UNIT I - WATER TECHNOLOGY & CORROSION
Water Technology – Sources of water, Impurities of water, Hardness & its determination (EDTA method), boiler trouble & their removal, water softening methods – Lime soda, Zeolite & Ion exchange, Desalination of water – Electrodialysis & Reverse Osmosis methods, Chemical analysis of water
Corrosion – Definition, Examples, Types, Theory of corrosion, Dry corrosion (Direct chemical attack), Wet corrosion (Electrochemical attack), Mechanism of wet corrosion, Factors affecting corrosion, Corrosion control methods; protective coatings – Metallic and organic types (Paints & Enamels)
WATER TECHNOLOGY I. Sources of water
Water is required for various applications such as, agriculture, municipal, industrial activities etc. The various sources of water are mentioned below;
(i). Surface water
a. Flow water: like streams and rivers b. Still water: Ponds, lakes and reservoirs
(ii). Underground water: This part of the source covers shallow, deep springs and wells (iii). Rain water which is seasonal in nature
(iv). Estuarine and sea water: The point at which river and sea water meets, is known as estuarine.
The application of water in industries depends on the quality of water, therefore direct use of water sources for industrial applications may not be appropriate. The three major sources of water for industrial applications are;
a. Moor land surface water: Stream and rivers belong to this category and the features are;
The water may be slightly acidic due to dissolved CO2
May be corrosive due to the presence of weak organic acids
Possess hardness, and needs treatment for hardness which otherwise form scales in boilers
May contain lead and copper metals
b. Low land surface water: Water sources such as ponds, lakes and reservoirs are known as low land surface waters and their features are;
Composition varies from place to place
Contains mud suspension
Exhibits severe hardness and hence causes serious scale formation in boilers
The CO2 produced from HCO3-, causes corrosion of mild steel
c. Deep well water: The features of deep well water are;
Fairly constant composition
Colourless and clean
Water becomes brown on exposure to air due to the presence of Fe2+ ions, which get
converted to hydrated ferric oxide
Alkalinity on account of more bicarbonates of Na+, Ca2+ and Mg2+
II. Impurities of water
1. Dissolved Gases
essential elements in the corrosion process of metals. Therefore, dissolved oxygen in water is important to us in the study of corrosion.
b. Carbon Dioxide: Carbon dioxide is present in both surface and underground water supplies. Carbon dioxide to smaller extent come from the atmosphere and larger amounts of carbon dioxide come from the decomposed organic matter in water. Carbon dioxide contributes significantly to corrosion by making water acidic. This increases its capability to dissolve metals. Carbon dioxide forms the mild carbonic acid when dissolved in water, as follows:
CO2 + H2O → H2CO3
Carbon Water Carbonic acid
c. Sulfur Oxides: Sulfur oxide gases are the consequences of combustion of fuels containing sulfur, such as coal and fuel oil. When dissolved in water, sulfur oxides form acids which create a corrosive atmosphere.
SO3 + H2O → H2SO4
Sulphur trioxide Water Sulphuric acid
d. Nitrogen Oxides: Nitrogen oxides are also present in the atmosphere both naturally and from combustion of fuels. When absorbed by water, they form acids leading to the corrosion problem.
3NO2 + H2O → 2HNO3 + NO
Nitrogen dioxide water Nitric acid Nitric oxide
e. Hydrogen Sulfide: Hydrogen sulphide gas comes from decaying organic matter and from sulfur deposits, which possess rotten eggs odor. Hydrogen sulfide is formed when acidic water reacts with sulfide minerals such as pyrite (FeS), an iron sulfide commonly called “fool’s gold”.
FeS + H+ → Fe2+ + H
2S
Ferric sulphide acidic solution Hydrogen sulphide
2. Dissolved Minerals: The various properties caused by different minerals are discussed below. a. Alkalinity: Alkalinity is the quantity of dissolved alkaline earth minerals expressed as calcium carbonate. Generally alkalinity is caused by the dissolved hydroxide, carbonates and bicarbonate salts of Na+, Ca2+ and Mg2+. All natural waters contain some quantity of alkalinity. Alkalinity contributes to scale formation of calcium carbonate.
b. Hardness: It is the property by virtue of which, water does not easily produce lather with soap and is expressed in terms of calcium carbonate, because it is the primary component contributing
to hardness. The sulphates, chloride and nitrate salts of Ca2+, Mg2+ ions are reason for hardness.
Hardness causes scale deposit in equipments. It is present dissolved in water as silicate or suspended in very fine, invisible form as colloidal silica.
d. Silica: Silica is dissolved sand or silica-bearing rock (such as quartz) through which the water flows. Silica is the cause of very hard and tenacious scales that can form in heat-transfer.
e. Chlorides: Chlorides are the sum total of the dissolved chloride salts of sodium, potassium, calcium, and magnesium present in water. Sodium chloride, which is common salt, and calcium chloride are the most common of the chloride minerals found in water. Chlorides do not ordinarily contribute to scale since they are very soluble. Chlorides are corrosive and cause excessive corrosion when present in large volume, as in seawater.
f. Sulfates. Sulfates are the dissolved sulfate salts of sodium, potassium, calcium, and magnesium in the water. They are present due to dissolution of sulfate-bearing rock such as gypsum. Calcium and magnesium sulfate scale is very hard and difficult to remove and greatly interferes with heat transfer.
3. Total Dissolved Solids
The total dissolved solids (TDS) is the sum of dissolved minerals including the carbonates, chlorides, sulfates, and all others that are present. The dissolved solids contribute to both scale formation and corrosion in heat-transfer equipment.
4. Suspended Matter
Suspended matter is finely divided organic and inorganic substances found in water. It is caused by clay silt and microscopic organisms (such as, bacteria, fungi, algae) which are dispersed
throughout the water, giving it a cloudy appearance. It is measured in terms of turbidity of water
sample, which is determined by the intensity of light scattered by the suspended matter in the water.
III. Hardness and its determination (EDTA Method)
Hardness is the property by virtue of which water does not produce lather with soap. Hardness is of two types; a. temporary hardness b. permanent hardness.
a. Temporary or carbonate hardness is caused by the presence of dissolved bicarbonates of calcium, magnesium and it can be removed by boiling.
b. Permanent or non-carbonate hardness is due to the presence of chlorides, nitrates and sulphates of calcium, magnesium, iron and other heavy metals. Permanent hardness can be removed by ion exchange, lime soda, zeolite, reverse osmosis and electrodialysis methods. The sum of both temporary and permanent hardness is known as total hardness.
Determination of total hardness by EDTA method 1. Procedure
a. Preparation of standard solution of disodium salt of EDTA: Weigh accurately the given amount of disodium salt of EDTA crystals and transfer into a 250 mL standard flask. Dissolve the crystals by adding 5 mL ammonia solution and then add distilled water up to the mark and shake well for uniform concentration. This solution is taken in a 50 ml burette.
b. Estimation of total hardness: 25 mL of given hard water is pipetted out into a clean 250ml
conical flask. 5 mL of NH4OH – NH4Cl buffer and 2 drops of Eriochrome Black – T indicator are
obtained. Titration is conducted slowly near the end-point. Titration is repeated until agreeing value is obtained. Form the volume of EDTA obtained, calculated total hardness of given water sample.
2. Theory
EDTA combines with all bivalent metal ions forming highly stable complex ion. Thus when EDTA
solution is added to hard water, Ca2+ and Mg2+ ions combine with EDTA and form highly stable
complex ions; Na2H2Y + Ca2+→ Na2CaY + 2H+
Removal of H+ ions, increases stability of the complex ions and is achieved by maintaining pH of
the solution in basic range using appropriate buffer solution such as NH4OH – NH4Cl.
Eriochrome Black – T (EBT) is a suitable indicator for this titration, which is a triprotic acid (H3D).
It dissociates easily giving H+ ion and exists as H
2D- in its solutions. Further dissociation of H2D -is pH dependent as shown below;
H2D– ↔ H+ + HD2– ↔ H+ + D3–
Red: 5.3 – 7.3 Blue: 10.5 – 12.5
It exists as HD2- in the pH range 7-11, exhibiting blue colour and bivalent metal ions like, Mg2+,
Ca2+ form red coloured soluble complex ions with HD2- in this pH range. Hence EBT is known as a metal ion indicator and the indicator metal ion complexes are less stable than the EDTA complexes of the corresponding metal ions.
3. a. Observation
Burette : standard disodium EDTA salt solution
Conical flask : 25 mL of hard water + 5 mL NH4OH – NH4Cl buffer
Indicator : 5 drops of Eriochrome black T
End point : change of colour from wine red to blue
Wt. of weighing bottle with solid EDTA salt (W1) = --- g
Wt. of empty weighing bottle (W2) = --- g
Wt. of EDTA salt dissolved / 250 mL (W1-W2) = --- g
Molarity of EDTA salt solution = Wt. of EDTA taken X 4 / Molecular wt. of EDTA (372.24)
Therefore MEDTA = --- M
Trial Final B.R (ml) Initial B.R (ml) Volume of EDTA consumed (ml)
1 2 3
b. Calculation
1000 cm3 of 1 M EDTA = 100 g of CaCO3 (Mol. wt of CaCO3 is 100)
∴ VEDTA cm3 of X MEDTA = 100 x V x MEDTA / 1000 x 1 g of CaCO3
= --- g (Y)
25 cm3 of hard water contains = ‘Y’ g of CaCO
3
106 cm3 of hard water contains = Y x 106 / 25 ppm of CaCO
3
Why water treatment?
Water is a universal solvent. Whenever it comes in contact with a foreign substance, there is some dissolution of that substance. Some substances dissolve at faster rates than others, but in all cases a definite interaction occurs between water and whatever it contacts. It is because of this interaction that problems occur in equipment such as boilers or cooling-water systems in which water is used as a heat-transfer medium. In systems open to the atmosphere, corrosion problems are made worse by additional impurities picked up by the water from the atmosphere.
Unit of hardness:
Parts per million (ppm): It is defined as the number of parts by weight of CaCO3 present in million parts by weight of water.
1 ppm = 1 part of CaCO3 equivalent hardness in 106 parts of water
1ppm = 1 part hardness / 106 parts of water
Both temporary and permanent hardness is expressed in ppm as CaCO3. The choice of CaCO3 because is due to the fact that it is the most insoluble salt in water.
Calculation of hardness causing salt equivalents in terms of CaCO3: Hardness is usually expressed in terms of equivalent of CaCO3 in order to simplify the calculations in water analysis. Hence, all the hardness causing impurities are first converted in terms of their respective weights equivalent to CaCO3 by using the relation;
Weight of the hardness producing salt / molecular weight of the salt X molecular weight of CaCO3
Or
Weight of the hardness producing salt / equivalent weight of the salt X equivalent weight of CaCO3
IV. Boiler troubles and their removal
What is boiler trouble?
The water supplied to boiler for the generation of steam is known as boiler feed water. At thermal
power stations, the feed water is stored and conditioned in a feed water tank and supplied to boilers through a ‘boiler feed water pump’. Scale in boilers is a direct result of precipitation of the calcium, magnesium, iron, and silica minerals present in the boiler feed water. Scale can be prevented by removing a portion of the scale-forming ingredients prior to the boiler with external water-softening equipment. One of the most troublesome deposits frequently encountered in steam boilers are; iron and combinations of iron with calcium and phosphate. The iron comes from iron oxide or iron carbonate which are the corrosion products. Hence a program for preventing scale deposits shall be included to prevent this troublesome type of sludge deposit.
Boiler Troubles
During boiler treatment, the total elimination of all the impurities is not attempted but instead, the concentration of the troublesome impurities are maintained at the permitted level. The major boiler troubles due to untreated/unsuitable water are;
1. Carry over (Priming and foaming) 2. Boiler Corrosion
1. Carry over
When water is boiled, the steam generated may be associated with small droplets of water, known as ‘wet steam’. These droplets of water generally carry some suspended impurities present in the water along with them and the phenomenon is known as ‘carry over’. The carry over problem is
mainly attributed to priming and foaming.
Problems of carry over
In power production sector, superheated steam is used for better efficiency of turbines or engines. The ‘carry over’ leads to the following problems;
Causes corrosion in the super heaters
High % of moisture decreases super heating and thus efficiency of turbines decrease
Salts & sludge present during ‘carry over’, restricts the flow of steam
Inefficiency of turbine blades arises due to the deposition of salts on the blades
a. Priming
“The rapid boiling of water in boiler during which water particles are carried along with steam in the form of spray into the steam outlet” is known as priming. It is a consequence of feeding improperly softened water into boiler. Also the formation of algae and fungus in the tanks leads to priming and following factors further contribute to priming;
Higher the velocity of steam, greater the ability to carry water droplets
High water level
Presence of excess foam on water surface
Sudden demand for steam leading to drop in the pressure
Faulty boiler design
Prevention of priming
Good boiler design with proper water evaporation and uniform heat distribution system
Low water level maintenance
Proper control over steam flow rate
b. Foaming
“It is the formation of minute and persistent bubbles on the surface of water” which are carried along by steam leading to priming. The major reasons for the occurrence of foaming are;
The existence concentration difference in the solute and suspended matter between surface
film and bulk of liquid
Substances which increase viscosity of surface film tend to favour foam formation
The protection of bubbles by finely divided solid particles by forming a protective shell
around bubble, which in turn cause foaming Prevention of foaming
Removal of foaming agents from water
Addition of antifoaming agents (castor oil, polyamide) to reduce surface tension of the
surface film and to destabilize the bubbles
2. Scale and sludge formation
During steam generation, the concentration of dissolved salts gets saturated and they become
a. Sludge
The precipitated salts which exist as loose and separate mass in the water body, is known as sludge. These are easily separable and non-adherent deposits. Sludge generally formed by the salts such
as; MgCO3, MgSO4, MgCl2 and CaCl2 and can be removed by scrapping with brush. These salts
are more soluble in hot water. The following fig-1, reflects the formation of sludge in boilers.
Water Sludge
Boiler
Fig-1. Sludge formation
Disadvantages
Poor heat conduction
Difficult in operating boilers
Clogging of pipe lines slowdown of water circulation
Prevention
By using soft water
Removal of concentrate water time to time to avoid sludge deposit
b. Scale
The hard and adherent deposits formed on the inner walls of boilers by salts like CaSO4, Mg(OH)2
are known as scales. The formation of scales are more dangerous than sludge formation as they affect overall functioning of boilers. The CaSO4, Ca(OH)2, CaCO3, Ca3(PO4)2 salts are main
responsible for scale formation. The following fig-2, shows the formation of scale in boilers.
Scale deposit Water
Boiler
The formation of scale can be explained taking example of CaCO3 and CaSO4
(i) In low pressure boilers, the CaCO3 salt is formed from Ca(HCO3)2 as shown below;
Ca(HCO3)2 CaCO3 + H2O + CO2
(ii) In high pressure boilers, CaCO3 is converted to soluble Ca(OH)2. But CaSO4 forms very hard
scale as its solubility decreases with increase in temperature. At high pressure the scale of CaSO4
becomes very hard.
(iii) In the similar way, very hard and insoluble scales like CaSiO3, MgSiO3 are formed from SiO2
Disadvantages
Being an insulator, reduces heat transfer leading to fuel wastage and affects boiler
efficiency
Boiler becomes unsafe, because of overheating
The overheating and softening of metallic parts leads to reaction between water soft metal
(Fe) making tube walls thinner; 3Fe + 4H2O → Fe3O4 + 4H2
At high pressure, the overheated metal parts undergo expansion and the scale develop
cracks. Consequently water enters into the cracks, liberate steam and pressure builds up and causes boiler explosion.
Excessive scale formation clogs the tubes and pipe lines
Prevention
The formation of scale can be prevented effectively by adopting following methods;
Lima soda process [(Ca(OH)2 + Na2CO3)]
Ion-exchange process (Using cation and anion exchange resins)
Demineralization method
3. Boiler corrosion
The various parts of boiler are prone to corrosion due to the presence of dissolved gases and salts. Here we discuss to some extent corrosion due to the following factors and mainly the boiler tubes, plates, pipe lines are often suffer from corrosion.
(i) Dissolved gases such as; O2, CO2, H2S are responsible for corrosion
(ii) Presence of salts like MgCl2 directly attack the metallic parts in boiler
(i) Corrosion due to the dissolved gases a. Corrosion due to dissolve oxygen (DO)
Dissolved oxygen at high pressure corrodes metallic parts of the boilers and the relevant reactions
are; 2Fe + 2H2O + O2→ 2Fe(OH)2
4Fe(OH)2 + O2 + 2H2O → 2 [Fe2O3. 3H2O] Rust
The above reaction indicates the corrosion in boilers due to DO. When water containing DO is heated, it liberates oxygen which in turn causes corrosion as mentioned in the above reactions.
Methods for the removal of DO
Dissolved oxygen is eliminated by any of the following methods;
Using mechanical deaerators: The solubility of oxygen directly proportional to pressure and inversely to temperature and this principle is used in mechanical deaerators. In this, hot water is sprayed to remove DO.
Use of sodium sulfite (Na2SO3): The complete removal of DO is achieved by adding Na2SO3,
This method applicable only for low pressure boilers, because at high pressure the salt causes
priming and foaming and also liberates SO2 on its decomposition.
Use of Hydrazine: Hydrazine (N2H4) is used at 40% concentration in aqueous form due to its explosive nature. N2H4 + O2→ N2 + H2O
One of the advantage of using hydrazine is, it does not form any salt.
b. Corrosion due to Carbon dioxide
Carbon dioxide is present naturally in the water and also come from bicarbonates. When present
in boiler water, it is carried by steam and dissolves in water forming carbonic acid (H2CO3), during
steam condensation and it causes intense local corrosion called “pitting corrosion” and hence its elimination is necessary to prevent boiler corrosion.
Methods for the removal of CO2
The dissolved gases such as CO2, DO are eliminated by a process called “mechanical deaeration’.
In this by passing steam, water can be deaerated as shown below in fig-3.
Fig-3. Mechanicaldeaerator
Procedure
Dissolved O2 and carbon dioxide gases are removed from water by mechanical deaeration method
as shown above. In this process, water is allowed to trickle down slowly through the perforated plates fitted inside the chamber. Under the conditions of high temperature and low pressure values, the dissolved gases are eliminated.
Also the dissolved CO2 can be removed by treating with calculated amount of ammonia, which
forms carbonate on reaction with CO2 as shown below;
c. Corrosion due to MgCl2 (Acid corrosion)
This type of corrosion mainly due to the formation of acids when salts like, MgCl2, CaCl2 are
dissolved in water. These salts, particularly MgCl2 undergo hydrolysis at high temperature (200°C)
forming HCl in boiler, which leads to corrosion as mentioned in the below reactions;
MgCl2 + 2H2O → Mg(OH)2 + 2HCl
The HCl liberated, attacks iron and forms rust as follows;
Fe + 2HCl → FeCl2 + H2
FeCl2 + 2H2O → Fe(OH)2 + 2HCl
4 Fe(OH)2 + O2 + 2H2O → 2 [Fe2O3. 3H2O], Rust
Since the hydrolysis of CaCl2 would be only 25% compare to MgCl2 which is more dangerous. To
control this type of corrosion, suitable alkali is added to neutralize acid.
V. Water softening methods
Various methods have been adopted in the process of softening water and few of them are; 1. Lime soda method
2. Ion exchange method 3. Zeolite method
1. Lime soda method
In this method all soluble hardness causing salts are chemically converted into insoluble precipitates which may be removed via filtration and settling. In this process, the combination of
lime (Ca(OH)2) and soda (Na2CO3) is added to had water and through the following reactions, the
water becomes soft. Usually 10% excess chemicals are introduced into water to quicken the
softening process. There are two methods of lime soda process, namely; (a)cold lime soda process
and (b) hot lime soda process. (a)Cold lime soda process
In this Method, Calculated quantity of chemical (lime and soda) is mixed with water at room temperature. The precipitates formed at room temperature are finely divided, hence do not settle down easily and cannot be filtered easily. Consequently, it is essential to add small amounts of coagulants (Alum, aluminum sulphate, sodium aluminate, Etc.). These coagulants hydrolyzed to gelatinous precipitate of aluminium hydroxide, which entraps the fine precipitate. Use of sodium aluminate as coagulant, also helps the removal of silica as well as oil, if present in water. Cold L-S process provides water, containing a residual hardness of 50 to 60 ppm.
NaAlO2 + 2H2O NaOH +Al(OH) 3
Al2(SO4 )3 +3 Ca(HCO3 ) 2 -> 2Al(OH) 3 + 3 CaSO4 + 6CO2
Procedure
Raw water and calculated quantities of chemicals (Lime + soda + coagulant) are fed from the top in to the inner vertical circular chambers, fitted with a vertical rotating shaft carrying a number of
paddles, as shown in the fig-4. Raw water and chemicals subjected to vigorous stirring and
Fig-4. Cold Lime soda Process
(b) Hot lime soda process
The process involves water softening at a temperature of 80 to 150°C. The advantages of operating at high temperature are; (i) the reaction proceeds faster (ii) the softening capacity of hot process increases (iii) the precipitate and sludge formed settle down rapidly and hence no coagulants are
required (iv) gases such as CO2, O2 are driven out and (v) the lower viscosity of softened water
eases filtration, which in turn increases the filtering capacity of filters and (vi) Hot Lime-Soda Produces water of comparatively lower residual hardness of about 15 to 30ppm.
Procedure
Hot lime-soda plant consists essentially of three parts (a) a ‘reaction tank’ in which raw water, chemicals and steam are thoroughly mixed (b) a ‘conical sedimentation chamber’ in which sludge settles down and (c) a ‘Sand filter’ which ensures complete removal of sludge from the softened
water. The design of the equipment for hot lime soda process is shown in fig-5.
The different reactions that occur during water softening by lime-soda method are mentioned below;
(i) Lime removes temporary hardness;
Ca(HCO3)2 + Ca(OH)2 → 2CaCO3↓ + 2H2O
Mg(HCO3)2 + Ca(OH)2 → Mg(OH)2 ↓ + CaCO3 + 2H2O
(ii) Lime removes permanent magnesium hardness
MgCl2 + Ca(OH)2 → Mg(OH)2 + CaCl2
MgSO4 + Ca(OH)2 → Mg(OH)2 + CaSO4
(iii) Soda removes permanent calcium hardness
CaCl2 + Na2CO3 → CaCO3 + 2NaCl
CaSO4 + Na2CO3 → CaCO3 + Na2SO4
Lime soda also eliminates dissolved mineral acids, gases (CO2, H2S) and dissolved salts of iron
and aluminium.
Advantages of lime soda Process
It is a very economical
Increase in pH value of the treated water, thereby corrosion of the distribution pipes is
reduced
Besides the removal of hardness, the quantity of minerals in the water are reduced
Due to alkaline nature of treated- water, amount of pathogenic bacteria’s in water is
considerably reduced
Disadvantages of lime soda Process
For efficient and economical softening, careful operation and skilled supervision is
required.
Disposal of large amounts of sludge (insoluble precipitate) poses a problem.
This can remove hardness only up to 15ppm, which is not good for boilers.
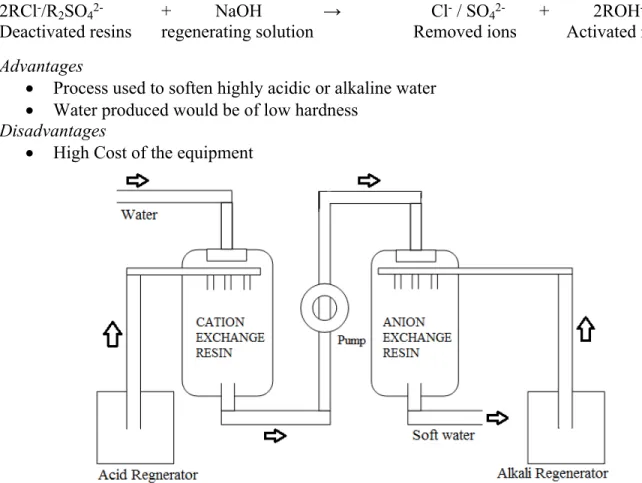
2. Ion exchange method
It is a reversible exchange of ions between a liquid phase and a solid phase, in which cations exchangers used for the exchange of cations and anions by anion exchangers. The materials used for this application are known as ion-exchange resins. Ion exchange resins are microporous structured organic polymers with crosslinking network containing some specified functional groups which are responsible for the ion exchange properties of the resins. As both anions and cations are responsible for the chemical properties of water, their removal is very essential and is achieved using suitable ion exchangers. The design of an ion exchanger is as shown below;
Procedure: When hard water is passed through ion exchanger (Fig-6), through the following interactions between hard water and resins, water becomes soft. Once the hard water freed from
cations, it is once again passed through anion exchanger where anions such as Cl-, SO
42- etc. The
whole exchange process is shown in the above diagram. The H+ and OH- ions combine and form
water. Thus hard water becomes soft upon ion exchange process.
(i) Cation exchange resin (RH+): Cation exchange resins such as phenolic sulphonic acid
ions, are exchanged with equivalent amount of cations like Ca2+, Mg2+ during water treatment. The reaction involving exchange of ions between resin and cations of water is given below;
2RH+ + Ca2+/Mg2+ → R
2Ca2+/R2Mg2+ + 2H+ Resin Hard water exchanged cations
(ii) Anion exchange resin (ROH-): Resins such as styrene divinyl benzene or amine formaldehyde copolymers with quaternary ammonium tertiary sulphonium or amino group containing
exchangeable OH- are used for water treatment (Fig-8.). When hard water is passed through, the
anions such as Cl-, SO
42- are exchanged with equivalent amount of OH- ions of resin as shown
below.
2ROH- + Cl-/SO
42- → 2RCl-/R2SO42- + 2OH
Resin Hard water exchanged anions
The H+ and OH- ions forms water molecule and finally the soft water comes out.
H- + OH- → H
2O
Regeneration: Once the resin bed is filled with hardness causing anion and cations ions,
regeneration of the resins is carried out using either H2SO4 or HCl for cation exchange resin and
NaOH for the regeneration of anion resin. All bivalent ions are removed in their sulphates or chloride form and the following reactions occur during the regeneration of resins.
R2Ca2+/R2Mg2+ + HCl → Ca2+ / Mg2+ + 2RH+
2RCl-/R
2SO42- + NaOH → Cl- / SO42- + 2ROH
-Deactivated resins regenerating solution Removed ions Activated resins
Advantages
Process used to soften highly acidic or alkaline water
Water produced would be of low hardness
Disadvantages
High Cost of the equipment
Fig-7. Cation exchange resin Fig-8. Anion exchange resin
3. Zeolite method
Zeolites are also known as permutits and are denoted as Na2Z, where Z is an insoluble radical
framework. Zeolites are capable of exchanging basic radicals (Ca2+, Mg2+), hence known as base
exchangers. When hard water is passed through zeolite bed, all the hardness causing basic radicals
like Ca2+, Mg2+ are held by the zeolite releasing equivalent amount of Na+ ions as mentioned in
the following reactions;
Ca(HCO3)2 CaZ + 2NaHCO3
MgSO4 + Na2Z → MgZ + Na2SO4
CaCl2 CaZ + 2NaCl
The following fig-9 explains how water becomes soft after passing through zeolite chamber,
during which the above reactions take place leading to soft water.
Fig-9. Purification of water by zeolite method
Regeneration of Zeolite
After several use, the zeolite becomes deactivated due to the complete exchange of Na+ with
calcium and magnesium of water. Hence activation of zeolite is done by feeding NaCl solution,
where all Ca2+ and Mg2+ are replaced by Na+. Thus the activated zeolite is ready for further water
treatment and is represented by the following reaction.
Advantages
Hardness is removed almost completely
Equipment installation requires little space
Requires less time
Disadvantages
Treated water contains more sodium salts than obtained from lime soda process
The method only replaces Ca+2 and Mg+2 ions by Na+ ions leaving all the acidic ions
VI. Desalination of water
The process of removal of salts present in water using suitable ion permeable membrane is known as desalination process. The role of membrane is very critical in the separation of ions of the salts and is known as membrane dialysis.
Membrane dialysis
In presence of suitable membrane, salts diffuse spontaneously from the region of high chemical potential to lower chemical potential. To achieve higher flux, the membrane should be as thin as possible. Dialysis membrane process is the transport/diffusion of solute from one side (feed side) of the membrane to the other side (permeate side) according to their concentration gradients. Dialysis membrane is generally homogeneous with relative thickness of 10–100 µm. In dialysis, liquid phases containing the same solvent are present on both sides of the membrane in the absence of a pressure difference. Dialysis membrane has been widely used on laboratory scales for the purification of small quantities of solutes. At the start of the 1960s, membrane dialysis gained attention in the treatment of patients with chronic kidney disease.
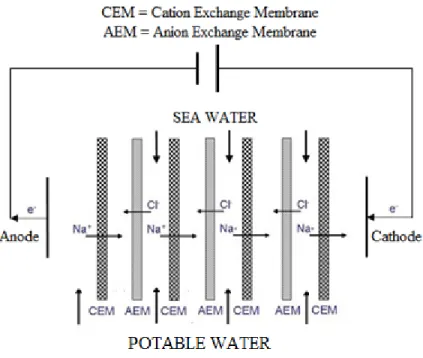
1. Electrodialysis
The electrodialysis is a separation process, where ions are removed from aqueous solution with the application of potential. A difference in the electrical potential between two phases separated by a membrane can lead to a transport of matter and separation of various chemical species when the different charged particles show different mobility in the membrane. Uncharged molecules are not affected by this driving force and hence electrically neutral components can be separated from their charged counterparts.
Electrodialysis membrane uses an electrically charged non-porous membrane, which assists in controlling the migration of the ions. Basically, ion exchange membranes are used which either allow the transfer of anions or cations. There are generally two kinds of membranes for electrodialysis: cation exchange membranes which allow the passage of positively charged ions; anionic exchange membranes that allow the passage of negatively charged ions. Cation exchange membranes contain negatively charged groups like sulphonic or carboxylic acid groups on the surface of a polymer. Hence negatively charged anions are repelled by the membrane and vice versa for anion exchange membranes. A number of cationic and anion exchange membranes are placed in an alternating sequence between a cathode and an anode. When an ionic feed solution is pumped through the cell pairs together with an applied direct current, the positive ions migrate to the cathode and the negative ions migrate to the anode. The main application of electrodialysis is to remove ions from an aqueous solution. Electrodialysis can be used either to concentrate the salt
or to produce potable water from sea water. The following fig-10, explains the separation of ions
Fig- 10. Desalination byElectrodialysis process
Procedure
In the presence of an external potential across the electrodes, ions of the salts formed on electrolysis diffuse through their respective membranes as shown in the above diagram. Taking
the example of NaCl in water the process can be explained in much better way. The Na+ ions
diffuse through CEM and Cl- pass through AEM. Finally the desalined water is collected separately
and the concentrated water is further recycled for desalination. Thus repeating several times, the water is made free of salts which later mineralized and used for drinking purpose.
2. Reverse Osmosis (RO)
When a semi-permeable membrane is placed between two solutions with different concentrations, water flows from higher concentration to lower concentration and a pressure difference is generated called osmotic pressure. When a larger pressure is applied (compared to the osmotic pressure) on the side which has a lower concentration, the osmotic flow is reversed. This process is called reverse osmosis (RO). Reverse osmosis membrane is used when low molecular weight solutes such as inorganic slats (NaCl) or small organic molecules such as glucose and sucrose have to be separated from a solvent. In the RO process, the processing liquid is being transported through the membrane under high pressure. The membrane retains most of the ions and larger molecules in the liquid and the process is often used for desalinization to produce high quality water.
to 25 bar, as solutions containing low molecular weight solutes have a much higher osmotic pressure than the macromolecular solutions used in UF. The applied pressure is around 10 to 60 bar for RO process. Thus the membrane has to have sufficient mechanical strength to withstand the operation conditions. Due to the high membrane resistance, a much higher pressure (compared to UF and MF) must be applied to force the same amount of solvent through the membrane.
The most successful application of RO process is in the production of drinking water from seawater (desalination). Today, technical progress in RO aims at higher efficiency and high selective separation. Materials for RO membranes are made up of cellulose acetate and aromatic polyamide
and many more stable synthetic polymer materials. Fig-11, describes the purification of sea water
under applied pressure.
Fig-11. Reverse Osmosis process
VII. Chemical analysis of water
Chemical analysis of water chemistry needs to be carried out to identify and quantify the chemical components and other properties of water samples. Generally chemical analysis of water is carried out on water samples which origin from industrial processes, domestic sector, river water, rain water and sea water.
To know the quality of water, commonly the following features and species are analyzed and quantified with the help of various standard procedures;
1. Chloride (Cl-) 2. DO (Dissolved Oxygen) 3. BOD (Biological Oxygen Demand)
4. COD (Chemical Oxygen Demand) 5. Nitrate (NO3-) 6. Chloride (Cl-)
7. Fluoride (F-)
1. Estimation of Chloride (Cl-) – Silver nitrate method
Chloride ions in natural waters are due to salts such as calcium, magnesium and sodium chlorides which are from geological formations.
Principle: Chloride is determined in a neutral or slightly alkaline solution by titration with standard silver nitrate, using potassium chromate as indicator. Silver chloride is quantitatively precipitated before red silver chromate is formed. The following reactions represent the chemistry of chloride estimation;
AgNO3 + Cl-→ AgCl ↓ + NO3
-Finally when all chlorides precipitates into AgCl, an excess amount of AgNO3 reacts with
AgNO3 + CrO42-→ Ag2CrO4↓ + 2NO3
-Procedure
a. Sample titration
1. Measure 100 ml of water sample into a conical flask. Before titration check for pH which must be between 6.0 and 9.0. If pH of the water sample is below 6.0, add a small amount of calcium
carbonate and stir. If the pH is above 9.0, add 0.1 mol l-1 nitric acid drop by drop to bring pH down
to 9 and stir and then add a small amount of calcium carbonate. 2. Add 1 ml potassium chromate indicator solution and stir.
3. Titrate against silver nitrate solution with constant stirring until reddish coloration persists.
b. Blank titration
Repeat above steps taking 100-ml distilled water and add potassium chromate indicator and perform titration against standard silver nitrate and record blank titer volume.
Calculation
Chloride = 1000 x (V1 – V2) / Volume sample--- mg / l
Where;
V1 = volume of silver nitrate consumed during sample titration (ml)
V2 = volume of silver nitrate during blank titration (ml)
Note:
If pH is less than 6, potassium chromate becomes dichromate; 2CrO42- + 2H+→ HCrO4- + Cr2O72-
At pH greater than 9.0, silver precipitates as silver oxide; Ag+ + OH-→AgOH↓
2. Estimation of dissolved oxygen (DO)
The dissolved oxygen can be determined either by the Winkler (iodometric) method or by the use of dissolved oxygen electrodes and both are discussed below. The results are either expressed as a
simple concentration (mgl-1) or as a percentage of full saturation.
a. Estimation of dissolved oxygen by Winkler’s method
(i) Principle: In alkaline condition when a mixture of manganous sulphate and potassium iodide
is added to water sample, dissolved oxygen oxidizes Mn2+ to Mn4+ and a precipitate of MnO
2.H2O
is formed. On acidification Mn4+ oxidizes iodide to free iodine and by titrating the liberated free
iodine with standard sodium thiosulphate (Na2S2O3) using starch indicator, as shown in the
following reactions (1), (2) and (3). The amount of dissolved oxygen is estimated from the volume of sodium thiosulphate consumed.
Mn2+ + 2OH- + ½ O
2 (DO) → MnO2.H2O (1)
MnO2.H2O + 4H+ + 2I-→ Mn2+ + 3H2O + I2 (2)
I2 + 2Na2S2O3→ Na2S4O6 + 2NaI (3)
(ii). Procedure and calculation
To an airtight bottle containing 250ml of water sample, add manganous sulphate and a mixture of alkaline KOH / sodium azide. The bottle is stoppered, shaken for nearly 10 – 15 minutes and
dissolve the precipitate after shaking for some time. Pipette out 100ml of this solution into a clean conical flask and titrate against sodium thiosulphate using starch indicator till the blue colour formed is completely discharged. From the volume of sodium thiosulphate consumed, estimate the dissolved oxygen.
(iii) Calculation
Normality X Volume of oxygen solution = Normality X Volume of Na2S2O6
Normality of oxygen solution = Normality X Volume of Na2S2O6 / Volume of oxygen solution
= N X V / 100 --- b
Therefore; wt. of dissolved oxygen / dm3 = Normality X Equivalent wt. of oxygen
= b X 8 X 1000 mg / l, hence the DO of water
(iv).Significance of dissolved oxygen
The presence of oxygen in rivers is the result of photosynthesis by plants and by dissolution of oxygen from the atmosphere into the water. In liquid wastes, dissolved oxygen determines whether the biological changes are brought about by aerobic or anaerobic organisms. The former use free oxygen for oxidation of organic and inorganic matter and produce harmless products, but the latter form toxic products with certain inorganic salts such as sulphates. Since both types of organisms are abundant in nature, it is highly important that conditions favourable to the aerobic organisms (aerobic conditions) be maintained. Otherwise the anaerobic organisms will take over and pollute the water forming obnoxious products. Thus dissolved-oxygen measurements are vital for maintaining aerobic conditions in natural waters that receive pollutional matter and in aerobic treatment process intended to purify domestic and industrial waste waters. The solubility of oxygen
in water is low and it is saturated with 8.24mgl-1 oxygen at 25°C. It would therefore be easy to
deplete the oxygen content if any material were present which would react with oxygen. The material could be organic, as already discussed but could also be inorganic. For example iron in
the form of Fe2+can deplete oxygen by oxidation to Fe3+.
Note: Azide is added to prevent the interference of any nitrite ions. Nitrite ions oxidize I-to free
I2under acidic conditions that can cause erroneous results. Nitrite interference can be overcome
by using sodium azide NaN3 and the reactions are (4) & (5) below;
NaN3 + H+→ HN3 + Na+ (4)
HN3 + NO2- + H+ + → N2 + N2O + H2O (5)
b. Oxygen electrode method for dissolved oxygen measurement
The oxygen electrode method is used both for field measurement of dissolved oxygen and in the laboratory for determination of biochemical oxygen demand. The oxygen electrode is based on voltammetric principles and depends on the diffusion and in turn reduction of oxygen. The cell consists of lead anode and silver cathode dipped in an alkaline solution like 1M KOH.
At anode; Pb + 4OH- → PbO
2 (aq) + 2H2O + 4e- (6)
At cathode; O2 + 2H2O + 4e- → 4OH- (7)
The silver cathode remains inert, unless oxygen or another reducible species can diffuse to it. A semipermeable membrane through which only oxygen can diffuse surrounds the electrodes, and then the reduction takes place. Since current depends on the diffusion of oxygen to the electrode from the external solution, this electrode may be used to measure dissolved oxygen.
Instruments usually read oxygen directly with a scale from 0 to 100% saturation by setting 100% with fully aerated water and 0% with water no oxygen content (sodium sulphite is added to the water to maintain 0% oxygen). This calibration must be made each time before the electrode is used. Dissolved oxygen electrodes are very sensitive to temperature and thus accurate temperature measurements must be made along with dissolved oxygen measurements.
Note: O-ring selection is based on chemical compatibility, application temperature, sealing pressure etc. Materials used for making for O- ring are; Synthetic rubbers such as; Butadiene rubber, Butyl rubber, Chlorosulfonated polyethylene, Epichlorohydrin rubber.
Fig-12. Oxygen electrode system for DO measurement
CORROSION
energy must go into the extraction of a metal from its ore. However, once the metal is extracted, it spontaneously tends to revert back to its more stable form. To do so, the metal must lose electrons, and this requires the presence of an electron acceptor or oxidizing agent like oxygen.
Corrosion mechanism
Metals undergo corrosion either by dry or wet mechanisms: direct chemical (or dry) corrosion occurs in the presence of dry gases or anhydrous molten metals; electrochemical (or wet) corrosion occurs in aqueous medium.
1. DIRECT CHEMICAL (OR DRY) CORROSION
It occurs mainly through the direct chemical attack of environment gases like oxygen, halogens, sulphur dioxide, hydrogen sulphide, volatile organic liquids or anhydrous molten metals. The reaction of a metal with gases to form corrosive product is feasible, if the free energy change accompanying the process is negative.
The rate of corrosion of metals depends on:
a) Chemical affinity between metal and corrosive environment and b) Nature of the corrosive product
Most of the metals react with oxygen and form oxides and the electrical properties of the oxide determine the rate of oxidation. The mechanism of oxidation of metals involve following steps:
i) Oxidation of the metal at the anode; 2M 2Mn+ + 2ne
-ii) Transport of the electrons to the cathode
iii) Combination between the electrons and the oxidant to form negative ions nO2 + 2ne- 2nO
2-iv) Combination of cations and anions to form the product
The corrosion product formed may be unstable, volatile, porous or nonporous.
Metals like Au, Pt are stable and do not form oxides.
Molybdenum undergoes corrosion extensively due to formation of volatile oxide.
Alkali and alkaline earth metal oxides form porous films and corrode as long as porosity
in the oxide film exists.
Metals like Al, Cr, Ni, Ti and Tl forms nonporous oxides and are in turn protects these
metals from further corrosion.
This type of corrosion is due to the direct chemical attack of metal surfaces by the atmospheric gases such as oxygen, halogen, hydrogen sulphide, sulphur dioxide, nitrogen or anhydrous inorganic liquid, etc.
Example: (i) Silver materials undergo chemical corrosion by Atmospheric H2S gas (ii) Iron metal undergo chemical corrosion by HCl gas
2. ELECTROCHEMICAL (OR WET) CORROSION
Electrochemical corrosion takes place through the formation of anodic and cathodic regions (galvanic cell/s) over the metal surface in contact with an aqueous corrosive environment, which, serves as an electrolyte. Electrons can flow through the metal from the anodic to the cathodic regions. This type of corrosion can be explained by electrochemical theory.
Electrochemical theory of corrosion
According to electrochemical theory of corrosion, when a metallic specimen is exposed to a corrosive environment number minute of galvanic cell/s form over the metal surface due to the existence of heterogeneities like galvanic combination, stress, crystal defects, oxygen concentration cell, etc. An oxide film of the metal form as a consequence of anodic and cathodic reactions.
Reactions
Anodic reaction; is the dissolution of metal as ions; M Mn+ + ne¯
Electrons lost at the anode flow through the metallic circuit to the cathode and permit cathodic reaction/s to occur.
Cathodic reaction; It involves either absorption of oxygen or evolution of hydrogen, which, depends on the nature of corrosive environment.
i) In alkaline and neutral aerated aqueous medium; O2 + 2H2O + 4e– 4OH–
ii) In alkaline and neutral de-aerated aqueous medium; 2H2O + 2e¯ 2OH¯+ H2
iii) In de-aerated aqueous acidic medium; 2H+ + 2e¯ H
2
iv) In aerated aqueous acidic medium; O2 + 4H+ + 4e¯ 2H2O
For example, if iron (Fe) was exposed to aerated, corrosive water, the anodic reaction would be
2Fe 2Fe2+ + 4e¯
At the cathode, reduction of oxygen would occur; O2 + 2H2O + 4e¯ 4OH¯
2Fe + O2+ 2H2O 2Fe2+ + 4OH¯
After dissolution, ferrous ions (Fe2+) generally oxidize to ferric ions (Fe3+); these will combine
with hydroxide ions (OH¯) formed at the cathode to give an insoluble corrosion product, hydrated ferric oxide (or yellow rust).
2Fe2+ + 4OH¯ 2Fe (OH)
2
4Fe (OH)2 + O2+ 2H2O 2[Fe2O3.3H2O]
In poor aerated solutions, magnetite (or black rust) is formed; 3Fe (OH)2 + ½ O2 Fe3O4.3H2O
Types of corrosion
Almost all corrosion problems and failures encountered in service can be associated with one or more of the eight basic forms of corrosion: uniform corrosion, galvanic corrosion, and crevice corrosion, pitting corrosion, intergranular corrosion, stress corrosion, selective leaching (dealloying) and erosion corrosion. Here, differential metal (galvanic), differential aeration and stress corrosions will be discussed.
1. Differential metal (or galvanic) corrosion
metal (anode) suffers accelerated attack and the more noble metal (cathode) is cathodically protected by the galvanic current.
For example;
Brass tap connected to steel water pipe. Here, brass (more noble) acts as cathode and steel
pipe (less noble) acts as anode and gets corroded.
The combination of Different metals also leads to this type of corrosion, like Fe – Cu,
Zn – Cu, Zn – Fe etc.
Reactions during galvanic corrosion are given below; At anode; Fe 2Fe2+ + 4e¯
At cathode; (assuming water is alkaline and aerated)
O2 + 2H2O + 4e¯ 4OH¯
2Fe2+ + 4OH¯ 2Fe (OH)
2
4Fe (OH)2 + O2+ 2H2O 2[Fe2O3.3H2O] (yellow rust)
Prevention
Choose metal combinations in which the constituents are as close as possible in the
galvanic series, avoid an unfavorable surface area ratio.
Wherever possible, use a seal, insulator, coating, etc. to avoid direct contact between two
different metals, avoid threaded junctions between materials widely separated in the galvanic series.
Galvanic Series
To study galvanic corrosion of metals / alloys, galvanic series is more appropriate and useful than electrochemical series because,
i) Galvanic series consider both metals & alloys under more practical conditions; whereas
electrochemical series applicable to metals only in their standard conditions. The galvanic series
determines the nobility of metals and alloys. The rate of corrosion is determined by the nature of the electrolyte and the difference in nobility. The difference can be measured as a difference in
electrode potential. Galvanic corrosionis influenced by nature of metals, relative sizes of anode &
cathode and operating conditions (such as temperature, humidity, salinity). The galvanic series
shown (Table: 1) for stagnant (low oxygen content) seawater. The order may change in different
environments.
Mg Active end
Mg alloys
Zn
Galvanized steel
Al
Steel / Iron Cast iron
Chromium steel (active) Pb
Sn
Cu
Ni (passive) Ti
Chromium steel (passive) Ag
Au
Pt Noble end
Table: 1 2. Differential aeration corrosion
It occurs when a metal is exposed to corrosive environment with different air (oxygen) concentration. Less aerated metal part acts as anode and undergoes corrosion, where as well aerated metal part becomes cathode.
Reactions
Anode undergo dissolution or oxidation forming respective metal ions; M Mn+ + ne¯
The cathodic reaction involves reduction of oxygen; O2 + 2H2O + 4e¯ 4OH¯
Waterline & Pitting corrosions are two types of differential aeration corrosion.
i) Waterline corrosion: It takes place due to formation of oxygen concentration cell. Waterline corrosion is observed in water storage tanks, sea-going ship hulls, marine pilings, etc.
For example, in water storage tank, thoroughly aerated metal part (waterline and above) acts as cathode and poorly aerated part (below waterline) acts as anode & gets corroded. In case of water storage steel tank, following reactions takes place;
At anode;
Fe 2Fe2+ + 4e¯
At cathode;
O2 + 2H2O + 4e¯ 4OH¯
2Fe2+ + 4OH¯ 2Fe (OH)
2
4Fe (OH)2 + O2+ 2H2O
2[Fe2O3.3H2O]
(Yellow rust)
Hydrated ferric oxide will form around water line and magnetite at poorly aerated portions. 3Fe (OH)2 + ½ O2 Fe3O4.3H2O
(Magnetite)
ii) Pitting corrosion: It is a form of localized corrosion as it does not spread laterally across an
exposed surface but penetrates into the metal very quickly, usually at an angle of 90o to the surface.
Pitting results in leakage of tanks, frequent repair of boat engines and water cooling jackets. Air Cathode
Waterline
Anode
Stagnant solution conditions favor pitting corrosion. The presence of halide ions (chloride, fluoride, bromide and iodide) can pit metals. A deoxygenated solution can still support pitting if halide ions are present in solution.
Passive metals / alloys such as the stainless steel, aluminum and nickel alloys are susceptible to pitting corrosion. Pit initiation involves a breakdown of the passive layer on a metal. The exposed surface outside the growing pit acts as cathode and leads to reduction of oxygen to hydroxyl ion:
O2 + 2H2O + 4e¯ 4 OH¯
As this reaction cathodicallyprotects the region outside the pit, the metal dissolution region cannot
spread laterally across the surface. In addition, the large cathodic surface can maintain this reaction and form a large cathode to small anode ratio which will accelerate the anodic reaction. Within the pit, which is regarded as a small hemisphere at this stage, the metal dissolution reaction
takes place. M Mn+ + ne¯
Some common examples for differential aeration corrosion
Part of the nail inside wall
Stapler pins inside a book
Submerged oil pipelines, ships or boats
Prevention: Choose the material most appropriate for the service conditions, avoid stagnant zones and deposits, reduce the aggressively of the medium, and use cathodic protection.
3. Stress corrosion
It is the unexpected sudden failure of normally ductile metals subjected to a constant tensile stress in a corrosive environment, especially at elevated temperatures. The residual stress in metals may be due to certain mechanical operations like cold working, welding, bending, use of rivets, etc and often progresses rapidly. Certain stainless steels and aluminum alloys crack in the presence of chlorides, mild steel cracks in the presence of alkali (caustic embrittlement) and copper alloys
crack in ammonical solutions (season cracking).
Caustic embrittlement: In boilers, riveted parts, welded parts, etc are under stress and serves as
anodes, while, the remaining part serves as cathode. Boiler-feed water is generally alkaline* and
during operation of a boiler at high pressure and temperature, hydrolysis of Sodium carbonate
(Na2CO3) leads to the formation of NaOH.
Na2CO3 + H2O → NaOH + CO2
Boiler part under stress Conc. NaOH // Dilute NaOH stress free parts of boiler
(Anode) (Cathode)
When the concentration of NaOH reaches 10%, it attacks iron in the stressed region and forms an
intermediate, sodium ferroate (Na2FeO2), which subsequently decomposes to form magnetite
(Fe3O4). This eventually leads to depletion of metal at stressed region.
3Na2FeO2 + 4H2O → 6NaOH + Fe3O4 + H2
Prevention
The compounds like Sodium sulfate, lignin, Phosphates etc., when added block the cracks; crevices between rivets and joints thereby prevent caustic embrittlement.
* The hardness of the boiler-feed water is removed by soda-lime process, imparts alkalinity to water.
4. Grain boundary corrosion
This type of corrosion is observed in stainless steels (18% Cr, 8% Ni) having carbon content more than 0.1%. When such stainless steel is heated to high temperature an on cooling rapidly, carbon and chromium reacts to form a precipitate of chromium carbide. This precipitate formed at grain boundaries, constitute galvanic cells as shown below.
Chromium carbide precipitate (anode)
Grain boundary
The precipitate of chromium carbide decreases the concentration of chromium at the grain boundaries, thus becomes anode. The regions rich in chromium become cathode. As a consequence
of this corrosion starts at grain boundaries, which is known as grain boundary corrosion. Therefore
to avoid this type of corrosion in stainless steels, the percentage of carbon is maintained less than 0.03%. The grain boundary corrosion is not seen in pure metals.
FACTORS AFFECTING CORROSION RATE 1. Nature of the metal (Primary Factors)
a) Purity: Impure metals are more prone to corrosion than pure metals due to formation of galvanic cells.
b) Physical state: Crystal imperfection, grain size, residual stress influences corrosion. Increase in the residual stress, decreasing grain size and crystal imperfection increases corrosion.
electrode potential of dissimilar metals, higher will be the rate of corrosion. Rate of corrosion increases as the metals are placed far away in a galvanic series.
d) Relative areas of anode and cathode: The rate of corrosion resulting from galvanic action frequently will depend on the relative exposed areas of the two metals in contact. A small anode area, in combination with large cathode area leads to more corrosion than the combination of large anode area and small cathode area. Larger cathode demands more electrons from smaller anode and forces the anode to undergo severe and localized corrosion. Thus, galvanic combination of small anode area and large cathode area should be avoided.
Example: In case of steel covered with non-uniform tin coat exhibit more corrosion due to formation of large cathode (tin) and small anode (steel).
On the other hand, steel covered with non-uniform zinc coat exhibit less corrosion due to formation of small cathode (steel) and large anode (zinc).
e) Nature of the corrosion product: The extent of corrosion of a metal depends on the nature of corrosive product. If the corrosive product is stable, non-porous, stoichiometric, poor conductor, insoluble, continuous and firmly adherent, then it forms passive film and retards corrosion.
Example; Oxides of chromium, Aluminum, Titanium, Zirconium, etc. are passive in nature. On the other hand, unstable, porous, soluble, non-stoichiometric, good conductor, discontinuous and loosely adherent corrosive product leads to continued corrosion.
Example; Oxides of Zinc, iron, Magnesium are non - passive etc.
2. Nature of the medium (Secondary factors)
a) Conductivity:Dissolved solids increase the conductivity, speeding up the electrical corrosion process and they can also interfere with corrosion coatings. Hence, metals undergo corrosion to greater extent in saline water.
b) pH: In general, acidic medium is more corrosive than basic or neutral medium. Acidic medium accelerate the reaction of electrons with oxygen and water and dissolves some protective oxides that may have formed at the anode, exposing metal surface for further corrosion.
c) Temperature: At higher temperatures chemical reactions speed up. Generally, a 10C rise in temperature doubles the rate of corrosion. Even temperature variations within a single piece of metal can cause the warmer portions to become anodic, leading to severe metal loss. Therefore the extent of corrosion is significant in heat exchangers.
CORROSION CONTROL
Since both the cathodic and anodic reactions must take place for corrosion to occur, prevention of either one will stop corrosion. Following methods have been employed for the protection of metals/alloys from undergoing various forms of corrosion.
1. Inorganic Coatings 2. Anodic protection 3. Cathodic protection
4. Protective coatings 5. Corrosion inhibitors
1. Inorganic coatings
Under inorganic coatings there are two methods namely; a) Surface conversion coatings and b) Metal coatings.
a) Surface conversion coatings
In this method, the immediate surface layer of metal is converted into a film of metallic oxide or compound which has better corrosion resistance than the natural oxide film through chemical treatment.
Two important methods of metal coatings are; i) Anodizing and ii) Phosphating
i) Anodizing:“Anodizing involves the electrolytic oxidation of a metal surface to produce a tightly adherent oxide scale which is thicker than the naturally occurring film”. This method is applicable to the metals which form naturally passive film upon oxidation.
Example: Metals like Al, Cr, Zr, V and Ti form protective type oxides
Aluminum is protected extensively by anodizing. Anodizing can be carried out in presence of suitable electrolyte like chromic acid / sulfuric acid / phosphoric acid / oxalic acid.
Aluminium anodizing: The article to be anodized is first degreased, polished and connected to the anode of external source whereas steel tank is made cathode. The conditions to be maintained for anodizing of aluminium when chromic acid and Sulphuric acid are the electrolytes given below;
Electrolyte - Chromic acid Electrolyte - Sulphuric acid
Chromic acid: 5 – 10% Sulphuric acid: 10 %
Temperature of bath: 350C Temperature of bath: 250C
Voltage: 0-50V Voltage: 24V
Current density: 10 –
20mA/cm2 Current density: 160mA/cm
2
Anode: Aluminium/its alloys Anode: Aluminium/its alloys
Cathode: Steel tank Cathode: Lead lined Steel tank
When voltage reaches 40V, the bath held at this voltage for 20mins.
When voltage reaches 50V, again the bath held for about 05mins at this voltage.
The anodizing of aluminium is carried out for about 45mins
Thickness of Oxide film: 8µm Thickness of Oxide film: 25µm
The Al2O3 coating produced by anodizing is typically 2 µm to 25 µm thick, and consists of a thin
non-porous barrier layer next to the metal with a porous outer layer that can be sealed* by hydrothermal treatment in steam or hot water for several minutes. This produces a hydrated oxide layer with improved protective properties. The oxide coatings may also be dyed to provide surface coloration for decorative purposes, and this can be performed either in the anodizing bath or afterwards.
b. Metal coatings
Metals coatings isolates base metal (metal to be protected) from corrosive environment are either anodic or cathodic with respect to base metal. The metal coatings are often applied by cladding, hot dipping, spraying, cementation and electroplating.
Anodic metal coatings: The metal coating, in which less noble metal is coated on to base metal that is the coated metal is anodic with respect to base metal. If the protective coating exposes the base metal to corrosive environment, then base metal is unaffected till the depletion of anodic metal coating. Zn, Cr coatings are anodic to Fe or steel.
Cathodic metal coatings: The metalcoatings, in which more noble metal is coated on to base metal that is the coated metal is cathodic with respect to base metal. If the protective coating exposes the base metal, then base metal (anodic) undergoes severe corrosion. It is necessary to ensure that cathodic coatings are thick and nonporous. Cd, Sn, Cu and Ni coatings are cathodic to Fe or steel. Two examples for metal coatings are discussed below namely; i) galvanizing and ii) tinning.
i) Galvanization: It is the process of coating iron or steel with a thin zinc layer* by passing the steel through a molten zinc bath. Galvanized steel is widely used in applications where rust resistance is needed.
Procedure: Following steps are involved in galvanizing iron;
Steel sheet surface is first degreased using suitable organic solvent.
Further, it is pickled with dilute Sulphuric acid to remove scale.
Then the sheets are washed with water & dried.
It is then dipped into molten zinc (~460°C) covered with ammonium chloride flux to
prevent oxidation of zinc.
Excess of zinc is removed by passing through hot rollers to get required uniform thickness
of zinc coat.
Further it is annealed at 650°C.
Rollers
Galvanized steel
NH4Cl Flux
Molten zinc
* When exposed to the atmosphere, pure zinc reacts with oxygen to form zinc oxide, which further reacts with carbon dioxide to form zinc carbonate, a dull grey, fairly strong material that stops further corrosion in many circumstances, protecting the steel below from the elements.
ii) Tinning: It is the process of coating iron or steel with a thin tin layer by passing the steel through a molten tin bath. This is done in order to prevent the iron from rusting.
Procedure: Following steps are involved in galvanizing iron;
Further, it is pickled with dilute Sulphuric acid to remove scale.
Then the sheets are washed with water & dried.
It is then dipped into molten tin (~240°C) covered with zinc chloride flux
The tinned sheets are passed through rollers to remove excess of tin
Finally the sheets are passed through palm oil. The palm oil protects the hot tin coat from
atmospheric oxidation.
Tinned steel Steel
Palm oil ZnCl2 Flux
Rollers
Molten tin Molten tin
4. Organic coatings: Paints and enamels
Paint: A Pint can be described as a homogeneous fluid which when applied to a surface dries up forming a thin, opaque impermeable film. Generally a paint consists of a solid colouring matter called pigment, dispersed in a liquid medium which is referred as vehicle. The objective of coating
paint on a solid surface is to offer decorative and protective properties. The applications include
buildings, furniture, automobile parts etc.
Enamel: The paint that becomes hard on drying with a glassy appearance, which are usually meant for the following applications are known as enamel paints.
a. Floor coatings such as; concrete, stairs, basement etc.
b. For fast drying applications such as; refrigerators (in 10 to 15 mins), industrial applications c. For high temperature applications; in engines, breaks, exhausts etc.
Paints used in controlling corrosion are known as anticorrosive which are more important for surface protection.
In general, an emulsion paint consists of pigment and solid or semi-solid polymeric particles dispersed in a continuous aqueous medium in which they are insoluble. This emulsion is made from monomers, initiators (which cause the monomers to polymerize and act as the binder), water and emulsifiers (which keep the monomers and later the polymers in the emulsion).
Anticorrosive paints
What is primer?
A primer is a paint containing a pigment such as lead oxide (Pb3O4 red lead) or zinc chromate
which oxidizes the steel surface and inhibits its corrosion. Besides, the primer film increases the strength of the bond between steel and final paint film. When the primer film dries a thick film of the required paint is applied over the primer.
Polymers such as alkyd resins, PVC, polyethylene, polyesters, acrylics, polyurethanes, chlorinated rubber, epoxy resins, etc. are used in paint manufacture. For severe conditions such marine and industrial atmosphere, a paint containing epoxy resin (water resistant) is suitable.
For example;
a. Iron is an exclusive example for highly corroding metal which undergo intense corrosion in presence of air and moisture. An impermeable coating of either tar or bitumin is given to the metal surface to prevent direct contact of metal with air/moisture. Also mixing tar with 2.5 % lime offers a better protection to the metal.
[Bitumin is viscous liquid of hydrocarbons obtained from petroleum distillation, which is usually employed for road surfacing and roofing]
b. The red oxide (Fe2O3) and red lead paints are often used in corrosion control. Red lead (Pb3O4
also known as bright red) offers a strong corrosion inhibitive action, while red oxide exhibits a mechanical action by forming a waterproof and impermeable film.