2017 2nd International Conference on Manufacturing Science and Information Engineering (ICMSIE 2017) ISBN: 978-1-60595-516-2
Study of On-line Grinding Processing
Dimensions Control Based on the Active
Measurement
Peng Zheng, Zhanxin Zhi*, Dongliang Liu and Junke Guo
ABSTRACT
Active measurement technology has been widely used in precision grinding. To solve the problem that gross error in measured value in the grinding active measurement, which has a great influence on the signal point preset value to the workpiece determination. Firstly, the sampling data is limited to the amplitude filter to get rid of gross errors. Since the above, a method based on roundness error is proposed to determine the dimension. The experiment proves that the error in the determination of the dimension of grinding active measuring instrument is mainly caused by the error of roundness; The correction method based on roundness make the absolute value of the deviation of size is not more than 0.5um and it has effectively reduced the influence of roundness error on the size determination. The experiment proves that the method is reasonable and feasible.1
INTRODUCTION
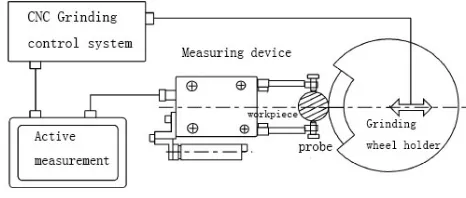
Accompany with the development of modern manufacturing industry, requires of precision and intelligence in testing and controlling become higher and higher during processing precision parts. Grinding active measuring instrument can detect workpiece dimensions in real time. Comparing the measured value with the signal point preset value, the machine issue action instructions and then control the grinding process of the instrument. As shown in figure 1, it widely used in automatic, semi-automatic grinding machine. Active measurement can achieve non-stop measurement, greatly reducing the labor intensity and improve the degree of
1Peng Zheng, Zhanxin Zhi*, Dongliang Liu, Junke Guo, Mechanical Engineering Institute of
automation. At the same time, it can also effectively improve the consistency of product quality and reduce the rejection rate. [1]
Figure. 1 Grinding Machine Active Measuring Instrument.
To make the measured value information as close as possible to the original surface information, reflect the processing conditions real-time and accurately, and improve grinding accuracy and processing efficiency under the active measuring. It is necessary to combine the data preprocessing filtering method with the correction signal point-to-size determination.
Design of Digital Filtering Method
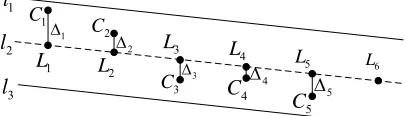
Since the measured data of the grinding process is continuous and changes slowly, and the working environment of the probe is bad so the interference of gross error occasionally occurs. Therefore, the sampling data is limited to the amplitude filter to get rid of gross errors. Take the sampling sequence length value Z=5 as an example as shown in picture 2.
5 1~C
C is the actual measured value. The straight line l2 is the least squares
fitting line of points 1, 2, 3, 4,5. Straight line l l1,3 is parallel tol2 and the distance
between the two lines is 3.The roundness error of the workpiece is 6 . Points
5 1~L
L are ideal measurements. 1~5 is the deviation between the actual measured value and the ideal measured value. [2]
Limiting filtering is to remove invalid coarse errors, and reasonable and effective measured value should be located within the roundness error of the workpiece. Assuming that the five values in the sample sequence are valid values, it is possible to predict the ideal measurement L6of the latest point in the least squares fitting line
2 l
1 2 3 4 5 5 4 2 1 6
5 2
L L L L L L L L L
L
i
L are ideal values. Ci are measurements. The difference between the ideal value
i
Land the measured valueCi.
1 l 2 l 3 l 1 C 3 C 4 C 5 C 1 L 2 L 3 L 4 L 5
L L6
[image:3.612.202.405.153.211.2]1 3 4 5 2 2 C
Figure. 2 Schematic Diagram of Sampling Sequence
i Ci Li
(2)
i
is the difference between the ideal value Liand the measured valueCi and can
be regarded as subject to Normal distribution of random errors. The value of the roundness error of the workpiece U =6 ,then
(3)
From the above formula (1) (2) (3) can be drawn:
6 6 yc
Y L
6
Y is measured values. yc~N(0,1.22)Is under the situation that sampling
sequence length value Z = 5. yc~N(0,k2),Similarly analysis can be obtained under the situation of Z = 2 ~ 30. k is the value that reflect error random distribution range. As shown in Table I. [3]
The limiting filter is used to eliminate rough errors by setting the limiting conditions. After each sampling, the sample value is compared with the predicted value. If the difference F is not exceeded, the sampling value is valid. Otherwise,
the sample value is invalid. The principle can be expressed by the following formula:
|CiYi| F ; Ci valid
|CiYi| F ; Ci invalid
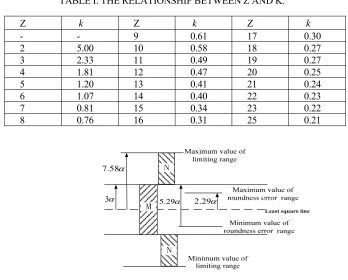
To understand the relationship clearly between the roundness error interval, the predicted value interval and the limited interval, taking Z = 10 as an example to analyze the distribution of the interval shown in Figure 3:
) , 0 (
~ 2
TABLE I. THE RELATIONSHIP BETWEEN Z AND K.
3 2.29
7.58
5.29
Figure 3. Distribution of Each Interval.
Roundness error U=6 , When Z = 10,The upper and lower limits of the latest
sampling point are 3 k2 =2.29 ,To ensure that the sampling points within
the roundness error range will fall in the limited interval and making the value as small as possible.
F
=2.29U/2=5.29 (4)
So the limiting conditions are: Ci5.29 Yi Ci5.29
Grinding active measuring instrument is mainly used in high precision grinding. The design of the limiting filtering method to determine Fvalue associated with the value of roundness error U. The roundness error is small, the gross error identification is higher.
Determination of Signal Point to Size
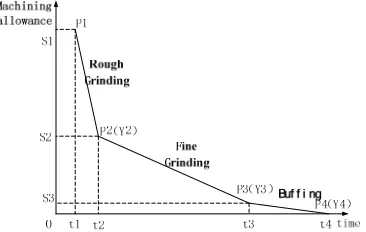
To improve the processing efficiency under the premise of ensuring the surface quality during grinding processing. Generally used "Rough Grinding, Fine Grinding and Buffing" processing mode shown in Figure 4
Z k Z k Z k
In Figure 4, P1, P2, P3, P4 is the signal point’s preset value. S1-S2 is the rough grinding stage, S2-S3 is the fine grinding stage, S3-S4 is the buffing stage. When the measured value of the active measuring instrument reaches the preset value of the signal point, active measuring instrument controls grinding wheel feed or not, feed speed and other actions. When the grinding process comes to P4 signal value, the wheel exit, and grinding process ends. And because of the existence of roundness error. Under the active measuring instrument control, the final dimension of the workpiece is different from the signal point. Such as cylindrical grinding, the final value is generally greater than the signal point set value.
Figure 4. "Rough Grinding, Fine Grinding And Buffing" Mode.
Through the above analysis of the controller determine process and workpiece contour state. To realize the reasonable judgment of signal point to size, considering the influence of workpiece roundness error, the method of signal point to size determination based on roundness error is proposed as follows.
2 / ' D U
D (external grinding)
2 / ' D U
D (internal grinding)
Experiment
The experiment is mainly to verify whether the signal point to size determination method can effectively weaken or eliminate the influence of workpiece roundness error on the signal point to size determination after filtering. Using MGB1320E high precision semi-automatic cylindrical grinder, as shown in figure 5. The grinding material is 45 steel, the grinding outer circle diameter is 24mm, and the outer circle axial dimension is 30mm;
[image:5.612.209.392.252.368.2]The active measurement controller is processed by two methods, without any correction, and based on roundness error correction, to determine the size of the two signals. The experimental results record the roundness error value A of the end of grinding. The average value of the measured value of the workpiece (as the nominal size of the workpiece) is obtained by the method of signal point to dimension determination. The deviation of the predetermined values of the signal points B, C,
and the value
| |
2
A B
B
[image:6.612.197.396.223.338.2]. The results are shown in table 3.
[image:6.612.195.404.400.448.2]Figure 5. Grinding Experiment Equipment.
TABLE II. PROCESS PARAMETER LEVEL TABLE.
TABLE III. EXPERIMENTAL RESULT. Serial
numbe r
Roundness error
value A No correction deviation B
| |
2
A B
B
*100%
Deviation based on roundness error
correction C 1 3.87 1.8 0.074 -0.3 2 2.33 1.2 0.031 0.4 3 2.46 1.4 0.120 -0.4 4 3.07 1.4 0.095 0.5 5 3.60 1.8 0.001 0.5 6 2.30 1.3 0.114 -0.1 7 1.75 1.0 0.125 -0.2 8 2.89 1.3 0.112 0.4 9 3.10 1.5 0.035 -0.2
averag 1.41 0.06
wheel speed m/sec grinding allowance um
15 6
25 10
[image:6.612.110.484.486.653.2]The maximum value
| |
2
A B
B
*100% of the experimental results in Table III is no more than 13%, indicating that the deviation of the signal point to size determined by the grinding active measuring instrument in this paper is mainly caused by the existence of roundness error; Using the correction method based on roundness error, the maximum absolute deviation of the size determination deviation is not more than 0.5um, and the average value of C is much less than the average of B, which shows that the correction method can effectively reduce the deviation of signal point to size. The rationality and feasibility of signal point to size determination based on roundness error correction method is proved by experiments.
CONCLUSIONS
This paper solves the problem that the measurement error exists in the grinding process under the control of the grinding active measuring controller, and the problem that size deviation of the signal point to the size is caused by the roundness error. Firstly, the sampling data is limited to eliminate the gross error and reduce the influence of the environment on the measurement results. On this basis, a method of determining the size based on roundness error is proposed. The rationality and feasibility of size determination based on roundness error are proved.
ACKNOWLEDGMENTS
This project was supported by the National Natural Science Foundation of China (NSFC, No.51775515) and the Natural Science Foundation of Henan Province (No.162300410251).
REFERENCES
1. Zheng Peng, Zhang Lin-Na, Tao Jin-wei. An On-Line Grinding Measuring Method for Workpiece with Intermittent Surface [J]. Machinery Design & Manufacture, 2014(3): 110-113. 2. Zheng Peng, Zhang Lin-Na, Liu Wu-fa, etc. Research and development of new grinding active
measurement instrument [J]. Chinese Journal of Scientific Instrument, 2013, 13(10): 2365-2372. 3. Gao Fang. The application of the key technology of grinding active measurement control [D].
Zhengzhou: Zhengzhou University, 2014: 3-7.