Effect of Process Parameters of Backward Extrusion by Servo Press on Purification
of A7075 Alloy under the Semisolid Condition
Thet Thet Cho
*, Sumio Sugiyama and Jun Yanagimoto
Institute of Industrial Science, The University of Tokyo, Tokyo 153–8505, Japan
The aggregation of tramp elements in repeated recycling processes is a growing problem and an effective technology for the separation of tramp elements from aluminium alloy scrap is necessary to produce new alloy products from old scrap. In this study, backward extrusion was conducted under the semisolid condition using a servo press (Komatsu- H1F110) to investigate the industrial-scale purification of A7075 wrought aluminium alloy. and, process parameters such as the semisolid temperature, backward extrusion ratio and initial extrusion speed were investigated. From optical microscopic images and the results of scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS), it was confirmed that the aluminium was significantly purified and distributed homogeneously in the unextruded part for suitable com-binations of the specific extrusion temperature, extrusion ratio and initial extrusion speed. [doi:10.2320/matertrans.M2016010]
(Received January 12, 2016; Accepted May 2, 2016; Published July 15, 2016)
Keywords: A7075 wrought aluminium alloy, tramp element, semisolid condition, backward extrusion
1. Introduction
Aluminium and its alloys can be recycled repeatedly, al-though there is a slight difference in quality between the pri-mary aluminium produced from bauxite ore and the second-ary aluminium produced from recycled aluminium alloy scrap. The production of primary aluminium from bauxite ore is a two-step process consisting of refining of the bauxite ore to obtain alumina (Al2O3) and smelting of the alumina
(Al2O3) to produce pure aluminium, and it is an
energy-inten-sive process. The production of secondary aluminium from recycled aluminium alloy scrap is significantly less energy- intensive, and the recycling process has both economic and environmental benefits, thus, secondary aluminium can be considered as a sustainable material for practical applica-tions.1) However, the aggregation of tramp elements in the
case of repeated recycling is an increasing problem. In partic-ular, wrought aluminium alloy scrap cannot be used directly to produce new wrought aluminium alloy from old alloy scrap without reducing the concentration of tramp elements such as iron, silicon, magnesium, zinc, copper, manganese and chromium.2)
Many researchers have already proposed physical separa-tion processes applicable before melting and chemical sepa-ration processes during melting to purify metal alloy scrap. Hashiguchi and Sueyoshi have reported a compound- separa-tion method that uses shirasu, a volcanic rock found in the south of Kyushu, Japan, as a natural resource to separate magnesium from molten aluminium scrap.3) Sumomogi et al.
have reported an ultra - high -vacuum melting refining pro-cess based on the difference in vapour pressure between alu-minium and its impurity elements.4)
In this study, the purification of aluminium alloy was fo-cused on the metallurgical separation process based on frac-tional crystallisation (semisolid processing). Unlike the zone-refining process, which was developed by Pfann in 1952, and the rheorefining process based on pressure filtering using steel and alumina sieves,5,6) a backward extrusion
pro-cess was applied to separate the liquid phase containing tramp elements and the solid phase containing purified aluminium for the purification of aluminium alloy scrap under a semisol-id condition. The results of prototype-scale experiments in previous paper have shown that the backward extrusion pro-cess is a very simple and rapid means of separating such a liquid phase and solid phase.7) The purity of aluminium was
increased in the unextruded part and the tramp elements accu-mulated on the grain boundaries of the extruded part owing the deformation process applied during purification. More-over, repeated backward extrusion under the semisolid condi-tion enhanced the purity of the aluminium.8) However, the
effect of specific process parameters on the purification of A7075 wrought aluminium alloy at an industrial scale has not yet been clarified. Thus, the aim of this study is to evaluate the effect of process parameters including the backward trusion semisolid temperature, extrusion ratio and initial ex-trusion speed. In previous works, the experiments were con-ducted at the laboratory scale using a manual press.
In this study, backward extrusion was conducted at an in-dustrial scale using a hybrid AC servo press (Komatsu- H1F110) for the purification of A7075 wrought aluminium alloy. The purified parts were analysed by optical microscopy, scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) to determine the effect of process param-eters on the purity and distribution of aluminium.
2. Experimental Conditions
In this study, A7075 wrought aluminium alloy was selected as the experimental material, similarly to in previous work, which is one of the highest strengths alloys and is generally used for aerospace and structural engineering. The chemical composition of the A7075 wrought aluminium alloy before purification is shown in Table 1 and the experimental condi-tions are shown in Table 2. The range of the semisolid tem-perature of A7075 alloy was 475 C–640 C, which was mea-sured from its cooling curve using a DL 708E digital record-er. The billets used as samples in this study had a diameter of 60 mm and 90 mm height. An AC servo press (Komatsu-
*
H1F110) was used as an industrial-scale forming machine to control the extrusion speed during the backward extrusion process.
The temperature-time distribution was measured by insert-ing six k-type thermocouples before backward extrusion to evaluate the temperature distribution at the central part and outer part as shown in Fig. 1. The centre point of the billet had the highest temperature, which means that the liquid phase containing the tramp elements accumulated in the cen-ter of the billet under the semisolid condition before back-ward extrusion.
As the experimental procedure for backward extrusion, the material was placed in a crucible and heated to 700 C in a heat resistance furnace. Steel container was also heated up to 300 C and then the liquid metal of temperature 700 C was poured into a cylindrical steel container and gradually solidi-fied in air to achieve the semisolid state. And then, tempera-ture of the liquid metal and the container was measured by
using the k-type thermo couple. After achieving the desired semisolid condition of the liquid metal, the temperature of container was about 400 C. Then, the backward extrusion processes were conducted at semisolid temperatures of 610 C, 620 C and 625 C, extrusion ratios of 3 and 7, initial extrusion speeds of 7 mm/s, 25 mm/s, 90 mm/s and 130 mm/s using the AC servo press, which was followed by air cooling. An outline of the backward extrusion process and an extruded sample are shown in Fig. 2. The unextruded part was cut and polished by abrasive papers and a buffer, which was followed by etching with Kellers etching solution. Then, the microstructures in the unextruded part were observed by optical microscopy (KEYENCE VH-Z100R), and, field-emis-sion SEM (JEOL JSM-7100F) and EDS analysis were carried out to investigate the distribution of aluminium in the remain-ing unextruded part after purification.
3. Results
3.1 Effect of semisolid temperature on the purification of A7075 aluminium alloy
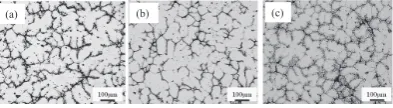
The range of semisolid temperatures of A7075 aluminium alloy is 475–640 C as shown in Table 2. To clarify how differ-ent semisolid temperatures in this range affect the purification of A7075 aluminium alloy, the samples were extruded at 610 C, 620 C and 625 C with an extrusion ratio of 3 and an extrusion speed of 25 mm/s. The backward extrusion stopped at crank angle of 139˚, 160˚ and 180˚ for backward extrusion temperature of 610 C, 620 C and 625 C. Figure 3 shows the samples after backward extrusion at different semisolid tem-peratures. Figure 4 shows the optical microstructures of the unextruded parts of these extruded samples. The optical mi-crostructures clearly show that there was no liquid phase on the grain boundaries in the unextruded part of the sample ex-truded at 620 C. However, it was found that a liquid phase containing tramp elements still remained on the grain bound-aries in the unextruded part of the sample extruded at the higher temperature of 625 C. For the unextruded part of the Table 2 Experimental conditions.
Material A7075 (wrought aluminium alloy)
Semisolid temperature ( C) 475–640 Backward Extrusion
Billet diameter (mm) Ø60
Billet height(mm) 90
Extrusion temperatures ( C) 610, 620 and 625
Extrusion ratio 3 and 7
Extrusion speed (mm/s) 7, 25, 90 and 130 Extrusion load (kN) 30 40kN
Table 1 Chemical composition (mass%).
Material Si Fe Cu Mn Mg Zn Cr Ni Sn Al
A7075 0.4 0.5 2.0 0.3 2.4 6.1 0.28 - - 88.02
Fig. 1 Time-Temperature distribution at semisolid condition before purifi-cation.
Fig. 2 Outline of backward extrusion and extruded sample.
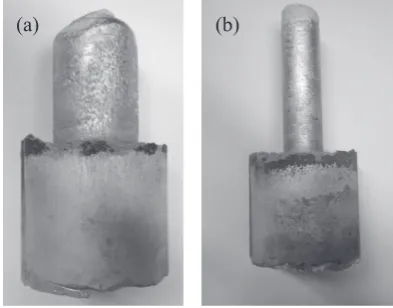
Fig. 3 Extruded samples of A7075 alloy at semisolid temperatures of (a) 610 C, (b) 620 C and (c) 625 C with extrusion ratio of 3 and extrusion speed of 25 mm/s.
[image:2.595.47.290.382.623.2] [image:2.595.311.542.553.645.2] [image:2.595.57.281.668.771.2] [image:2.595.329.526.709.763.2]sample extruded at the lower temperature of 610 C, it was seen that the tramp elements solidified on the grain boundar-ies. The SEM images showed that the thickness and the num-ber of grain boundaries decreased and that some grain bound-aries disappeared as a result of extrusion at 620 C as shown in Fig. 5. The EDS analysis was performed to compare the com-position of the purified aluminium in the unextruded parts after purification at 610 C, 620 C and 625 C as shown in Fig. 6. According to the results of EDS analysis, it was con-firmed that the purified aluminium was distributed homoge-neously in all the grains of only the unextruded part of the sample extruded at 620 C and that the aluminium content in the unextruded part increased from 88% to 95.5% after back-ward extrusion. This promising temperature of 620 C is in agreement with the result of the previous work using a manu-al press. Thus, it was confirmed that the specific extrusion semisolid temperature significantly affects the purification of A7075 wrought aluminium alloy.
3.2 Effect of extrusion ratio on the purification of A7075 aluminium alloy
In the previous work using a manual press, backward ex-trusion was conducted with exex-trusion ratios of 2.5, 7 and 10. When the backward extrusion was carried out with an extru-sion ratio of 10, the liquid phase containing tramp elements still remained in the unextruded part after purification owing to the small diameter of the extrusion die hole. Thus, in this study, the backward extrusion was conducted at a semisolid temperature of 620 C, an extrusion speed of 25 mm/s and extrusion ratios of 3 and 7 using a servo press to determine the effect of the extrusion ratio on the purification of A7075 aluminium alloy. The extrusion pressure was 10 MPa. The backward extrusion stopped at crank angle of 160˚ and 149˚ for backward extrusion ratio 3 and 7. The extruded samples are shown in Fig. 7. Figure 8 shows optical microscopic im-ages of the unextruded part of the A7075 aluminium alloy
extruded at 620 C with different extrusion ratios. According to the optical microscopic images, there was no liquid phase in the unextruded parts of the samples extruded at 620 C with extrusion ratios of both 3 and 7.
Figure 9 shows the weight percentage of purified alumini-um in the unextruded parts. Upon extrusion, the composition of aluminium was increased from 88% to 95% in the unex-truded parts of both samples. However, comparing the results for the weight of the purified part, higher purity was achieved when the backward extrusion was conducted with an extru-sion ratio of 7 than when the backward extruextru-sion ratio was 3. Thus, the extrusion ratio also affects the purification of A7075 wrought aluminium alloy by backward extrusion under the semisolid condition.
Fig. 5 SEM images of the unextruded part of A7075 alloy at semisolid tem-peratures of (a) 610 C, (b) 620 C and (c) 625 C.
Fig. 6 Comparison the weight percentage of the purified aluminium in the unextruded parts of A7075 alloy extruded at different semisolid tempera-tures.
Fig. 7 Extruded samples at 620 C with extrusion speed of 25 mm/s and extrusion ratios of (a) 3 and (b) 7.
Fig. 8 Optical microstructures of the unextruded parts of the samples ex-truded at 620 C with extrusion ratios of (a) 3 and (b) 7.
[image:3.595.326.523.71.225.2] [image:3.595.69.269.178.291.2] [image:3.595.328.528.273.355.2] [image:3.595.322.524.404.527.2]3.3 Effect of extrusion speed on the purification of A7075 aluminium alloy
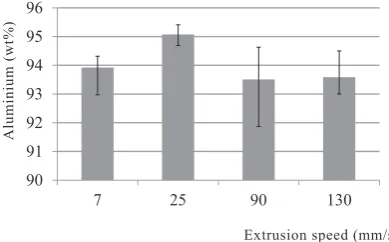
To clarify the effect of the extrusion speed on the purifica-tion of A7075 aluminium alloy, four specimens were extrud-ed at a semisolid temperature of 620 C with an extrusion ratio of 3 and extrusion speeds of 7 mm/s, 25 mm/s, 90 mm/s and 130 mm/s. The backward extrusion stopped at crank angle of 151˚, 160˚, 143˚ and 150˚ for backward extrusion speed of 7 mm/s, 25 mm/s, 90 mm/s and 130 mm/s. Figure 10 shows the samples after extrusion with different extrusion speeds and Fig. 11 shows optical microstructures of the unextruded parts of these samples. According to the optical microscopic images, when the backward extrusion was conducted with the lowest extrusion speed of 7 mm/s, tramp elements accumu-lated on the grain boundaries in the unextruded part, and when the backward extrusion was conducted with the highest extrusion speeds of 90 mm/s and 130 mm/s, the liquid phase containing the tramp elements still remained on the grain boundaries in the unextruded part. It was thus confirmed that the extrusion speed of 25 mm/s is suitable for the purification of A7075 aluminium alloy. Figure 12 shows a comparison of the weight percentage of purified aluminium in the unextrud-ed part of the samples extrudunextrud-ed with different extrusion speeds. The purity of aluminium was increased from 88% to 95% with least variation in the purity of the unextruded part for the sample extruded at 620 C with an extrusion ratio of 3 and an extrusion speed of 25 mm/s. The extrusion speed is
also one of the factors affecting the purification of A7075 al-uminium alloy.
4. Discussions
4.1 Effect of extrusion temperature
As mentioned above, backward extrusion was conducted at 610 C, 620 C and 625 C to determine the effect of the semi-solid temperature on the purification of A7075 alloy. More-over, the semisolid temperature of A7075 alloy is also known to be 475–640 C. This purification method is based on partial solidification. When the backward extrusion temperature was 625 C, which is near the liquidus temperature, a liquid-phase area was clearly observed near the grain boundaries and on the grain boundaries in the unextruded part. Thus, a lower aluminium composition was observed in the unextruded part of the extruded sample. This was because the metal flow through the mushy zone was significantly restricted by the dendritic network that formed at a temperature below the liq-uidus temperature, as can be seen in Fig. 4. The authors have already reported that a dendritic network is established at a solid fraction of as low as 0.2 in the case of equiaxed solidifi-cation, and when the solid fraction is greater than 0.2, the in-ter-dendritic liquid can be made to flow out of the dendritic network by centrifugation or another technique.9) The
liqui-dus temperature and soliliqui-dus temperature of the A7075 alloy used in this study were 640 C and 475 C, respectively, and the cooling rate was 0.48 C/s as shown in Table 2. Thus, it was confirmed that the separation of the liquid phase contain-ing tramp elements by backward extrusion at a high tempera-ture near the liquidus temperatempera-ture was ineffective for the pu-rification of A7075 alloy.
When the backward extrusion was carried out at a low tem-perature of 610 C, it was observed that the tramp elements accumulated near and on the grain boundaries. Also, the solid fraction at 610 C was about 80% according to the tempera-ture-solid fraction curve of A7075 alloy shown in Fig. 13.10)
After backward extrusion at 610 C, the weight percentage of purified aluminium was reduced and the purified aluminium was not distributed homogeneously in all the grains in the unextruded part. This was caused by the higher solid fraction due to the low temperature, and the tramp elements were in-corporated in the solid purified phase.
[image:4.595.326.521.70.191.2]For the backward extrusion temperature of 620 C, the solid fraction was about 60% according to the temperature-solid Fig. 10 Extruded samples at 620 C with extrusion ratio of 3 and extrusion
speeds of (a) 7 mm/s (b) 25 mm/s (c) 90 mm/s and (d) 130 mm/s.
Fig. 11 Optical microstructures of the unextruded parts of A7075 alloy at 620 C with extrusion speeds of (a) 7 mm/s (b) 25 mm/s (c) 90 mm/s and (d) 130 mm/s.
[image:4.595.69.271.72.156.2] [image:4.595.55.284.212.397.2]fraction curve,10) which is neither too low nor too high. It is
known as the moderate value of the solid fraction according to the results of backward extrusion at 620 C. Thus, it was confirmed that the backward extrusion temperature affects the purification of aluminium and too limited in this study to achieve a higher purity of aluminium in the purification of A7075 alloy.
4.2 Effect of extrusion ratio
In this study, the tramp elements were separated by the backward extrusion process under the semisolid condition. The separation mechanism of the tramp elements by back-ward extrusion was reported in a previous paper.8) Extrusion
is a type of deformation process, and the strain and strain rate during deformation are related to the extrusion ratio.
The average equivalent strain was calculated using the equation ε¯ = lnR,11) neglecting the shear deformation, where
R is the extrusion ratio. From this equation, the average equivalent strain (ε¯ ) was 1.1 for an extrusion ratio of 3 and 1.9 for an extrusion ratio of 7. According to the results for the extrusion ratios of 3 and 7, the weight percentage of purified aluminium in the unextruded part was almost the same about 95% in both samples. However, the weight of the purified part was different. When the backward extrusion was conducted with an extrusion ratio of 3, a lower amount of purified part (unextruded part) was achieved owing to the large diameter of the extrusion die hole as the solid phase containing the puri-fied aluminium could easily pass through the extruded part containing the tramp elements. When the backward extrusion was conducted with an extrusion ratio of 7, a higher amount of purified part (unextruded part) was obtained as shown in Fig. 14. From the viewpoint of economic efficiency, the
ex-trusion ratio of 7 is more suitable for backward exex-trusion un-der the semisolid condition for the purification of A7075 al-loy.
4.3 Effect of extrusion speed
The backward extrusion was conducted with extrusion speeds of 7 mm/s, 25 mm/s, 90 mm/s and 130 mm/s, to clarify the effect of the extrusion speed on the purification of A7075 alloy. It has already been shown that when backward extrusion was conducted with the highest speeds of 90 mm/s and 130 mm/s, the liquid phase containing tramp elements still remained in the unextruded part. It means that there was insufficient time to extract the liquid phase owing to very high speed. Ghadiani et al. have also reported that high speed de-formation is required to prevent the separation of the liquid from the solid during backward extrusion.12) Thus, the results
for different extrusion speeds in this study are in agreement with their paper. A higher extrusion speed adversely affected the separation of the liquid phase from the solid phase under the semisolid condition. The apparent viscosity increases with the increased resistance to the flow of liquid through the solid phase, which is induced by high-speed backward extru-sion in the semisolid state. Thus, the liquid phase still re-mained in the unextruded part.
When the backward extrusion was carried out with the lowest extrusion speed of 7 mm/s, the purified aluminium was not distributed homogeneously in the unextruded part. This was because the lower extrusion speed caused the lower-ing of the temperature. Thus, the liquid phase could not be extracted and the tramp elements were incorporated in the aluminium. It was clearly seen that the tramp elements accu-mulated near the grain boundaries in the unextruded part. Thus, both a low extrusion speed and a high extrusion speed adversely affected the separation of the liquid phase contain-ing the tramp elements from the solid phase containcontain-ing the purified aluminium, and there is an optimum speed for the proposed purification process. It was found that a suitable moderate speed for backward extrusion under the semisolid condition for the purification of A7075 alloy was 25 mm/s at a semisolid temperature of 620 C.
5. Conclusion
Backward extrusion was conducted to investigate the in-dustrial-scale purification of A7075 wrought aluminium alloy under the semisolid condition using an AC mechanical servo press (Komatsu, H1F110). The effects of process parameters such as the semisolid temperature, extrusion ratio and extru-sion speed on the purification of A7075 alloy were investigat-ed. It was confirmed that these process parameters signifi-cantly affect the purification of A7075 alloy. According to the results, both a too high and too low extrusion temperature are unsuitable for purification. In addition, a too high or too low extrusion speed reduced the purity of aluminium in the unex-truded part. There are thus optimum conditions for the pro-posed purification process. The optimum semisolid process-ing conditions, for which a homogeneous distribution and a high purity of aluminium up to 95% in the unextruded part were achieved, were an extrusion temperature of 620 C with an extrusion ratio of 3 or 7 and an extrusion speed of 25 mm/s. Fig. 13 Temperature-fraction solid curve of A7075 at a cooling rate of
0.43 C/s.
[image:5.595.69.271.70.178.2] [image:5.595.53.281.230.359.2]Acknowledgements
This study was financially supported by a Grant-in Aid for Scientific Research on the Innovation Area, Bulk Nanostruc-tured Metals through MEXT, Japan. And, it was supported by Mitsubishi Research Institute of Asia Research Fellow Scholarship.
REFERENCES
1) S.K. Das: Mater. Sci. Forum 519–521 (2006) 1239–1244.
2) V. Kevorkijian: J. Metall. 16 (2010) 103–114.
3) T. Hashiguchi and H. Sueyoshi: Mater. Trans. 51 (2010) 838–843.
4) T. Sumomogi, et al.: Mater. Trans. 53 (2012) 1084–1089.
5) E. Hashimoto and Y. Ueda: Mater. Trans. JIM. 35 (1994) 262–265.
6) K. Ichikawa, M. Katoh, F. Asuke and Y. Nakazawa: Mater. Trans. JIM.
38 (1997) 622–629.
7) S. Sugiyama, Y. Meng and J. Yanagimoto: Solid State Phenomena 192–
193 (2012) 494–499.
8) T.T. Cho, Y. Meng, S. Sugiyama and J. Yanagimoto: International Jour-nal of Precision Engineering and Manufacturing 16 (2015) 177–183.
9) R. Mehrabian, D.R. Geiger and M.C. Flemings: Metall. Trans. 5 (1974) 785–788.
10) A.H. Ahmad, S. Naher and D. Brabazon: Key Eng. Mater. (2013) 582– 595.
11) M. Hirano, et al.: Mater. Trans. 51 (2010) 1640–1647.