials and Processing (PRICM4), ed. byS. Hanada, Z. Zhong, S. W. Nam and R. N. Wright, (The Japan Institute of Metals, 2001) pp. 1195–1198.
16) M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Mater. Sci. Eng.A257(1998) 328–332.
17) V. M. Segal: Mater. Sci. Eng.A271(1999) 322–333.
18) J. R. Bowen, A. Gholinia, S. M. Roberts and P. B. Prangnell: Mater. Sci. Eng.A287(2000) 87–99.
19) Y. Yoshida, L. Cisar, S. Kamado and Y. Kojima: J. JILM52(2002) 559–565.