2018 2nd International Conference on Applied Mathematics, Modeling and Simulation (AMMS 2018) ISBN: 978-1-60595-580-3
An Integrated Model of Eliminating Early Failures for NC Machine Tools:
A Case Study
Jian LIU
*and Jin YE
College of Engineering and Technology, Southwest University, Chongqing, P. R. China
*Corresponding author
Keywords: Early failures, Bathtub curve, NC machine tool, Reliability.
Abstract. A fundamental tenet of reliability theory is that the hazard function during NC machine tool’s life cycle displays a bathtub curve, and the curve can be viewed as comprised of early failure period, random failure period and wear-out period. To eliminate the early failures and improve the reliability of NC machine tools, this paper proposes the model and steps of eliminating early failures for NC machine tool. Firstly, Weibull two-fold mixture model is chosen to establish the bathtub curve model of NC machine tool, and division between early failure period and random failure period is identified. Secondly, the formation of early failure period and mechanism of early failures elimination are studied, and an integrated model of eliminating early failures for NC machine tool is established with reliability design and analysis domain, reliability test domain and early failures elimination domain. Finally, an example of rotary table in NC machine tool is shown to illustrate the applicability and validity of the model.
Introduction
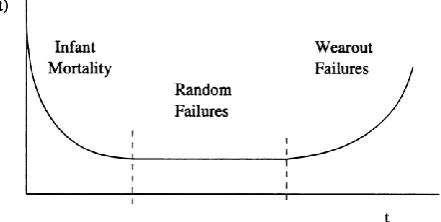
[image:1.595.193.414.556.667.2]Numerical control (NC) machine tools are important manufacturers of other equipment in manufacturing industry, such as computer integrated manufacturing system and flexible manufacturing system. The reliability of NC machine tools directly influences the processing quality, productivity, and efficiency, and furthers market competitiveness and user’s confidences [1]. Manufacturing industry in the world has long been troubled by reliability problems. Reference [2] shows that the number of failures occurred within first 1412h accounts for 53.3% of total failures in entire life cycle of NC machine tool, and reflects the early failures are the root cause of poor reliability of NC machine tools, so experts proposed that early failures of NC machine tool should be eliminated at the early failure period of entire life [3].
Figure 1. Hazard function (bathtub curve) of NC machine tool over time.
as comprised of 3 distinct periods (as shown in Fig. 1): early failure period, random failure period and wear-out period, and the identification of division between early failure period and random failure period could be the most important key to the reliability problem above. In this paper, an integrated model based on causes of formation of early failures and the mechanism of early failures elimination is first proposed to standardize the steps and implementation of reliability work in manufacturing industry, so it has the ability to improve the reliability of NC machine tool effectively.
The rest of this paper is organized as follows. In section 2, the bathtub curve model of NC machine tool, the causes of formation of early failure period and the mechanism of early failures elimination are studied. According to its result, an integrated model of eliminating early failures for NC machine tool is introduced in section 3. In section 4, a case analysis for rotary table in NC machine tool is organized explicitly to illustrate how this model works. Conclusions are givens in Section 5.
Basis of Early Failures Elimination
There is an obvious division between early failure period and random failure period, namely inflection piont (see reference [7]), this means NC machine tool contains different failure characteristics under different failure mechanism in entire life. Weibull two-fold mixture model is the best choice to establish the model between early failure phase and normal operation phase [10]. The model has two time intervals T1 and T2, which are separated by the t0, so T1={0, t0} and T2={t0, t} are
obtained, the reliability function of the two-fold model is given by R t( )k R ti i( ), t0, t T i (i1,2).
This function R ti( )can be considered as the two-parameter Weibull probabilistic distribution, whose shape will depend on the parameters i and i. Two case will be considered here. Case I is
1 2
and case II is 12. The reliability function of Weibull two-fold mixture model is
1
2
1 1 0
2 2 0
exp ( / ) , 0
( )
exp ( / ) ,
k t a t t
R t
k t a t t
. (1)
It can be seen that t0 is the time of inflection point, and the reliability function of this model and its
probability density function are continuous at t0, so the function can also be expressed by:
0 0 0 0
( ) ( ), ( ) ( )
R t R t f t f t
, (2)
1 2
1exp ( /0 1) 2exp ( /0 2) k t a k t a
, (3)
1 1 1 2-1 2
1 1 2 2
0 1 0 1 0 2 0 2
1 2
( / ) exp ( / ) ( / ) exp ( / )
k k
t a t a t t a
. (4) Let k11, based on equations (3) and (4), t0 and k2 can be easily obtained by
2 12 1
1/ 0 1 2 / 2/ 1
t
, (5)
22 exp 1 2/ 1 0/ 2
k t
. (6) Using the maximum likelihood method to estimate the parameters of Eq. (5) and Eq. (6), we can figure out the duration of early failure period of NC machine tool, it provides reference for early failures elimination of NC machine tool. This process is given by
[image:2.595.64.541.518.738.2]1 1
ln[ ( )] ln( ) ln( ) ( 1)ln(n ) n i
i
i i
L n n
(7)
1
1
1 1
1
ln ln ln 0
n i i
n n
i
i i
i i
n
n n
(8) where n is the nth failure in entire life cycle of NC machine tool, and i is the interval between two failures.
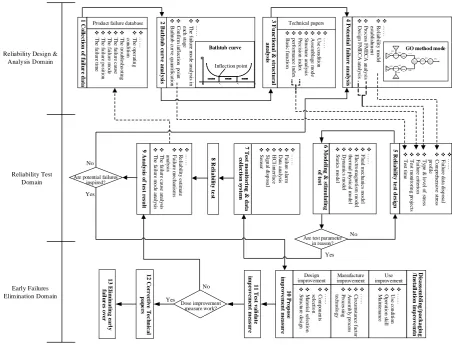
Actually, early failures seem more likely to occur in the new product during entire life cycle. There are several reasons responsible for this problem: new materials are adopted, new manufacturing processes are instituted, and some new structures and technologies are used in the new products. Therefore, the process of eliminating early failures should begin in the design stage of NC machine tool, that is, reliability design and analysis should be simultaneously implemented with product structure design. Through the analysis of collected failures data by using FMECA, the potential failures will be obtained, which is an important information feedback and will be used to correct the structure design defects. In the trial of prototype machine, reliability test design should be implemented at the same time, these works include the design and optimization of reliability test scheme aiming at the potential failures and the development of reliability test supervisory system and data acquisition system. When finishing the prototype machine, reliability testes are also implemented on it to stimulate the potential failures of NC machine tool. So reliability design and analysis is the theoretical basis of the early failures elimination technology, which is used to guide the reliability test to stimulate the potential failures. The goal of this reliability technology is to eliminate the early failures occur in the test through the effective improvement measures.
Model of Eliminating Early Failures
Are test parameter in reason? Yes No No Yes No Yes Design improvement Manufacture improvement Use improvement Technical papers t 2 t 1 t
早期故障期 偶然故障期 损耗故障期
0 t t 2 t 1 t
早期故障期 偶然故障期 损耗故障期
0
t
t
2
t
1
t
早期故障期 偶然故障期 损耗故障期
0 t 1 C ol le cti on of fai lu r e d ata
Product failure database
v v T h e o p e ra tin g c o n d itio n v T h e tr o u b le sh o o tin g v T h e fa ilu re c a u se v T h e f ai lu re m o d e v T h e fa il u re p o si tio n v T h e fa ilu re tim e 2 B ath tu b c u rve an al ys is v v T h e f ai lu re m o d e a n a ly si s in e ac h s ta g e v C o n fir m in fl ec tio n p o in t v B a th tu b c u rv e q u an tif ic a tio n Bathtub curve Inflection point 3 F u n c ti on al & str u ctu ral an al ys is v v U se c o n d iti o n v A ss e m b la g e m o d e v S tru c tu re a n a ly si s v P re c is io n in d e x v p e rf o rm a n c e in d ex v B a si c f u n ct io n 4 P ot en tial f ai lu re an al ys is
GO method mode
v v R e lia b ili ty m o d el e st a b lis h m en t v P ro c es s F M E C A a n al y si s v D es ig n F M E C A a n a ly s is v v F a il u re d a ta d is p o sa l v C o m p re h en si v e s tre ss p ro fi le v T y p e & le v e l o f st re ss v F a il u re c rit e rio n v T e st m o n ito rin g p ro je c ts v T es t t im e 5 R el iab ili ty t e st d es ign v v F lu id m ec h a n ic s m o d e l v E le c tro m a g n e tis m m o d e l v th e rm a l p h y si c a l m o d e l v D y n a m ic s m o d e l v S ta tic s m o d e l 6 M od el in g & s ti m u lati n g of t es t v v F a ilu re a la rm v D at a a n a ly si s v H C I in te rf a c e v S ig n al d is p o sa l v S e n so r 7 T es t mon itor in g & d ata col le c ti on s ys te m 8 R el iab ili ty te st v v R e lia b ili ty e st im a te v F a ilu re m e c h a n is m s a n a ly si s v T h e fa ilu re c a u se a n a ly si s v T h e fa ilu re m o d e a n a ly si s 9 A n al ys is of te st r es u lt
Are potential failures inspired? v v C o m p o n en ts se le ct io n v M a te ria l s e le ct io n v S tru c tu re d e si g n 10 P rop os e im p rov e m en t m eas u r e v v C ir cu m st a n c e fa c to r v A ss e m b ly p ro c es s v P ro c es si n g te ch n o lo g y v v U se c o n d itio n v O p e ra tio n s k ill v M a in te n a n c e D is as se mb li n g /p ac k agi n g /I n stal lati on imp rove mtn 11 Te st val id ate imp rove me n t me as u r e Dose improvement measure work? 12 C or r ec tive T ec h n ic al p ap e rs 13 El im in at in g ear ly fai lu r es ove r
Reliability Design & Analysis Domain
Reliability Test Domain
[image:4.595.72.527.76.421.2]Early Failures Elimination Domain
Figure 2. Model of eliminating early failures for NC machine tool.
A Case Study
Rotary table is a key function unit of NC machine tool, a typical structure of NC rotary table is showed in Fig. 3. The function of NC rotary table is introduced as follows. The worm is driven by the motor through belt, and the 360° dividing function is realized by the rotation of table driven by worm wheel mechanism, and the dividing precision of the rotary table is 0.001°, which is guaranteed by the closed-loop feedback using circular grating, high enough to meet the high machining accuracy demands during 4-axis machining. Using four blind rivets and jaw mechanisms, the table can be locked in the rotary body. The cover enclosure is connected with rotary body by screws, which protected the inner structure from external adverse environmental impact.
1 2 3 4 5 6 7 8 9
1.table 2.blind rivets 3.cover enclosure 4.climp cylinder 5.worm 6.hydraulic pipe joint 7.worm wheel 8.bearing 9.screw
Figure 3. Structure of NC rotary table.
[image:4.595.178.415.605.752.2]The collected failure data of NC rotary table is obtained in China. According to Section 2, Weibull two-fold mixture model is used to fit these data, and the inflection point between the early failure phase and normal operation phase is 1532.71h.
0.813
1.009
exp / 352 0 1532.71
( )
0.9785exp / 462 1532.71
t t
R t
t t
Based on the test conditions, the time of reliability test is set as 1532h in order to completely eliminate the early failures of NC rotary table. The detailed implement process is given in Fig. 2.
Analysis of Potential Failures
The main potential failures of NC rotary table are as follows: the leakage of hydraulic oil, cooling liquid and gas, geometric precision superscalar, abnormal noise of transmission mechanisms. Through the analysis of these main potential failure modes by using FTA and FMECA, we can get the following conclusions: The leakage of cooling liquid is mainly caused by structure flaws of cover enclosure. Leakages of hydraulic oil easily occur in pipe joint and homemade clamp cylinder due to the poor quality of hydraulic components and lack of effective assembly process to guarantee the joint tightness. Excessive gaps between the hydraulic cylinder and piston are caused by manufacturing errors and inappropriate assembly. The greater changes of axial precision is caused by the great hot deformation in axial direction because of considerable amount of heat, which is the result of friction heating of worm wheel mechanism and the improper heat-dissipating design. Corrosion of ball and roller of bearing caused by leakage of cooling liquid accelerate the wears, what’s more, metallic impurity in the cooling liquid intensify the damages of inner components of NC rotary table, and produce the abnormal noise during the rotation.
Reliability Test of NC Rotary Table
1—clamping ,0— relaxing
1 0
t
t t
S
tr
es
s l
ev
er
Rotation angle
+
-a1
a2 a3
a4
a4 a3
a2 a1 a1
a4 a3
a2
a1 a1 a1
a2
a2 a2
a3
a3
a3 a4
a4 a4
b1 b2
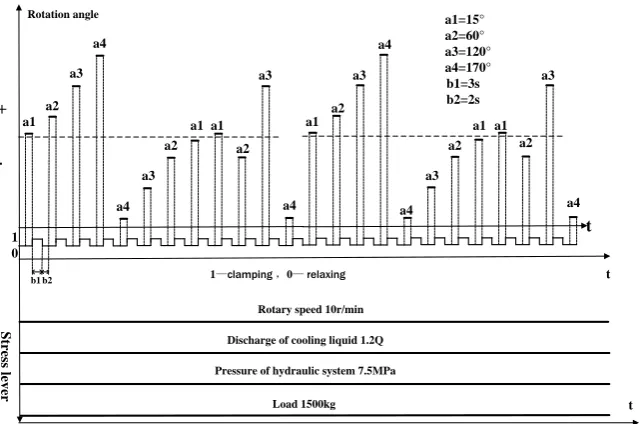
Load 1500kg Pressure of hydraulic system 7.5MPa
Discharge of cooling liquid 1.2Q Rotary speed 10r/min
[image:6.595.137.457.74.286.2]a1=15° a2=60° a3=120° a4=170° b1=3s b2=2s
Figure 4. Comprehensive stress profile.
Results of Test and Improvement Measures
[image:6.595.61.543.432.763.2]In the paper, 1532h reliability test are conducted on three sample NC machine tool according to the parameters set in the stress profile, and there are a total of 6 failures occurred in the test, separately appearing at 78h, 210h, 439h, 514h, 793h, and 1038h. The analysis of these failures and elimination of measures are given in the Table 1.
Table 1. Failures analysis and the improvement.
Time Malfunction Failure cause Improvement measure
78h
Leakage of hydraulic oil on hydraulic pipe joint
Improper assembly between the hydraulic pipe joint and rubber hose.
Use extruded connection, and sealed with glue, standardize pipe wiring, reduce bending degree of rubber.
210h
Loss of rotary accuracy, error reaches 0.03 mm when rotating 180°
Worm pair is not assembled well, and thermal displacement caused by a large amount of heat for a long time.
Standardize the assembly process, do strict inspection on the clearance of worm pair, improve environmental condition, regulate the filling quantity of grease.
439h The malfunction of clamp cylinder
Excessive gaps between the hydraulic cylinder and piston caused by
manufacturing errors and inappropriate assembly.
Improve processing technology to control tolerance matching within a prescribed scope, control assembly process, reduce worn caused by stress concentration.
514h
Being unable to return to zero position
Damage of return-to-zero switch. Use replacement parts, control the quality of purchased parts.
793h
No signal or wrong signal sent by proximity switch
Unable to receive the accurate signal sent by proximity switch because of liquid penetration,bad contacts of joints, and the instability of signals.
Choose the proper installation location of proximity switches, improve the sealed pattern of shield, choose the sealing ring with high quality, add waterproof glue in the joint surface uniformly.
1038h Abnormal noise when rotating
Corrosion of ball and roller of bearing caused by leakage of cooling liquid accelerate the wears, and metallic impurity in the cooling liquid intensify the damages of inner components of NC rotary table, and produce the abnormal noise during the rotation.
Improve the structure of cover enclosure, adjust the position of screws, change jointing form from through hole to blind holes, and adopt mechanical labyrinth design.
After implementation of improvement measures, reliability test is conducted again to verify the validity of them. The results shows that the leakage of hydraulic oil, the loss of rotary accuracy, being
unable to return to zero position and abnormal noise do not occur again in the test, so the improvement measures are feasible and effective. Finally, other key function units of NC machine tool, such as tool library, tray automatic exchange device, spindle, automatic guide vehicle, etc., are implemented by the process of early failure elimination to improve the reliability of NC machine tool systematically.
Conclusions
In this paper, an integrated model of eliminating early failures for NC machine tool are demonstrated systematically for the first time and an example of NC rotary table in NC machine tool is shown to illustrate the applicability of the model for eliminating early failures. Through the implementation of the early failures elimination technology, the defects of NC machine tool in design and manufacturing stages can be accurately found. As a result, the reliability of NC machine tool is quickly and efficiently improved in low-cost, which also verifies the integrated model for eliminating early failures is correct, feasible, and helpful for engineering application.
Acknowledgements
This research was financially supported by the National Natural Science Foundation, China (No. 31601210, No. 51705048), and the Fundamental Research Funds for the Central Universities (No. SWU114038, No. XDJK2015B008).
References
[1] X. He, Recent development in reliability analysis of NC machine tools, International Journal of Advanced Manufacturing Technology, 85, 1-4 (2016) 115-131.
[2] Y. Wang, G. Shen, Y. Jia, Multidimensional force spectra of CNC machine tools and their applications, part two: reliability design of elements, International Journal of Fatigue, 25, 5 (2003) 447-452.
[3] Y.Q. Wang, Y.Z. Jia, W.W. Jiang, Early failure analysis of machining centers: a case study, Reliability Engineering and System Safety, 72, 1 (2001) 91-97.
[4] D.R. Cox, Regression models and life-tables, Royal Statistical Society, 34, 2 (1972) 187-220.
[5] A.K.S. Jardine, P. Ralston, N. Reid, J. Stafford, Proportional hazards analysis of diesel engine failure data, Quality and Reliability Engineering International, 5, 3 (1989) 207-216.
[6] A.K.S. Jardine, D. Banjevic, M. Wiseman, S. Buck, T. Joseph, Optimizing a mine haul truck wheel motors' condition monitoring program: Use of proportional hazards modeling, Quality in Maintenance Engineering, 7, 4 (2001) 286.
[7] A. Birolini, Reliability engineering—theory and practice, 3rd edition, Springer, Berlin, 1999.
[8] G. Abdul-Nour, H. Beaudoin, P. Ouellet, R. Rochette, S. Lambert, Reliability based maintenance policy: a case study, Computer and Industrial Engineering, 35, 3-4 (1998) 591-594.
[9] A. Harold, Different insights for improving part and system reliability obtained from exactly same DFOM “failure numbers”, Reliability Engineering and System Safety, 92, 5 (2007) 552-559.