Grain Refinement and Superplasticity Induced by Hot Compression
of Continuously-Casted Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn Alloys
Masataka Hakamada
1, Akira Watazu
1, Naobumi Saito
1and Hajime Iwasaki
21
Materials Research Institute for Sustainable Development, National Institute of Advanced Industrial Science and Technology (AIST), Nagoya 463-8560, Japan
2The Materials Process Technology Center, Tokyo 105-0011, Japan
Compression tests were conducted at the temperature of 573 K with the true strain rates of 0.1 s1on Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn (in mass%) alloys, and the dynamic recrystallization behaviors were examined. Superplastic deformation of the alloys at 573 K after the hot compression was also investigated. When the homogenized Mg-9Al-1Zn-1Ca alloy specimens were deformed to the true compressive strain of 1.6, a fully recrystallized microstructure with the grain size of approximately 5mmwas obtained. However, unrecrystallized regions were observed locally in the hot-compressed as-cast Mg-9Al-1Zn-1Ca and homogenized Mg-9Al-1Zn alloys, which is induced by initial microstructural heterogeneity. The superplastic deformation at 573 K of hot-compressed Mg-9Al-1Zn-1Ca was negligibly impaired by the second phase particles below the strain rates of102s1because the stress concentration due to the particles can be relaxed by diffusion. Microstructural observations of the hot-compressed Mg-9Al-1Zn alloy deformed to fracture suggested the detrimental effect of the unrecrystallized regions on the superplasticity. [doi:10.2320/matertrans.MBW200819]
(Received October 16, 2008; Accepted January 8, 2009; Published February 25, 2009)
Keywords: noncombustible magnesium alloy, second phase particle, forging, dynamic recrystallization, superplasticity, grain boundary sliding
1. Introduction
Mg alloys are promising light alloys for structural uses, automobile parts and electric appliance cases.1) High per-formance (strength, workability, corrosion resistance and so on) must be attained for more extensive application of Mg alloys. It has been reported that Mg alloys containing Ca show high creep resistance and elevated temperature strength.2–6) Besides, Ca addition makes magnesium alloy
noncombustible, which can facilitate casting preparation of raw Mg materials.7) For commercial applications, Ca is
desirable as an additional element to Mg because of its lower cost, compared with rare earth elements.
Hot forging is one of the forming techniques of Mg alloys that achieve grain refinement through dynamic recrystalliza-tion (DRX).8)In Mg-Al-Ca alloys, insoluble second phases
(Al2Ca and Mg2Ca) serve as nucleation sites for DRX during
hot deformation, and fine-grained microstructure is obtained in the Mg-Al-Ca alloys.9)Therefore, Ca addition improves mechanical properties of the hot-deformed Mg alloys at room temperature due to the grain refinement.9)On the other hand, the second phase particles may be harmful for hot deforma-tion because void formadeforma-tion is enhanced by the second phase particles, causing stress concentration around the particles.10)
In our previous study, the second phase particles had no detrimental effect on the superplasticity of fine-grained Mg-Al-Zn-Ca alloy at 573 K with the strain rate of 103s1
because the second phase particles are enough small to allow relaxation of the stress concentration by grain boundary diffusion.9)
Until now, there are some studies on dynamic recrystal-lization and mechanical properties of the Mg-Al-Ca alloys.9,11–15)In the present paper, continuously-casted Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn (in mass%) alloys with relatively coarse grain size (¼150{300mm) are forged by hot compression at 573 K. DRX behavior during the hot
compression is examined from the viewpoint of initial microstructures (distribution of second phases and Al segregation16)). The superplastic properties of the forged alloys are also investigated by tension tests at 573 K.
2. Experimental
The Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloy billets with the diameter of 155 mm, prepared by continuous casting method, were purchased from Sankyo Material, Inc. (Toyama, Japan). Chemical compositions of the alloys are listed in Table 1. Some of these Mg alloys were pre-annealed for homogenization at 683 K for 24 h at the supplier. In this study, three kinds of materials, that is, as-cast Mg-9Al-1Zn-1Ca, homogenized Mg-9Al-1Zn-1Ca and homogenized Mg-9Al-1Zn alloys were selected for hot compression tests. The cylindrical specimens (10 mm in diameter and 12 mm in height) for hot compression were machined from the central region of the billets. Hot compression tests were carried out to true compressive strain of 1.6 at 573 K with the true strain rate of 0.1 s1. A computer-controlled servohydraulic testing machine was used to carry out the constant true strain rate compression tests. Specimens were water-quenched imme-diately after the hot compression.
The tensile specimens with 6 mm in gauge length and
22mm2in gauge width were cut from the hot-compressed
Mg alloys (homogenized Mg-9Al-1Zn-1Ca and homogen-ized Mg-9Al-1Zn), as illustrated in Fig. 1. Tension tests were carried out at 573 K with initial strain rate of 1, 0.1, 0.01 and 0.001 s1.
Microstructure of the materials was investigated using an optical microscope (OM) with a typical metallographic etching technique. Some specimens were observed under polarized light to enhance the color contrast between adjacent grains.17)The grain size were measured by the line intercept method (d¼1:74L, wheredandLare the grain size and the
line intercept length, respectively). A scanning electron microscope equipped with energy-dispersive X-ray spec-trometer (SEM-EDX) was also used for microstructural observation and elemental analysis. To know the grain boundary characteristics of the hot-compressed Mg-9Al-1Zn-1Ca alloy with fine grains, electron back-scattering diffraction (EBSD) patterns were collected during SEM observations and an orientation image map (OIM) was reconstructed. Polishing and Ar-ion etching were conducted on the observed plane prior to the SEM-EBSD analysis. When hot-compressed specimens were observed with OM and SEM-EBSD, the observed plane was parallel to the compression axis.
3. Results and Discussion
3.1 Effect of initial microstructure on DRX of Mg alloys
Microstructures of the as-cast and homogenized Mg-9Al-1Zn-1Ca and homogenized Mg-9Al-1Zn alloys are shown in Fig. 2. As-cast Mg-9Al-1Zn-1Ca alloy had a cast dendritic microstructure with average grain size of 210mm. The second phase was distributed in grain interior as well as grain boundaries. Homogenized Mg-9Al-1Zn-1Ca alloy had aver-age grain size of 280mmand the second phases, as shown in Fig. 2(b). The distribution of the second phase was not varied by the homogenization annealing, because the second phase, which is probably Al2Ca or Mg2Ca (or their mixture), is
insoluble in Mg matrix at the homogenization temperature (¼683K). Grain growth was negligible during the homog-enization annealing. Homogenized Mg-9Al-1Zn-1Ca alloy had equiaxial grains with average size of 150mm. The second phase, which is supposed to Mg17Al12, was negligibly
observed, as shown in Fig. 2(c). Therefore, the second Mg17Al12 phase, which was found in as-cast Mg-9Al-1Zn
(not shown), dissolved in Mg matrix during the homoge-nization annealing.
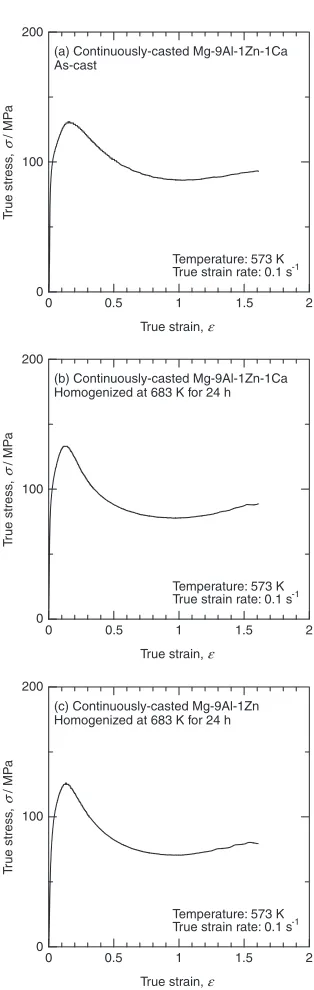
The true compressive stress-strain curves at 573 K with true strain rate of 0.1 s1 for these Mg alloys are shown in
Fig. 3, assuming uniform deformation. Strain hardening occurred after yielding and then strain softening was observed, following a nearly constant flow stress state. The occurrence of the strain softening suggests the DRX during compression for all Mg alloys tested. The stress-strain behaviors of the hot compression of these alloys were similar to each other.
Microstructures of the Mg alloy specimens which were hot-compressed to true compressive strain (") of 1.6 are shown in Fig. 4. The grain sizes of hot-compressed speci-mens were reduced to 3.4, 4.9 and 3.5mmfor as-cast Mg-9Al-1Zn-1Ca, homogenized Mg-9Al-1Zn-1Ca and homogenized Mg-9Al-1Zn alloys, respectively. However, localization behaviors of DRX were different for these three alloys. Recrystallized grains were localized around the second phase particles and unrecrystallized regions were partially observed in the as-cast Mg-9Al-1Zn-1Ca specimen (Fig. 4(a)). Such mixture of recrystallized and the non-recrystallized regions has been observed in the previous studies.16,18,19)On the other hand, fully recrystallized microstructure was observed in the homogenized Mg-9Al-1Ca-1Zn specimen subjected to the hot compression (Fig. 4(b)). Homogenized Mg-9Al-1Zn specimen showed necklace-type recrystallization microstruc-ture after the hot compression, leaving the initial grain interior unrecrystallized irrespective of the high compressive true strain of 1.6. Comparison of the recrystallized micro-structures of homogenized Mg-9Al-1Zn and Mg-9Al-1Zn-1Ca alloys reveals that the second phase can offer nucleation sites for recrystallization due to stress concentration around the phases.20) As for the homogenized Mg-9Al-1Zn alloy,
grain boundary is the only nucleation site for DRX; however, the interface between Mg matrix and second phase particles serves as additional nucleation site for DRX in the homog-enized Mg-9Al-1Zn-1Ca alloy.20)
Al concentration profiles of the as-cast and homogenized Mg-9Al-1Zn-1Ca alloys around the second phase particles are shown in Fig. 5. Al segregation was clearly observed around the second phase particles in both of the as-cast and homogenized Mg-9Al-1Zn-1Ca alloys, but the concentration gradient seemed to be reduced by the homogenization annealing. That is, Al concentration was more uniform in the Mg matrix in the homogenized alloy than in the as-cast alloy. It is known that DRX tends to occur more easily in metals with lower stacking fault energy.21)The stacking fault
[image:2.595.46.553.85.125.2]energy of Mg alloys decreases with the increase in Al concentration.22) As shown in Fig. 5, the Al concentration was significant in the as-cast Mg-9Al-1Zn-1Ca alloy. Such a nonuniform Al concentration distribution is likely to be responsible for the mixture of the recrystallized and unrecrystallized regions, as well as the smaller DRX grain size, in the as-cast Mg-9Al-1Zn-1Ca alloy after the hot
Table 1 Chemical compositions of continuously-casted Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloys (in mass%).
Al Zn Mn Si Fe Cu Ni Ca Mg
Mg-9Al-1Zn-1Ca 8.9 0.84 0.18 0.005 0.003 <0:002 <0:002 0.94 Balance Mg-9Al-1Zn 8.7 0.81 0.21 0.007 0.004 <0:002 0.002 0.002 Balance
6
R2 2
6
Hot-compressed specimen
[image:2.595.57.249.109.303.2]compression. It is suggested that the DRX behavior in the Mg alloy is affected by both of second phase particles and solute Al segregation.
3.2 Tensile properties at 573 K of hot-compressed Mg alloys
Homogenized Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloys were subjected to hot compression at 573 K with true strain rate of 0.1 s1, and the tension tests at 573 K were carried out
on the tensile specimens cut from the hot-compressed (and fine-grained) alloys. The nominal tensile stress-strain curves at 573 K of the hot-compressed specimens are shown in Fig. 6. Flow stress increased with the increase in strain rate for both specimens. Large elongations above 250% were attained with the initial strain rate of 0.001 s1 for both hot-compressed Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloys, mainly due to grain refinement.9)
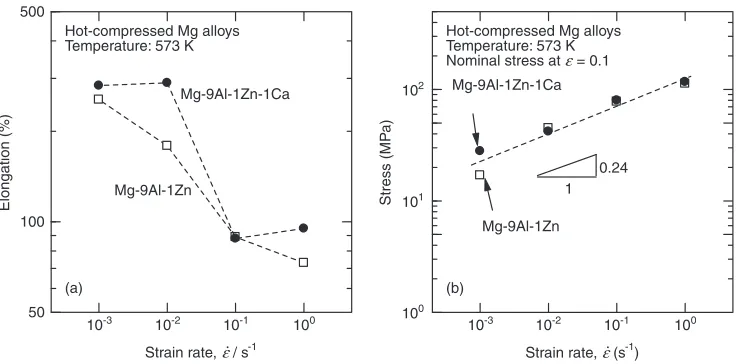
Figure 7(a) shows the effects of strain rate on the elongation of the hot-compressed Mg alloys at 573 K. The higher strain rate decreased the elongation in both Mg alloys. When the hot-compressed Mg-9Al-1Zn-1Ca speci-men deformed at 573 K with strain rates of 0.01 and 0.001 s1, elongations as large as approximately 300% were
attained. With the strain rate of 0.1 and 1 s1, however,
the elongation of hot-compressed Mg-9Al-1Zn-1Ca alloy significantly decreased to less than 100%. In the case of hot-compressed Mg-9Al-1Zn alloy, the overall trend in elongation/strain rate relationship was similar; but the elongation seems lower than that for hot-compressed Mg-9Al-1Zn-1Ca alloy to some extent. In particular, when deformed with the strain rate of 0.01 s1, hot-compressed
Mg-9Al-1Zn alloy exhibited much lower elongation of 170% than that for hot-compressed Mg-9Al-1Zn-1Ca alloy (¼294%). Figure 7(b) is the relationship between strain
(a) Mg-9Al-1Zn-1Ca, as-cast
(b) Mg-9Al-1Zn-1Ca, homogenized
(c) Mg-9Al-1Zn, homogenized
500 mµ 25 mµ
25 mµ
25 mµ
500 mµ
500 mµ
[image:3.595.113.484.78.543.2]rate and stress at "¼0:1 for both hot-compressed Mg alloys. The stress/strain rate relationship is similar for these two Mg alloys. Strain rate sensitivity (m) was calculated from the relationship to be approximately 0.24. This value is somewhat low for superplastic fine-grained Mg alloys,23,24)
possibly because strain rates employed here are relatively high (103 to 100s1); but still, m is higher than that of
the homogenized Mg-9Al-1Zn-1Ca alloy without grain refinement by the hot compression (¼0:05, data are not shown here).
In the hot-compressed homogenized Mg-9Al-1Zn-1Ca alloys, the cast structure composed of second phase particles were broken and dispersed during the hot compression. As a result, the second phase particles of approximately 1mmin
diameter were observed in the deformed specimens. Most particles were located at the grain boundaries (the micro-graph of observed second phase particles are in Ref. 9)). The second phases often impair ductility and workability of metals.10) However, the hot-compressed Mg-9Al-1Zn-1Ca alloy showed a large elongation of approximately 300% at 573 K. In our previous study,9)it is suggested by considering critical diffusion length,25,26)GB, that stress concentration at
the second phase particle is relaxed by diffusion and cavity
0 0.5 1 1.5 2
0 100 200
True strain, ε
T
rue stress
,
σ
/ MP
a
(a) Continuously-casted Mg-9Al-1Zn-1Ca As-cast
Temperature: 573 K True strain rate: 0.1 s-1
0 0.5 1 1.5 2
0 100 200
True strain, ε
T
rue stress
,
σ
/ MP
a
(b) Continuously-casted Mg-9Al-1Zn-1Ca Homogenized at 683 K for 24 h
Temperature: 573 K True strain rate: 0.1 s-1
0 0.5 1 1.5 2
0 100 200
True strain, ε
T
rue stress
,
σ
/ MP
a
(c) Continuously-casted Mg-9Al-1Zn Homogenized at 683 K for 24 h
Temperature: 573 K True strain rate: 0.1 s-1
Fig. 3 Compressive true stress-strain curves at 573 K with true strain rate of 0.1 s1for (a) as-cast 1Ca, (b) homogenized Mg-9Al-1Zn-1Ca and (c) homogenized Mg-9Al-1Zn alloys, assuming uniform deformation during compression.
(a) Mg-9Al-1Zn-1Ca, as-cast
(b) Mg-9Al-1Zn-1Ca, homogenized
(c) Mg-9Al-1Zn, homogenized
Compression axis
25 mµ
25 mµ
25 mµ
[image:4.595.90.247.61.556.2] [image:4.595.309.537.77.614.2]0 2 4 6 8 10 0
10 20
Distance from second phase, x /
Al concentr
ation (at.%)
(b) Continuously-casted Mg-9Al-1Zn-1Ca Homogenized at 683 K for 24 h
0 2 4 6 8 10
0 10 20
Distance from second phase, x /
Al concentr
ation (at.%)
(a) Continuously-casted Mg-9Al-1Zn-1Ca As-cast
m
µ µm
Fig. 5 Al concentration profiles around second phase particles for (a) as-cast and (b) homogenized Mg-9Al-1Zn-1Ca alloys, measured by a scanning electron microscope with energy-dispersive X-ray spectroscopy.
0 1.0 2.0 3.0
0 50 100 150
Nominal strain, ε
Nominal stress
,
σ
/ MP
a
(a) Hot-compressed Mg-9Al-1Zn-1Ca Temperature: 573 K
Initial strain rate: 1 s-1
0.1 s-1
0.01 s-1
0.001 s-1
0 1.0 2.0 3.0
0 50 100 150
Nominal strain, ε
Nominal stress
,
σ
/ MP
a
(b) Hot-compressed Mg-9Al-1Zn Temperature: 573 K
Initial strain rate: 1 s-1
0.1 s-1
0.01 s-1
0.001 s-1
Fig. 6 Nominal stress-strain curves for hot-compressed Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloys for tension tests at 573 K.
10-3 10-2 10-1 100
50 100 500
Strain rate, ε / s-1
Elongation (%)
Mg-9Al-1Zn-1Ca Hot-compressed Mg alloys Temperature: 573 K
Mg-9Al-1Zn
(a)
10-3 10-2 10-1 100
100
101
102
Strain rate, ε (s-1)
Stress (MP
a
)
Mg-9Al-1Zn-1Ca Hot-compressed Mg alloys Temperature: 573 K
Nominal stress at ε = 0.1
Mg-9Al-1Zn 1
0.24
(b)
[image:5.595.114.471.73.255.2] [image:5.595.115.483.326.502.2] [image:5.595.115.484.576.758.2]formation is suppressed at 573 K at the strain rate of 0.001 s1.GB can be calculated by25,26)
GB ¼
2:9DGB
dkT""_
1=2
ð1Þ
where is the atomic volume, is the grain boundary thickness,DGB is the grain boundary diffusion coefficient,
is the stress, is the function of the total tensile strain accommodated by grain boundary sliding (¼0:6),22)dis the
grain size, k is the Boltzmann constant, T is the absolute temperature and""_is the strain rate. WhenGBis larger than
the second phase particle size, stress concentration around the particles during hot deformation can be relaxed by diffusion. From eq. (1),GB under the test condition at 573 K can be
calculated. It is known that the diffusion coefficient is much lower for low angle grain boundary;27)however, the OIM of hot-compressed Mg-9Al-1Zn-1Ca in Fig. 8 shows that the misorientation angle of grain boundary was mostly higher than 15, although a small portion of low angle grain
boundary existed. Therefore, a general DGB value was
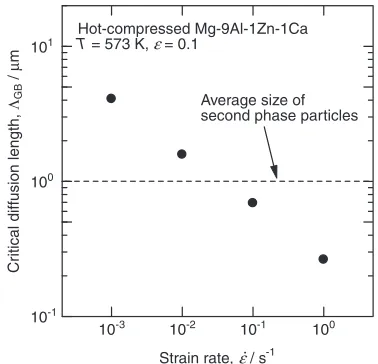
adopted from Ref. 28). CalculatedGB values are plotted as
a function of strain rate in Fig. 9, where was estimated at
"¼0:1.GBvalues for strain rates of 0.01 and 0.001 s1are
above the average second phase particle diameter (¼1mm) in the hot-compressed Mg-9Al-1Zn-1Ca alloy. Therefore, second phases, which were broken into small particles and dispersed in the specimen during the hot compression, induce no stress concentration in the hot-compressed Mg-9Al-1Zn-1Ca alloy. With increased strain rates of 0.1 and 1 s1,
however, stress concentration and subsequent crack or void formation cannot be avoided, resulting in the elongations lower than 100% (Fig. 7(a)). Considering eq. (1), high strain
rate deformation at elevated temperature will be facilitated by further grain refinement (decrease ind) and reduction in the size of second phase particle.
On the other hand, hot-compressed homogenized Mg-9Al-1Zn alloy with no second phases exhibited slightly lower elongation than that for hot-compressed homogenized Mg-9Al-1Zn-1Ca alloy. This is likely to be due to the localization of recrystallized regions around the initial grain boundary (Fig. 4(c)). SEM images of the side surfaces of the hot-compressed Mg alloy specimens deformed to fracture by tension tests at 573 K are shown in Fig. 10. Before the tension tests, side surfaces of the specimens were polished to mirror-like finish with 0.06mm alumina polishing powder. The strain rate was 0.01 s1 in which the difference in
elongation between the two alloys was large. In the hot-compressed Mg-9Al-1Zn-1Ca specimen, bumpy surface with a length scale of 5mmwas uniformly observed after the hot tension tests (Fig. 10(a)). The bumpy surface is the evidence of grain boundary sliding;29,30)thus the uniform material flow
was expected during the hot tension tests of hot-compressed Mg-9Al-1Zn-1Ca alloy, resulting in a large elongation. The hot-compressed Mg-9Al-1Zn specimen deformed to fracture also showed bumpy surface; however, some portions were flat and not bumpy (Fig. 10(b)). The size (30–80mm) and shape of these flat portions were similar to those of the unrecrystallized regions. The unrecrystallized regions which remained after hot compression of homogenized Mg-9Al-1Zn alloy seemed to be still unrecrystallized even during and after the hot tension tests. The unrecrystallized region may thus prevent the smooth material flow presumably through the grain boundary sliding, which seems to be a dominant mechanism of superplasticity (although strain rate sensitivity is relatively low for grain boundary sliding).
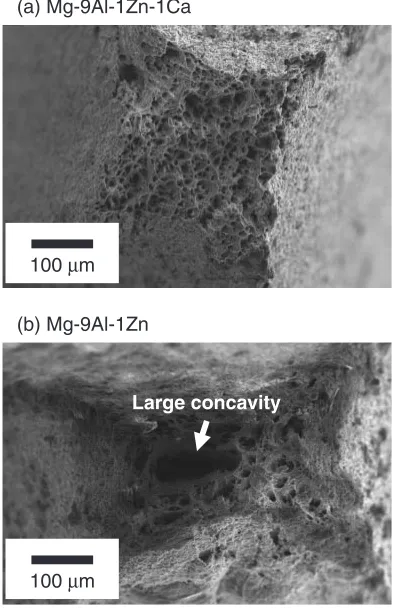
The fracture surfaces of the hot-compressed Mg alloys specimens deformed to fracture by tension tests at 573 K are shown in Fig. 11. A large concavity was observed at the fracture surface (as indicated by an arrow in Fig. 11(b)) in the Mg-9Al-1Zn alloy specimen, while a uniform dimpled morphology appeared on the fracture surface of the Mg-9Al-1Zn-1Ca alloy specimen. The large concavity with the
2 15
Mg Boundary
Compression axis
15 deg. −
180 deg. −
20 mµ
Fig. 8 Orientation image map of homogenized Mg-9Al-1Zn-1Ca after hot compression at 573 K with true strain rate of 0.1 s1. Black areas correspond to second phase particles which showed low image quality during electron back-scattering diffraction scanning.
10-3 10-2 10-1 100
10-1
100
101
Strain rate, ε· / s-1
Cr
itical diffusion length,
ΛGB
/
Hot-compressed Mg-9Al-1Zn-1Ca
T = 573 K, ε = 0.1
Average size of second phase particles
m
µ
[image:6.595.58.278.69.335.2] [image:6.595.332.521.71.253.2]size of approximately 100mmat the fracture surface suggests that the uncrystallized region in hot-compressed Mg-9Al-1Zn alloy is also the source of fracture. These results indicate that the fully recrystallized microstructure is preferable for good operation of hot forging of Mg alloys.
4. Conclusions
Continuously-casted Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloys are compressed at 573 K for grain refinement. DRX behaviors during the hot compression and their subsequent hot tensile properties were investigated. The results are concluded as follows.
Average grain sizes of hot compressed specimens were smaller than 5mm; however, recrystallized regions were localized after the hot compression of as-cast Mg-9Al-1Zn-1Ca and homogenized Mg-9Al-1Zn alloys. Initial micro-structural features seemed to be responsible for the local-ization: that is, intense Al segregation caused the recrystal-lization localized around the second phase particles in the as-cast 9Al-1Zn-1Ca alloy. As for the homogenized Mg-9Al-1Zn alloy, the absence of second phases led to the necklace-type recrystallization microstructure because the dynamic recrystallization occurred only at the initial grain boundary of the alloy. Homogenized Mg-9Al-1Zn-1Ca alloy with the dispersed second phase in initial grain interior and low Al segregation showed uniform recrystallized micro-structure with the average grain size of 4.9mm after the compression at 573 K, which is much smaller than the initial grain size (¼280mm).
(a) Mg-9Al-1Zn-1Ca
(b) Mg-9Al-1Zn
Large concavity 100 mµ
[image:7.595.97.498.76.380.2]100 mµ
Fig. 11 Scanning electron micrographs of fracture surfaces of tensile specimens of homogenized and hot-compressed (a) Mg-9Al-1Zn-1Ca and (b) Mg-9Al-1Zn alloys, which were deformed to fracture at 573 K with initial strain rate of 0.01 s1.
(a) Mg-9Al-1Zn-1Ca
(b) Mg-9Al-1Zn 5 mµ
5 mµ 25 mµ
[image:7.595.70.267.435.741.2]25 mµ
Hot tension tests at 573 K on the hot-compressed homo-genized Mg-9Al-1Zn-1Ca and Mg-9Al-1Zn alloys revealed that the elongation above 150% is obtained with the strain rate of 0.001 and 0.01 s1. The second phase particles had no
detrimental effect on the superplasticity of hot-compressed Mg-9Al-1Zn-1Ca alloys at 0.01 to 0.001 s1 because the
diffusion can relax the stress concentration around the second phase particles. On the other hand, unrecrystallized regions prevent the material flow during the hot deformation and are harmful to the ductility of the hot-compressed Mg-9Al-1Zn alloy. Thus, the full recrystallization and reduction in the second phase particle size, as well as grain refinement, are required for good operation of hot forging.
Acknowledgement
This study was conducted with the financial support by the ‘‘Forged Magnesium Parts Technological Development Project’’ which is organized by New Energy and Industrial Technology Development Organization (NEDO), Japan.
REFERENCES
1) T. Ebert and B. L. Mordike: Mater. Sci. Eng. A302(2001) 37–45. 2) R. Nimoniya, T. Ojiro and K. Kubota: Acta Metall. Mater.43(1995)
669–674.
3) A. A. Luo, M. P. Balogh and B. R. Powell: Metall. Mater. Trans. A33A
(2002) 567–574.
4) Y. Chino, M. Kobata, H. Iwasaki and M. Mabuchi: Mater. Trans.43
(2002) 2643–2646.
5) K. Ozturk, Y. Zhong, A. A. Luo and Z.-K. Liu: JOM 55 (2003) 40–44.
6) K. Hirai, H. Somekawa, Y. Takigawa and K. Higashi: Mater. Sci. Eng. A403(2005) 276–280.
7) S. Akiyama, H. Ueno, M. Sakamoto, H. Hirai and A. Kitahara: Materia Japan39(2000) 72–74.
8) Y. Chino, M. Mabuchi, K. Shimojima, Y. Yamada, C. Wen, K. Miwa,
M. Nakamura, T. Asahina, K. Higashi and T. Aizawa: Mater. Trans.42
(2001) 414–417.
9) M. Hakamada, A. Watazu, N. Saito and H. Iwasaki: Mater. Trans.49
(2008) 554–558.
10) R. Raj and M. F. Ashby: Acta Metall.23(1975) 653–666.
11) B. Jing, S. Yangshan, X. Feng, X. Shan, Q. Jing and T. Weijian: Scr. Mater.55(2006) 1163–1166.
12) H. Watanabe, M. Yamaguchi, Y. Takigawa and K. Higashi: Mater. Sci. Eng. A454–455(2007) 384–388.
13) Y. Chino, J. S. Lee, Y. Nakaura, K. Ohori and M. Mabuchi: Mater. Trans.46(2005) 2592–2595.
14) Y. Chino, Y. Nakaura, K. Ohori, A. Kamiya and M. Mabuchi: Mater. Sci. Eng. A452(2007) 31–36.
15) H. Watanabe, M. Yamaguchi, Y. Takigawa and K. Higashi: Mater. Trans.49(2008) 1262–1269.
16) M. Hakamada, A. Watazu, N. Saito and H. Iwasaki: Mater. Trans.49
(2008) 1032–1037.
17) A. Maltais, D. Dube´, M. Fiset, G. Laroche and S. Turgeon: Mater. Charact.52(2004) 103–119.
18) S. E. Ion, F. J. Humphreys and S. H. White: Acta Metall.30(1982) 1909–1919.
19) O. Sitdikov and R. Kaibyshev: Mater. Trans.42(2001) 1928–1937. 20) F. J. Humphreys: Mater. Sci. Eng. A135(1991) 267–273.
21) N. V. R. Kumar, J. J. Blandin, C. Desrayaud, F. Montheillet and M. Sue´ry: Mater. Sci. Eng. A359(2003) 150–157.
22) H. Somekawa, K. Hirai, H. Watanabe, Y. Takigawa and K. Higashi: Mater. Sci. Eng. A407(2005) 53–61.
23) H. Watanabe, T. Mukai, M. Mabuchi and K. Higashi: Scr. Mater.41
(1999) 209–213.
24) Y. Miyahara, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A420
(2006) 240–244.
25) M. J. Stowell: Metal Sci.17(1983) 1–11.
26) K. T. Park, S. H. Myung, D. H. Shin and C. S. Lee: Mater. Sci. Eng. A
371(2004) 178–186.
27) T. Fujita, Z. Horita and T. G. Langdon: Mater. Sci. Eng. A371(2004) 241–250.
28) H. J. Frost and M. F. Ashby: Deformation-Mechanism Maps, (Pergamon Press, Oxford, 1982) p. 44.
29) H. Tsutsui, H. Watanabe, T. Mukai, M. Kohzu, S. Tanabe and K. Higashi: Mater. Trans. JIM40(1999) 931–934.